
what causes hydraulic pump failure made in china

The pump is the most expensive and critical component in any hydraulic system—it works by first creating a vacuum at the pump inlet, which generates atmospheric pressure. Liquid from the reservoir tank is then propelled through the inlet line to the pump, past a hydraulic filter or strainer, and into the hydraulic system. On a macro-level, the mechanical energy of the pump’s gears is transferred through fluid “flow” and used to power the attached hydraulic machinery.
Although hydraulic systems can be used in many everyday objects, they’re usually best suited for products that require high-power density or systems with changing load requirements. This simple yet elegant design offers exceptional consistency and speed compared to other driving mechanisms. Hydraulic systems are widely used across industries because they are reliable, easy to maintain, long-lasting, and safe. But despite their many advantages, hydraulic systems still require some degree of maintenance. The following guide explains what can make a hydraulic pump fail, as well as tips for extending its useful lifespan as much as possible.
Fluid contamination is the leading cause of pump failure and usually happens when particulates circulate through the system via a breather valve or cylinder rod, or as a result of repairs, welding slag, sealant, or refilling. Once contaminants enter the system, they can degrade parts, create buildup, change the fluid’s physical and chemical properties, corrode equipment, and lower the system’s overall efficiency.
Hydraulic pumps are designed to work within a specific pressure range. If pressures exceed the pump’s rating, it will likely overburden the pump, cause damage, and eventually halt operations completely. If the pressure changes are extreme, it could even cause an explosion.
Joints and shafts must be completely sealed for the hydraulic pump to work properly. If air gets trapped inside the system, bubbles can cause pressure and temperature fluctuations, which eventually will cause the pump to break down. Usually the first sign there’s air in the pump is a high-pitched whine.
Cavitation occurs when the pump speed is inconsistent, creating air bubbles that rapidly form and then collapse. When this happens, the pump won’t completely fill with fluid, which destabilizes pressure in the system and produces the same type of high-pitched squeal as pump aeration. A blocked pipe, clogged filter, or poor system design can all cause cavitation.
Hydraulic systems need high-quality cooling and lubrication oil with the right mineral content and viscosity. Purity is particularly important for high-pressure systems that operate with larger loads.
The best way to prevent hydraulic pump failure is to inspect and maintain your hydraulic system. Hydraulic filters and strainers will help you avoid fluid contamination, which in turn will stabilize the temperature and pressure inside the system. Filters remove particulates that are smaller than 50 microns, and strainers work tangentially to remove contaminants larger than 50 microns. Various options are available for both filters and strainers using different ratings, mesh sizes, and materials.
After they’re installed, filters and strainers need to be routinely checked and cleaned. Operators should familiarize themselves with their hydraulic system to identify any aberrant conditions as soon as possible, if problems should arise. If you maintain your hydraulic system, it will work more efficiently, necessitate fewer repairs, require less downtime, and last as long as possible.
With over 60 years of experience manufacturing high-quality suction filters, suction strainers, gauges, and diffusers for hydraulic systems, the experts at DOMS Incorporated have the expertise to keep your operation in peak condition. We’ve worked closely with organizations from many industries, including construction, forestry, mining, energy development, industrial manufacturing, aircraft equipment manufacturing, plant processing, and more.

Hydraulic pumps are at the core of many essential factory operations. Unfortunately, there are numerous pitfalls to plan for, mitigate, and overcome to keep them running. Keeping up on routine maintenance is important, but the best way factory techs can avail themselves of costly, frustrating breakdowns is to understand the various catalysts for hydraulic pump failure.
The simplest way to identify the cause of pump failure is to thoroughly inspect and dissect the aftermath of the problem. In most cases, the cause of failure will be evident by the nature of the catalyst(s). Here are eight of the most common problems, some of their defining features, and how they ultimately come to fruition.
1. Fluid contamination is one of the biggest causes of hydraulic pump damage and involves debris mixing with the liquid. This debris causes friction, leading to extenuated wear on the pump itself. The result is inefficiency, culminating in malfunction.
2. Fluid viscosity issues occur when the hydraulic fluid within a pump breaks down over time. Viscosity that’s too high leads to cavitation (another catalyst for damage). Subsequently, if a tech changes and replaces fluid with a viscosity that’s too low, heat and friction become concerns.
3. Over-pressurization occurs because of excessive load on the pump itself, resulting in red-line operation that’s both unsafe and damaging. Hydraulic pumps operating under high duress for extended periods of time will likely experience component wear and premature failure, usually in spectacular fashion.
4. Excess heat can be a product of poor fluid viscosity or environmental factors. This issue is rarely a singular catalyst for pump breakdown, but it exacerbates other factors or masks other issues, such as fluid contamination.
5. Implosion invariably results in extreme failure for hydraulic pumps and is a major safety hazard. Implosion occurs when air bubbles within a hydraulic pump collapse, causing an overload of pressure to the pump that generates an intense shock.
6. Aeration occurs when hydraulic fluid traps air bubbles. The pump subjects the bubbles to pressure, causing high heat and over-pressurization when the bubbles collapse. Aeration at extreme levels leads to implosion.
7. Pump aeration pertains to air not in the hydraulic fluid, but air introduced through unsealed joints or shafts. This air quickly causes pressure instability affecting crucial parts of the pump. This can quickly lead to breakdowns — generally marked by a whine or other high-pitched sound.
8. Cavitation is a symptom of uncontrolled pump speeds, which fail to allow hydraulic fluid to completely fill the pump. It results in destabilized pressure, heat, and excess wear. Cavitation is often marked by the same type of whine or squeal as pump aeration.
Because the factors causing each of these problems differ in nature, it’s best to fully evaluate a damaged hydraulic pump to determine if more than one issue is responsible.
Maintenance is the best approach for ensuring safe, efficient hydraulic pump function. But routine service is just the start. Identifying common issues plaguing your hydraulic pumps will lead to a better quality of targeted maintenance — for example, if you pinpoint a heat issue related to viscosity, that issue may be resolved by opting for a different fluid weight.
Every piece of information learned about your pumps can translate into better care, leading to longer uptimes, fewer issues, and fundamentally better maintenance.
Having trouble identifying the catalysts for your hydraulic pump’s issues? Let the professionals at Global Electronic Services take a look! Contact us for all your industrial electronic, servo motor, AC and DC motor, hydraulic, and pneumatic needs — and don’t forget to like and follow us on Facebook!

Your hydraulic pump is the heart of your machine, pumping fluid through your hydraulic system. Pump failures mean downtime and expensive repairs, but the sooner you recognize pump problems developing the easier it is to fix. In this Shop Talk blog post, we are going to discuss, we are going to discuss the most common signs and causes of hydraulic pump failure.
