
what causes hydraulic pump failure pricelist

Hydraulic pumps are at the core of many essential factory operations. Unfortunately, there are numerous pitfalls to plan for, mitigate, and overcome to keep them running. Keeping up on routine maintenance is important, but the best way factory techs can avail themselves of costly, frustrating breakdowns is to understand the various catalysts for hydraulic pump failure.
The simplest way to identify the cause of pump failure is to thoroughly inspect and dissect the aftermath of the problem. In most cases, the cause of failure will be evident by the nature of the catalyst(s). Here are eight of the most common problems, some of their defining features, and how they ultimately come to fruition.
1. Fluid contamination is one of the biggest causes of hydraulic pump damage and involves debris mixing with the liquid. This debris causes friction, leading to extenuated wear on the pump itself. The result is inefficiency, culminating in malfunction.
2. Fluid viscosity issues occur when the hydraulic fluid within a pump breaks down over time. Viscosity that’s too high leads to cavitation (another catalyst for damage). Subsequently, if a tech changes and replaces fluid with a viscosity that’s too low, heat and friction become concerns.
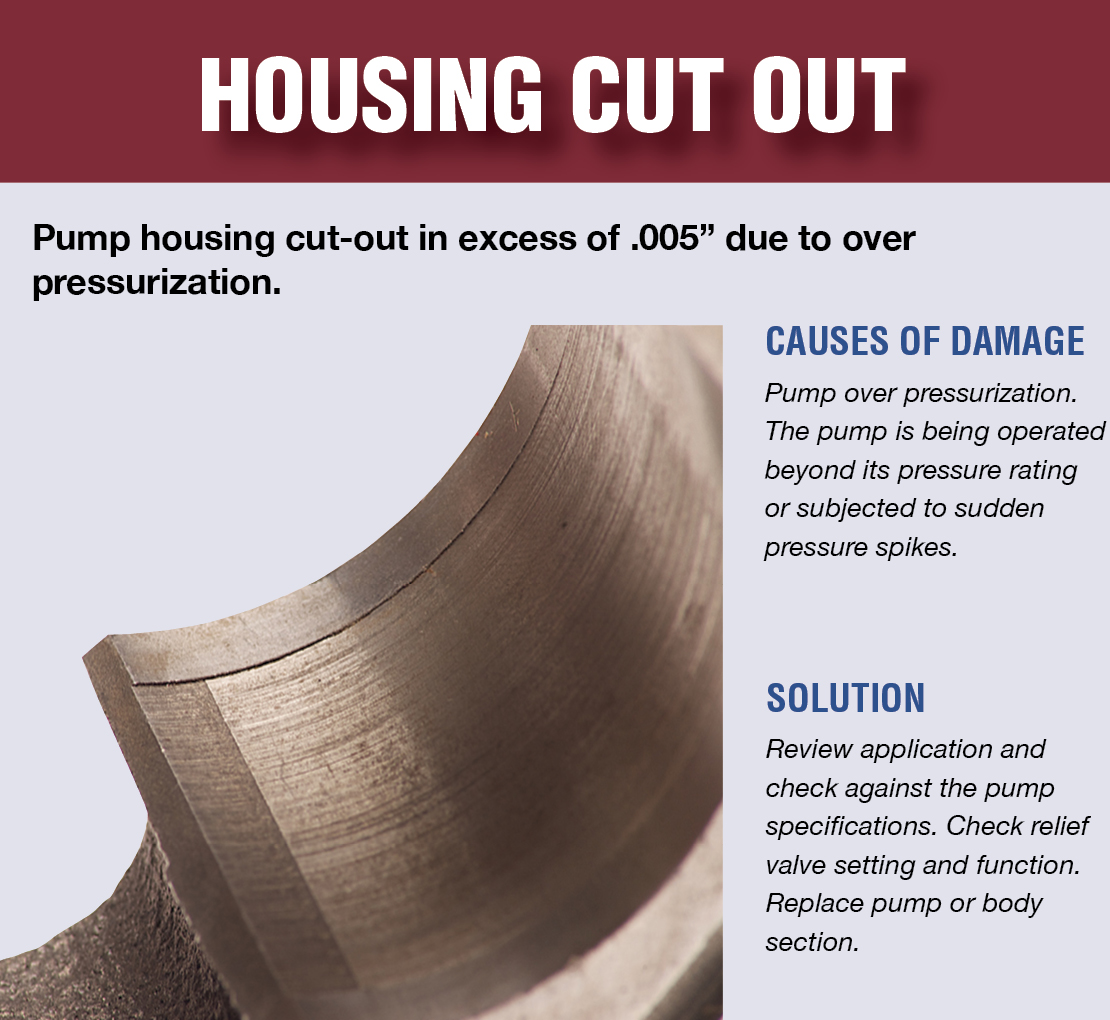
3. Over-pressurization occurs because of excessive load on the pump itself, resulting in red-line operation that’s both unsafe and damaging. Hydraulic pumps operating under high duress for extended periods of time will likely experience component wear and premature failure, usually in spectacular fashion.
4. Excess heat can be a product of poor fluid viscosity or environmental factors. This issue is rarely a singular catalyst for pump breakdown, but it exacerbates other factors or masks other issues, such as fluid contamination.
5. Implosion invariably results in extreme failure for hydraulic pumps and is a major safety hazard. Implosion occurs when air bubbles within a hydraulic pump collapse, causing an overload of pressure to the pump that generates an intense shock.
6. Aeration occurs when hydraulic fluid traps air bubbles. The pump subjects the bubbles to pressure, causing high heat and over-pressurization when the bubbles collapse. Aeration at extreme levels leads to implosion.
