
wire rope failure osha factory

A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
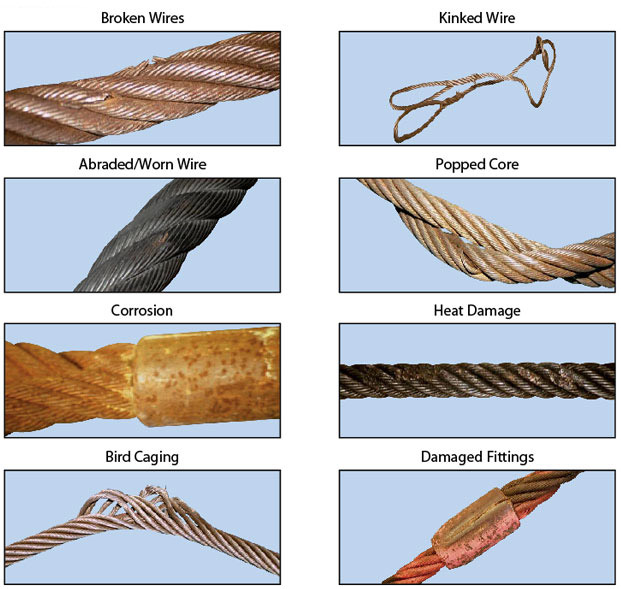
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.

Wire rope is often used in slings because of its strength, durability, abrasion resistance and ability to conform to the shape of the loads on which it is used. In addition, wire rope slings are able to lift hot materials.
Wire rope used in slings can be made of ropes with either Independent Wire Rope Core (IWRC) or a fiber-core. It should be noted that a sling manufactured with a fiber-core is usually more flexible but is less resistant to environmental damage. Conversely, a core that is made of a wire rope strand tends to have greater strength and is more resistant to heat damage.
Wire rope may be manufactured using different rope lays. The lay of a wire rope describes the direction the wires and strands are twisted during the construction of the rope. Most wire rope is right lay, regular lay. This type of rope has the widest range of applications. Wire rope slings may be made of other wire rope lays at the recommendation of the sling manufacturer or a qualified person.
Wire rope slings are made from various grades of wire rope, but the most common grades in use are Extra Improved Plow Steel (EIPS) and Extra Extra Improved Plow Steel (EEIPS). These wire ropes are manufactured and tested in accordance with ASTM guidelines. If other grades of wire rope are used, use them in accordance with the manufacturer"s recommendations and guidance.
When selecting a wire rope sling to give the best service, consider four characteristics: strength, ability to bend without distortion, ability to withstand abrasive wear, and ability to withstand abuse.
Rated loads (capacities) for single-leg vertical, choker, basket hitches, and two-, three-, and four-leg bridle slings for specific grades of wire rope slings are as shown in Tables 7 through 15.
Ensure that slings made of rope with 6×19 and 6x37 classifications and cable slings have a minimum clear length of rope 10 times the component rope diameter between splices, sleeves, or end fittings unless approved by a qualified person,
Ensure that braided slings have a minimum clear length of rope 40 times the component rope diameter between the loops or end fittings unless approved by a qualified person,
Do not use wire rope clips to fabricate wire rope slings, except where the application precludes the use of prefabricated slings and where the sling is designed for the specific application by a qualified person,
Although OSHA"s sling standard does not require you to make and maintain records of inspections, the ASME standard contains provisions on inspection records.[3]
Ensure that wire rope slings have suitable characteristics for the type of load, hitch, and environment in which they will be used and that they are not used with loads in excess of the rated load capacities described in the appropriate tables. When D/d ratios (Fig. 4) are smaller than those listed in the tables, consult the sling manufacturer. Follow other safe operating practices, including:
When D/d ratios (see Fig. 6) smaller than those cited in the tables are necessary, ensure that the rated load of the sling is decreased. Consult the sling manufacturer for specific data or refer to the WRTB (Wire Rope Technical Board) Wire Rope Sling Users Manual, and
Before initial use, ensure that all new swaged-socket, poured-socket, turnback-eye, mechanical joint grommets, and endless wire rope slings are proof tested by the sling manufacturer or a qualified person.