If you notice any of these symptoms, keep in mind that it doesn’t necessarily mean that the pump is going out -- but it means something in your hydraulic system is about to! Check out this video below for an example of what can happen to a Bobcat pump.
Sadly, no pump will last forever because they suffer wear and tear from regular use. Bearings and seals will eventually need to be replaced, and if those replacements are put off then your pump may suffer even worse damage. If you suspect your hydraulic pump needs a tune up, then don’t hesitate to see after it -- it will extend the life of your pump and increase your machine’s overall productivity.
is your partner in providing new or remanufactured final drive hydraulic motors from a single mini-excavator to a fleet of heavy equipment. Call today so we can find the right final drive or hydraulic component for you, or check out our online store to.

Pump failures will lead to product quality defects and production loss. There will typically be one or more backup pumps in order to minimize the risk of a pump failure affecting production.
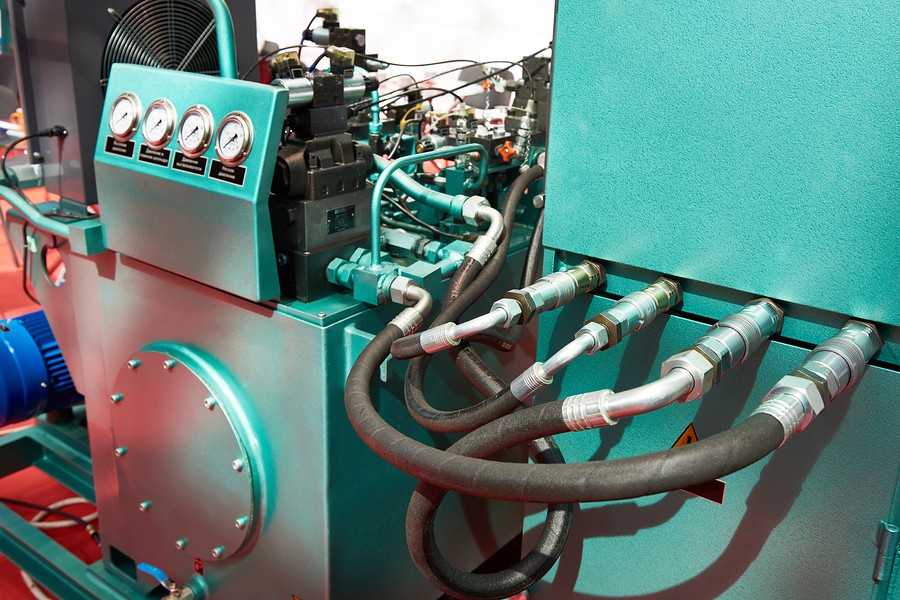
Hydraulic power units comprise several elements, which may include: pumps, motors, oil tank, pressure filters, return filters, oil level switch, temperature switch, pressure switch, oil cooler/heater, thermostat valve, thermometer, electric terminal box and circuits for circulation/pressure/etc.
The pump may be driven in the wrong direction of rotation. Stop the pump to prevent seizure. Check the rotation of the pump as indicated by the arrow on the pump body.
Worn pump parts are causing extreme internal leakage. Replace the rotor sets and take the required corrective steps after examination of the pump parts.
The intake strainer/pipe is clogged or restricted. The pump must receive intake fluid freely or cavitation occurs. Drain the system, clean the pipes and clean or replace the strainer. Add new fluid and strain properly.
Air leaks at the pump intake pipe joints or shaft seal. Pour fluid on the pipe joints and shaft seal while listening for a change in sound. Tighten the joints and replace seals as necessary. Check the shaft journal for scoring at the seals and replace as necessary.
There is excessive pressure on the seals. Check for restrictions or excessive length of line on externally drained pumps. Internal drain pumps should be drained to the inlet side with no more than 10-psi pressure.
Too much thrust on the pump bearings. Pump shaft must not be out of line more than .005 inch with the motor shaft. Shaft end gap should be 1/8-inch minimum.
The fluid temperature is too high. The pump should be shut down immediately after comparing pump, inlet line and reservoir temperatures. If the pump is excessively hot, it should be overhauled.
At present, among the fault diagnosis methods based on a single signal, the vibration signal is the most widely used condition monitoring signal as the feature input of the fault diagnosis model. This is because once the internal parts of the pump fail, it usually causes changes in the characteristics of the load state structure and other characteristics, so the vibration response of the pump structure will change. Through the measurement of structural vibration signals, and relying on the principle of signal analysis, specific fault information is extracted, and the fault diagnosis is realized by artificial intelligence or signal analysis. Additionally, a few are based on other types of state monitoring signals such as sound signals. In the methods of hydraulic pump fault diagnosis, there are two main categories: the method of hydraulic pump fault diagnosis based on signal processing and the method of hydraulic pump fault diagnosis based on artificial intelligence.
The vibration signal has been proven to be useful for fault diagnosis of hydraulic pumps, but it contains noise, interference, and other information without fault characteristics. Therefore, it is necessary to use effective signal processing methods to extract available fault information from vibration signals. The following article has conducted some research on noise removal of vibration signals.
Yu et al. [1] proposed an EWT-VCR fusion method based on EWT and VCR to deal with the nonlinear, multi-frequency, and noise data of vibration signals. Jiang et al. [2] used the method of combining EEMD and PCC to denoise the collected hydraulic pump vibration signals, converted the denoised data into snowflake images by using the symmetric polar coordinate method, and converted the obtained images into gray level co-occurrence matrix, and used the fuzzy c-means algorithm for fault diagnosis. In view of the problem that the vibration signal of the hydraulic pump will be polluted by stronger Gaussian and non-Gaussian noise, Zheng et al. [3] proposed using PSE to extract fault information, effectively highlighting fault features and suppressing noise pollution. Wang et al. [4] studied the DCT denoising method and the CNC denoising method in view of the serious noise problem in the vibration signal of the hydraulic pump. Finally, CNC denoising was adopted, and then HHT was used to extract the fault information of the signal. In order to reduce noise and other interference, Sun et al. [5] carried out local feature scale decomposition for high-frequency harmonic correction of vibration signals and proposed discrete cosine transform high-order spectrum analysis algorithm to extract singular entropy as the degradation feature of hydraulic pumps. Liu et al. [6]. proposed a new rough set fault diagnosis algorithm for hydraulic pumps guided by PCA, aiming at the characteristics of fuzzy fault features and low signal-to-noise ratio of hydraulic pumps, using WA for noise reduction processing, extracting effective fault features, using PCA method for dimensionality reduction and decoupling correlation analysis of these features, using rough set theory to establish a knowledge base of diagnosis rules. Hou et al. [7] proposed a WPD-based denoising method for hydraulic pump fault feature extraction to solve the problem that the feature signal is weak and covered by noise. Wang et al. [8] introduced the idea of WNC denoising in view of the problems of the DCT denoising method, proposed a CNC denoising method, and extracted fault features from the output signal by HHT, effectively solving the problem of missing vibration signal components.
