
what causes hydraulic pump failure price

Hydraulic pumps are at the core of many essential factory operations. Unfortunately, there are numerous pitfalls to plan for, mitigate, and overcome to keep them running. Keeping up on routine maintenance is important, but the best way factory techs can avail themselves of costly, frustrating breakdowns is to understand the various catalysts for hydraulic pump failure.
The simplest way to identify the cause of pump failure is to thoroughly inspect and dissect the aftermath of the problem. In most cases, the cause of failure will be evident by the nature of the catalyst(s). Here are eight of the most common problems, some of their defining features, and how they ultimately come to fruition.
1. Fluid contamination is one of the biggest causes of hydraulic pump damage and involves debris mixing with the liquid. This debris causes friction, leading to extenuated wear on the pump itself. The result is inefficiency, culminating in malfunction.
2. Fluid viscosity issues occur when the hydraulic fluid within a pump breaks down over time. Viscosity that’s too high leads to cavitation (another catalyst for damage). Subsequently, if a tech changes and replaces fluid with a viscosity that’s too low, heat and friction become concerns.
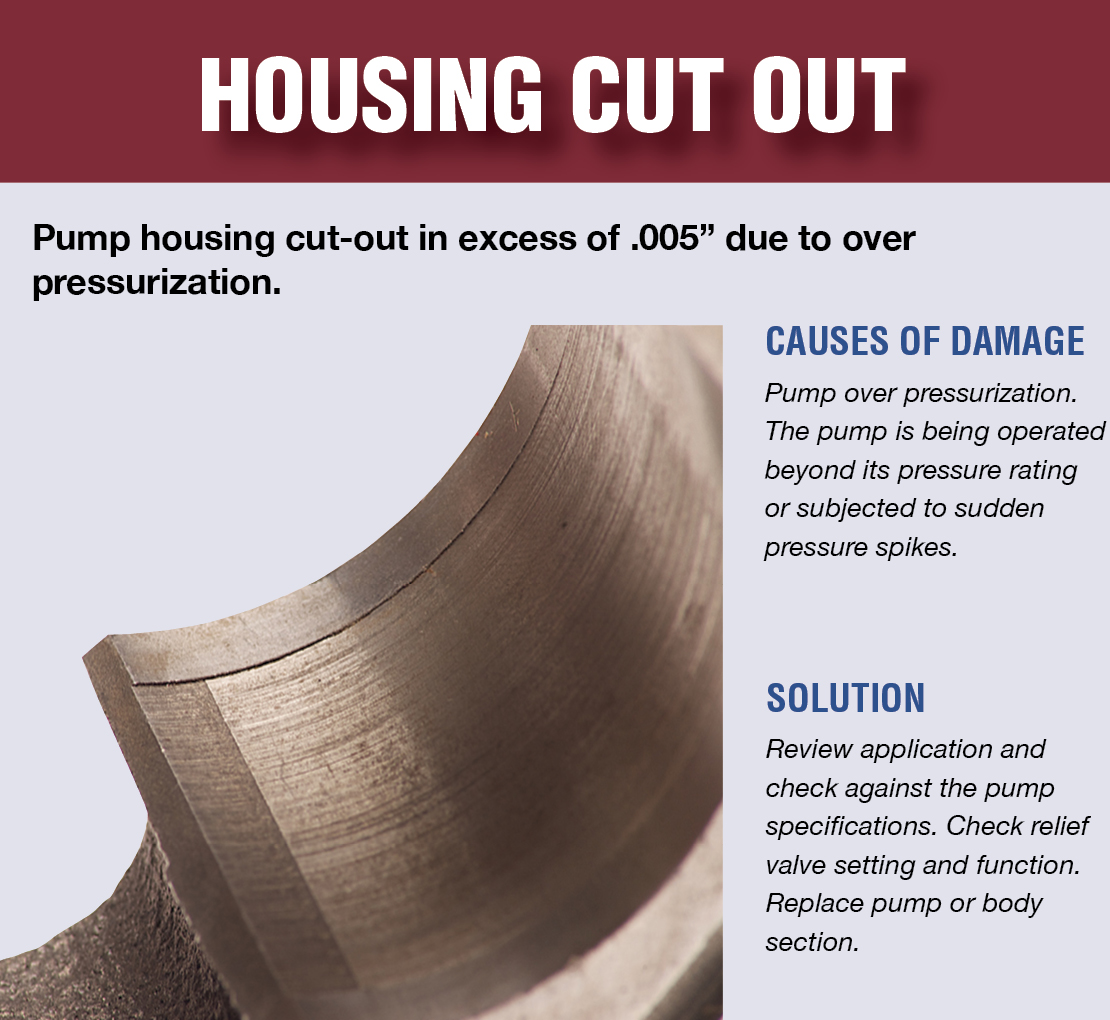
3. Over-pressurization occurs because of excessive load on the pump itself, resulting in red-line operation that’s both unsafe and damaging. Hydraulic pumps operating under high duress for extended periods of time will likely experience component wear and premature failure, usually in spectacular fashion.
4. Excess heat can be a product of poor fluid viscosity or environmental factors. This issue is rarely a singular catalyst for pump breakdown, but it exacerbates other factors or masks other issues, such as fluid contamination.
5. Implosion invariably results in extreme failure for hydraulic pumps and is a major safety hazard. Implosion occurs when air bubbles within a hydraulic pump collapse, causing an overload of pressure to the pump that generates an intense shock.
6. Aeration occurs when hydraulic fluid traps air bubbles. The pump subjects the bubbles to pressure, causing high heat and over-pressurization when the bubbles collapse. Aeration at extreme levels leads to implosion.
7. Pump aeration pertains to air not in the hydraulic fluid, but air introduced through unsealed joints or shafts. This air quickly causes pressure instability affecting crucial parts of the pump. This can quickly lead to breakdowns — generally marked by a whine or other high-pitched sound.
8. Cavitation is a symptom of uncontrolled pump speeds, which fail to allow hydraulic fluid to completely fill the pump. It results in destabilized pressure, heat, and excess wear. Cavitation is often marked by the same type of whine or squeal as pump aeration.
Because the factors causing each of these problems differ in nature, it’s best to fully evaluate a damaged hydraulic pump to determine if more than one issue is responsible.