Permanently remove from service fiber-core wire rope slings of any grade if they are exposed to temperatures in excess of 180 degrees F (82 degrees C).
Follow the recommendations of the sling manufacturer when you use metallic-core wire rope slings of any grade at temperatures above 400 degrees F (204 degrees C) or below minus 40 degrees F (minus 40 degrees C).

The Philadelphia Regional Office has brought to our attention a potentially serious safety hazard existing with the use of tubular wire manufacturing machines. Investigation of a tubular strander machine at the site of a fatal accident determined that the bobbin containing wire rope froze to the spinning enclosure due to a bearing failure (see attached photographs). As a result, the bobbin was thrown through the opening of the enclosure fatally striking an employee.

On December 23, 2003, Employee #1 was working as contracted maintenance craftsman performing a scheduled wash-up of a Tri-Nip paper press. Employee #1 secured the blind drill roll to the underside of the press roll loading arm. The roll, weighing 23,000 lbs, was suspended from a 15-ton Acco Louden bridge crane, using a 0.625-inch wire rope that was attached to a 20.50-foot spanner bar. The spanner bar weighed 2,000 lbs and supported each end of the blind drill roll. With the roll partially secured, the shank ball end of the 0.625-inch wire rope failed and the spanner bar fell forward. Employee #1 attempted to avoid the spanner bar by jumping backwards. He fell to the platform below injuring his back. Employee #1 was hospitalized at Saint Francis Hospital in Lynwood, where he was treated for a fracture to his lower vertebrae and a head laceration. He was released seven days later. A detailed investigation determined that despite the crane having been inspected by CranePro less than two months before and a new cable installed, the fractured shank ball was undersized, measuring 16 inches less in diameter than required. Additionally, the wire of the failed shank did not run all the way through the shank ball assembly. .

Original equipment wire rope and replacement wire rope must be selected and installed in accordance with the requirements of this section. Selection of replacement wire rope must be in accordance with the recommendations of the wire rope manufacturer, the equipment manufacturer, or a qualified person.
Wire rope design criteria: Wire rope (other than rotation resistant rope) must comply with either Option (1) or Option (2) of this section, as follows:
Option (1). Wire rope must comply with section 5-1.7.1 of ASME B30.5-2004 (incorporated by reference, see § 1926.6) except that section"s paragraph (c) must not apply.
Option (2). Wire rope must be designed to have, in relation to the equipment"s rated capacity, a sufficient minimum breaking force and design factor so that compliance with the applicable inspection provisions in § 1926.1413 will be an effective means of preventing sudden rope failure.
Type I rotation resistant wire rope ("Type I"). Type I rotation resistant rope is stranded rope constructed to have little or no tendency to rotate or, if guided, transmits little or no torque. It has at least 15 outer strands and comprises an assembly of at least three layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type II rotation resistant wire rope ("Type II"). Type II rotation resistant rope is stranded rope constructed to have significant resistance to rotation. It has at least 10 outer strands and comprises an assembly of two or more layers of strands laid helically over a center in two or three operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type III rotation resistant wire rope ("Type III"). Type III rotation resistant rope is stranded rope constructed to have limited resistance to rotation. It has no more than nine outer strands, and comprises an assembly of two layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type I must have an operating design factor of no less than 5, except where the wire rope manufacturer and the equipment manufacturer approves the design factor, in writing.
A qualified person must inspect the rope in accordance with § 1926.1413(a). The rope must be used only if the qualified person determines that there are no deficiencies constituting a hazard. In making this determination, more than one broken wire in any one rope lay must be considered a hazard.
Each lift made under § 1926.1414(e)(3) must be recorded in the monthly and annual inspection documents. Such prior uses must be considered by the qualified person in determining whether to use the rope again.