Under the actual conditions, the fault information of hydraulic pumps is still relatively poor, so it is necessary to solve the problem of fault diagnosis under the condition of poor information. Jia et al. [9] proposed a fault diagnosis method based on SPIP and HMM in order to realize fault diagnosis in the case of poor information. This method converts vibration signals into symbol sequences as feature sequences of hidden Markov models, uses genetic algorithms to optimize the symbol space division scheme, and then uses hidden Markov models for fault diagnosis. In view of the shortage of single-scale arrangement entropy when measuring the complexity of vibration signals on a single scale, Wang et al. [10] proposed an MPE entropy value and MMPE. The analysis results of the measured vibration signals of hydraulic pumps verified the effectiveness and superiority of this index as a fault feature of hydraulic pumps. Aiming at the problem of poor detection of fault signals of the hydraulic pump in the early stage, Yu et al. [11] proposed a method of using EWT to decompose the vibration signals of three channels, then defining VCR to divide the weights of components to form a single signal, and using HT to demodulate the characteristic frequency to achieve fault detection of the hydraulic pump. Deng et al. [12] proposed a fault diagnosis method based on EMMD and Teager energy operator demodulation to solve the problem of weak early fault vibration signals of the hydraulic piston pump.
In the process of feature extraction of vibration signal, the original primary method has some limitations, so it needs to be improved. Zheng et al. [13] proposed an IEWT-based signal processing method for hydraulic pump fault diagnosis in view of the serious over-decomposition problem of EWT. Jiang et al. [14] proposed a method of hydraulic pump fault signal demodulation based on LMD and IAMMA. Li et al. [15] proposed a hydraulic pump fault feature extraction method based on MCS and RE. According to the maximum relational entropy criterion and the progressive fusion strategy, a relative entropy algorithm was established to fuse the initial features into new degraded features.
Some comparison methods and processing of vibration signals from different angles can still play a role in fault diagnosis of hydraulic pumps. Gao et al. [16] compared and analyzed the two fault diagnosis methods of WT and spectrum analysis, and concluded that when analyzing the same vibration signal dataset, the diagnosis ability of the method based on WT was more accurate. Sun et al. [17] proposed a fault diagnosis method for hydraulic pumps based on a fusion algorithm that processes vibration signals successively through LCD and DCS to improve the characteristic performance of signals. Siyuan et al. [18] proposed a hydraulic pump fault diagnosis method based on PCA of Q statistics, which uses normal vibration signals to establish a principal component model and then compares it with the test samples obtained by Q statistics to diagnose faults. Wang et al. [19] proposed a fault diagnosis method based on WP and MTS. This method performs WPT on the collected vibration signals, removes redundant features by the Taguchi method, extracts principal components, and then uses an MD-based calculation method to diagnose hydraulic pump faults. Chen et al. [20] proposed a hydraulic pump fault diagnosis method based on compression sensing theory, which uses the original vibration signal of the hydraulic pump to construct a compression dictionary matrix, uses the Gaussian random matrix to compress the vibration monitoring data of the hydraulic pump and uses a SOMP algorithm to reconstruct the test data. Tang et al. [21] proposed a fault diagnosis method for hydraulic pump fault under variable load in order to solve the problem of dynamic characteristic analysis of hydraulic pumps, which collects vibration signals and uses the axial RMS trend gradient for fault diagnosis.
The fault diagnosis methods of hydraulic pumps based on signal processing have their own limitations, such as time domain analysis, which is easy to cause misjudgment when the fault is serious, has large randomness, and is not suitable for non-stationary signals; Frequency domain analysis cannot reflect time characteristics and is not sensitive to early faults; The multi-sensor information fusion method has some limitations, such as the difficulty of sensor configuration and management, and the complexity of fault information fusion algorithm design.
Although the signal processing method of vibration signal can effectively extract and express the fault information of hydraulic pumps, the speed and accuracy of its method to diagnose the fault of hydraulic pumps are not ideal. However, with the rapid development of artificial intelligence, more and more intelligent algorithms and models can quickly diagnose faults, and the self-learning ability of artificial intelligence makes the accuracy of diagnosis algorithms and models a high level. Therefore, the artificial intelligence method combining the signal processing method based on vibration signal feature extraction with the artificial intelligence diagnosis algorithm and model is more effective.
With the generalization ability of a neural network, more and more neural network models are applied to fault diagnosis of hydraulic pumps. The fully connected neural network has the ability of self-learning and searching for optimal solutions at high speed. It has the advantages of high accuracy and rapidity in the fault diagnosis of hydraulic pumps. Gao et al. [22] proposed a fault diagnosis method based on EMD and NN. Sun et al. [23] proposed a hydraulic pump fault diagnosis method based on ITD and softmax regression, which uses ITD to process the vibration signal of the hydraulic pump and trains the softmax regression model to diagnose possible fault modes. Ding et al. [24] used LMD to process the collected vibration signal data of the hydraulic pump to form a feature vector, trained the Softmax regression model with the reduced features, and obtained the fault diagnosis model of the hydraulic pump. Jikun et al. [25] proposed a fault diagnosis method for hydraulic pumps based on WPT and SOM-NN. This method uses WPT to extract features from vibration signals, and SOM-NN trains through normal samples and fault samples to diagnose faults when they occur.
Although a fully connected neural network has high accuracy, it needs a lot of trainable variables, which is prone to model overfitting, and model convergence speed needs to be improved. The convolutional neural network can further extract the features of the input through the convolution kernel, and the trainable parameters of the model are greatly reduced by sharing the convolution kernel. Tang et al. [26] proposed an intelligent fault diagnosis method for hydraulic pumps based on CNN and CWT, which uses CWT to convert the original vibration signal into image features, and establishes a new deep convolutional neural network framework that combines feature extraction and classification, and can further improve the convergence speed of the model by optimizing the CNN’s hyperparameters. Zhu et al. [27] proposed an improved AlexNet intelligent fault diagnosis method based on WPA combined with changing the network structure, reducing the number of parameters and computational complexity. Tang et al. [28] proposed a normalized convolutional neural network (NCNN) framework based on a batch normalization strategy for feature extraction, and then used a Bayesian algorithm to automatically adjust the model hyperparameters. BP neural network was used for fault diagnosis based on synchronous noise wavelet transform of vibration signals. Yan et al. [29] proposed a simple 7-layer CNN network setting method based on a base-period to realize fault diagnosis of hydraulic pumps. Zhu et al. [30] improved the core size and number based on the standard LENet-5 model, added a batch normalization layer to the network architecture, and built a PSO-Improve-CNN fault diagnosis model based on vibration signals by automatically optimizing the model’s hyperparameters through PSO. Tang et al. [31] established an adaptive CNN hydraulic pump fault diagnosis model using Bayesian Optimization hyperparameters based on the Gaussian process by taking the time-frequency image of the vibration signal after CWT as input data. Tang et al. [32] converted the vibration signal into an image through CWT, preliminarily extracted effective features from the converted time-frequency image, built a CNN model to achieve fault diagnosis, and realized the visualization of simplified features by using T-DSNE.