Maintenance is the best approach for ensuring safe, efficient hydraulic pump function. But routine service is just the start. Identifying common issues plaguing your hydraulic pumps will lead to a better quality of targeted maintenance — for example, if you pinpoint a heat issue related to viscosity, that issue may be resolved by opting for a different fluid weight.
Every piece of information learned about your pumps can translate into better care, leading to longer uptimes, fewer issues, and fundamentally better maintenance.
Having trouble identifying the catalysts for your hydraulic pump’s issues? Let the professionals at Global Electronic Services take a look! Contact us for all your industrial electronic, servo motor, AC and DC motor, hydraulic, and pneumatic needs — and don’t forget to like and follow us on Facebook!

In many factories, the hydraulic pump is the heart of the operation — and hydraulic pump failure can cause huge problems. But why do hydraulic pumps break? In order to avoid hydraulic pump failure, it’s helpful to know what some hydraulic pump failure causes are.
Before getting into the reasons hydraulic pumps break, it’s important to know the signs that your hydraulic pump is broken or in danger of breaking. Some of these signs include:
Noisy System:All mechanical systems make some noise, and hydraulic systems are no exception. But if you are hearing very loud banging or knocking, there’s a good chance that your system is experiencing aeration or cavitation, which could lead to pump failure.
High Temperature:If your hydraulic system is exceeding the recommended temperature level of 82 degrees Celsius, this could be due to a buildup of debris in the filters preventing the system from dissipating heat. This is a problem you will want to address quickly, as high heat can damage your system.
Slow System:If your system isn’t operating as quickly as it’s supposed to, you definitely have a problem. A slow hydraulic system means a loss of flow, which typically means internal leakage.
The major cause of hydraulic pump failure is called fluid contamination. This is an invasion of the hydraulic fluid by foreign materials. Hydraulic pumps and valves are only designed to carry hydraulic fluid, and anything else in them will damage the system, especially since this foreign debris may remain in the system and continue to damage the valves and pipes.
Aeration:Air in the hydraulic fluid can create problems when put under pressure by the pump. When this happens, they can implode and dislodge debris, causing contamination and raising the temperature inside the pump.
Cavitation:Cavitation is a situation where the hydraulic fluid doesn’t fully take up the space in the pump because of unusually high fluid viscosity, an intake line that is too long or an overfast pump, among other reasons. It can lead to problems similar as aeration.
Excessive Heat:An overheated hydraulic system can cause some massive problems for your hydraulic system. It can damage seals, degrade the hydraulic fluid and otherwise compromise the system.
Overpressurization:Hydraulic pump systems are very sensitive and should only operate under specific conditions, including precise pressure levels. Exceeding recommended pressure levels puts undue pressure and wear on the system and can cause it to fail more quickly.
The best way to avoid hydraulic system failure is to keep your system clean. Remember: fluid contamination is the main precursor to hydraulic system failure, so keeping those contaminants out of your system is your best chance to maintain healthy hydraulics. This means high-quality filters in your system that you inspect regularly and change when necessary.
The other major way to keep your hydraulic system up and running is by keeping the components cool. An overheated system can result in real problems, and you may not notice the effects until it is too late. You’ll also want to make sure your system is operating under the right pressure specifications.
A well-maintained hydraulic system can last a long time and be extremely efficient. Although there are many problems that can occur with a hydraulic system, most can be avoided with proper care, and the benefits of having a good hydraulic system for your business can be great — well worth taking good care of your system.
Part of that care is taking quick action when necessary. If you suspect that there is a problem with one or more components of your hydraulic system, the best thing to do is have a professional inspect it and repair any faulty parts that are failing or at risk of failing. The longer you let a hydraulic system problem go without addressing it, the worse the failure will be when it does happen.
Global Electronic Services has factory-trained, certified technicians who are well-versed in hydraulic systems and hydraulic problems. If you’re delaying repairing your hydraulics because you’re afraid of taking them offline, you should know that Global Electronic Services can complete your repair in a matter of days. For more information, call 877-249-1701 or contact Global Electronic Services online.
Be sure to visit us online at gesrepair.com or call us at 1-877-249-1701 to learn more about our services. We’re proud to offer Surplus, Complete Repair and Maintenance on all types of Industrial Electronics, Servo Motors, AC and DC Motors, Hydraulics and Pneumatics. Please subscribe to our YouTube page and Like Us on Facebook! Thank you!

Your hydraulic pump is the heart of your machine, pumping fluid through your hydraulic system. Pump failures mean downtime and expensive repairs, but the sooner you recognize pump problems developing the easier it is to fix. In this Shop Talk blog post, we are going to discuss, we are going to discuss the most common signs and causes of hydraulic pump failure.
If you notice any of these symptoms, keep in mind that it doesn’t necessarily mean that the pump is going out -- but it means something in your hydraulic system is about to! Check out this video below for an example of what can happen to a Bobcat pump.
Sadly, no pump will last forever because they suffer wear and tear from regular use. Bearings and seals will eventually need to be replaced, and if those replacements are put off then your pump may suffer even worse damage. If you suspect your hydraulic pump needs a tune up, then don’t hesitate to see after it -- it will extend the life of your pump and increase your machine’s overall productivity.
is your partner in providing new or remanufactured final drive hydraulic motors from a single mini-excavator to a fleet of heavy equipment. Call today so we can find the right final drive or hydraulic component for you, or check out our online store to.

A hydraulic pump failure can be caused by a number of factors. There are several different types of pumps available on the market, and each can have its own specific failure mode. Of course, certain failure modes are common to all types of pumps. Some of these failures can be caused by poor system design, using low-quality fluids and/or poor contamination control.
The best way to prevent future failures is to ensure that you are using quality hydraulic fluids. Keep in mind that the fluid is the single most important component of a hydraulic system, so always use high-quality hydraulic fluids with the correct viscosity for critical equipment.
Hydraulic fluids should also be kept clean, cool and dry. This is highly important to their performance. One of the ways you can do this is through quality filtration. Filters should be selected only if they achieve the target cleanliness levels that have been set for the fluid in the system. Also, use quality filters in locations that assure the required protection and upgrade the filters when necessary.
Another option for keeping hydraulic fluids clean is oil regeneration technology. Using a system that is able to separate and remove particles down to the nano scale can make a major difference in the service life of the hydraulic fluid while also extending the life of machines.
