
replace mud pump motor maintenance programs in stock

Repairing your pumps quickly and efficiently to get your operations back up and running is GD Energy Products’ top priority. If your pump requires immediate attention, our field engineers and service technicians can be deployed to your job site or facility. Our experienced technicians are trained to identify and inspect your pumping issue and conduct as-needed service, repairs and preventative maintenance at your preferred location.
GDEP offers a full range of 24/7 on-site pump maintenance and repair offerings tailored to your individual needs. We offer comprehensive repairs for fracking pumps, drilling pumps, well service pumps, fluid ends and modules. Additionally, our customers have access to 24/7 service, ongoing parts support and product maintenance.
GDEP’s inspection program offers a comprehensive and proactive approach to solving your pump issues. Our field service technicians can utilize advanced troubleshooting procedures to uncover various underlining issues with the capability of performing onsite repairs using genuine, high-quality OEM replacement parts to guarantee maximum performance
If you have a large fleet or pumps that simply require more attention, we can provide you with a dedicated field service technician with either half-day or full 24/7 coverage.
Our state-of-the-art repair facilities operate in a constant state of readiness to provide your pumps with the most comprehensive and cutting-edge repair and maintenance services. With facilities strategically located in all major shale plays throughout the United States, we are able to provide our customers with efficient service on a local level.
If you have a large-scale repair that cannot be completed in the field, bring your pump to any one of our repair facilities and expect the same level of service and expertise. A highly trained and experienced team of field engineers, service technicians and repair mechanics possess all the necessary skills and insights required to overhaul any pump, all under one roof. Backed by our satisfaction guarantee, you can have the confidence your pumps will operate at peak performance after it leaves our facility.
Our team of experts is available 24/7 to service and repair any brand of pump. Whatever your repair needs, GDEP will bring the proper experience, tools and equipment needed to get the job done.

The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.

Pumps are often designed to operate at a single point known as the Best Efficiency Point (BEP). As components begin to wear, a pumps performance begins to decline, with operation away from this point leading to issues such as accelerated bearing or seal wear, vibration, excess temperature rise or cavitation. Quite often declining performance can start gradually, before quickly accelerating until failure if performance issues are not addressed in a timely fashion.
Corrective Maintenance is undertaken when failure has occurred. The unit may be leaking, efficiency reduced, pump stopped or motor tripped, leading to loss of production resulting in an urgent situation where parts must be sourced and fitted quicky.
Preventative Maintenance is inspection and repair scheduled at specific intervals (daily, weekly, monthly, yearly) or based on the number of hours run. Visual inspections are made externally and internally by dismantling the unit, replacing seals such as gaskets and mechanical seals, with pump parts checked for wear.
Differential Pressure:Check the operating pressure by calculating the difference between the inlet and outlet pressure of the pump ensuring it is operating on curve.
Excess Temperature – Check motor, bearing and casing temperature. Thermal imaging cameras can detect excess temperature quickly, without stoppage, dismantling or contact with the unit.
The “6 to 1 Rule” discovered by John Day Jr, (Manager of Engineering & Maintenance at Alumax South Carolina stated that the ideal ratio of Proactive Maintenance (PM) to Corrective Maintenance (CM) should be 6 to 1 - 6 PM checks to 1 RM check. If your ratio is below this then according to his theory it is being inspected too infrequently, above and inspections are too frequent.
Although Proactive Maintenance can seem to avoid the urgent costs and downtime associated with reactive maintenance, PM maintenance costs can be high due to the cost of labour in dismantling of complicated designs such as Progressing Cavity, or Triplex Plunger pumps which are often time consuming to maintain with more than one person required to undertake work.
On dismantling units, some seals require replacing regardless of condition, and excess spares can be required in case of gasket entrapment during assembly. Rental of specialist lifting equipment may be required and there can be situations where when inspected, pump parts do not require replacement.
MonitoringThe ideal situation is to ensure components are replaced before failure but not so far in advance that they have experienced little wear with valuable time spent on inspecting components which are otherwise fine.
This can be achieved through a monitoring device, where when the right data is collected, pump failure can be anticipated between 3 and 12 months in advance with an 80-95% accuracy.
With the average lead time on DN100 pumps, and units over 5 years old being 3 months or more, it is essential that spares are either on the shelf or failure is anticipated through advance ordering.
There are hazards during any maintenance activity. Always ensure the correct PPE is worn before attempting repair, that sufficient expertise is on hand and chemical data sheets of any fluid being pumped are checked prior to undertaking work. A full risk assessment should be completed in advance.
Hazardous FluidsIrritation, Chemical burns, ignitionEnsure when pump is opened the unit is cool, not pressurized, ignition sources are not present, and any fluids spilt are contained.
If inspection has been neglected for some time, then additional parts may require replacing than had the unit been inspected earlier, with some pump parts becoming beyond economical repair.
Enables planned work to be undertaken during lower activity levels and at lowest cost & risk.Pump has to be crucial within a process or above a certain size for monitoring to be cost effective
Thread Sealant –The use of semi-permanent thread sealant will ensure vitality important threaded fasteners such as bolts or screws on shafts, couplings or pump casings do not self-loosen due to vibration and become disengaged.
Interchangeable Spares –Our range of pumps are modular in design utilizing interchangeable spares, meaning on site stock holding of parts can be reduced by up to 80% further reducing slow moving stock.
Repair & Replace –Choosing to repair an existing pump within a process of vital importance, as well as replace, is a strategy we recommend for maximizing plant efficiencies and reducing downtime. Should unexpected pump failure occur, your process can be restored quickly.
Checklists & Logs –The use of checklists and logs ensures a fully repeatable process ensuring important maintenance intervals are not missed. Logs can provide valuable insight and reveal a pattern before failure occurs enabling easier troubleshooting.
indicates which areas should be checked, but note that a units maintenance routine is dependent on several factors such as hours of operation, duty, aggressiveness of pump medium, rpm of motor, temperature, inlet conditions and location of equipment.

AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongoCongo, Democratic Republic of theCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d"IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People"s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People"s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyria Arab RepublicTaiwanTajikistanTanzania, the United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurks and Caicos IslandsTuvaluTürkiyeUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U.S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands
DistributionNOW has a full fleet of field service and repair assets across a large geography of North America. This includes full pump repair in the field, installation and startup, as well as preventative maintenance practices for install pumping equipment in the field. We have decades of experience serving the oil & gas, power generation, petrochemical and municipal markets. Our experts can extend the life of your equipment with our maintenance programs, in-house repairs, upgrades and replacement parts. We have full capability of in-house machining and repair of pumps and their components.

I wrote a series of columns last year and into January this year on well and pump rehabilitation and methods to improve the operating efficiency in both. This month, as a start to a two-part series and a logical continuation to the topic, I’ll expand the discussion outlining my concept of a well and pump preventive maintenance program with suggested procedures and recommended intervals.
As we launched this new enterprise, we decided to offer a preventive maintenance program on a trial basis. This would be our way of introducing and acquainting ourselves to a previously unknown base of new clients, introducing our new division to our existing clients, and as a way of gaining a full understanding of each water system’s particular needs.
Many of these newly discovered clients, especially local smaller water districts and cities, informed me they had wanted to implement some type of preventive maintenance program for their facility, but didn’t know where to start.
The new preventive maintenance program was more than a method of gaining new business for our firm, especially since the late 1970s were also somewhat sluggish in the local irrigation business. Diversifying and expanding into the municipal and commercial water systems market not only provided badly needed revenue, but allowed us to keep current personnel who might otherwise have been laid off or assigned reduced hours during long winter periods.
Since we were already a long-established water systems firm, moving into this larger and slightly different market did not require substantial retraining or expansion of our service staff. We were also able to use our existing equipment and rolling stock, particularly our service vehicles and pump hoists.
As we moved cautiously into developing a preventive maintenance program for the various clients, one thing became rapidly apparent. The program was going to have to be customized and tailored for each client and the specific needs and number of pumps for each water purveyor. For systems with multiple well and pump stations, this meant we had to individualize the program for each client.
Although I was in charge and responsible for this new division—which included my cultivating new clients, submitting bids and proposals, and performing engineering and design—I was still young and didn’t wish to simply come out of the field and into the office to assign the maintenance and troubleshooting to the other employees. So, for the first four years of this new enterprise I alternated between field work and office work.
This not only helped me expand my skills in field work and troubleshooting, but allowed me the opportunity to visit and work with many of the new and diverse water system clients we gained throughout western Oregon. Eventually, the time and effort required to split my duties became more than I could reasonably handle, but those years were instrumental as they allowed me to learn new techniques, expand my troubleshooting skills, and increase my knowledge of water wells, pumps, and electrical and hydraulic theory.
Before actually embarking on a new preventive maintenance (PM) program, we first had to decide how often to recommend individual site visits and develop some type of database to routinely document each individual client and their water system facilities, as well as track each PM and service procedure conducted at each site and for each unit.
As far as building a database, after considering various methods of record keeping I settled on using a single master file for each client. Each file included information on each separate well and pump station. Each was assigned a unique identification code with the specific details of each facility recorded on “master data sheets” (Figures 1, 2, 3).
The PM program was originally envisioned, structured, and priced to be a fairly rapid “in and out” to gather and record the most critical information such as static and operating (pumping water level) conditions of each well and pump and to conduct general maintenance on individual pump and driver units within a pumping plant. Therefore, it was important to provide a uniform set of tasks and criteria to follow and evaluate what was needed without spending unnecessary time or effort on less important or trivial tasks.
Determining and maintaining a reasonable, uniform cost for a PM program was also vital since we could not effectively sell the program to most clients solely from harping on the advantages gained from potential energy savings and improving pump efficiency—at least not in 1979.
To effectively sell and conduct the program to many water systems, it was important to stress we would keep each site visit meaningful and the cost to a minimum by concentrating on just the primary elements of an effective PM program. These elements included: (1) performing necessary routine maintenance at appropriate intervals; (2) determining the current efficiency and operating condition of each pump and motor; (3) identifying and heading off any serious situations with an individual unit that could result in significant downtime and higher repair costs if not addressed soon; and (4) maintaining the inspection reports and records as a collection of current and past data within a master file.
The site visit field form was developed specifically to act as a guideline of the tasks the technician was expected to perform on each unit, each in a fundamental order. By using this initial form over the first to three months of the trial PM program, we were able to quickly determine the typical cost for a single pump station inspection and thereafter apply that unit cost to pump stations with multiple units.
Since many municipal or industrial pumping plants or stations consist of three to four separate units in total, especially those found in water booster or wastewater pump stations, we were able to expand the horizontal use of each form to permit entering up to four separate units on a single sheet.
As important to booster pump stations as this program was, the primary selling point was made to those clients with wells and well pumps or wastewater pumps. Since many wells and well pumps can exhibit a sudden failure due to years of ignorance or lack of maintenance, this program permitted a routine examination and tracking of the well’s pumping water level and the operating condition of the well pump and driver (usually an electric motor).
For example, by checking the static and pumping levels of each well during each visit around the same time each year, we were able to quickly develop an accurate, in-house database on seasonal water levels in most regions of western Oregon and the Willamette Valley.
This type of inspection was particularly important for installations using submersible pump motors since periodic examination of the motor’s insulation resistance often provided a yardstick of a motor’s current condition, or more importantly, any progressive decline.