Rotation resistant ropes may be used as boom hoist reeving when load hoists are used as boom hoists for attachments such as luffing attachments or boom and mast attachment systems. Under these conditions, all of the following requirements must be met:
The requirements in ASME B30.5-2004 sections 5-1.3.2(a), (a)(2) through (a)(4), (b) and (d) (incorporated by reference, see § 1926.6) except that the minimum pitch diameter for sheaves used in multiple rope reeving is 18 times the nominal diameter of the rope used (instead of the value of 16 specified in section 5-1.3.2(d)).
The operating design factor for these ropes must be the total minimum breaking force of all parts of rope in the system divided by the load imposed on the rope system when supporting the static weights of the structure and the load within the equipment"s rated capacity.
Wire rope clips used in conjunction with wedge sockets must be attached to the unloaded dead end of the rope only, except that the use of devices specifically designed for dead-ending rope in a wedge socket is permitted.
Prior to cutting a wire rope, seizings must be placed on each side of the point to be cut. The length and number of seizings must be in accordance with the wire rope manufacturer"s instructions.

Employee #1 was a foreman at a tunnel site. The tunnel had a 132 in. metal sleeve into which a 96 in. concrete pipe was to be fitted to allow the flow of water. The pipe was positioned into the metal sleeve using a trackhoe. A reverse pull harness that consisted of two J-hooks, a wire rope yoke attached to the J-hooks at a shackle point, and a 3/4 in. wire rope attached to the shackle and running to a snatch block attached to an I-beam, was connected to another trackhoe and applied the necessary pull to move the pipe into the sleeve. Employee #1 was standing inside the pipe to determine the distance required to seat the concrete pipe. He had moved the pipe to within 3 in. of seating when he called a break. All personnel stood down to have water and cool off. When the pull was resumed, Employee #1 instructed the trackhoe operator to apply tension. He then indicated that more tension was required to start the pipe moving again, but the pipe still did not budge. He instructed the trackhoe operator to apply a little more pressure. When this was done, first one of the J-hooks failed, then the other. The cable system caught Employee #1 as it snapped and hurled him approximately 40 ft into the I-beam. He was killed.

A new OSHA Safety and Health Information Bulletin (SHIB) advises employers on working safely with wire rope. Recent OSHA investigations found several workplace incidents, many involving fatalities, were connected to wire rope failures.
To assist employers in protecting workers from the hazards of rope wire failure, the new SHIB provides information on how wire rope is structured, what causes degradation, what to look for when inspecting ropes, and how often to inspect them.
According to OSHA, wire ropes used for hoisting, lowering, and horizontally moving suspended loads are subject to high tensile stress and degradation through wear and corrosion. Wire ropes are made up of multiple strands of concentrically wound wire; the degradation of even one strand may result in an unexpected break of that strand and a sudden release in rope tension. This loss of tension may cause the load the rope is holding or the machine it is controlling to fall or move, putting workers at risk for crushing and struck-by injuries.
OSHA says that all wire rope components degrade over time in service but the degradation rate depends on several variables. The degradation rate can depend on such variables as:How often the load limit is exceeded;
The SHIB also includes a case study of a fatality that took place after a crane’s boom hoist wire rope failed, dropping the boom and load onto workers. The accident occurred in 2013 in Utah. OSHA"s Directorate of Technical Support and Emergency Management"s Salt Lake Technical Center analyzed rope samples from the section that failed and determined that most of the wires in the rope were already broken from fatigue before the incident occurred.
OSHA concluded that six years of loading and bending likely made the individual wires in the rope more brittle (i.e., metallurgical work hardening) before fatigue and tensile failure occurred. Numerous brittle wires in the rope broke over time and the remaining wires were unable to carry the load failure. Inspectors said that roper rope inspection and maintenance could have prevented the loss of these workers" lives.