In addition, there is also a new neural network model based on the improved functions in the neural network. Luc et al. [33] proposed a CPRBF-NN composed of multiple parallel-connected RBF subnets in combination with chaos theory and applied the proposed method in combination with vibration signals to fault diagnosis of hydraulic pumps. Huijie et al. [34] proposed to integrate the RELU activation function and Dropout strategy into SAE to directly train and identify vibration signals, forming a SAE-based fault diagnosis method for hydraulic pumps. Du et al. [35] proposed a method to extract 17 time-domain features of vibration signals, analyzed the sensitivity of features to the failure to select sensitive feature parameters, built a neural network diagnosis model, and formed a hydraulic pump fault diagnosis method based on sensitivity analysis and PNN. Dongmei et al. [36] took the vibration data as the input and the failure mode matrix as the target output to obtain a PARD-BP-based fault diagnosis method.
Support vector machine (SVM), which originates from statistical learning theory, can be used for supervised learning, unsupervised learning, and semi-supervised learning, and it has an outstanding ability for both linear and nonlinear signals. Casoli et al. [37] collected vibration signals and used them to extract features for fault diagnosis, reduced the obtained features to reduce the amount of calculation, and used them to train different types of support vector mechanisms to build hydraulic pump fault diagnosis models. Tian et al. [38] proposed a fault diagnosis method based on WPT, SVD, and SVM. Lu et al. [39] proposed a new method for hydraulic pump fault diagnosis that combines EEMD and SVR models. This method uses a combination of GA and grid search to optimize the parameters of SVM. Fei et al. [40] proposed a fault extraction method combining WPA, FE, and LLTSA, and then proposed a hydraulic pump fault diagnosis method combining SVM. Niu et al. [41] proposed a hybrid fault diagnosis method for hydraulic pumps that combines the RNS algorithm and SVM. Zhao et al. [42] proposed that CEEMD is used to decompose the signal, then STFT and TFE are used to extract the fault features, and multi-class SVM is used to diagnose the fault of the hydraulic pump. Hu et al. [43] proposed the SS-SVM fault diagnosis algorithm, which constitutes a multi-fault classifier for hydraulic pump fault diagnosis. This method requires only a few fault data samples for training the classifier and has strong fault diagnosis ability in the case of small samples. Tian et al. [44] proposed a degradation feature extraction method for hydraulic pumps based on ILCD and MF, and input the degradation feature into BT-SVM for fault diagnosis of hydraulic pumps.
In essence, the limit learning machine maps the input feature data to the random space and then uses the least square linear regression. Its advantages are that the hidden layer does not need iteration, the learning speed is fast, and the generalization performance is good. Li et al. [45] proposed a comprehensive fault diagnosis method for hydraulic pumps based on MEEMD, AR spectral energy, and WKELM method. Ding et al. [46] proposed a fault diagnosis method combining EWT, PCA signal processing method, and ELM. Liu et al. [47] proposed a time series dynamic feature extraction method based on CEEMDAN and CMBSE, based on a hydraulic pump fault diagnosis method combining t-SNE and WOA-KELM was proposed. Lan et al. [48] proposed an intelligent fault diagnosis method for hydraulic pumps based on WPT, LTSA, EMD, LMD multiple signal processing technology, and ELM identification technology.
The structure of the hydraulic pump is complex, and the causes of the failure of the hydraulic pump cannot be completely divided, which has certain fuzziness. Therefore, the fuzzy set and membership function of the hydraulic pump can be constructed, and the fault of the hydraulic pump can be diagnosed using the method of fuzzy theory. Wang et al. [49] proposed a method to capture the degraded characteristic signal of SIE and then used the vibration signal combined with the FCM algorithm to build a hydraulic pump fault diagnosis method. Wang et al. [50] proposed a rough set method for mechanical fault diagnosis, which extracts the spectral features of vibration signals as the attributes of learning samples, and uses a set of decision rules obtained from the upper and lower approximation of decision classes as a rough classifier. Wang et al. [51] extracted diagnostic features from the spectrum of vibration signals, processed the spectrum representing a variety of different fault states using fuzzy membership function, and made fuzzy comprehensive discrimination according to anti-fuzzy diagnostic rules, thus realizing correct diagnosis of different fault spectra. Mollazade et al. [52] studied a new method of hydraulic pump fault diagnosis based on vibration signal PSD combined with DT and FIS.
The method based on a neural network is to extract fault features by signal processing, then use a neural network as the fault diagnosis model, that is, the fault mode analysis after fault signal processing, so as to realize the nonlinear mapping from fault symptoms to fault causes. The diagnosis reasoning process of this method is not clear and the diagnosis explanation is not intuitive. The fuzzy reasoning method is suitable for dealing with uncertain and incomplete information in pump fault diagnosis. Its disadvantage is that it is difficult to establish complete rules and membership functions, and its learning ability is poor.
In addition to the frequent vibration signals, some other condition monitoring signals also contain fault information about the hydraulic pump, and the new monitoring signals are accompanied by new analysis methods, which makes the fault diagnosis methods of the hydraulic pump more diversified. Shengqiang et al. [53] proposed a KPCA fault diagnosis method based on the sound signal, described the feature extraction of the acoustic signal, and used the KPCA method to diagnose the hydraulic pump fault in view of the unsuitable use of the hydraulic pump vibration sensor and the limitations of the fault diagnosis method based on vibration signal processing. Jiang et al. [54] proposed a fault diagnosis method for an axial piston hydraulic pump based on the combination of the MFCC feature extraction method and ELM. The MFCC voiceprint feature of the processed sound signal is extracted from the acoustic signal, and the ELM model is established for fault diagnosis. Based on the standard LeNet, Zhu et al. [55] used PSO to automatically select the hyperparameters of the diagnosis model and built a PSO-CNN hydraulic pump fault diagnosis model with acoustic signals as input.