7. Pump aeration pertains to air not in the hydraulic fluid, but air introduced through unsealed joints or shafts. This air quickly causes pressure instability affecting crucial parts of the pump. This can quickly lead to breakdowns — generally marked by a whine or other high-pitched sound.
8. Cavitation is a symptom of uncontrolled pump speeds, which fail to allow hydraulic fluid to completely fill the pump. It results in destabilized pressure, heat, and excess wear. Cavitation is often marked by the same type of whine or squeal as pump aeration.
Because the factors causing each of these problems differ in nature, it’s best to fully evaluate a damaged hydraulic pump to determine if more than one issue is responsible.
Maintenance is the best approach for ensuring safe, efficient hydraulic pump function. But routine service is just the start. Identifying common issues plaguing your hydraulic pumps will lead to a better quality of targeted maintenance — for example, if you pinpoint a heat issue related to viscosity, that issue may be resolved by opting for a different fluid weight.
Every piece of information learned about your pumps can translate into better care, leading to longer uptimes, fewer issues, and fundamentally better maintenance.
Having trouble identifying the catalysts for your hydraulic pump’s issues? Let the professionals at Global Electronic Services take a look! Contact us for all your industrial electronic, servo motor, AC and DC motor, hydraulic, and pneumatic needs — and don’t forget to like and follow us on Facebook!

The pump is the most expensive and critical component in any hydraulic system—it works by first creating a vacuum at the pump inlet, which generates atmospheric pressure. Liquid from the reservoir tank is then propelled through the inlet line to the pump, past a hydraulic filter or strainer, and into the hydraulic system. On a macro-level, the mechanical energy of the pump’s gears is transferred through fluid “flow” and used to power the attached hydraulic machinery.
Although hydraulic systems can be used in many everyday objects, they’re usually best suited for products that require high-power density or systems with changing load requirements. This simple yet elegant design offers exceptional consistency and speed compared to other driving mechanisms. Hydraulic systems are widely used across industries because they are reliable, easy to maintain, long-lasting, and safe. But despite their many advantages, hydraulic systems still require some degree of maintenance. The following guide explains what can make a hydraulic pump fail, as well as tips for extending its useful lifespan as much as possible.
Fluid contamination is the leading cause of pump failure and usually happens when particulates circulate through the system via a breather valve or cylinder rod, or as a result of repairs, welding slag, sealant, or refilling. Once contaminants enter the system, they can degrade parts, create buildup, change the fluid’s physical and chemical properties, corrode equipment, and lower the system’s overall efficiency.
Hydraulic pumps are designed to work within a specific pressure range. If pressures exceed the pump’s rating, it will likely overburden the pump, cause damage, and eventually halt operations completely. If the pressure changes are extreme, it could even cause an explosion.
Joints and shafts must be completely sealed for the hydraulic pump to work properly. If air gets trapped inside the system, bubbles can cause pressure and temperature fluctuations, which eventually will cause the pump to break down. Usually the first sign there’s air in the pump is a high-pitched whine.
Cavitation occurs when the pump speed is inconsistent, creating air bubbles that rapidly form and then collapse. When this happens, the pump won’t completely fill with fluid, which destabilizes pressure in the system and produces the same type of high-pitched squeal as pump aeration. A blocked pipe, clogged filter, or poor system design can all cause cavitation.
Hydraulic systems need high-quality cooling and lubrication oil with the right mineral content and viscosity. Purity is particularly important for high-pressure systems that operate with larger loads.
The best way to prevent hydraulic pump failure is to inspect and maintain your hydraulic system. Hydraulic filters and strainers will help you avoid fluid contamination, which in turn will stabilize the temperature and pressure inside the system. Filters remove particulates that are smaller than 50 microns, and strainers work tangentially to remove contaminants larger than 50 microns. Various options are available for both filters and strainers using different ratings, mesh sizes, and materials.
After they’re installed, filters and strainers need to be routinely checked and cleaned. Operators should familiarize themselves with their hydraulic system to identify any aberrant conditions as soon as possible, if problems should arise. If you maintain your hydraulic system, it will work more efficiently, necessitate fewer repairs, require less downtime, and last as long as possible.
With over 60 years of experience manufacturing high-quality suction filters, suction strainers, gauges, and diffusers for hydraulic systems, the experts at DOMS Incorporated have the expertise to keep your operation in peak condition. We’ve worked closely with organizations from many industries, including construction, forestry, mining, energy development, industrial manufacturing, aircraft equipment manufacturing, plant processing, and more.

Water mixing in with the hydraulic fluid is bad news for the hydraulic pump. When too much water is present in the hydraulic fluid, the internal components may start to corrode.In addition to its corrosion-causing qualities, water is also problematic because it could freeze inside the pump.
The hydraulic fluid present inside the pump can also be problematic even if it doesn’t mix with water.If some small particles fall into the liquid, it’s possible that they could deal damage to the inside of the pump. You must also check if the fluid level is correct or else that could alter the performance of the pump.Lastly, the viscosity of the hydraulic fluid must be just right to keep the pump from sustaining damage. Make it a habit to routinely check the viscosity of the hydraulic pump to see that it has not degraded just yet.
Heat can act as a kind of amplifier of other hydraulic pump-related issues. The heat itself can be a byproduct of other issues affecting the hydraulic pump so be sure to take note of it.
Because hydraulic pumps need the right pressure levels to function, anything that affects it can be disruptive or even damaging. Some of the joints and shafts of hydraulic pumps may spring leaks as they age causing holes to open up. If too much air gets inside the pump via the holes, it may not work as intended.
Cavitation refers to the formation of small vapor-filled bubbles in areas within the pump where the pressure is low. Once those bubbles are exposed to high pressure, they may burst and start to damage the pump.