In addition, consider the possibility of using offline filters, because the cost of removing dirt is often much less in an offline mode than trying to do everything in a pressure-line filter location on the hydraulic system.
It is estimated that between 70 to 80 percent of hydraulic system failures are from contamination, with particle contamination making up the largest portion. Therefore, it is best practice to regularly perform oil analysis with particle counts.
Remember, the hydraulic pump is generally the most expensive component on a hydraulic system. It has the highest reliability risk, the highest contaminant sensitivity risk and the ability to cause chain-reaction failures. In other words, when the pump starts to fail, it starts to kick out debris into a debris field downstream of the pump. If there is not a good filter downstream, this debris moves on to other components like valves and actuators, and can lead to damage in those components as well.
Be wary of quick-fix solutions like switching to costly synthetics. Instead, provide solutions to the problems that exist and tackle potential future problems proactively. It is critical to set the proper cleanliness and dryness targets and to develop contamination control procedures that will allow you to meet those targets. By doing so, you should greatly reduce and possibly eliminate your pump failures.

When a reliable hydraulic system suddenly starts exhibiting problems, one of the first types of components most technicians assume may need to be replaced are hydraulic pumps, yet the pump should be the last component evaluated since it is often very time-consuming to replace.
There are all sorts of “warning” symptoms a hydraulic system will exhibit long before pump failure. Some of the most common types are changes in the sounds the system makes while it is in operation. If the system suddenly starts sounding different from how it has before, this could indicate various types of problems.
Another thing to check if you notice the system is not working correctly is to verify the pump is turning. Some systems are designed so that you have to manually engage or switch the pump on. You would be surprised by how many system problems are due to the pump not being turned on!
The last thing to check before getting into troubleshooting the pump is the hydraulic fluid level. If the fluid level is too low, it will allow air into the system and cause operational problems. If you discover air in the system, you will need to remove it first to avoid pump failure.
Aeration occurs when air is introduced into the hydraulic system. This can be due to defective seals, through low tank fluid level allowing air into the pump inlet line, damaged inlet hoses and connections. It is easy to check to find out if there is air in the system as the fluid returning to tank will be foamy and the oil in the tank full of bubbles.
Operating the system when air is present may result in the pump being unable to reach the pressures required to operate the system. A by-product of this problem is the generation of excessive heat. Excessive heat is of course another reason in itself for pump failure, in this case secondary to aeration but demonstrates how the primary cause can set off a vicious circle, in this case aeration, leading to excessive heat, leading to lack of lubrication, leading to contamination issues, possible partial or full bearing seizure before complete pump failure.
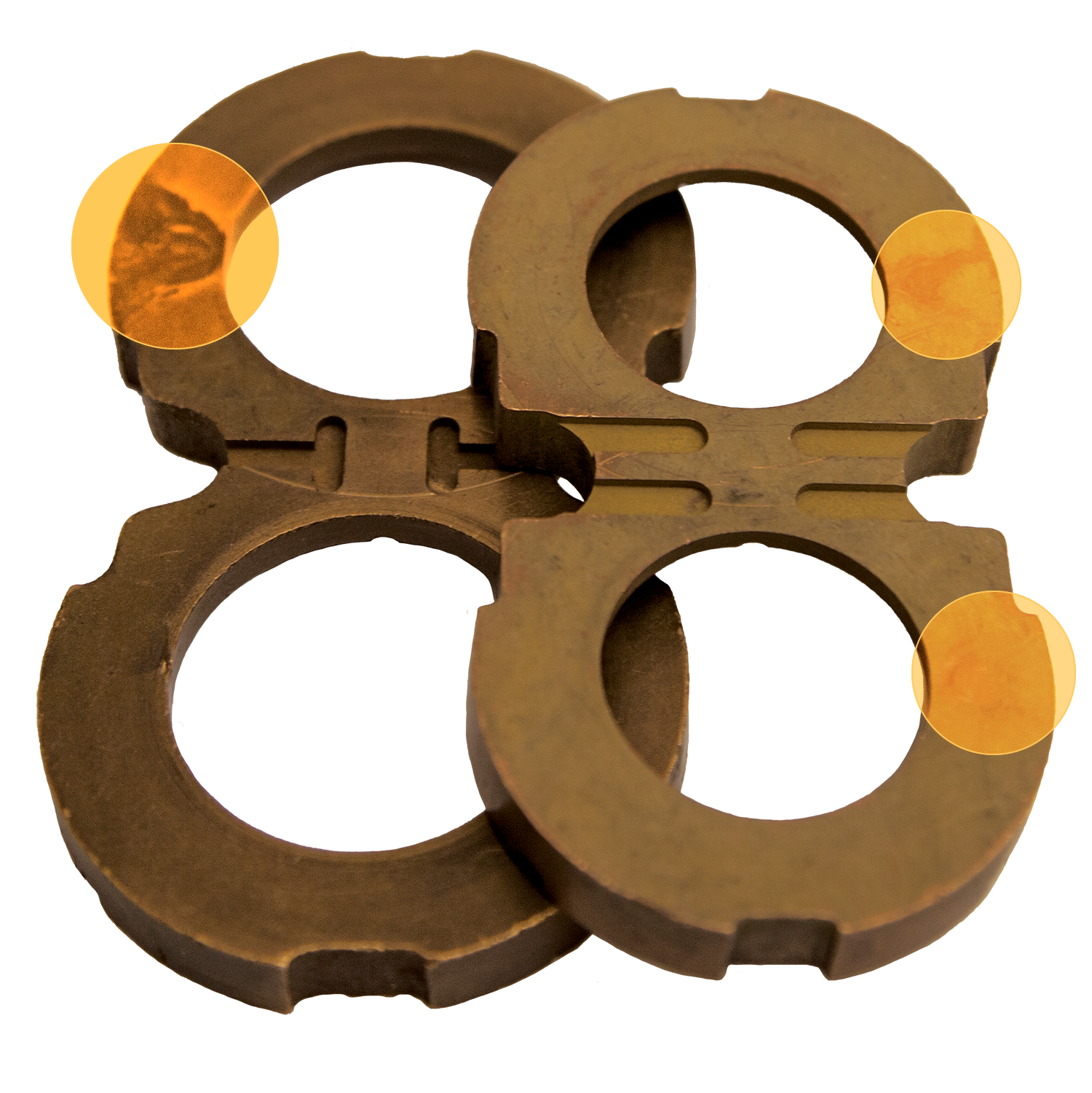
The opposite of aeration is cavitation. Instead of air being added to the fluid, it is removed very rapidly. Cavitation is where air bubbles form quickly and collapse inward on each other within the fluid. This occurs due to a vacuum at the pump inlet as a result of an insufficient fluid supply. As in excess of 10% by volume of hydraulic fluid is dissolved air when there is an excessive vacuum at the pump inlet it is this air that is being drawn out of the oil.