Tang et al. [56] used CWT to obtain the time-frequency characteristics of the pressure signal, set the initial hyperparameters to establish a deep CNN, and then used the Bayesian optimization method to realize automatic learning of the main important hyperparameters to build an adaptive CNN-based hydraulic pump fault diagnosis method. Wang et al. [57] used FEMD to decompose the pressure signal and then extracted useful fault information from the signal through RE. This method also has a good ability to suppress noise. Liu et al. [58] proposed to use the instantaneous angular speed (IAS) signal obtained by the equal angle method to diagnose the hydraulic pump fault under non-stationary conditions.
The four major wear faults of hydraulic pumps summarized in the literature research are classified as Fault I: friction wear faults; Fault II: abrasive wear fault; Fault III: pit wear fault; Fault IV: corrosive wear fault. In addition, it further evaluates the entry from the following points:
The fault information contained in the current single signal processing is limited. In order to increase the collection of fault information, the characteristic signals of multiple signals can contain more and higher dimensional fault information, which is conducive to improving the accuracy of fault diagnosis of hydraulic pumps and introducing more innovative ways for fault diagnosis of hydraulic pumps.
The essence of the multi-signal hydraulic pump fault diagnosis method is to process each input signal separately, and then use a certain fusion method to fuse the feature information contained in the multi signals, so that the extracted fault information is enough to diagnose the fault state. Liu et al. [59] proposed a fault diagnosis method for hydraulic gear pumps based on EEMD and the Bayesian network. This scheme is a method based on multi-source information fusion. Compared with the traditional fault diagnosis method using only EEMD, this method can comprehensively utilize all useful information other than sensor signals. Lu et al. [60] proposed a multi-source information fusion fault diagnosis method based on D-S evidence theory, which uses a fuzzy membership function to construct the basic probability assignment of three evidence bodies. Based on the acceleration, power consumption, flow, and pressure signals under different states, Buiges et al. [61] used the collected signals to compare with the normal state signals for fault diagnosis. Przystupa et al. [62] considered displaying the changes of pressure and flow on FFT and STFT spectrum to realize the application of short-time Fourier transform to fault diagnosis of hydraulic pumps under different operating conditions. Ma Z. et al. [63] established a variable rate inverse gaussian process model to describe the deterioration behavior of the pump, and proposed a Bayesian statistical fault diagnosis method for pressure and flow degradation data analysis. Ruixiang et al. [64] used pressure spectrum signal, temperature signal, and motion signal as diagnostic features, and then used information fusion technology to diagnose hydraulic pump faults. Du et al. [65] proposed a hierarchical clustering fault diagnosis scheme that distinguishes obvious faults through single signal processing of vibration and flow and uses data fusion technology to find fuzzy information. Zengshou et al. [66] proposed an information fusion diagnosis method based on improved D-S evidence theory and space-time domain. Du et al. [67] proposed a clustering diagnosis algorithm based on statistical ARPD in the diagnosis method based on vibration, flow, and pressure signals. Fu et al. [68] studied the relationship between the Bayesian network algorithm and the fault components of the hydraulic pump and then used the Bayesian network algorithm to diagnose the fault when the simulation data of vibration, pressure, temperature, and flow are incomplete.
The multi-signal hydraulic pump fault diagnosis method is divided into neural network-based method, classifier-based method, and migration learning-based method.
The convolutional neural network has exceeded the discrimination ability of human eyes in the accuracy of image recognition, so the digital signal of the hydraulic pump can be converted into an image signal for the convolutional neural network to diagnose the fault of the hydraulic pump. Tang et al. [69] proposed an intelligent fault diagnosis method based on the adaptive learning rate of a neural network to diagnose different fault types by using CWT to convert the three original signals of vibration signal, pressure signal, and sound signal into two-dimensional time-frequency images, and using adaptive learning rate strategy to establish an improved deep CNN model. Taking the vibration signals and pressure signals of hydraulic pumps as the analysis objects. Jiang et al. [70] proposed a fault diagnosis algorithm for hydraulic pumps based on EWT and one-dimensional CNN and deployed the one-dimensional CNN model to the cloud platform to achieve real-time fault diagnosis based on the cloud platform. When based on one-dimensional input signals, there is also a high-precision neural network structure to improve the accuracy of hydraulic pump fault diagnosis. An RBF neural network adopts a linear optimization strategy and has fast learning speed and can approach any nonlinear function with arbitrary accuracy. Zuo et al. [71] built a hydraulic pump fault diagnosis method based on RBF neural network, which takes the pump shell vibration signal and pumps outlet pressure pulse signal as input characteristics.
There is also PNN with RBF neural network function, which is a neural network based on Bayesian decision rules. Zuo et al. [72] built a hydraulic pump fault diagnosis method based on PNN, which takes the pump casing vibration signal and pump outlet pressure pulse signal as input characteristics. Dong et al. [73] used WPT to extract the main fault information contained in the power signal in the historical data, combined with the parameters such as force, oil pressure, casing pressure, and dynamic liquid level to build the fault feature vector, established the PNN model, obtained the mapping relationship between the fault feature vector and the fault form through training the model, and diagnosed the fault form to be entered according to the fault feature vector to be entered. Jiao et al. [74] collected vibration signals and pressure signals to establish a fault diagnosis model based on EMD and PNN. Li et al. [75] proposed a hydraulic pump fault diagnosis method based on the combination of kernel principal components and PNN. This method uses KPCA to reduce the dimension of multi-source data and then diagnoses the fault mode through the PNN network.
The function of a classifier is to classify chaotic targets into different categories according to different input signals. In the fault diagnosis of hydraulic pumps, the input signal mapped faults can be classified by the classifier to diagnose the faults. Lakshmanan et al. [76] proposed a hydraulic pump fault diagnosis method that takes the pressure signal, flow signal, and torque signal of the pump as original real-time data for feature extraction, and inputs them into SVM after CWT. Jiang et al. [77] used the decision tree to build a random forest model, trained six continuous variables of the hydraulic screw pump system as input characteristics, and built a hydraulic pump fault diagnosis method based on the random forest model. Hu et al. [78] built a multi-fault diagnosis system based on data fusion according to the D-S evidence theory and used DMM to build a fault diagnosis feature with a basic probability assignment function, ensuring the objectivity of reliability distribution evaluation.
In order to generalize the ability of the model, the trained model parameters can be migrated to the new model to help train, which can make the initialization performance of the model higher, the promotion rate faster, and the convergence better. Miao et al. [79] used CEEMD and SVD to decompose pressure signal, vibration signal, and flow signal to construct feature vectors and built a hydraulic pump fault diagnosis method through a TrAdaBoost migration learning algorithm. He et al. [80] proposed a migration learning algorithm based on deep MFAM and designed a multi-signal fusion module that assigns weights to vibration signals and acoustic signals, improving the dynamic adjustment ability of the method.