Your hydraulic pump is the heart of your machine, pumping fluid through your hydraulic system. Pump failures mean downtime and expensive repairs, but the sooner you recognize pump problems developing the easier it is to fix. In this Shop Talk blog post, we are going to discuss, we are going to discuss the most common signs and causes of hydraulic pump failure.
If you notice any of these symptoms, keep in mind that it doesn’t necessarily mean that the pump is going out -- but it means something in your hydraulic system is about to! Check out this video below for an example of what can happen to a Bobcat pump.
Sadly, no pump will last forever because they suffer wear and tear from regular use. Bearings and seals will eventually need to be replaced, and if those replacements are put off then your pump may suffer even worse damage. If you suspect your hydraulic pump needs a tune up, then don’t hesitate to see after it -- it will extend the life of your pump and increase your machine’s overall productivity.
is your partner in providing new or remanufactured final drive hydraulic motors from a single mini-excavator to a fleet of heavy equipment. Call today so we can find the right final drive or hydraulic component for you, or check out our online store to.

Replace the 10A breaker with a 15A breaker. Only replace the breaker after all other causes have been checked and eliminated. Refer to the PSUP PCB Troubleshooting Guide.
Check electrical connections to the pressure switch or motor or for failed hardware such as the pressure valve, hydraulic motor, or coupler. See the Programmable Pressure Adjustment Valve - Troubleshooting Guide for more information.
Check the condition of the hydraulic hose fittings: Look for leaks at both ends of the hose. If a leak is found, try tightening the fittings. Refer to Lathe - Hydraulic Power Unit (HPU) - Hoses and Fittings - Maintenance. If a fitting has cracks [5], wear, continues to leak, the hose must be replaced.
Make sure Setting 216 SERVO AND HYDRAULIC SHUTOFF is set to (120) seconds or less. Do not have this setting set to (0), the HPU will not turn off, and will create unwanted air bubbles and heat. This setting will power-down the HPU when the machine is idle. This helps dissipate the air bubbles in the oil.
Note:If low pressure alarms are generated or the hydraulic pressure gauge comes up to pressure very slowly, it can be due to cold oil and/or a lower pressure setting. There is a long set screw snubber in the manifold behind the gauge and a 10 micron sintered bronze snubber in the gauge. These components protect gauges from failing during large pressure changes and slow the pressure gauge’s response to pressure changes or coming up to pressure from idle. These usually happen when the tailstock is reversing direction. These pressure changes are happening quicker at the chuck or tailstock then at the gauge or gauge page. The higher the pressure and warmer the oil, the faster the gauges will respond to pressure changes.
Find the coolant return line under the spindle. If chips block the coolant return line, coolant floods into the hydraulic union and will contaminate the HPU oil and cause it to foam. It can also cause the tank to overfill.

Hydraulic pumps are used in various industries to pump liquid, fluid, and gas. Although this equipment features robust construction, it may fail at times due to various issues. Cavitation is one of the serious issues faced by this equipment. Like all other technical issues, right planning as well as troubleshooting will help avoid this issue to a large extent. What is pump cavitation and how to troubleshoot these it?
It is seen that many times, Strong cavitation that occurs at the impeller inlet may lead to pump failure. Pump cavitation usually affects centrifugal pumps, which may experience several working troubles. At times, submersible pumps may also be affected by pump cavitation.
Suction Cavitation: This cavitation is brought by high vacuum or low-pressure conditions that may affect the flow. These conditions will reduce the flow, and bubbles will be formed near the impeller eye. As these bubbles move towards the pump’s discharge end, they are compressed into liquid, and they will implode against the edge of the impeller.
Discharge Cavitation: Here, cavitation occurs when the pump’s discharge pressure becomes abnormally high, which in turn affects its efficiency. High discharge pressure will alter the flow of fluid, which leads to its recirculation inside the pump. The liquid will get stuck in a pattern between the housing, as well as the impeller, thereby creating a vacuum. This vacuum creates air bubbles, which will collapse and damage the impeller.
Sound: The pump affected by cavitation will produce a marble, rock, or gravel type of sound when in motion. The sound will begin as a small disturbance and its intensity will increase as the material slowly chips away from the surface of the pump.
Metallic Debris: If during the maintenance, you find metallic debris on the filter of the hydraulic pump then it may be a symptom of cavitation. One of the easiest ways to confirm it is to check the filter. If any debris is found, you should clean the entire system, and thoroughly inspect the pump.
Damage: This is one of the most obvious symptoms of cavitation. If you already know that the pump is damaged, you need to remove its filter, open, and inspect it thoroughly. If you find a lot of metal inside the filter, then flush the entire system, and check for damages in other parts, too.
If you notice any of the above-discussed symptoms, the next step would be to identify the causes, and rectify the changes in industrial pumps, otherwise, it may affect other components, too.
Clean the reservoir: A dirty reservoir is one of the most common causes of cavitation. Various types of small and large objects may block the suction tube, and create pressure, thereby causing cavitation.
Use properly sized components: This is one of the important factors of cavitation prevention. If the inlet plumbing is too large, there will be too much liquid flow, which may trigger cavitation. Hence, check with the pump manufacturer to ensure that properly sized components are being used in the pump.
In addition to these preventive steps, you must source hydraulic pumps from a trusted manufacturer or supplier. JM Industrial is one of the industry-leading provider of unused and used industrial process equipment from industry-leading brands. These pumps can be availed at cost-effective prices.

If hydraulic systems are part of your operations, then it’s highly likely you will one day need to troubleshoot and repair a vane-type pump or motor. While today’s products are robust, reliable and highly efficient, they are still mechanical devices and subject to eventual failure due to normal wear and, more often, abuse.