General industry and construction standards that apply to wire rope inspection include the following in 29 CFR:1926.251, Rigging equipment for material handling
In 1998, a crane load line broke while lifting the south topside module of the Petronius platform, dropping the module into the Gulf of Mexico. The cost was estimated to be around 116 million US dollars. Since 1999 more than 60 people have been killed as a result of wire ropes breaking and more than 65 associated injuries.
Not many people appreciate that there are literally thousands of wire rope designs, most of which can be put into a specific category. According to BS ISO 4309 2010 there are currently more than 25 categories of crane wire rope, each with differing characteristics and also different discard criteria. Deterioration can be measured, counted or calculated and the wire rope eventually taken out of service based on sophisticated discard criteria published in chosen standards, codes of practice or users handbooks.
Unfortunately there is no simple answer to either of these questions. All wire ropes will eventually break due to corrosion, wear or fatigue even if they are maintained and used properly. Unpredictable wire rope failures will inevitably occur, quite often when you least expect it if the discard criteria is ignored, or those using the equipment are ignorant of it.
James Dawes of Topeka, Illinois, was killed in 2008 after being struck by the boom of a Link-Belt crane; the accident was caused by the boom hoist wire rope breaking. The crane rope had been inspected, but a report said that the inspector failed to reject the rope showing a high number of visible wire breaks. Premature or unexpected wire rope failures can also be attributed to poor manufacture, incorrect handling and storage, poor installation technique, poor selection or fitting of its termination, infrequent or inadequate inspection and poor maintenance. Of course there is always the possibility that mechanical damage can occur and this is usually attributed to human error.
It is necessary, particularly during offshore operations that frequent inspections are carried out over the whole length of the working part of all steel wire ropes. The frequency of inspections should be based on the severity of use and risk assessment and particular attention should be paid to the critical areas of the wire rope; areas that are frequently running over sheaves, compensating sheaves and the rope termination to name a few.
If a wire rope has not been subjected to an abnormal environmental condition such as excessive heat, chemical attack or any corrosive solution and it has not been the victim of any form of mechanical damage, then trained operatives and inspectors can reasonably predict the length of time the steel wire rope is likely to last. That prediction, of course, will be dependent on the knowledge and experience of those making it coupled with known facts about the rope, its current condition and the application it is running on. The Inspector should be aware of the previous rope’s history, capacities of loads and the reeving systems employed together with the frequency of use etc.
Various standards and codes of practice have been written by recognized bodies and institutes based on the experience of experts or representatives of corporate organizations who have a vested interest. These standards do offer guidance on when a wire rope should be removed from service based on wear, abrasion and fatigue amongst others things, but none of these standards have any legal status except when they are called up by contract. Indeed they can all be supported or overturned in a court of law by an expert.
The users handbook, or more importantly the safe use instructions do have legal status. In many parts of the world these days, suppliers of cranes or any machinery for that matter, issue safe use instructions with new equipment. Modern applications employ modern wire rope and, in some cases, sheaves and pulleys that are made with materials other than steel. Original equipment manufacturers of such applications may impose discard criteria for the wire rope that is stricter than those in chosen standards. By law the user must follow manufacturers’ instructions.
Wire ropes will deteriorate much more quickly if they go dry and are allowed to remain in that condition. Tests have proven that a dry rope will lose up to 60 % of its expected life if it is not re-lubricated. There are differing schools of thought as to how wire rope should be lubricated. Some believe that a thin lubricant should be applied using a paintbrush. It is thought that this method allows the lubricant to penetrate. Experience has proven however, that thin penetrative lubricants will easily drain away or fly off in hot climates.
Another school of thought, and the one I stand on, is that grease should be pressure lubricated into the rope. This method, if applied properly, will ensure that the grease penetrates the rope pushing out the old lubricant with it and any possible corrosive agents such as salt water and sand. Any lubricant that is used must be compatible with the type that was applied previously and it is a good idea to consider the environment as well.
In any event, wire ropes usually announce that they are about to break. A series of individual wire breaks can be heard. These are likely to go on over several seconds and continuing for up to ten minutes before ultimate failure. Therefore, if operatives understand the warning signals, expensive incidents could be avoided.