Whether it is based on signal processing or artificial intelligence, it is based on the data-driven fault diagnosis method of hydraulic pumps. This method realizes fault diagnosis of a hydraulic pump by using the mapping relationship between digital signal and fault and does not describe the mechanism function of fault in detail. Some studies have proposed new knowledge or concepts based on the relationship between non digital signal information and hydraulic pump fault mapping [81][82][83][84][85].
On the basis of an accelerated life test, Guo et al. [86] proposed a dynamic grid technology to simulate the internal flow field of hydraulic pumps in detail. On the basis of film thickness analysis, Ma et al. [87] put forward a hydraulic pump diagnosis method based on elastohydrodynamic lubrication model analysis by comprehensively considering structural parameters, working condition parameters, and material performance parameters. In view of the multi-crack fault of the hydraulic gear pump gear, Zhao et al. [88] established the vibration wavelet finite element calculation formula of complete gear and cracked gear, studied the fault diagnosis of blind source separation and particle swarm optimization algorithm, and correctly diagnosed the location of multiple cracks of the gear.
The above content is mainly a detailed analysis of the fault diagnosis method of the hydraulic pump, and as a centrifugal pump that also transports liquid, it is also of comparative significance to analyze it. In centrifugal pumps, it is necessary not only to identify the fault but also to discover the severity of the failure and classify it.
Muralidharan et al. [89] used the DWT to calculate the wavelet characteristics of the vibration signal, used rough sets to generate rules, and used fuzzy logic to classify. Sakthivel et al. [90] used the C4.5 decision tree algorithm to extract statistical features from vibration signals in good and fault states for fault diagnosis. Muralidharan et al. [91] studied the vibration-based fault diagnosis method of a monoblock centrifugal pump and found the best wavelet suitable for single-block centrifugal pump fault diagnosis by calculating and comparing. Nagendra et al. [92] used two different machine learning techniques, SVM and ANN, for centrifugal pump fault diagnosis. It was found that the machine learning method based on ANN combined with chi-square and XGBoost feature ranking techniques is superior to the SVM. Wang et al. [93] proposed a centrifugal pump fault diagnosis method based on CEEMD-sample entropy (SampEn) combined with RF. Based on the characteristic evaluation of the information ratio combined with principal component analysis, Ahmad et al. [94] proposed a new Ir-PCA method. The comparison results found the method was superior to existing advanced methods in terms of fault classification accuracy. ALTobi et al. [95] used MLP and SVM to classify the six fault states and normal states of the centrifugal pump. Therefore, an MLP hybrid training method based on the combination of Back Propagation (BP) and Genetic Algorithm (GA) was proposed.

The vibration signal has been proven to be useful for fault diagnosis of hydraulic pumps, but it contains noise, interference, and other information without fault characteristics. Therefore, it is necessary to use effective signal processing methods to extract available fault information from vibration signals. The following article has conducted some research on noise removal of vibration signals.
Yu et al. [35] proposed an EWT-VCR fusion method based on EWT and VCR to deal with the nonlinear, multi-frequency, and noise data of vibration signals. Jiang et al. [36] used the method of combining EEMD and PCC to denoise the collected hydraulic pump vibration signals, converted the denoised data into snowflake images by using the symmetric polar coordinate method, and converted the obtained images into gray level co-occurrence matrix, and used the fuzzy c-means algorithm for fault diagnosis. In view of the problem that the vibration signal of the hydraulic pump will be polluted by stronger Gaussian and non-Gaussian noise, Zheng et al. [37] proposed using PSE to extract fault information, effectively highlighting fault features and suppressing noise pollution. Wang et al. [38] studied the DCT denoising method and the CNC denoising method in view of the serious noise problem in the vibration signal of the hydraulic pump. Finally, CNC denoising was adopted, and then HHT was used to extract the fault information of the signal. In order to reduce noise and other interference, Sun et al. [39] carried out local feature scale decomposition for high-frequency harmonic correction of vibration signals and proposed discrete cosine transform high-order spectrum analysis algorithm to extract singular entropy as the degradation feature of hydraulic pumps. Liu et al. [40]. proposed a new rough set fault diagnosis algorithm for hydraulic pumps guided by PCA, aiming at the characteristics of fuzzy fault features and low signal-to-noise ratio of hydraulic pumps, using WA for noise reduction processing, extracting effective fault features, using PCA method for dimensionality reduction and decoupling correlation analysis of these features, using rough set theory to establish a knowledge base of diagnosis rules. Hou et al. [41] proposed a WPD-based denoising method for hydraulic pump fault feature extraction to solve the problem that the feature signal is weak and covered by noise. Wang et al. [42] introduced the idea of WNC denoising in view of the problems of the DCT denoising method, proposed a CNC denoising method, and extracted fault features from the output signal by HHT, effectively solving the problem of missing vibration signal components.
Under the actual conditions, the fault information of hydraulic pumps is still relatively poor, so it is necessary to solve the problem of fault diagnosis under the condition of poor information. Jia et al. [43] proposed a fault diagnosis method based on SPIP and HMM in order to realize fault diagnosis in the case of poor information. This method converts vibration signals into symbol sequences as feature sequences of hidden Markov models, uses genetic algorithms to optimize the symbol space division scheme, and then uses hidden Markov models for fault diagnosis. In view of the shortage of single-scale arrangement entropy when measuring the complexity of vibration signals on a single scale, Wang et al. [44] proposed an MPE entropy value and MMPE. The analysis results of the measured vibration signals of hydraulic pumps verified the effectiveness and superiority of this index as a fault feature of hydraulic pumps. Aiming at the problem of poor detection of fault signals of the hydraulic pump in the early stage, Yu et al. [45] proposed a method of using EWT to decompose the vibration signals of three channels, then defining VCR to divide the weights of components to form a single signal, and using HT to demodulate the characteristic frequency to achieve fault detection of the hydraulic pump. Deng et al. [46] proposed a fault diagnosis method based on EMMD and Teager energy operator demodulation to solve the problem of weak early fault vibration signals of the hydraulic piston pump.
In the process of feature extraction of vibration signal, the original primary method has some limitations, so it needs to be improved. Zheng et al. [47] proposed an IEWT-based signal processing method for hydraulic pump fault diagnosis in view of the serious over-decomposition problem of EWT. Jiang et al. [48] proposed a method of hydraulic pump fault signal demodulation based on LMD and IAMMA. Li et al. [49] proposed a hydraulic pump fault feature extraction method based on MCS and RE. According to the maximum relational entropy criterion and the progressive fusion strategy, a relative entropy algorithm was established to fuse the initial features into new degraded features.