When vane pumps fail, there is almost always a proximate event — an overload, a leak, or some such circumstance that can be pointed to as the cause of the failure.
These obvious, visible causes of failure are often simply the last step in a process that has been going on for months or years. The truth is that more than 80% of all failures in vane-type pumps and motors can be traced back to a single cause, and that cause is dirty hydraulic fluid.
Your filtration plan is the first line of defence against failure of all your hydraulic components, not just vane-type pumps and motors. That’s right, you need to develop and implement a filtration plan to keep your fluids clean. The plan should include cleanliness targets appropriate to the system and application environment, and detailed procedures for maintaining them.
If 80% of all hydraulic failures are caused by dirty fluid, then fluid cleanliness should be every bit as much a part of a system design as the selection of the pump, valves, actuators and bearings. Unfortunately, when some system designers select a filter, they look no further than a filter manufacturer’s catalogue, with little regard for the particular system’s total requirements.
Proper selection and placement of contamination-control devices in a system to attain the targeted cleanliness eliminates the root cause of up to 80% of hydraulic system failures. Additionally, a focus on system cleanliness assures the user of a cost-effective approach to contamination control that allows the price of the filters and elements to be quickly recovered by savings from improved performance, increased component life, increased oil life, increased uptime and fewer repairs.
The intricacies of designing and maintaining effective filtration systems are beyond the scope of this article. Fortunately, there are a number of good references available from filtration, fluid and equipment suppliers. One such manual is Eaton’s Guide to Systemic Contamination Control, available for free download at http://hydraulics.eaton.com/products/ filtration.htm.
Don’t assume new fluid is clean. Never assume that hydraulic fluids are clean simply because they are new, and never install hydraulic fluid that you have not filtered yourself immediately before it’s placed in your equipment. A portable transfer cart equipped with high-efficiency filters is very cheap insurance.
Good housekeeping pays big dividends: Most hydraulic systems don’t live in clean-room environments, so you need to be especially careful about keeping environmental contamination out of your equipment. There are four major places where dirt will gain access to your system:
What you don’t see can be the worst of all: Actually, the most destructive contamination in nearly any system is minute metal particles that come off the pump’s internal components. If you don’t remove them very quickly, one particle becomes two particles, two become four, four become eight and soon your precision hydraulic components begin to self-destruct.
At the risk of being accused of beating a dead horse, let me say once more that 80% of all hydraulic system problems are directly traceable to contaminated fluids. So it makes sense to begin troubleshooting any system failure by learning to identify the kind damage dirty fluids produce.
Marked or ‘frosted’ vanes (Figure 1), grooved shaft seal diameters (Figure 2), or a ‘chopped’ ring (Figure 3) are all classic signs of dirty fluid. You know the drill: find the source of the contamination and eliminate it before you repair the pump or motor, flush the system, and put it back into operation. Then get even more aggressive about your filtration program.
The first source of cavitation is air leaking into the fluid. If this continues, the result is the kind of catastrophic damage seen in Figures 4 and 5. Typical causes include:
The second form of cavitation comes from exerting high forces on the fluid while it’s moving through the system. In this case, the fluid is literally ripped apart to form voids with a high internal vacuum. The implosion of these voids can be extremely destructive, as illustrated in Figure 6. Typical causes of damage include:
Catastrophic failures are easy to spot because something is normally destroyed. Typical causes include over-pressurization, air locks, misalignment, improper modifications, component misapplications and incorrect assembly procedures. Examples are shown in Figures 8, 9 and 10.
hic failure may be the final result of a long-term problem traceable to dirty fluids. Your filtration plan is your best insurance against these failures, too.
The key to avoiding catastrophic failure is the same as the key to avoiding all of the other failures that may befall a hydraulic system. Keep the fluid clean. Do that and you will find hydraulic troubleshooting and repair taking up a very small part of your workday.
Vane-type pumps are easily overhauled in the field without any special tools. The process begins by disconnecting the power source and removing the bolts holding the cover plate to the pump housing. Be sure to mark the pump body and cover so they can be reassembled in the proper orientation.
It is important to use only genuine replacement parts when rebuilding a cartridge. Imitation or ‘will fit’ parts can significantly shorten the life of a pump or motor, and may fail, catastrophically damaging other system components in the process. All pump manufacturers provide rebuild kits for their products and detailed instructions for the operation. A typical example of an overhaul manual can be found at http://hydraulics.eaton.com/products/pdfs/i3143s.pdf.

Hydraulic pumps are essential components in countless different types of applications. In many cases, they’re expected to run around the clock, and any downtime can grind operations to a halt.
Hydraulic pump failure has a number of different internal and external causes, and understanding what those are can help prevent issues in the future. Poor maintenance, extreme operating conditions, and problems with other components can all contribute to failure and can all be carefully planned for and monitored to prevent any issues.
Ideally, you’ll discover that there’s an issue with the pump before a complete failure. Identifying any problems earlier will give you more time to plan a response instead of scrambling when operations shut down unexpectedly. Minor fixes can even be incorporated into your
Loud noises are going to be one of the most serious indicators of hydraulic pump failure. While your pumps will be making noise during regular operation, various faults can cause a loud knocking or banging. If you start to hear these noises from your pump, failure is likely right around the corner. Consider it your pump crying out for help.
Temperature is another key factor to watch for hydraulic pumps. Most hydraulic systems recommend operating at no more than 180 degrees Fahrenheit or 82 degrees Celsius, and temperatures climbing higher than that are a clear indication that something is wrong.
Continuing to use the system with a partially damaged pump will only speed up the complete failure of the hydraulic pump, so it’s best to address these issues as soon as you notice any signs.