Figure 2 shows two pieces of the same rope, the bottom portion quite clearly shows a progression of wire breaks. The operator was able to put the load down before disaster struck. The root cause of this fault was core deterioration brought about by internal corrosion.
To answer the other question on accountability, the list is extensive. Usually the first suspect is the wire rope manufacturer and that may be where the problem lies, but very often that is not the case. What if you were supplied the wrong rope for the application? Maybe you ordered the wrong rope or your buyer bought it from a cheap unapproved manufacturing source.
Perhaps your supplier is responsible, maybe he provided you with a rope that was produced to the wrong specifications. Would you know the difference? Perhaps you were sold a rope that had been stored in the suppliers or manufactures stock for a number of years and, whilst it was there, it hadn’t been properly maintained. Maybe the rope had been badly handled or installed incorrectly. The list of possibilities is endless.
In 1999 a ropeway in the French Alps snapped causing 21 deaths. In 2003, a ropeway wire rope snapped and 7 people died and a further 42 were injured. In 2007 a crane wire rope snapped at New Delhi’s metro, the entire structure tumbled down crushing workers underneath, six people were killed and 13 more were injured. In 2009 26 people were killed and 5 people were injured when a rope failed in a mine and a further 6 people were injured when a lift rope broke inside London’s Tower Bridge.
If you find yourself in the unfortunate situation after the unthinkable premature failure of a wire rope, then you might like to know that there are independent analytical services capable of determining probable cause. One of these is Doncaster Analytical Services Ltd (DAS), they have an independent metallurgical laboratory providing factual analysis and testing of wire rope for any reason (contact Mr Shui Lee, Technical Director, Tel +44(0)1302 556063, email: shui.lee@doncasteranalyticalservices. com).
You do not need a wire rope to fail in order to learn. Careful analysis of discarded ropes can also give you valuable information about your application, the way it operates, and the rope you have been using.
Based on this information, a trained, skilled and experienced inspector will be able to advise on a better crane or wire rope design, or to an improvement in maintenance procedures and safety.

Wire rope is extremely sturdy and can be used in many different applications. In order to withstand harsh conditions, wire rope has basic guidelines of inspection it must meet. Continue reading to find out the guidelines of inspection for wire rope.
Abrasion damage is usually caused by the rope making contact with an abrasive surface. It can also be caused by simply passing over the drum and sheaves during regular, continued use. To minimize this risk, all components should be in proper working condition and be of appropriate diameter for the rope. Badly worn sheaves or drums will cause serious damage to a new rope and will greatly diminish the integrity of the rope quickly.
Corrosion is hard to assess but is more problematic than abrasion. Corrosion is usually the result of the lack of lubrication. It will most likely take place internally before there are any apparent signs on the rope’s surface. One telltale sign of corrosion is a slight discoloration, which is generally the result of rusting. This discoloration indicates a need for lubrication which should be dealt with as soon as possible. Failure to attend to this situation will lead to severe corrosion which will cause premature fatigue failures in the wires and strands. If this occurs, the rope will need to be removed immediately.
Diameter reduction is an extremely serious deterioration factor and can occur for several reasons. The most common reasons for diameter reduction are excessive abrasion of the outside wires, loss of core diameter/support, internal or external corrosion damage, or inner wire failure.
Examining and documenting a new rope’s actual diameter when under normal load conditions is critical. During the life of the rope, the actual diameter of the rope should be regularly measured at the same location under similar loading conditions. If this protocol is followed correctly, it should divulge a routine rope characteristic—after an initial reduction, the overall diameter will stabilize, then gradually decrease in diameter during the course of the rope’s life. This occurrence is completely natural, but if diameter reduction is confined to a single area or happens quickly, the inspector must quickly identify the source of the diameter loss and make the necessary changes if possible. Otherwise, the rope should be replaced as soon as possible.