The effects of cavitation can be seen around the internal pump inlet surfaces as the air is drawn out the oil it causes the removal of tiny amounts of material from the internal pump surfaces on the inlet side. This is always particularly evident in aluminum gear pumps as it leaves a slightly pock marked or frosty looking surfaces on the bearing blocks and inside of the gear housing on the inlet side.
Every hydraulic pump has a maximum design pressure level. If you attempt to operate the pump at a higher pressure than it was designed for, it will cause premature pump failure. The pump simply cannot handle the excessive pressure.
Contaminants are one of the biggest reasons for hydraulic pump replacement. Contaminants can enter into the hydraulic system through a variety of entry points. One of the most common ones is through the hydraulic fluid reservoir.
As contaminant levels grow, they can get stuck in between key surfaces such as between gear end faces and bearing block or pressure plate or between piston barrel and valve plate in a piston pump. This then leads to further wear and the generation of more contaminant and heat. The more contaminant induced wear there is to these surfaces the larger the gap becomes between these critical surfaces leading to loss of pressure capability, overheating and failure.
The viscosity of the hydraulic fluid moving through the system could lead to premature pump failure if it is not properly maintained. Having a fluid of a higher viscosity level than specified for the pump can result in cavitation within the hydraulic pump.
On the other hand, when fluid viscosity is too low, it can lead to excessive leakage between critical surfaces leading to an increase in heat generation. As such, the fluid can become too hot, overheating the entire system, and ultimately causing premature pump failure.
Extreme heat is often caused as a byproduct of other hydraulic system problems. If you notice your system seems to be operating at a higher temperature than it normally does, take it as a warning sign that something is wrong. Continuing to operate the system can lead to more costly repairs.
Excessive heat levels not only cause parts and components to fail but also can damage drive shafts, housings, and other metal components. Additionally, damaged parts and components may not properly seal leading to fluid leaks. Furthermore, inside pumps, misalignment of moving parts could occur, causing internal damages that introduce contaminants into the system.
Many types of hydraulic pump system failures could easily be avoided with regular pump maintenance. Regular maintenance requires checking and inspecting the entire hydraulic system prior to using it. Some of the more common things you should do include:
Another vital part of maintenance is replacing worn out hoses, valves, and related parts and components when they show signs they need to be replaced. It is better to replace hydraulic system parts and components before they fail. Doing so will result in low overall maintenance and repair costs. When replacing components always make certain they are clean of dust and dirt before fitting to avoid unwanted contamination entering the system.
Furthermore, hydraulic fluid should be changed periodically as it starts to slowly break down from extended use. Your objective is to ensure the fluid provides the right viscosity level required for your hydraulic operations. Always flush the system and replace the hydraulic fluid when replacing a pump or motor and be especially vigilant in removing contaminant from every nook and cranny of the system when component failure has been due to contamination damage and the source of contamination has been ascertained.
For further help troubleshooting hydraulic pump system failures, as well as all of your hydraulic system motors, pumps, parts, and component needs, please contact White House Products, Ltd. at +44 (0) 1475 742500 today!
The hydraulic pumps on construction equipment are critical components of the machines and even though they are often designed to work under vigorous and intense conditions, no pump will last forever. Discovering a problematic pump can be complicated as the effects might seem to originate in other connected parts, and, if failures are gradual, the cascading effects of a pump failure can spread throughout a machine.
To help in your diagnosis — and with a small dash of preventive maintenance — we’ve put together this basic, short list of common pump problems and their causes.
Not every hydraulic pump on a machine is simple to inspect, but this Volvo main hydraulic pump on a EC220B-LC excavator sits behind a quick access door so an operator can check it often.
A failing hydraulic pump can be a long and subtle process, a sudden and catastrophic calamity, and all shades in-between, but often a perceptive operator will notice the signs of a pump failure in advance. It might take a few minutes of stopping and inspecting, but knowing what to watch for and taking the time to inspect your hydraulic pumps can often pay off in the long run and lead to fast and simple fixes, instead of prolonged and labor-intensive downtimes.
A hydraulic pump is often secured behind a door or guard or integrated deeply into the body of a machine, but taking the time to inspect the pump for the presence of oil (or oil and dirt clumping) can lead to the early discovery of problems. If the issue is simply a loose connection, a quick tightening can often stop a small issue from growing.
Since a hydraulic pump has both seals to prevent fluid from exiting the pump and also fluid from prematurely entering from one chamber to the next, failing seals can be both internal and external. Spotting an exterior leak is, of course, simpler, but being aware of where seals exist inside the pump can also help you diagnose a failing internal seal.
The most frequently noticed indication of a failing pump is often the start of a new sound coming from the hydraulic pump. An experienced operator will often immediately know and recognize a pump that is indicating issues through sounds, but for many it can be harder to pinpoint.
A problem with a pump can cause it to simply become louder in its operations, develop a whining sound, or even create a knocking sound. The sounds can indicate a number of problems, but often the cause is either cavitation or aeration in the pump.
Over long spans of work and under intense conditions, a hydraulic pump will often heat up, but excessive heating is often a sign of internal issues in the hydraulic pump. Checking a hydraulic pump for excess heat should always be done with safety in mind and with a secure machine and proper protective equipment. Periodically ensuring a hydraulic pump isn’t overheating allows an operator to discover if the pump is under undue strain and on a path to failure.
Overheating in a hydraulic pump can also cause fluid to thin, cause internal components to more rapidly degrade, and introduce dangerous working conditions to the machine. Overheating in a pump is both a sign of current trouble and a cause of other growing problems.
Unexpected and non-fluid movement of parts can be caused by issues with the hydraulic pump, but since the culprit can be a number of other parts in the system, diagnosing pump issues from these movements isn’t always simple. Still, if you do notice non-uniform movements in your machine, taking time to rule out the hydraulic pump is important.