Many different factors can lead to hydraulic pump failure. No matter what the specific cause, it’s important to remember that pump components likely haven’t broken for no reason at all. Pump failure is a sign that something must be wrong somewhere in the system, with the effects ultimately leading to the failure of the pump.
Cavitation is a likely cause of loud banging noises coming from the pump. Dissolved gasses within the oil can react to pressure differences by coming out of the oil and then being collapsed by the high pressure.
Aeration can have similar effects. This issue occurs when external air enters the system through leaks, loose connections, or other problem areas. It generally creates a much more mild knocking but is still causing damage that eventually leads to hydraulic pump failure.
The look of the hydraulic oil itself can give an indication of water contamination by appearing hazier and less clear than usual. Water contamination will wear down hydraulic components and can cause oxidation over time as well.
Significant overheating can lead to oxidation of the hydraulic fluid, which causes the fluid to become thicker. This thickening can limit flow through the system, further reducing heat dissipation and potentially causing even more severe overheating.
Low temperatures can also cause problems. The hydraulic fluid can only effectively flow once it approaches operating temperatures. Pump failure can be caused by increasing the load before the operating temperature is met, which is more common with lower ambient temperatures.
Many different mistakes can lead to premature or even immediate hydraulic pump failure. A faulty installation could result in instantaneous and catastrophic damage to the system or gradual wear that isn’t discovered for years. Poorly fitted pipes and other pump components could contribute to leaks.
An incorrect combination of different parts can cause hydraulic pump failure as well. A motor might have excessive drive speed for a pump, or various types of control equipment can be incompatible. In any case, these issues can lead to increased wear or even immediate failure.
Failing to implement effective maintenance will also lead to premature failure. If the proper maintenance schedule isn’t followed, excessive wear can develop. This risk is true for both the pump and other system components that can affect the pump if not properly maintained.
Even if a hydraulic pump is replaced or repaired, the issue is likely to occur again if the root cause isn’t identified and resolved. This diagnostic could mean evaluating the entire system to find out just what went wrong. There could be other components that allow for fluid leaks or air and water to enter the system.
To prevent future hydraulic pump failure, you should ensure that the system follows all relevant specifications. Operating outside of these specifications could cause damage to the pump and other components that eventually lead to hydraulic pump failure.
After a pump failure, a professional inspection of the entire system may be in order. Avoiding this precaution could lead to another failure shortly or even more excessive damage to your hydraulic systems.
Many hydraulic components are relatively quick and inexpensive replacements, and avoiding necessary repairs can only lead to serious issues down the line.
The team at MAC Hydraulics can provide all of the services you need for your hydraulic system, including professional troubleshooting. We offer replacement hydraulic pumps, repair pumps, and cover maintenance to prevent unexpected hydraulic pump failure.
For fast and effective troubleshooting, you can reach out to us as soon as you notice issues like increased noise, oil leaks, loss of power, limited flow, or overheating. Our team will determine the root cause of the problems you’re experiencing with your pump to ensure that they won’t happen again.
That also includes effective resealing to help you get the most out of your existing components, instead of having to replace them before their time. Our experienced team can go over your options and find the best solution for your hydraulic systems today.
You rely on your hydraulic systems every day and can’t afford to let hydraulic pump failure grind operations to a halt. Whether the issue is air or water contamination, overheating, over-pressurization, human error, or anything else, the end result will be the same when your pump quits.
Every component within a hydraulic setup will affect the overall system. Hydraulic pump failures can indicate further issues with other parts of the system. Looking into exactly what the real cause is can help prevent additional failures in the future.
Whenever your system suffers from pump failure, it’s best to go with trusted professionals for the replacement or repair you need to get running again. An experienced team can ensure that you have the right pump for your system and that the installation is carried out safely and reliably.

Note: In this article I am referring to the orifice that"s hidden inside of the swash-plate of this series of Rexroth pumps. If you haven"t read the article about this recurring failure, I strongly suggest that you do so before reading this post.
When I got the pallet form Epiroc with these three little babies, I rubbed my hands together and laughed diabolically, because although I knew that I would spend the day opening pumps that I wouldn"t be fixing, it would still be a great opportunity to check yet another batch of 5x series Rexroth A10VO pumps for "standard" failures - like the "hidden orifice" for one.
I knew I wouldn"t be fixing them because although I"d already opened dozens of pumps for Atlas (I keep forgetting it"s Epiroc now), I only serviced but a couple, and it was something like a new seal kit deals, nothing too serious. This is, of course, due to the fact that they buy pumps in large quantities directly from Rexroth and, therefore, have access to ridiculously low prices, making any serious overhaul a non viable option.
It must be nice to be able to treat a hydraulic pump like you would treat, say, a fuse - and be able to replace it "just because you can". I can imagine the in-house maintenance:
So, numero uno here - a beautiful sample of sheer destruction. Marvelous, breath taking... You always know that a pump"s condition is going to be fun to look at when you see metal chips pouring out of a drain line...
Of course, the failure is already fantastic as it is, but what I find the most interesting is the fact that even among this total obliteration you can trace a string of events. Have a good look at this debris pile - see anything interesting here? Take a good look at what"s left from the rotary group and then look at the scrap pile again... Still nothing? Ok, I"ll tell you.
This small round thing in the bottom is a piston head (or at least what"s left of it). It"s the only one that"s separated, and you can see that it"s actually grinded/mashed down to half of its size, and the respective "donor" piston is literally nailed into the cylinder block like a rivet of sorts. (How awesome are these axial cracks?)
This tells me that the pump bashed the single piston on its slipper-less head for some time before severing it and then turning to its brethren! Which means that most likely the machine was in operation even after the normal "z-z-z-z" transformed into "pa-pa-ta-ta".