If this occurred, it usually provided the client with advance notice in one to two years this unit was heading for or nearing failure. This provided enough notice to the client to permit an orderly and scheduled repair or replacement of the motor rather than a rushed and more expensive emergency approach.
Although we were generally careful to require all field data and information be vetted and approved by the engineering department before contacting the client, we did demonstrate to each technician how to determine and record a few basic field observations and calculations. These included static and pumping water levels from wells along with water horsepower, input horsepower, and plant efficiency from pumping units. These were often requested by the clients, particularly when the they were present for the inspections.
Although our original PM program was developed and implemented for both potable and wastewater pumping systems, since Water Well Journal primarily focuses on wells and well pump systems, we will limit this discussion to this group.
This means each field technician must be properly trained and observant in electrical, mechanical, and confined space safety. The most basic of these is always observing OSHA’s mandated “lock out/tag out” procedures for protection against errant automatic or manual starting of electrical motors or engines (drivers) used to drive pumps. This not only protects from possible electrical shocks, but additional forms of injury that could occur. An example that could occur is a pump starting while the tech is repacking or greasing it or changing the motor oil.
Finally, many water systems use potentially harmful chemicals and feed systems in their facilities (high-strength chlorine, acids, or caustics) or other ancillary systems interconnected to the pump start/run signal. Even though locking out the pump motor may prevent its start and operation, it may not necessarily disconnect or disable these other systems.
To help meet your professional needs, this column covers skills and competencies found in DACUM charts for drillers, pump installers, and geothermal contractors. PI refers to the pumps chart. The letter and number immediately following is the skill on the chart covered by the column. This column covers: PIE-18, 22: PIF-2, 3, 4, 5, 6, 7: PIG-3, 8, 10 More information on DACUM and the charts are available at www.NGWA.org/Certification and click on “Exam Information.”
The next area with a type of hazard occurs from exposure to confined spaces. Although most potable water pumping units are not located in regulated confined spaces, many control valves and other equipment are commonly situated in tanks or underground vaults or chambers. Accumulated or released vapors or gases within these environments, especially those heavier than air in underground vaults or facilities, can overcome a worker within seconds. Recognizing these potential hazards and equipping each employee with a gas sniffer or alarm to notify the tech should hazardous or flammable gases or a low oxygen level exist and an approved breathing mask/tank is recommended.
In conclusion, it is vitally important anyone charged with conducting preventive maintenance and service be fully trained and capable in understanding and performing the procedural and safety measures required for each unit in each pumping station and observe the proper shutdown (lockout/tagout), service, and reactivation protocols.
This concludes this first installment on setting up a well and pump maintenance program. Next month, we’ll wrap up with an overview on setting up the forms and performing the field work.

Many things go into getting the most life out of your mud pump and its components — all important to extend the usage of this vital piece of equipment on an HDD jobsite. Some of the most important key points are covered below.
The most important thing you can do is service your pump, per the manufacturer’s requirements. We get plenty of pumps in the shop for service work that look like they have been abused for years without having basic maintenance, such as regular oil changes. You wouldn’t dream of treating your personal vehicle like that, so why would you treat your pump like that.
Check the oil daily and change the oil regularly. If you find water or drilling mud contamination in the oil, change the oil as soon as possible. Failure to do so will most likely leave you a substantial bill to rebuild the gear end, which could have been avoided if proper maintenance procedures would have been followed. Water in the oil does not allow the oil to perform correctly, which will burn up your gear end. Drilling mud in your gear end will act as a lapping compound and will wear out all of the bearing surfaces in your pump. Either way it will be costly. The main reasons for having water or drilling mud in the gear end of your pump is because your pony rod packing is failing and/or you have let your liners and pistons get severely worn. Indication of this is fluid that should be contained inside the fluid end of your pump is now moving past your piston and spraying into the cradle of the pump, which forces its way past the pony rod packing. Pony rod packing is meant to keep the oil in the gear end and the liner wash fluid out of the gear end. Even with brand new packing, you can have water or drilling fluid enter the gear end if it is sprayed with sufficient force, because a piston or liner is worn out.
There is also usually a valve on the inlet of the spray bar. This valve should be closed enough so that liner wash fluid does not spray all over the top of the pump and other components.
Liner wash fluid can be comprised of different fluids, but we recommend just using clean water. In extremely cold conditions, you can use RV antifreeze. The liner wash or rod wash system is usually a closed loop type of system, consisting of a tank, a small pump and a spray bar. The pump will move fluid from the tank through the spray bar, and onto the inside of the liner to cool the liner, preventing scorching. The fluid will then collect in the bottom of the cradle of the pump and drain back down into the collection tank below the cradle and repeat the cycle. It is important to have clean fluid no matter what fluid you use. If your liners are leaking and the tank is full of drilling fluid, you will not cool the liners properly — which will just make the situation worse. There is also usually a valve on the inlet of the spray bar. This valve should be closed enough so that liner wash fluid does not spray all over the top of the pump and other components. Ensure that the water is spraying inside the liner and that any overspray is not traveling out of the pump onto the ground or onto the pony rod packing where it could be pulled into the gear end. If the fluid is spraying out of the cradle area and falling onto the ground, it won’t be long before your liner wash tank is empty. It only takes a minute without the cooling fluid being sprayed before the liners become scorched. You will then need to replace the pistons and liners, which is an avoidable costly repair. Make a point to check the liner wash fluid level several times a day.
Drilling fluid — whether pumping drilling mud, straight water or some combination of fluid — needs to be clean. Clean meaning free of solids. If you are recycling your fluid, make sure you are using a quality mud recycling system and check the solids content often throughout the day to make sure the system is doing its job. A quality mud system being run correctly should be able to keep your solids content down to one quarter of 1 percent or lower. When filling your mud recycling system, be sure to screen the fluid coming into the tanks. If it is a mud recycling system, simply make sure the fluid is going over the scalping shaker with screens in the shaker. If using some other type of tank, use an inline filter or some other method of filtering. Pumping out of creeks, rivers, lakes and ponds can introduce plenty of solids into your tanks if you are not filtering this fluid. When obtaining water out of a fire hydrant, there can be a lot of sand in the line, so don’t assume it’s clean and ensure it’s filtered before use.