A main hydraulic pump, like this one from a Komatsu PC400LC-6 excavator, comes with a working life and will need to be replaced or rebuilt at some time. This one is fresh from an H&R Recon and Rebuild shop and is headed to a customer.
Knowing some of the common causes of hydraulic pump failures is a proven way of proactively discovering developing issues and correcting them before they become disastrous to the pump and the machine.
The internals of a hydraulic pump are designed to work with fluid that meets exacting specifications. When hydraulic fluid is contaminated it can lead to issues developing in the pump, force the pump to work harder, and cause the pump to work erratically. One common culprit for contamination is water, and it can quickly lead to increased corrosion, changes in viscosity that lead to inefficiencies, and the inability to properly regulate heat in the pump.
Other debris, either introduced from outside or from the degradation of internal elements, can also lead to issues in the pump and signal failing seals or other parts.
A hydraulic pump is often containing a high level of pressure and as this pressure exerts force on seals in the pump, the seals can begin to leak or fail. Even minor leaks in seals can lead to loss of fluid and create issues in the system. Leaks can be both external and internal. For an internal leak, fluid will move from one part of the pump to another in unintended ways and force inefficiencies into the pump as it has to work harder to compensate.
While many hydraulic pumps are built to stand up to tough and continuous working conditions, every hydraulic pump is designed with an upper limit. Every time a hydraulic pump is subjected to overpressuring and overloading beyond what the manufacturer has specified, the pump is more prone to damage.
All hydraulic oil has a defined amount of air dissolved in it, but increases to this amount can lead to inefficiencies in the pump and force the pump to work harder or erratically. An increase in air can also happen inside the pump and create similar problems. Even though the pump and hydraulic system have mechanisms in place to regulate air in the system, if excess air is introduced the system should be returned to a balanced system before prolonged use of the pump.
The hydraulic system on a construction equipment machine is designed to work within defined parameters. Operating a machine with too little oil or too much oil for even the briefest amount of time can cause the pump to overwork, lead to increases in working temperatures, or create conditions for non-uniform movement. The exact type of oil used — matched to the machine and the working environment — can also impact how the hydraulic pump operates.
The operator’s guide of your machine will define the hydraulic oil change schedule and adhering to that schedule can extend the life of your hydraulic pump. When oil is changed, take time to examine the spent oil for signs of debris
Keeping a pump on a hard-working machine looking new every day is nearly impossible, but routinely peeling back dirt, grime, and oil can help catch issues early.
No one wants to take a machine out of work for cleaning, but keeping the machine clean and ensuring pumps are not covered in mud, dirt, or other debris can allow them to be inspected more easily and avoid contamination and overheating.
The hydraulic hoses connected to a hydraulic pump can wear out over time and ensuring they are well-maintained can help you avoid the introduction of debris and even catastrophic issues in the case of sudden failures.
If a hydraulic pump fails on your machine, taking time to ensure you properly diagnose why and how the failure occurred will help you avoid repeating the failure with your replacement pump. Even if the pump failed simply from prolonged use and age, taking time to confirm that can lead to insights about how to extend the life of the next pump.
A hydraulic pump on an excavator, wheel loader, dozer, or articulated truck can be an often ignored component of the machine — until it starts to act up and cause issues. If problems have brought a pump to the forefront of your mind, hopefully, this short guide has helped simplify your pump problem solving.
If you find yourself in need of a replacement hydraulic pump, our Parts Specialists are always here to help. As a supplier of new, used, and rebuilt hydraulic pumps and with our deep inventory of parts, our Parts Specialists can often find the perfect solution to get a customer back up and running quickly. Simplify your search and give them a call.
Don"t see what you are looking for? With access to specialized search tools and our extensive vendor network, our parts specialists are here to search for you and to connect you to your parts, fast and simple.
The look and design of a hydraulic pump is customized to fit the machine and the available space. This main hydraulic pump is freshly reconditioned from a Kobelco SK160LC-VI excavator.
Hydraulic pumps come in a wide range of shapes and sizes. This large Volvo main hydraulic pump requires assistive overhead cranes and forklifts to move around the warehouse.

The pump is the most expensive and critical component in any hydraulic system—it works by first creating a vacuum at the pump inlet, which generates atmospheric pressure. Liquid from the reservoir tank is then propelled through the inlet line to the pump, past a hydraulic filter or strainer, and into the hydraulic system. On a macro-level, the mechanical energy of the pump’s gears is transferred through fluid “flow” and used to power the attached hydraulic machinery.
Although hydraulic systems can be used in many everyday objects, they’re usually best suited for products that require high-power density or systems with changing load requirements. This simple yet elegant design offers exceptional consistency and speed compared to other driving mechanisms. Hydraulic systems are widely used across industries because they are reliable, easy to maintain, long-lasting, and safe. But despite their many advantages, hydraulic systems still require some degree of maintenance. The following guide explains what can make a hydraulic pump fail, as well as tips for extending its useful lifespan as much as possible.
Fluid contamination is the leading cause of pump failure and usually happens when particulates circulate through the system via a breather valve or cylinder rod, or as a result of repairs, welding slag, sealant, or refilling. Once contaminants enter the system, they can degrade parts, create buildup, change the fluid’s physical and chemical properties, corrode equipment, and lower the system’s overall efficiency.
Hydraulic pumps are designed to work within a specific pressure range. If pressures exceed the pump’s rating, it will likely overburden the pump, cause damage, and eventually halt operations completely. If the pressure changes are extreme, it could even cause an explosion.
Joints and shafts must be completely sealed for the hydraulic pump to work properly. If air gets trapped inside the system, bubbles can cause pressure and temperature fluctuations, which eventually will cause the pump to break down. Usually the first sign there’s air in the pump is a high-pitched whine.
Cavitation occurs when the pump speed is inconsistent, creating air bubbles that rapidly form and then collapse. When this happens, the pump won’t completely fill with fluid, which destabilizes pressure in the system and produces the same type of high-pitched squeal as pump aeration. A blocked pipe, clogged filter, or poor system design can all cause cavitation.
Hydraulic systems need high-quality cooling and lubrication oil with the right mineral content and viscosity. Purity is particularly important for high-pressure systems that operate with larger loads.