Crushing or flattening of wire rope strands can happen for many reasons. These issues usually arise on multilayer spooling conditions but can also develop just by using the wrong wire rope for the specific application. Incorrect installation is the most common cause of premature crushing/flattening. Quite often, failure to secure a tight first layer, which is known as the foundation, will cause loose or “gappy” conditions in the wire rope which will result in accelerated deterioration. Failure to appropriately break-in the new rope, or even worse, to have no break-in protocol whatsoever, will also result in poor spooling conditions. The inspector must understand how to correctly inspect the wire rope, in addition to knowing how that rope was initially installed.
Another potential cause for the replacement of the rope is shock loading (also known as bird-caging). Shock loading is caused by the abrupt release of tension on the wire rope and its rebound culminating from being overloaded. The damage that ensues can never be amended and the rope needs to be replaced immediately.
There are several different instances that might result in high stranding. Some of these instances include the inability to correctly seize the rope prior to installation or the inability to maintain seizing during wedge socket installation. Sometimes wavy rope occurs due to kinks or very tight grooving issues. Another possible problem arises from introducing torque or twist into a new rope during poor installation methods. In this situation, the inspector must assess the continued use of the rope or conduct inspections more often.
There are a lot of guidelines for troubleshooting wire rope. At Silver State Wire Rope and Rigging, Inc., we take these guidelines seriously, and so should you. All of our products are tested and guaranteed to be the best fit for your specific needs. We can also help you with your troubleshooting needs. Contact us today!

Wire rope and cranes are joined at the hip when endeavoring to lift, move or transport materials. For centuries the combination of rope (sisal, manila, vegetable, steel, synthetic…) and a winching system have stirred the imagination of engineers and other interested persons in aiding the lifting and handling of heavy objects.
Giant strides in the development of the “crane and rope” system have led to unimaginable progress in leaps and bounds in today’s world. One thing that has remained constant over many decades is the fact that all types of rope used on cranes do eventually wear our and must be replaced.
This article focuses on actual wire rope failures, or near failures, that have occurred. The fact that all wire ropes on a crane will deteriorate over periods of operation is a universal truth, but the useful service life of wire rope will vary according to applications, operating conditions, working environment, type of crane, crane operator and other factors. Therefore, it is a necessity that proper inspection, maintenance and retirement criteria be firmly established to achieve safe and efficient working conditions.
The industry accepted sources for inspection and retirement procedures are listed in the ASME B 30.5 Safety Standard for Mobile Cranes & Locomotive (Photograph #1), and the OSHA Regulation CFR 29 1926 .552 OSHA Regulations on Cranes & Derricks.
When a wire rope on a crane fails, traumatic consequences will likely follow. At the very least, equipment damage and downtime will ensue, but more importantly lives many times are lost. These wire rope failures are mostly, not because of structural causes, but from human error, neglect, lack of training or not following known instructions. In my experience, the three main reasons for wire rope failures on cranes are misuse, abuse and overuse.

Thank you for your inquiry of January 4, requesting clarification of the Occupational Safety and Health Administration (OSHA) standards at 29 CFR 1910.184(f)(5) which gives removal from service criteria for wire rope slings. We apologize for the delay in response.
The OSHA standards at 29 CFR 1910.184(f)(5)(i) and 29 CFR 1910.184(f)(5)(ii) require wire rope slings to be removed from service immediately when the following conditions are found:
The following method may be used to determine whether the wire rope sling must be removed from service as required by 29 CFR 1910.184(f)(5)(ii). The outside individual wires are not separated from the wire rope to make them available for measuring. To measure the wear or scraping of one-third the original diameter must be measured with a micrometer at the worn or scraped area and compared to the original diameter of whole wire rope. If the difference of this measurement is equal to, or more than, one-third the original diameter of an individual outside wire, the wire rope sling must be removed from service.
OSHA will allow a wire rope to be left in service with respect to a pass/fail gage measurement if the difference between the original diameter of the whole wire rope and a pass/fail gage OD failed measurement is less than one-third the original diameter of the outside individual wire.