Cavitation is a whole other detailed discussion, but all triplex pumps have a minimum amount of suction pressure that is required to run properly. Make sure this suction pressure is maintained at all times or your pump may cavitate. If you run a pump that is cavitating, it will shorten the life of all fluid end expendables and, in severe cases, can lead to gear end and fluid end destruction. If the pump is experiencing cavitation issues, the problem must be identified and corrected immediately.
The long and the short of it is to use clean drilling fluid and you will extend the life of your pumps expendables and downhole tooling, and keep up with your maintenance on the gear end of your pump. Avoid pump cavitation at all times. Taking a few minutes a day to inspect and maintain your pump can save you downtime and costly repair bills.

Mud pump is one of the most critical equipment on the rig; therefore personnel on the rig must have good understanding about it. We’ve tried to find the good training about it but it is very difficult to find until we’ve seen this VDO training and it is a fantastic VDO training about the basic of mud pumps used in the oilfield. Total length of this VDO is about thirteen minutes and it is worth to watch it. You will learn about it so quickly. Additionally, we also add the full detailed transcripts which will acceleate the learning curve of learners.
Powerful mud pumps pick up mud from the suction tank and circulate the mud down hole, out the bit and back to the surface. Although rigs usually have two mud pumps and sometimes three or four, normally they use only one at a time. The others are mainly used as backup just in case one fails. Sometimes however the rig crew may compound the pumps, that is, they may use three or four pumps at the same time to move large volumes of mud when required.
Rigs use one of two types of mud pumps, Triplex pumps or Duplex pumps. Triplex pumps have three pistons that move back-and-forth in liners. Duplex pumps have two pistons move back and forth in liners.
Triplex pumps have many advantages they weight 30% less than a duplex of equal horsepower or kilowatts. The lighter weight parts are easier to handle and therefore easier to maintain. The other advantages include;
• One of the more important advantages of triplex over duplex pumps, is that they can move large volumes of mud at the higher pressure is required for modern deep hole drilling.
Triplex pumps are gradually phasing out duplex units. In a triplex pump, the pistons discharge mud only when they move forward in the liner. Then, when they moved back they draw in mud on the same side of the piston. Because of this, they are also called “single acting.” Single acting triplex pumps, pump mud at a relatively high speeds. Input horsepower ranges from 220 to 2200 or 164 to 1641 kW. Large pumps can pump over 1100 gallons per minute, over 4000 L per minute. Some big pumps have a maximum rated pressure of over 7000 psi over 50,000 kPa with 5 inch/127 mm liners.
Here is a schematic of a triplex pump. It has three pistons each moving in its own liner. It also has three intake valves and three discharge valves. It also has a pulsation dampener in the discharge line.
Look at the piston at left, it has just completed pushing mud out of the liner through the open discharge valve. The piston is at its maximum point of forward travel. The other two pistons are at other positions in their travel and are also pumping mud. But for now, concentrate on the left one to understand how the pump works. The left piston has completed its backstroke drawing in mud through the open intake valve. As the piston moved back it instead of the intake valve off its seat and drew mud in. A strong spring holds the discharge above closed. The left piston has moved forward pushing mud through the now open discharge valve. A strong spring holds the intake valve closed. They left piston has completed its forward stroke they form the length of the liner completely discharging the mud from it. All three pistons work together to keep a continuous flow of mud coming into and out of the pump.
Crewmembers can change the liners and pistons. Not only can they replace worn out ones, they can also install different sizes. Generally they use large liners and pistons when the pump needs to move large volumes of mud at relatively low pressure. They use a small liners and pistons when the pump needs to move smaller volumes of mud at a relatively high pressure.
In a duplex pump, pistons discharge mud on one side of the piston and at the same time, take in mud on the other side. Notice the top piston and the liner. As the piston moves forward, it discharges mud on one side as it draws in mud on the other then as it moves back, it discharges mud on the other side and draws in mud on the side it at had earlier discharge it. Duplex pumps are therefore double acting.
Double acting pumps move more mud on a single stroke than a triplex. However, because of they are double acting they have a seal around the piston rod. This seal keeps them from moving as fast as a triplex. Input horsepower ranges from 190 to 1790 hp or from 142 to 1335 kW. The largest pumps maximum rated working pressure is about 5000 psi, almost 35,000 kPa with 6 inch/152 mm linings.
A mud pump has a fluid end, our end and intake and the discharge valves. The fluid end of the pump contains the pistons with liners which take in or discharge the fluid or mud. The pump pistons draw in mud through the intake valves and push mud out through the discharge valves.
The power end houses the large crankshaft and gear assembly that moves the piston assemblies on the fluid end. Pumps are powered by a pump motor. Large modern diesel/electric rigs use powerful electric motors to drive the pump. Mechanical rigs use chain drives or power bands (belts) from the rig’s engines and compounds to drive the pump.
A pulsation dampener connected to the pump’s discharge line smooths out surges created by the pistons as they discharge mud. This is a standard bladder type dampener. The bladder and the dampener body, separates pressurized nitrogen gas above from mud below. The bladder is made from synthetic rubber and is flexible. When mud discharge pressure presses against the bottom of the bladder, nitrogen pressure above the bladder resists it. This resistance smoothes out the surges of mud leaving the pump.