The best way to prevent hydraulic pump failure is to inspect and maintain your hydraulic system. Hydraulic filters and strainers will help you avoid fluid contamination, which in turn will stabilize the temperature and pressure inside the system. Filters remove particulates that are smaller than 50 microns, and strainers work tangentially to remove contaminants larger than 50 microns. Various options are available for both filters and strainers using different ratings, mesh sizes, and materials.
After they’re installed, filters and strainers need to be routinely checked and cleaned. Operators should familiarize themselves with their hydraulic system to identify any aberrant conditions as soon as possible, if problems should arise. If you maintain your hydraulic system, it will work more efficiently, necessitate fewer repairs, require less downtime, and last as long as possible.
With over 60 years of experience manufacturing high-quality suction filters, suction strainers, gauges, and diffusers for hydraulic systems, the experts at DOMS Incorporated have the expertise to keep your operation in peak condition. We’ve worked closely with organizations from many industries, including construction, forestry, mining, energy development, industrial manufacturing, aircraft equipment manufacturing, plant processing, and more.

The pump is probably the component most subject to wear in a hydraulic system, and the one most likely to cause a sudden or gradual failure in the system.
Hydraulic pumps are used in almost every type of production system, from plastic mold injection machines to the common conveyor belt. With proper maintenance, most hydraulic pumps will operate smoothly for years, but eventually, the pressure inside these devices will cause failures that need to be addressed as soon as possible. Below are a few signs you should have your pump taken to a machine shop for repairs.
If your system is suffering from any of these symptoms, then that could be a clear sign that you need to repair, clean, or replace parts of your system. Never let your system run if it’s suffering from any of these problems – they are a real indicator that something is wrong and could result in serious damage to your hydraulics.
Hydraulic pumps are designed to work quietly, but as parts wear down and seals deteriorate, you may begin to notice unusual noises. Banging and knocking sounds usually indicate air in the system or cavitation caused by insufficient pressure, which can have serious consequences if not corrected immediately. In many cases, these problems can be eliminated by identifying the point at which air is entering the system and taking steps to correct it.
Many hydraulic leaks occur inside the machine, with no exterior signs of a malfunction. However, you may notice decreased performance, sudden drops in pressure, or oil on the outside of the pump in the case of exterior leaks. In many cases, tightening or replacing a valve or seal may correct the problem before it leads to system-wide failure.
If your seals continuously leak and fail, your pump may be operating with a bent or misaligned rod. Depending on the extent of the damage, a skilled machine shop may be able to repair your existing equipment, allowing you to get the most out of your equipment and minimizing costs.
We are a full service Hydraulic Contractor. We provide field services to Marine and Industrial customers. We provide shop services including, manufacturing, machining, welding, fabrications, remanufacturing of components, and have years of experience in the repair, replacement, and rebuilding of hydraulic components including hydraulic cylinders, hoses, hydrostatic, pumps, etc.

Replacing a failing hydraulic pump can be challenging. If the wrong alteration is made, you risk damaging your entire hydraulics system. Furthermore, there are many reasons why your pump may be failing, but not all of them may require a full replacement.
If your hydraulic pump isn’t working like it used to, you need to start troubleshooting as quickly as possible. Waiting until total failure will only result in costly downtime for your plant.
Some of the most common causes of hydraulic pump failure include fluid contamination, excess pressure, poor fluid quality, cavitation, excessive temperatures, and uncorrected leaks.
Contaminated fluid is the most common cause of hydraulic pump failure. It can take place when particulates get into the system through a cylinder rod or breather valve. Sometimes deficient repairs are the culprit. Contaminants can change the fluid properties, create buildup, and corrode parts, all circumstances that reduce the system’s efficiency.
Every pump is built to work within a specific safe pressure range. Pressures greater than this overwork the pump. The pump is likely to become damaged and eventually stop working entirely. In extreme cases, excess pressure can cause an explosion.
It’s critical to use high-quality cooling and lubrication oil with the correct mineral content and viscosity. Purity of fluid content is especially important for higher-pressure systems. Fluid that’s too viscous can lead to cavitation, which is a serious risk for pump damage. If the viscosity is too low, heat and friction levels can become dangerously high.
If vapor cavities arise, they can implode under pressure, which can erode the metal and contaminate the fluid. To prevent this, it’s important to properly maintain intake lines, keep fittings and clamps tight, maintain the correct fluid level, and check for leaky pump shaft seals.
Leaks can arise from inadequate seals or internal component damage. If these aren’t taken care of, contaminants may enter the system and compromise the pump’s performance.
When inspecting your pump, looking out for these common signs:Increased Noise:All mechanical actuators make noise during operation, but hydraulic systems should not produce loud banging or knocking sounds. If you notice a new, unusual sound coming from your device, it may be experiencing cavitation or aeration.
High Temperatures: Hydraulic systems should never exceed 82 degrees Celsius/180 degrees Fahrenheit. If you detect a higher-than-average temperature, there may be a buildup of residue in the system. You need to address the problem quickly, as temperature changes can damage a pump quickly.
Put new oil in the tank. Be sure to fill the tank with the required oil grade, as pumps can fail if the wrong oil is administered throughout the system. Pumps require a consistent supply of oil and can fail if the levels drop too low.
Exact life expectancy depends on the specific pump and how frequently it’s used, but pumps often last for quite a few years. The manufacturer of your pump should specify how many hours or cycles a pump can be expected to provide before replacement is recommended.
Another critical factor in pump longevity is preventative maintenance. This includes daily maintenance tasks as well as those that need to be done annually.
In addition, perform any maintenance tasks the manufacturer recommends for your specific pump. And, always keep a record of completed maintenance tasks.
The exact cost depends on the type of pump, the pump manufacturer, and whether the replacement is done by a professional.Often a professional hydraulic pump replacement, including labor and parts, is in the vicinity of $1,500.The price depends on whether you buy directly from the manufacturer or from a third party.
Sometimes direct OEM replacement parts are expensive, and it can take weeks or months at times to receive the part. If you’re experiencing an emergency, or your pump has been discontinued by the manufacturer, purchasing a remanufactured pump may be the best solution for you, as they’re often less expensive than direct OEM replacements and the waiting times are typically shorter.
If you are purchasing a remanufactured pump, be sure to double check that your remanufacturer has an OEM guarantee, as you want to make sure the specifications of the remanufactured pump are the same as the OEM pump you are replacing.