This a good thing. If someone stopped the rig at first signs of the noise change, most likely the repair would boil down to the pump replacement. But since the machine was in operation till the pump exploded, the complete hydraulic system is now full of metallic particles, which is great for the hydraulic industry in general! Just imagine the amount of pumps and valves that will have to be serviced or replaced and the amount of man-hours this will require! If everybody estimated their hydraulic systems we"d be long gone out of business. Such operation practices keep pump factories running and create a permanent demand for hydraulic service professionals. My hat is off to you, my good sirs, keep up the good work!
Now let us move on to the pump number two. It has a lot of signs of being very new. Almost no wear to the barrel pins, very slight marking of the ball guide, no marks on the shaft spline, no marks on the shaft seal area - this pump is busted, but it looks like it"s busted new! I called the mechanic, and he did confirm that it has only several weeks of operation! Now that"s a shame.
In any case - lets investigate, shall we? Apart from heavy scratch marks on the valve plate and the barrel, the piston heads were absolutely stiff, I could hardly move them at all. This could mean only one thing - hard particle contamination, and an ugly one. I wonder if this pump served as the replacement to the first one after the catastrophic failure?
What about our orifice? Well - it was indeed in place, and fixed this time - but it was completely plugged with bronze and steel particles - from the pressure side. This tells a lot, actually. This tells me that small particles can easily find their way through the piston slipper and the swash plate lubrication orifice. In fact, some of the smaller particles did pass even such a tiny hole and caused typical particle wear to the cradle bearing surface.
Since the pump is going to scrap anyway, I may as well cut open a cylinder slipper just to "peek inside". Se here? Clear evidence of particle contamination - now we know why the slippers aren"t moving.
Now to the pump three. The lucky three! I look inside the hole in the swash-plate balancing pocket on the suction side - and I see a classic case of the lost orifice syndrome! Here"s the orifice after I managed to take it out - there"s about a half of it left. Also - have a look at the respective cradle bearing. As you can see, this time the hard particle damage is notorious. I"m sure the particles that caused these groves were originated, at least in part, by the disintegrated orifice itself.

Commercial high pressure pumps used for agricultural, commercial cleaning, pest control, and other industries have a lot of moving parts. Those parts inevitably make some noise.
Some plunger pump noise is acceptable, but there are times when high noise levels indicate that something is wrong. Noises that begin suddenly or increase in volume over time might indicate one of the following problems and be a sign that it’s time to do some critical pump maintenance to achieve pump noise reduction.
A rattling sound inside a pump may be caused by damaging cavitation, resulting from imploding internal gaseous bubbles due to restricted flow, improper pressure, or other issues. Likewise, water hammering, a single implosion of a large gaseous bubble or air pocket might sound like a loud bang. Take steps to eliminate cavitation.
If a pump’s seals are going bad, cracked, or dried out, they can form leaks. Air leaks in inlet plumbing can create very loud noises. Similarly to cavitation, it can ruin a pump if not corrected. Check all the connections regularly to verify a proper seal.
If you have a big plastic housing that has a built-in tank, or hoses that run loosely along the floor of the plastic housing and you place a pump on top of it, it will likely result in excessive noise. Likewise, any hose that’s not routed in a way that keeps it away from the walls and housing could cause issues.
If a pump is nearing the end of its life, the plunger slot and cam bearing that’s attached to the end of the motor can wear out. Proper maintenance can help avoid this issue.
Particulates in the lubricant could scratch and damage a pump system, resulting in noise. A lack of preventative maintenance or a dirty environment can cause issues and even lead to a loss of lubricating grease. Water contamination could cause connecting rods to open up. The pump will knock like a car engine, especially with the change of speed/load and the starting and stopping of the motor.
Many pumps use an oil bath that will drain out if the pump is not kept upright. The resulting low oil levels will cause the pump to wear out and could even cause the connecting rod to blow out the top of the pump. Pumptec pumps do not use an oil bath and can run in any orientation and be stored on their sides, so no worries.
If a pump isn’t properly secured to the equipment, it can cause components to rattle or bang around. Use rubber vibration isolation mounts to dampen the impact and make sure all fittings are tightened.
If you have a check valve that’s plugged or worn out, you can lose flow from one head of the pump, cutting flow in half. In this case, only one side of the pump is working and will cause a noticeable pulsation.
While not a problem, high flow — especially at low pressure — is more prone to noise and should be expected at some level. As you go up in performance, especially flow, you’ll get more noise. Higher flow rate pumps have larger plungers with more movement because the cam is offset farther than with smaller pumps, creating more vibration and noise.
What if you feel like the pump is too noisy right out of the box? The type of pump and the desired performance will help inform what an acceptable decibel level should be. An electric or battery-powered pump should have a consistent hum and will generally operate around 80-85 dB or lower. Some gas-powered pumps can be over 100 dB due to their internal combustion engines, requiring hearing protection. The benefits of electric vs. gas-powered pump noise levels are easy to see.
A centrifugal pump is typically the quietest because it doesn’t have parts changing direction; it mostly has a fan that spins. But it’s also the least efficient, requiring four times as much horsepower as a plunger pump to achieve the same GPM and PSI.
Diaphragm pumps are also quiet because valves are usually made of rubber. However, to achieve high pressure that compares with plunger pumps, valves need to be manufactured out of rigid materials like stainless steel which produce a mechanical noise.
Plunger pumps may have a slightly higher noise level than standard centrifugal or diaphragm pumps, but are often much more suited to commercial uses that require long-lasting durability and precise flow and coverage.