Here is the latest type of pulsation dampener, it does not have a bladder. It is a sphere about 4 feet or 1.2 m in diameter. It is built into the mud pump’s discharge line. The large chamber is form of mud. It has no moving parts so it does not need maintenance. The mud in the large volume sphere, absorbs this surges of mud leaving the pump.
A suction dampener smooths out the flow of mud entering into the pump. Crewmembers mount it on the triplex mud pump’s suction line. Inside the steel chamber is a air charged rubber bladder or diaphragm. The crew charges of the bladder about 10 to 15 psi/50 to 100 kPa. The suction dampener absorbs surges in the mud pump’s suction line caused by the fast-moving pump pistons. The pistons, constantly starts and stops the mud’s flow through the pump. At the other end of the charging line a suction pumps sends a smooth flow of mud to the pump’s intake. When the smooth flow meets the surging flow, the impact is absorbed by the dampener.
Workers always install a discharge pressure relief valve. They install it on the pump’s discharge side in or near the discharge line. If for some reason too much pressure builds up in the discharge line, perhaps the drill bit or annulus gets plugged, the relief valve opens. That opened above protects the mud pump and system damage from over pressure.
Some rig owners install a suction line relief valve. They install it on top of the suction line near the suction dampener. They mount it on top so that it won’t clog up with mud when the system is shut down. A suction relief valve protects the charging pump and the suction line dampener. A suction relief valve usually has a 2 inch or 50 mm seat opening. The installer normally adjusts it to 70 psi or 500 kPa relieving pressure. If both the suction and the discharged valves failed on the same side of the pump, high back flow or a pressure surge would occur. The high backflow could damage the charging pump or the suction line dampener. The discharge line is a high-pressure line through which the pump moves mud. From the discharge line, the mud goes through the stand pipe and rotary hose to the drill string equipment.

A mud pump is a piston driven pump design that can produce high-pressure operations to safely transfer high viscosity fluids over an extended depth. The mud pump has many applications in industrial service, but it has proven to be invaluable in many drilling operations. Let"s take a look at mud pumps and why they are such a good fit for the industries they serve.
A Mud pump is a reciprocal pump design utilizing a piston in a cylinder to transfer fluids under high pressure. A mud pump can generate up to 7,500 psi (52,000 kPa) during normal operations. Mud pumps are a positive displacement design.
Mud pumps are available in a variety of configurations and sizes. However, mud pumps tend to be one of two main types: the duplex and the triplex. The duplex mud pump features two pistons (or plungers) in constant action to move the fluid.
The triplex mud pump has all but replaced the duplex version in most applications, although you will still find the latter in use in some smaller countries. The triplex mud pump features a triple piston (plunger) design that is more efficient than the duplex design.
The latest designs of the mud pump are the quintuplex and hex versions. As the name suggests, these designs feature five or six pistons in a reciprocating design. Although not in widespread use as compared to the triplex design, these mud pumps spread the pumping action across the rotational cycle, creating less mud noise. This allows for better measurements and logging to take place while in operation.
There are two main parts to a mud pump: the fluid end and the power end. The fluid end is where the actual pumping takes place. The components of the fluid end consist of valves, pistons (or plungers), and liners.
Since the fluid end is in constant contact with the material being pumped, most modern designs allow for quick replacement of worn components as needed. This dramatically extends the life of a unit without having to completely replace the pump.
The power end of a mud pump is responsible for taking the input power, typically through a driveshaft, and converting it into the reciprocating motion needed for the pistons. In most mud pump applications, the power end uses a crosshead crankshaft for this conversion.
Rotational power is supplied to the mud pump through an external power source. The power end of the pump converts this rotational energy through a crankshaft to a reciprocating motion that moves the pistons.
Due to the pressure and material being pumped, most mud pump applications can create a lot of vibration. To combat this, many mud pump applications incorporate pulsation dampeners. These are typically used on both suction and discharge sides of the pump.
In some cases, a positive displacement pump may pull the fluids at a pressure lower than its vapor pressure. When this happens, damaging cavitation can take place. In these cases, a charge pump might be required at the inlet side to maintain a positive pressure on the suction stream.
When selecting a mud pump, there are two main parameters to be used, pressure and displacement. Pressure is the net pumping pressure that the pump can safely provide. The requirement for pressure increases as the drilling depth and fluid (or slurry) viscosity increases.
Displacement is the volume of fluid that the pump can transfer within a given time period. In most applications, this is rated as discharged liters per minute.
Mud pumps are ideal wherever a lot of fluid needs to be pumped under high pressure. They are considered an essential part of most oil well drilling rigs. Mud pumps can deliver high concentration and high viscosity slurry in a stable flow, making them adaptable to many uses.
Mud pumps are an invaluable tool when high pressure and high viscosity fluids are needing to be transferred. Mader Electric, Inc. specializes in mud pump repair and installation, as well as pump training. Contact us to see how we can help with your pumping needs.

Triplex plunger-type mud pumps feature a reciprocating, positive displacement pump design utilizing three plungers to safely transfer high-viscosity fluids under high pressure over an extended depth. Although they have many industrial applications, these pumps have become an essential part of oil well drilling rigs where they’re used to provide smooth discharge of mud and debris from oil wells.
In addition to their use in drilling and well service operations, mud pumps are also frequently used to handle corrosive or abrasive fluids, as well as slurries containing relatively large particulates, in applications like commercial car washes, wastewater treatment, cementing, and desalination operations.
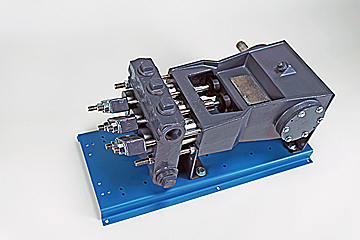
DAC Worldwide’s Representative Triplex, Plunger Mud Pump Dissectible (295-418) is an economical, conveniently-sized triplex plunger-type mud pump assembly that teaches learners hands-on maintenance activities commonly required on larger mud pump assemblies used in upstream oilfield production operations.