Founded over 25 years ago, we’ve become the leading U.S. manufacturer of aftermarket hydraulic parts. We specialize in remanufacturing and repairing all types of pumps and components from manufacturers like Vickers/Eaton and Rexroth®. All of our pumps are made in-house in the U.S., guaranteed to meet OEM specifications, and are backed by a 12-month warranty.
Hydraulic pumps are used in almost every type of production system, from plastic mold injection machines to the common conveyor belt. With proper maintenance, most hydraulic pumps will operate smoothly for years, but even with proper maintenance, the pressure inside these devices will eventually cause failures that need to be addressed as soon as possible. The way to avoid total system failure is by monitoring your pumps and looking for the following warning signs.
Liquids should remain in the tubes that were designed for them. If you notice any liquids anywhere else inside the pump, you have a problem. A line may have a break, or a seal may be loose. No matter what the case, an interior leak means your pump has gone bad.
Have you discovered liquid on the outside of your pump? This means either an interior leak has worsened or there could be a leak on the HPU that the pump is mounted to. This leakage results in reduced pressure in the system and immediate action is required to repair and salvage the pump. Leaking reduces the pressure, which increases the temperature of the system. This affects the viscosity of the oil, reducing the pressure in the system.
Increased fluid temperatures can be the result of the system’s inability to dissipate heat. In most systems, heat within the fluid dissipates through the fluid in the reservoir and a heat exchanger. Heat can cause the fluid to thin, which prevents proper lubrication and may cause pump leaks, reducing pump efficiency and system performance.
Hydraulic fluid that has a milky appearance is a clear indication of water contamination. One source is condensation buildup on the walls of the fluid reservoir as a result of temperature changes from warm days to cool nights. Water contamination can also corrode the pump and other critical components, which can shorten component life. Periodic fluid changes and draining of the water from the reservoir ensure water removal from the system.
If your seals continuously leak and fail, your pump may be operating with a bent or misaligned rod. Depending on the extent of the damage, a skilled machine shop may be able to repair your existing equipment, allowing you to get the most out of your equipment and minimizing costs.
System moving slow? If performance decreases, this could be a sign that your hydraulic pump is starting to go bad or your system is designed incorrectly. This lack of efficiency indicates a lack of flow.
You never want to let your system run if your pump is suffering from any of these problems listed above because it means your system is on the verge of experiencing pump failure. These symptoms are an indicator that something could be seriously wrong and could result in some expensive damage to your hydraulic system. The hydraulic experts at Pneumatic And Hydraulic Company can help in identifying the warning signs and replacing your pump before the damage becomes too costly.

The second leading cause of hydraulic pump failure, behind contamination, is cavitation. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation, and collapse of vapors within a hydraulic pump. High vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and or an indirect (not straight or vertical) path from the pump to the reservoir. Flow restrictions, for example, include buildup in the strainer or the use of an incorrect length of hose or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that in order for these implosions to happen, there must be high vacuum at the inlet and high pressure at the outlet.
Cavitation is usually recognized by sound. The pump will either produce a “whining” sound (more mild conditions) or a “rattling” sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Since the pump is fed via gravity and atmospheric pressure, the path between the reservoir and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the reservoir as is practical with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the reservoir above the pump and have the largest supply ports in the reservoir as well. And don"t forget, ensure the reservoir has a proper breather cap or is pressurized (3–5 PSI), either with an air system or pressure breather cap.
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a “full-flow” ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg, shut it off, and resume your inspection.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the reservoir should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50 percent compared to a SAE, JIC, or NPT fitting.
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, ensuring the most direct, straight routing from the pump to the reservoir, etc.
Whether gear, vane, or piston pump, there may come a time when you have to replace your hydraulic pump. When your equipment isn’t working properly and you have narrowed the problem down to a hydraulic pump that needs to be replaced, what do you need to know?
The pump may simply be worn out—they do have a natural lifespan, as they are a wearable item in a hydraulic system. Although it is not possible to give an average lifespan given the different types of pumps and widely varying hours of operation; in general, you can expect many years of good operation from a hydraulic pump in most truck-mounted hydraulic systems. However, the life of a hydraulic pump might be much longer than what you are experiencing. Here are some questions you should ask:
Has the equipment been operating acceptably with this pump for a number of years without incident, and has the decline in performance been gradual over a longer period of time?
In this case, you’ll need to get the pump make and model number so that you can make sure that your replacement will be correct—either with an exact replacement or with another make that has the same operating specifications.
In any case, when replacing a failed hydraulic pump you will want to make sure to use this opportunity to also change out your hydraulic fluid (or at the very least use a filter cart and filter your oil). In the process of failing, your pump has introduced contaminants into your hydraulic system that you want to remove before they damage your new pump or any other hydraulic component. You will want to change your filter element(s) when you install your new pump, and then change it (them) out after a break-in period on your new pump.
If not, then let’s make sure there is not something else going on, or you may just find yourself replacing pumps frequently because the underlying problem hasn’t been addressed.
Input shaft is twisted/bcanroken: This occurs due to an extreme shock load to the pump. Typically, this happens when a relief valve is missing from the system, not functioning correctly, set to a much higher value than what the pump can withstand, or is too small for the system flow and thus cannot function correctly.
Shaft fretting:Fretting corrosion occurs under load in the presence of repeated relative surface motion, for example by vibration. Direct mount pump splines can be worn away. The solutions include:
Using larger pump and PTO shafts will not eliminate fretting, but may resolve the problem because of the increased metal available before the failure occurs.
Make sure that the pump is able to get a good flow of oil from the reservoir—pumps are designed to have the oil feed pushed to the pump by gravity and atmospheric pressure, not by “sucking” oil. If the oil level in the reservoir is lower than the inlet of the pump, or the run too long or uphill, oil may not flow adequately to the pump. You can check if the pump is receiving oil adequately by using a vacuum gauge at the pump inlet. For a standard gear pump, at maximum operating RPM, the gauge should read a maximum of 5 inches HG. Larger numbers will damage a gear pump, and if you have a piston pump, the maximum number will be lower for good pump life.
Over pressurization: Pressure relief settings may have been adjusted or changed, and are now higher than what the pump can withstand without causing damage.
Pumps don’t produce pressure, they produce flow and are built to withstand pressure. When the system pressure exceeds the pump design, failure begins—either gradually or catastrophically.