Wire rope is a machine, and a rather complex machine. There are no precise rules to determine exactly when a wire rope sling has passed its service or expiration date. There are guidelines, though, to follow to know whether a sling is suitable for continued use or needs replacement.
Wire rope slings should be inspected prior to use to identify potential hazards or damage and to determine whether they are suitable for continued use. The Occupational Safety and Health Administration (OSHA) and ASME B30.9 standards dictate inspection intervals and procedures. They also require that inspections be executed by the sling user.
Next, the sling should be sufficiently cleaned of dirt and grease so wires and fittings are easily seen. This can usually be accompanied with a wire brush or rags.
Ideally, other systems for ensuring the quality of your slings should be part of your warehouse or facility inspection procedures. For example, Lifting Gear Hire is completing the final stages of adopting a new, streamlined RFID tracking system to record when equipment was inspected, who inspected it, and if and when the equipment was damaged. You can also seek out good quality training resources or learning institutes that teach courses on how to properly inspect wire rope slings—preferably ones that also provide Rigging Gear Inspector certification.
A sling’s service life can be extended substantially with good care and maintenance. Proper storage demands that slings be housed in an environment where they are not exposed to water, extreme heat, corrosives, liquids, or sprays and not stored in a kinked position, among other things.
As with most machines, wire rope is lubricated at the time of manufacture. No supplementary lubrication is generally required if the sling is used under typical conditions. However, if a sling is stored outside or in any environment that could cause corrosion, additional lubrication should be applied to prevent rusting or corrosion. If the wire rope needs to be lubricated, the same type of lubrication as used during manufacture should be applied.
Follow the sling manufacturer’s recommendations regarding use of steel-cored wire rope slings of any grade at temperatures above 400° F or below –60° F. At these temperature extremes, the internal structure of the steel may start to realign. If a sling will be or has been used in extreme temperatures, consult the manufacturer about ways to prevent degradation.
Corrosion of the rope or end attachments. Only extreme corrosion is necessary to reject a sling. Light corrosion does not substantially affect the strength of a sling.
A very common cause of damage is the kink which results from pulling through a loop while using a sling, thus causing wires and strands to be deformed and pushed out of their original position. This kink unbalances the sling, reducing its strength.
Should a sling be determined to be worn out or damaged beyond use, the inspector should immediately tag the sling as “do not use.” The sling should be destroyed as soon as possible by cutting the eye and fittings from the rope with a torch. Cutting the body of the sling is also appropriate. This method of destruction should deter another employee from mistakenly using a sling that has been retired from service. Any inspection program, however thorough, is of no value if the slings that have been rejected or retired are not disposed of properly.
According to ASME B30.9, repairs should only be conducted by the manufacturer or a qualified individual with the appropriate experience and certifications. For example, if an end fitting such as a hook becomes bent beyond guidelines, it should be sent back to the manufacturer regardless of whether the wire rope sling is intact and undamaged.
All repairs conducted on wire rope slings will require some proof of restoration. Replacement parts should be the same as those used in the original manufacturing. Following repair, a proof test of structural integrity should be conducted. With wire rope slings, the proof test is a 200-percent load test.
Should the wire rope used to craft the sling itself become damaged, it should not be repaired under any circumstances. For example, if one of the wires is damaged by weld splatter or heat damage, it is not possible to remove the one strand of wire and replace it. It is also not necessarily cost-effective to do so, as repair costs may outweigh the value of the sling.
When and how often you should inspect a wire rope sling are often the subjects of debate. The number of inspections every year should correlate with the amount of usage. At a minimum, a wire rope sling should be inspected once a year. However, if it is used frequently or in conditions that may challenge the sling’s integrity, then it should be inspected every month or quarterly, at least.
You should keep written records of when the wire rope was last inspected in case an accident or other cause for concern occurs. Keeping records also prevents someone from sending out a wire rope sling that is unsafe or has not been inspected. After all, the most important thing on a jobsite is maintaining safety.



 8613371530291
8613371530291