For example, mud pump assembly is used on well sites maintain downhole backpressure, to lubricate the rotating drill bit, and to help recycle and remove rock debris resulting from drilling activities. These heavy-duty, high-pressure pumps require regular refurbishment, inspection, and repair in the field.
DAC Worldwide’s dissectible mud pump assembly is a realistic sample that’s similar in geometry, design, and operating characteristics to the larger varieties learners will encounter on the job. DAC Worldwide chooses popular name-brand pumps for its dissectibles to ensure industrial and oil and gas training relevancy.
Using the dissectible mud pump, learners will gain hands-on experience with the operating principles, regular maintenance activities, and nomenclature/parts identification at a more convenient scale in the classroom or lab.
Technical training is most effective when learners can gain hands-on practice with industry-standard components they’ll encounter on the job. The Representative Triplex, Plunger Mud Pump Dissectible features a wide variety of common, industrial-quality components to provide learners with a realistic training experience that will build skills that translate easily to the workplace.
The Representative Triplex, Plunger Mud Pump Dissectible is a sturdy unit with a complete triplex, reciprocating, 20+ bhp plunger pump with .75" plunger, 1.5" stroke, and 3" cylinder sleeve. The unit allows for complete disassembly, assembly, and inspection, including removal of plungers, packing, and valves.
The dissectible mud pump comes with a formed-steel, powder-coated baseplate. It can also be mounted on a compatible DAC Worldwide Extended Electromechanical Workstation (903). Each unit comes with the manufacturer’s installation and maintenance manual.
The maintenance checklist, implemented a few months ago, covers equipment to monitor on a daily, weekly, and monthly basis. An area is devoted to tracking service truck miles, rig miles and hours, as well as welder hours to know when an oil change is needed. The goal is to not let any maintenance task fall by the wayside.
“It’s kind of brought about them (drilling crews) thinking of other things, recognizing other things, and having a mindset towards maintaining their equipment,” says Baker, owner of Apex Drilling LLC in Burley, Idaho, “and that’s the most important thing—having that mindset towards maintenance.”
Baker, president of the Idaho Ground Water Association, worked as a maintenance mechanic for nearly nine years at a potato processing plant before entering the water well industry. He worked at the plant under the supervision of a 20-year Air Force veteran who previously was a maintenance manager of intercontinental ballistic missile sites in the Midwest. Baker credits those years for helping him get keyed in on being proactive with equipment maintenance.
“I learned a lot about preventative maintenance and things you start looking for,” Baker says. “If you know about some of these small things before they become big things, then you don’t have downtime on the jobsites.”
Months into implementing the maintenance checklist, Baker is seeing his drill crews take ownership by noticing minor issues on their four drill rigs and making note of them. The crews then look at the list and fix the issues during half a day in the shop while they’re in between jobs, or at a jobsite when time allows for it.
Factoring into the maintenance of his equipment is the fact that Baker is using a higher-grade oil and additives package rather than what the manufacturer recommends. Also, every 200 to 300 hours of use, he has equipment oil samples (engine, hydraulic, and compressor oils) sent and analyzed by a lab in Salt Lake City, Utah. The lab runs an International Organization for Standardization (ISO) cleanliness analysis and designates a code to how clean the oil is and the results dictate when Baker needs to change the oil in his equipment.
“Hydraulics, pumps, and motors have an ISO cleanliness code on the oil,” Baker explains. “If you run that hydraulic system within that cleanliness code at 70 degrees in a controlled environment, you’re going to get 10,000 hours out of your pumps.
“When putting the pumps on mobile equipment, it cuts it in half, so you get 5000 hours on pumps because they’re working in the extreme heat, cold, and dirt. As long as you maintain that cleanliness code in your oil, you can expect 5000 hours, but as soon as you go one code dirtier in your oil, you cut that in half. If you can operate one code cleanlier you can double it, and so we’re trying to operate in a manner that is not necessarily normal in an effort to try and get our equipment to last longer. Ultimately, it reduces our cost of maintenance.”
Sprowls, president of the Ohio Water Well Association, also shared how hydraulic oil in the GEFCO 40K came back with elevated metal content. He says nothing indicated that the hydraulics were acting up, but the oil sample prompted further investigation which revealed a hydraulic pump failed prematurely.
Sprowls stresses that maintenance needs to be intentional where time is made for it. He makes a point that being proactive is less stressful than reacting to an engine replacement in a customer’s front yard. After all, it’s much easier to work on the machines in a climate-controlled shop or gravel lot with no mud.
“What I’ve done for routine items is put a value on them that is relevant to our industry,” he shares. “Most drilling is accounted for by the foot, so I will analyze what kind of drilling I’m doing and put a footage on it. For example, I grease the rig every so many feet of overall drilling. If I’m mud drilling, the mud pump and swivel get greased very well, no matter the footage. Air drilling may be more frequent on the swivel due to the temperatures.
“The main reason Layne is dedicated to a robust equipment inspection/maintenance program is the safety of our employees,” Snelten says. “If we can keep our equipment safe to operate, it reduces the hazards to our employees and helps prevent injuries. They go home to their families at the end of the day in the same condition they came to work.
“We’ve made incredible strides in our safety performance over the past four years, and we see equipment maintenance as a required component to our continued safety evolution to not just maintain industry leading safety performance, but achieve true world-class safety.”
Beyond improved safety, Layne sees additional benefits of an aggressive maintenance and repair program achieving increased employee engagement, client appreciation and recognition, decreased maintenance costs, decreased downtime, increased productivity and profitability, and differentiation from the competition.
Layne rolled out a new maintenance program in 2021 for its several thousand pieces of equipment—drill rigs, pump rigs, trucks, trailers, and support equipment—and for the roughly 350 field staff who operate them.