When installing the new pump, back all the relief settings off. Then with the use of a pressure gauge T’d in at the pump outlet, gradually adjust the pressure relief setting until a cylinder or motor begins to move. Once the cylinder has reached the end of its stroke, gradually increase the pressure relief setting until reaching the max system pressure (which would be the pressure rating of the lowest rated component in the system). Sometimes, if a pump has been replaced and is larger than the original (produces more flow), the relief may not be able to allow all the flow being produced to escape back to tank. When that happens, the relief valve is “saturated” and the effect is the same as having no relief in the system. Pressures can reach levels much higher than the relief settings and components can be damaged or destroyed.
Contamination: Over time, the system oil has gotten dirty or contaminated and no longer is able to lubricate the pump, or is carrying contamination to the pump.

Water mixing in with the hydraulic fluid is bad news for the hydraulic pump. When too much water is present in the hydraulic fluid, the internal components may start to corrode.In addition to its corrosion-causing qualities, water is also problematic because it could freeze inside the pump.
The hydraulic fluid present inside the pump can also be problematic even if it doesn’t mix with water.If some small particles fall into the liquid, it’s possible that they could deal damage to the inside of the pump. You must also check if the fluid level is correct or else that could alter the performance of the pump.Lastly, the viscosity of the hydraulic fluid must be just right to keep the pump from sustaining damage. Make it a habit to routinely check the viscosity of the hydraulic pump to see that it has not degraded just yet.
Heat can act as a kind of amplifier of other hydraulic pump-related issues. The heat itself can be a byproduct of other issues affecting the hydraulic pump so be sure to take note of it.
Because hydraulic pumps need the right pressure levels to function, anything that affects it can be disruptive or even damaging. Some of the joints and shafts of hydraulic pumps may spring leaks as they age causing holes to open up. If too much air gets inside the pump via the holes, it may not work as intended.
Cavitation refers to the formation of small vapor-filled bubbles in areas within the pump where the pressure is low. Once those bubbles are exposed to high pressure, they may burst and start to damage the pump.

When your hydraulic system fails, finding and troubleshooting the problem can be a challenge considering the complexity of hydraulic systems. The sump, motor, valves, pump, fluid, or actuators could be contributing to the failure in some way individually or all at once and an issue with one may have a domino effect on other parts of the machine.
There are four main causes of a hydraulic system failure that can be summed up as air or water contamination, fluid level or quality problems temperature issues, or simple human error. Many of the technical issues that can lead to a hydraulic system failure fall into one of these broad categories.
This is by far the most common source of failure for a hydraulic system, as much as 90% of failures can be sourced to some sort of contamination in the air or water inside the system. This is usually because air enters the system (either by way of cavitation or aeration) which causes damage to the system and eventual breakdown.
This form of failure usually leads to either an air or water contamination, as mentioned above. Low fluid levels can result in poor filtration. The wrong quality of fluid can cause temperature issues. On top of this you have to be on the lookout for leaks. One way to avoid this is to make sure you’re using the right type of fluid for your machine.
Hydraulic systems can overheat or freeze. When the system is too cold fluid can thicken, forcing the pump to work harder to move it through. If the temperature is to warm then the opposite can happen, the fluids thin and lack lubrication and can lead to leaks. Extreme heat can cause the fluid to oxidize and build up in the system as it thickens.
The best way to troubleshoot is to go through all the parts of the machine—motor, pump, valves and lines, and fluid—while the system is running to see if you can pinpoint the source of error, Keep in mind multiple symptoms can lead to different sources of error.
Check the fluid levels and connections daily and always be on the lookout for strange sounds. About once a month, do a deeper check of the system. If you find an issue, contact a hydraulic repair service so they can run systems check.
If your industrial hydraulic equipment has failed or is posing issues, it needs a reliability centered maintenance check. The team of hydraulics experts at Servo Kinetics in Ann Arbor offers the highest quality hydraulic repairs at the lowest possible cost, in the shortest turn around time possible. For more than 45 years our satisfied customers have trusted our process with their critical hydraulic repair needs.
Our services include hydraulic pump and motor repair, field piping, flight simulator repair, reverse engineering services and more. Take advantage of our rapid response hydraulic repair services and Save Big over the cost of new OEM equipment. Questions? Call and speak to a Specialist today!

Q: I have a HC-PTO-1A pump. I am only getting 900 pounds of hydraulic pressure. What do I have to go to get 2000 pounds of pressure out of it. Please let me know.
It is important to note that a gear pump generates flow. It is the other parts of the system that resist flow, and build up pressure. Therefore, it is important to look over the entire system when investigating a pressure related problem.
2) Is the hydraulic reservoir large enough for the PTO gpm output? It is important to insure the correct amount of reservoir capacity to avoid problems. A basic rule of thumb is to get at least 1 gallon of reservoir capacity per 1 GPM of pump capacity. (i.e. 21 gpm pump output = 21 gal. or larger reservoir.)
3) Is the pump functioning properly? The proper way to check a pump output is with a flow meter, not a pressure gauge. If the pump is not producing the correct flow, it may be damaged, and require replacement. (See: Common Causes of Pump Failure.)
5) Is the system working properly with the currently generated pressure? Many hydraulic systems do not use the full extent of rated pressure unless at full load. If you do not have enough load on the system, you will not generate a very high pressure.
Please refer to the PTO Parts Manual to ensure the pump is plumbed properly. You can visit PTO Pumps Page and select Parts Manual to down load or print a copy of the manual.
Cavitation: This is caused by a lack of oil flowing into the inlet port. It will damage the pump, and reduce flow. If you see foamy oil, it is a good indication of cavitation. Increasing the size of the inlet line or reducing flow can help with cavitation problems. Removing any elbows, bends, or filters on the inlet line can also help. Lastly, making sure that the oil reservoir is above the pump may also be beneficial.
Contamination: Contamination will not only cause damage to the pump, but may also plug valves, reliefs, etc. in the system. It is important to have the proper filtration in the system, including changing filters regularly.
Heat: Any Hydraulic system will generate heat. It is important to deal with that heat so that the oil temperature does not rise high enough to cause damage to seals, valves, etc. Having a properly sized oil reservoir (or oil cooler if necessary) is important in order to avoid excessive heat buildup in the system.
Lastly, make sure to refer to your manual for the proper pressure/speed limits. Exceeding those limits will damage a pump, and cause it to fail prematurely.



 8613371530291
8613371530291