Some comparison methods and processing of vibration signals from different angles can still play a role in fault diagnosis of hydraulic pumps. Gao et al. [50] compared and analyzed the two fault diagnosis methods of WT and spectrum analysis, and concluded that when analyzing the same vibration signal dataset, the diagnosis ability of the method based on WT was more accurate. Sun et al. [51] proposed a fault diagnosis method for hydraulic pumps based on a fusion algorithm that processes vibration signals successively through LCD and DCS to improve the characteristic performance of signals. Siyuan et al. [52] proposed a hydraulic pump fault diagnosis method based on PCA of Q statistics, which uses normal vibration signals to establish a principal component model and then compares it with the test samples obtained by Q statistics to diagnose faults. Wang et al. [53] proposed a fault diagnosis method based on WP and MTS. This method performs WPT on the collected vibration signals, removes redundant features by the Taguchi method, extracts principal components, and then uses an MD-based calculation method to diagnose hydraulic pump faults. Chen et al. [54] proposed a hydraulic pump fault diagnosis method based on compression sensing theory, which uses the original vibration signal of the hydraulic pump to construct a compression dictionary matrix, uses the Gaussian random matrix to compress the vibration monitoring data of the hydraulic pump and uses a SOMP algorithm to reconstruct the test data. Tang et al. [55] proposed a fault diagnosis method for hydraulic pump fault under variable load in order to solve the problem of dynamic characteristic analysis of hydraulic pumps, which collects vibration signals and uses the axial RMS trend gradient for fault diagnosis.
The fault diagnosis methods of hydraulic pumps based on signal processing have their own limitations, such as time domain analysis, which is easy to cause misjudgment when the fault is serious, has large randomness, and is not suitable for non-stationary signals; Frequency domain analysis cannot reflect time characteristics and is not sensitive to early faults; The multi-sensor information fusion method has some limitations, such as the difficulty of sensor configuration and management, and the complexity of fault information fusion algorithm design.(2)
Although the signal processing method of vibration signal can effectively extract and express the fault information of hydraulic pumps, the speed and accuracy of its method to diagnose the fault of hydraulic pumps are not ideal. However, with the rapid development of artificial intelligence, more and more intelligent algorithms and models can quickly diagnose faults, and the self-learning ability of artificial intelligence makes the accuracy of diagnosis algorithms and models a high level. Therefore, the artificial intelligence method combining the signal processing method based on vibration signal feature extraction with the artificial intelligence diagnosis algorithm and model is more effective.➀
With the generalization ability of a neural network, more and more neural network models are applied to fault diagnosis of hydraulic pumps. The fully connected neural network has the ability of self-learning and searching for optimal solutions at high speed. It has the advantages of high accuracy and rapidity in the fault diagnosis of hydraulic pumps. Gao et al. [56] proposed a fault diagnosis method based on EMD and NN. Sun et al. [57] proposed a hydraulic pump fault diagnosis method based on ITD and softmax regression, which uses ITD to process the vibration signal of the hydraulic pump and trains the softmax regression model to diagnose possible fault modes. Ding et al. [58] used LMD to process the collected vibration signal data of the hydraulic pump to form a feature vector, trained the Softmax regression model with the reduced features, and obtained the fault diagnosis model of the hydraulic pump. Jikun et al. [59] proposed a fault diagnosis method for hydraulic pumps based on WPT and SOM-NN. This method uses WPT to extract features from vibration signals, and SOM-NN trains through normal samples and fault samples to diagnose faults when they occur.
Although a fully connected neural network has high accuracy, it needs a lot of trainable variables, which is prone to model overfitting, and model convergence speed needs to be improved. The convolutional neural network can further extract the features of the input through the convolution kernel, and the trainable parameters of the model are greatly reduced by sharing the convolution kernel. Tang et al. [60] proposed an intelligent fault diagnosis method for hydraulic pumps based on CNN and CWT, which uses CWT to convert the original vibration signal into image features, and establishes a new deep convolutional neural network framework that combines feature extraction and classification, and can further improve the convergence speed of the model by optimizing the CNN’s hyperparameters. Zhu et al. [61] proposed an improved AlexNet intelligent fault diagnosis method based on WPA combined with changing the network structure, reducing the number of parameters and computational complexity. Tang et al. [62] proposed a normalized convolutional neural network (NCNN) framework based on a batch normalization strategy for feature extraction, and then used a Bayesian algorithm to automatically adjust the model hyperparameters. BP neural network was used for fault diagnosis based on synchronous noise wavelet transform of vibration signals. Yan et al. [63] proposed a simple 7-layer CNN network setting method based on a base-period to realize fault diagnosis of hydraulic pumps. Zhu et al. [64] improved the core size and number based on the standard LENet-5 model, added a batch normalization layer to the network architecture, and built a PSO-Improve-CNN fault diagnosis model based on vibration signals by automatically optimizing the model’s hyperparameters through PSO. Tang et al. [65] established an adaptive CNN hydraulic pump fault diagnosis model using Bayesian Optimization hyperparameters based on the Gaussian process by taking the time-frequency image of the vibration signal after CWT as input data. Tang et al. [66] converted the vibration signal into an image through CWT, preliminarily extracted effective features from the converted time-frequency image, built a CNN model to achieve fault diagnosis, and realized the visualization of simplified features by using T-DSNE.