The program consists of daily, monthly, and annual inspections of the drill rigs, pump rigs, and service trucks. Inspection items include fluid levels, wire ropes, sheaves, frame welds, controls, emergency stops, etc. A copy of the inspection goes to the field superintendent and mechanic and repairs
The program also presents Layne with information to determine action steps for a piece of equipment. If a piece of equipment continues to have persistent maintenance issues, and its records show maintenance costs are excessive, the question becomes: Is it better to perform a mid-life rebuild where another seven to 10 years can be gained, or is it better to replace it?

The Liberty Process LL8 Progressive Cavity Pump is ideal for abrasive pumping applications such as drilling fluids with sand and grit common in fracking operations. As a Mud Pump, the LL8 Series is a popular model on many mobile pumping rigs in use today. Replacement mud pump parts are available as well from our stock and work on other popular manufacturers models.
LL8 parts are direct drop in aftermarket replacements that work with the *Moyno® L8 series, the *Tarby® TL8 series and *Continental® CL8 Series*. The Liberty unit is a low-cost, maintenance free, dependable drop-in replacement progressive cavity unit.
The Liberty LL8 is a standard flanged pump design manufactured with cast iron or 316 stainless steel pump casings designed in 1, 2, and 3 stages for 75, 150 and 225 psi discharge pressures and a flow rate of 18 up to 100 GPM.
The LL8 is a modular design with simple hardened pinned joint drive assembly. LL8 Rotors are typically hardened tool steel or 316 stainless steel with a hard chrome plating for long life in abrasive pumping applications.
All other wetted parts are either carbon steel or 316 stainless steel. Stators are available in many elastomer materials such as Buna Nitrile, Natural Rubber, EPDM and Viton. The standard seal design is a set of gland packing with a lantern ring set and flush connections. Mechanical seal options for this progressive cavity pump are readily available.
The LL8 represents one of the most popular progressive cavity pumps available for the transport of drilling mud with easily replaceable in-stock parts.

Heavy Machinery is the most expensive construction equipment you own. It’s also the costliest to repair or replace. This guide will show you how to save money and extend the life cycle of your equipment with regular maintenance best practices.
We’ll identify commonly overlooked areas of maintenance, and identify simple things you can do to greatly impact the long-term value of your most vital equipment. Even the most powerful and dependable Cat® machinery requires basic attention to ensure it provides the exceptionally long service life and unmatched productivity of Cat construction vehicles.
Being proactive in your heavy equipment maintenance schedule helps prevent expensive downtime. Regular maintenance helps predict when failure is likely to occur, allowing you to find a solution to problems before they happen.
An example is an $80,000 machine that requires approximately $24,000 in maintenance and repair costs during 5,000 operating hours. By implementing sound preventive maintenance tips, this maintenance cost drops by 25 percent to $18,000.
A successful preventive maintenance program extends construction equipment life and minimizes unscheduled downtime caused by equipment breakdown. Benefits from a proper PM program include:
Preventive maintenance is more than regular maintenance like lubricating and changing and filters. A proper preventive maintenance (PM) program is all-inclusive. It’s an intentional approach to equipment management from the time equipment is purchased until the end of its useful life.
Sudden failure is when machinery breaks without warning. Usually, the reason is obvious. The part is then fixed or replaced, and the equipment is returned to service.
Intermittent failure happens sporadically. This stoppage happens randomly, and it can be difficult to identify the cause. Intermittent failure is frustrating, costly in downtime and usually can be prevented by anticipating the cause and addressing it during maintenance.
Gradual failure is entirely preventable by doing routine maintenance and inspections. Wearing parts and components are noted to be near the end of their lifespan and are replaced before failure occurs.
Thermally induced failure is where extremes in temperature cause break-downs in the equipment. This usually happens during large temperature fluctuations such as when a machine is being started in cold weather and is being warmed up. It also occurs when equipment is overheated. Extremely hot or cold periods can be prepared for during maintenance, and thermal failure can often be prevented.
Erratic failure is the most difficult to predict and detect. This occurs at random times and under varying conditions. Most erratic machinery failures are the result of sudden overloads on hydraulic or electrical systems. With electronic components, many erratic failures come from software or hardware malfunctions that are preventable by using diagnostic equipment during regular machinery maintenance.
Anticipating failure is at the heart of all preventive maintenance programs. Thorough knowledge of your machinery’s systems is the key to anticipating what’s likely to fail if proper maintenance is ignored. Cat Preventive Maintenance Agreements from MacAllister Machinery help you anticipate and predict problems before they leave your equipment inoperable.
Thorough product knowledge is invaluable when it comes to implementing an effective preventive maintenance program. Often, gaining this vital information is as simple as finding it in the machine’s equipment manual that has been researched and documented to isolate issues and prescribe the proper preventive maintenance.
Owner’s manuals are also a great source of troubleshooting information. Not only do manuals prescribe maintenance steps and techniques, but they often have bullet-point itemization or flow charts of what to do during malfunctions.
Another valuable resource for getting to know your machines inside out is to involve the machine operators. Unless you’re on the controls on a daily basis, you’re not likely to have the intimate knowledge of each machine’s idiosyncrasies and quirks. Daily operators get a “feel” for the machine. Operators sense when something’s amiss, and they’ll tell you. Listening to them and appreciating their input is a wise preventive maintenance strategy.
Stopping operation and dealing with a suspected problem between scheduled maintenance periods can be an enormous savings in failure costs and subsequent losses.
Knowledgeable machinery operators are more productive and cause less wear on machinery than untrained workers. Knowledgeable operators are also going to be safer to themselves and others working nearby. Properly trained operators will be more respectful of their equipment and more likely to look after it before, during and after construction duties. That’s going to save you money in repairs and replacement.