But the hard truth is that it’s difficult to pinpoint acceptable pump noise levels due to the subjective nature of defining noise. The location or setting where a pump is operated might inform someone’s opinion of whether a pump is too noisy. For example, a certain decibel level might be acceptable in an agricultural setting, but seem too loud in a residential neighborhood.
The problem is that an operator with a decibel reader app on their iPhone isn’t following those rules or operating their pump in such a controlled environment. They might hold their phone a foot away from the pump on the back of their pickup truck and be frustrated that it exceeds the stated rating that was taken at a 3-meter distance in a soundproof booth. Their meter reading will inevitably be inconsistent with those published in the owner"s manual, but it may, in fact, be operating exactly according to specifications.
Pumps also come in different models and may be rated at specific performance levels using certain nozzles. There’s no guarantee that the operator will run it at the same performance level or with the same accessories.
As you can see, decibel ratings are sometimes a moving target. Unless your pump is experiencing some of the problems noted earlier, your pump may be operating exactly as designed.
Of course, you could choose a pump model rated at lower decibel levels, but there are trade offs to consider. Will reducing pump noise inevitably lead to reduced power, flow, and overall performance? Are there pumps that deliver quieter operation but fail to hold up over time?
It’s important to consider all the factors when gauging noise levels, including desired GPM and PSI. For more information on industry standards for pump GPM and PSI, be sure to check out our free guide below.
A small amount of noise may be acceptable if you’re getting the power, flow, and performance you need. At Pumptec, our pumps are sought after for their quiet yet powerful performance. If you have questions about pump noise levels or want to explore replacing your current pump systems, contact our pump experts today.

A hydraulic system works under three key principles: A liquid can’t be compressed; resistance to flow is the only way to create pressure in a system; and energy created under pressure will yield either work or heat.
The heart of a hydraulic system is a positive-displacement pump that is either of a fixed-displacement or a variable-displacement style. Either of these pump styles can be a gear, a vane, or a piston design.
On the other hand, a variable-displacement pump can alter the volume of oil it moves with each cycle even if the operating speed stays the same. This design is employed in applications where a specific pressure or flow must be maintained.
Most early hydraulic systems used on tractors were open-center designs. As farmers grew more dependent on hydraulics, their systems advanced to a closed-center system and finally to a load-sensing system.
With an open-center system, the pump produces a continuous flow of oil that must return to the reservoir when the cylinder or other actuator is not being moved. When flow is directed via a control valve to a cylinder, the oil volume stays constant. However, the oil pressure is increased to the level necessary to perform the work.
When the control valve is released, the fluid remains trapped in the cylinder, and the workload is supported. The pump pressure goes down and flow increases.
Pump displacement and, thus, flow, changes to meet the demand required. When no function is required, oil flow is blocked at the control valve. When one (or more) control valve is opened, the pump automatically adjusts the delivery rate (volume) to satisfy the demand. Pressure to the valves will be maintained as long as the pump volume is sufficient to meet the demand.
When you move the control valve, flow is designed to maintain a pressure slightly higher than the highest pressure needed in the system. It regulates flow based on the pressure required to move the load rather than based on the pump output.
Hydraulic oil must also maintain a designated viscosity while operating in a wide temperature range. Viscosity is a fluid’s resistance to flow. It is the thickness at a defined temperature set by the Society of Automotive Engineers.
All petroleum-base oils tend to thicken when they are cold, and they become thinner when heated. If the viscosity is too low (or thin), it can cause leakage past the seals. But if the fluid is too thick (high viscosity), sluggish operation of the hydraulics occurs along with an additional power drain on the engine.
Farm equipment hydraulic systems are fitted with components that have very tight and exacting tolerances. As a result, they require hydraulic oil that has a high viscosity index and also has lubricating qualities paramount to long life. Good oil will be able to cling to close-fitting parts even under high temperatures. Many tractors use the hydraulic oil to lubricate the transmission. Low-quality hydraulic oil will provoke excess wear in the hydraulics and transmission.
Ensuring a smooth operating hydraulic system is quite basic. You need to remember that hydraulic oil does wear out over time and needs to be changed. Often the additives in the oil (which are essential to its performance) become consumed. Plus, oil also absorbs dirt and moisture over time, compromising its ability to perform, let alone prevent corrosion of key components, seals, and gaskets. One sign of worn-out oil is components that stick when operating. This is especially true of control valves.
When purchasing hydraulic fluid, make sure the brand meets or exceeds the requirements for your machine as dictated in the owner’s manual. Equipment manufacturers have application-specific requirements for the oil. Even though you may save a few dollars selecting a cheaper oil, it may cost you in the long run. That same advice is true when selecting hydraulic filters.
When buying fluid, only purchase what you need for that season, because hydraulic oil can get old (their additives can precipitate out of the oil with time). Be sure to always store fluids in a shop that has minimal temperature variation to avoid condensation from forming in the storage container and polluting new oil.
From time to time, listen to the hydraulic system operation and watch how well it performs. These efforts can tell you that something is going wrong long before a major problem occurs.
Proper service intervals are meaningless if a hydraulic system isn’t kept clean. Always use the dust caps on coupler valves and wipe off any fitting or service port before opening up or closing.
Keep the hydraulic system’s exterior clean by simply washing with a pressure wash, as dirt left around seals and dipsticks eventually work into the fluid.

Air that enters a hydraulic system can cause many problems that could subsequently lead to system failure. Here FPE Seals discusses how to spot these potential problems and why it is so important that air is bled from a system as soon as it is detected.
Essentially, hydraulic pumps are not designed to pump air because when compressed air generates heat. When air contaminates a hydraulic fluid, usually via the pump’s inlet, aeration, cavitation, or foaming can occur.