In addition, there is also a new neural network model based on the improved functions in the neural network. Luc et al. [67] proposed a CPRBF-NN composed of multiple parallel-connected RBF subnets in combination with chaos theory and applied the proposed method in combination with vibration signals to fault diagnosis of hydraulic pumps. Huijie et al. [68] proposed to integrate the RELU activation function and Dropout strategy into SAE to directly train and identify vibration signals, forming a SAE-based fault diagnosis method for hydraulic pumps. Du et al. [69] proposed a method to extract 17 time-domain features of vibration signals, analyzed the sensitivity of features to the failure to select sensitive feature parameters, built a neural network diagnosis model, and formed a hydraulic pump fault diagnosis method based on sensitivity analysis and PNN. Dongmei et al. [70] took the vibration data as the input and the failure mode matrix as the target output to obtain a PARD-BP-based fault diagnosis method.➁
Support vector machine (SVM), which originates from statistical learning theory, can be used for supervised learning, unsupervised learning, and semi-supervised learning, and it has an outstanding ability for both linear and nonlinear signals. Casoli et al. [71] collected vibration signals and used them to extract features for fault diagnosis, reduced the obtained features to reduce the amount of calculation, and used them to train different types of support vector mechanisms to build hydraulic pump fault diagnosis models. Tian et al. [72] proposed a fault diagnosis method based on WPT, SVD, and SVM. Lu et al. [73] proposed a new method for hydraulic pump fault diagnosis that combines EEMD and SVR models. This method uses a combination of GA and grid search to optimize the parameters of SVM. Fei et al. [74] proposed a fault extraction method combining WPA, FE, and LLTSA, and then proposed a hydraulic pump fault diagnosis method combining SVM. Niu et al. [75] proposed a hybrid fault diagnosis method for hydraulic pumps that combines the RNS algorithm and SVM. Zhao et al. [76] proposed that CEEMD is used to decompose the signal, then STFT and TFE are used to extract the fault features, and multi-class SVM is used to diagnose the fault of the hydraulic pump. Hu et al. [77] proposed the SS-SVM fault diagnosis algorithm, which constitutes a multi-fault classifier for hydraulic pump fault diagnosis. This method requires only a few fault data samples for training the classifier and has strong fault diagnosis ability in the case of small samples. Tian et al. [78] proposed a degradation feature extraction method for hydraulic pumps based on ILCD and MF, and input the degradation feature into BT-SVM for fault diagnosis of hydraulic pumps.➂
In essence, the limit learning machine maps the input feature data to the random space and then uses the least square linear regression. Its advantages are that the hidden layer does not need iteration, the learning speed is fast, and the generalization performance is good. Li et al. [79] proposed a comprehensive fault diagnosis method for hydraulic pumps based on MEEMD, AR spectral energy, and WKELM method. Ding et al. [80] proposed a fault diagnosis method combining EWT, PCA signal processing method, and ELM. Liu et al. [81] proposed a time series dynamic feature extraction method based on CEEMDAN and CMBSE, based on a hydraulic pump fault diagnosis method combining t-SNE and WOA-KELM was proposed. Lan et al. [82] proposed an intelligent fault diagnosis method for hydraulic pumps based on WPT, LTSA, EMD, LMD multiple signal processing technology, and ELM identification technology.➃
The structure of the hydraulic pump is complex, and the causes of the failure of the hydraulic pump cannot be completely divided, which has certain fuzziness. Therefore, the fuzzy set and membership function of the hydraulic pump can be constructed, and the fault of the hydraulic pump can be diagnosed using the method of fuzzy theory. Wang et al. [83] proposed a method to capture the degraded characteristic signal of SIE and then used the vibration signal combined with the FCM algorithm to build a hydraulic pump fault diagnosis method. Wang et al. [84] proposed a rough set method for mechanical fault diagnosis, which extracts the spectral features of vibration signals as the attributes of learning samples, and uses a set of decision rules obtained from the upper and lower approximation of decision classes as a rough classifier. Wang et al. [85] extracted diagnostic features from the spectrum of vibration signals, processed the spectrum representing a variety of different fault states using fuzzy membership function, and made fuzzy comprehensive discrimination according to anti-fuzzy diagnostic rules, thus realizing correct diagnosis of different fault spectra. Mollazade et al. [86] studied a new method of hydraulic pump fault diagnosis based on vibration signal PSD combined with DT and FIS.
The method based on a neural network is to extract fault features by signal processing, then use a neural network as the fault diagnosis model, that is, the fault mode analysis after fault signal processing, so as to realize the nonlinear mapping from fault symptoms to fault causes. The diagnosis reasoning process of this method is not clear and the diagnosis explanation is not intuitive. The fuzzy reasoning method is suitable for dealing with uncertain and incomplete information in pump fault diagnosis. Its disadvantage is that it is difficult to establish complete rules and membership functions, and its learning ability is poor.

Water mixing in with the hydraulic fluid is bad news for the hydraulic pump. When too much water is present in the hydraulic fluid, the internal components may start to corrode.In addition to its corrosion-causing qualities, water is also problematic because it could freeze inside the pump.
The hydraulic fluid present inside the pump can also be problematic even if it doesn’t mix with water.If some small particles fall into the liquid, it’s possible that they could deal damage to the inside of the pump. You must also check if the fluid level is correct or else that could alter the performance of the pump.Lastly, the viscosity of the hydraulic fluid must be just right to keep the pump from sustaining damage. Make it a habit to routinely check the viscosity of the hydraulic pump to see that it has not degraded just yet.
Heat can act as a kind of amplifier of other hydraulic pump-related issues. The heat itself can be a byproduct of other issues affecting the hydraulic pump so be sure to take note of it.
Because hydraulic pumps need the right pressure levels to function, anything that affects it can be disruptive or even damaging. Some of the joints and shafts of hydraulic pumps may spring leaks as they age causing holes to open up. If too much air gets inside the pump via the holes, it may not work as intended.
Cavitation refers to the formation of small vapor-filled bubbles in areas within the pump where the pressure is low. Once those bubbles are exposed to high pressure, they may burst and start to damage the pump.
"Based on domestic market and expand overseas business" is our improvement strategy for Hydraulic Pump Failure Causes, English Racing Oil Pump Gear, Hydraulic Pump Veljan, Hydraulic Oil Pump For Sale,Vane Pump Working Principle Pdf. Striving hard to attain continual success based on quality, reliability, integrity, and complete understanding of market dynamics. The product will supply to all over the world, such as Europe, America, Australia,Armenia, Estonia,Netherlands, Buenos Aires.Our company offers the full range from pre-sales to after-sales service, from product development to audit the use of maintenance, based on strong technical strength, superior product performance, reasonable prices and perfect service, we"ll continue to develop, to deliver the high-quality items and services, and promote lasting cooperation with our customers, common development and create a better future.

Approximately 80% to 90% of all hydraulic equipment failures are caused by air or water contamination, or excessive heat. Faulty pumps, temperature issues and system breaches (loss of fluid pressure most often caused by leaks or burst hydraulic hose) can each be a root cause of contamination.
The hydraulic pump is literally the heart of the machine, and its failure can be extremely damaging. When a pump fails it means costly downtime and expensive repairs. In addition to repair costs, every hour heavy machinery or industrial equipment is off-line can be more costly to the organization than the repairs. That’s why scheduled preventative maintenance is so important. The sooner a pump problem is recognized the easier and less expensive it will be to fix.
Because the hydraulic pump is at the heart of the machine it is also the workhorse that can’t be neglected. It is the single component most subject to wear and most likely to cause a gradual or sudden failure of the hydraulic system.
These symptoms do not always prove that the hydraulic pump is failing, however it does mean something in the hydraulic system is about to fail if gone unchecked. With contamination being a primary cause of most pump failures, preventing contaminationis a reasonably clear-cut process that can save hundreds, if not thousands, in repair and replacement costs. Not to mention the often higher costs associated with downtime.
The danger in working on hydraulic systems is they are under high pressure, typically 2,000 PSI or more, and are also at high temperature. When performing maintenance there is the potential of being exposed to three kinds of hazards:
And the most extreme - hydraulic injection of fluid into the skin. Hydraulic injection initially feels like a bee sting and is too often ignored. However, within a few hours the symptoms turn to higher levels of pain, swelling, and redness. Then numbness and throbbing r



 8613371530291
8613371530291