Operator training should be built into your preventive maintenance program. Operators have to know more than just how to start and run their machinery. They need to be aware of what routine, day-to-day maintenance tasks are required and how to perform them without fail.
Operator training can include a review of the operator’s manual, demonstration of the systems and all controls. Testing can be a part of training as well to ensure operators have acquired the right skills including pre and post operation maintenance tasks.
All Cat equipment we handle at MacAllister Machinery is supplied with detailed manuals from the factory that include a heavy equipment maintenance schedule. This extremely valuable resource has been painstakingly assembled through the knowledge, talent and experience of Cat designers and engineers. No one knows more about the right maintenance intervals for their machinery than Cat.
Factory-recommended maintenance intervals are a minimal standard and are based on normal operating conditions. This may vary depending on local climate and specific site environmental concerns like dust, mud, humidity, ice, snow, rain and excessive temperature fluctuations. It can also vary according to the operator load that’s put on the machine.
Following factory-recommended maintenance intervals and keeping precise records is important not just for economical operation of your machinery, but also to protect your warranty.
Keeping detailed service records is an important component in your preventive maintenance plan. It’s impossible to mentally keep track of what type of servicing has been done on your machinery, and that includes when maintenance was done and when it needs to be done again.
Documented service records let you keep an accurate picture of a particular machine’s history. Routine and regular interval servicing should be written in a booklet kept in your maintenance facility or even in the machine itself. This should include the date, what type of servicing was performed, what parts were replaced, when the next regular servicing is required and notations as to any peculiarities or irregularities that were observed.
Service records don’t just provide a chronological record of the maintenance of machines. Detailed maintenance records give you documented proof that your machinery has been maintained according to the manufacturer’s recommendations. This is important for daily operations, but it also strongly supports any warranty claim where there may be a dispute that mechanical failure was caused by neglect to perform the required maintenance.
Documenting your service tasks can be done by using a pen on paper ledger. It can be on a computer file using a spreadsheet or stored in a manual file kept in your office drawer along with other paperwork associated with the machine. Small booklets placed on the machine are common. Whiteboards on office walls are another simple and proven technique for seeing heavy equipment maintenance schedules at a glance.
A heavy equipment maintenance checklist is highly recommended to aid in remembering tasks and ticking them off as servicing is complete. Organize check-sheets with each itemized task associated with certain intervals. That might be daily, monthly or seasonally. It also may be according to machine time where certain hourly milestones need specific attention.
Documenting your machinery servicing lets you plan for future tasks. This includes being reminded to order replacement parts, fluids and filters, as well as scheduling maintenance that needs outsourcing to a dealer where shop-time is required or a dealer site visit is requested.
Lights:If your vehicle has any lights — headlights, brake lights, warning lights, etc. — they should be inspected to ensure they are working properly. Any burned-out bulbs should be replaced.
Air filter:Check the oil filter to see if it is dirty and needs to be replaced. These filters should be replaced regularly anyway, but a dirty filter can make your engine run poorly.
Covers and guard:Any existing safety covers or finger guards should be inspected to ensure they are in good shape. Any damaged covers should be removed and replaced.
Preventive maintenance can help catch small problems before they become big ones that might completely sideline your equipment. It might take a few extra minutes every day, but it’s worth it in the long run.
MacAllister Machinery provides site inspections and in-shop service as part of our preventive maintenance programs included in a Customer Value Agreement. We also provide diagnostic technology with technical analysis to thoroughly inspect each major system of your machine. Including this extensive computer diagnostic lets you automatically record if you’ve completed maintenance tasks like scheduling fuel, oil, coolant and hydraulic fluid sampling.
Perhaps nothing is so important, and so often overlooked in machinery maintenance, as fluid levels. Analyzing engine oil, fuel, coolant and hydraulic fluid tell an internal tale describing the health of your machine. These analyses are also indicators of maintenance effectiveness and predictors of potential failures.
Condition monitoring should be an overall part of your preventative maintenance plan to prevent breakdown and avoid unnecessary repair costs that rob you of efficiency and profit. Partnering with MacAllister Machinery delivers the support you need to complete projects on time and under budget. Cat Condition Monitoring is a proactive approach to collecting and analyzing data crucial to the health of your fleet.
Equipment Inspections — The most effective way to identify maintenance issues is through frequent inspections. We’ll not only assist in analyzing data collected, but we’ll also train your team to learn how to spot and correct maintenance issues before they contribute to costly breakdowns and repairs.
Historical Data — Cat condition monitoring includes collecting, organizing and responding to equipment service reports and historical documentation. We analyze the data and make accurate recommendations for maintenance, inspections and repairs that reduce operating costs and increase lifecycle performance.
Site Assessment — There are many internal and external factors that combine to impact your bottom line. Site condition assessment evaluates everything from long-term equipment performance and maintenance history to work environments and seasonal weather conditions for deeper insight into how to be more productive.
Regular care and preventive maintenance of machines are priorities for heavy equipment. That includes routine machinery maintenance you do as the owner as well as outsourced maintenance with assistance by Cat equipment professionals like you’ll find at MacAllister Machinery.
MacAllister Machinery offers an all-in-one solution for managing your fleet of Cat equipment at a cost that makes sense for your budget. It’s called a Cat Preventive Maintenance (PM) Agreement, and it will keep your equipment operating at peak performance through comprehensive preventive maintenance
As your authorized Cat dealer for Indiana and Michigan, we offer state-of-the-art capabilities in preventive maintenance. We’ll assist in analyzing your heavy equipment, applications and requirements to help build a customized plan to improve the efficiency of your fleet, save you money and improve your ROI. Fill out a MacAllister Machinery contact form today to request maintenance on your machinery.

Designed for the sole purp



 8613371530291
8613371530291