Aeration is bad news, as it degrades the hydraulic fluid causing damage to the components of the system due to loss of lubrication, resulting in overheating and burning of the seals. Overheating is particularly dangerous as dieseling can occur when the hydraulic cylinder oil mixes with the air, causing an explosion under compression.
Cavitation, brought on by the rapid changes of pressure in the fluid, causes small vapour-filled bubbles to contaminate the system, which implode when compressed. Ultimately this leads to metal erosion, which harms the system’s components and contaminates the fluid.
Abnormal noise is often a tell-tale sign that there is trapped air in a hydraulic system. As air circulates through the system it compresses and decompresses, creating a banging or knocking noise.
It is also important that displacement hydraulic cylinders are bled before installation as any air trapped in the system would work like a gas shock absorber. For this reason, displacement cylinders have a breather at the top, to disperse any air.
And lastly, when testing a new cylinder, it is important to check for potential air contamination, as this can result in blowing the dirt wiper and the hydraulic seal out of its housing extruding past the rod.

When a reliable hydraulic system suddenly starts exhibiting problems, one of the first types of components most technicians assume may need to be replaced are hydraulic pumps, yet the pump should be the last component evaluated since it is often very time-consuming to replace.
There are all sorts of “warning” symptoms a hydraulic system will exhibit long before pump failure. Some of the most common types are changes in the sounds the system makes while it is in operation. If the system suddenly starts sounding different from how it has before, this could indicate various types of problems.
Another thing to check if you notice the system is not working correctly is to verify the pump is turning. Some systems are designed so that you have to manually engage or switch the pump on. You would be surprised by how many system problems are due to the pump not being turned on!
The last thing to check before getting into troubleshooting the pump is the hydraulic fluid level. If the fluid level is too low, it will allow air into the system and cause operational problems. If you discover air in the system, you will need to remove it first to avoid pump failure.
Aeration occurs when air is introduced into the hydraulic system. This can be due to defective seals, through low tank fluid level allowing air into the pump inlet line, damaged inlet hoses and connections. It is easy to check to find out if there is air in the system as the fluid returning to tank will be foamy and the oil in the tank full of bubbles.
Operating the system when air is present may result in the pump being unable to reach the pressures required to operate the system. A by-product of this problem is the generation of excessive heat. Excessive heat is of course another reason in itself for pump failure, in this case secondary to aeration but demonstrates how the primary cause can set off a vicious circle, in this case aeration, leading to excessive heat, leading to lack of lubrication, leading to contamination issues, possible partial or full bearing seizure before complete pump failure.
The opposite of aeration is cavitation. Instead of air being added to the fluid, it is removed very rapidly. Cavitation is where air bubbles form quickly and collapse inward on each other within the fluid. This occurs due to a vacuum at the pump inlet as a result of an insufficient fluid supply. As in excess of 10% by volume of hydraulic fluid is dissolved air when there is an excessive vacuum at the pump inlet it is this air that is being drawn out of the oil.
The effects of cavitation can be seen around the internal pump inlet surfaces as the air is drawn out the oil it causes the removal of tiny amounts of material from the internal pump surfaces on the inlet side. This is always particularly evident in aluminum gear pumps as it leaves a slightly pock marked or frosty looking surfaces on the bearing blocks and inside of the gear housing on the inlet side.
Every hydraulic pump has a maximum design pressure level. If you attempt to operate the pump at a higher pressure than it was designed for, it will cause premature pump failure. The pump simply cannot handle the excessive pressure.
Contaminants are one of the biggest reasons for hydraulic pump replacement. Contaminants can enter into the hydraulic system through a variety of entry points. One of the most common ones is through the hydraulic fluid reservoir.
As contaminant levels grow, they can get stuck in between key surfaces such as between gear end faces and bearing block or pressure plate or between piston barrel and valve plate in a piston pump. This then leads to further wear and the generation of more contaminant and heat. The more contaminant induced wear there is to these surfaces the larger the gap becomes between these critical surfaces leading to loss of pressure capability, overheating and failure.
The viscosity of the hydraulic fluid moving through the system could lead to premature pump failure if it is not properly maintained. Having a fluid of a higher viscosity level than specified for the pump can result in cavitation within the hydraulic pump.
On the other hand, when fluid viscosity is too low, it can lead to excessive leakage between critical surfaces leading to an increase in heat generation. As such, the fluid can become too hot, overheating the entire system, and ultimately causing premature pump failure.
Extreme heat is often caused as a byproduct of other hydraulic system problems. If you notice your system seems to be operating at a higher temperature than it normally does, take it as a warning sign that something is wrong. Continuing to operate the system can lead to more costly repairs.
Excessive heat levels not only cause parts and components to fail but also can damage drive shafts, housings, and other metal components. Additionally, damaged parts and components may not properly seal leading to fluid leaks. Furthermore, inside pumps, misalignment of moving parts could occur, causing internal damages that introduce contaminants into the system.
Many types of hydraulic pump system failures could easily be avoided with regular pump maintenance. Regular maintenance requires checking and inspecting the entire hydraulic system prior to using it. Some of the more common things you should do include:
Another vital part of maintenance is replacing worn out hoses, valves, and related parts and components when they show signs they need to be replaced. It is better to replace hydraulic system parts and components before they fail. Doing so will result in low overall maintenance and repair costs. When replacing components always make certain they are clean of dust and dirt before fitting to avoid unwanted contamination entering the system.
Furthermore, hydraulic fluid should be changed periodically as it starts to slowly break down from extended use. Your objective is to ensure the fluid provides the right viscosity level required for your hydraulic operations. Always flush the system and replace the hydraulic fluid when replacing a pump or motor and be especially vigilant in removing contaminant from every nook and cranny of the system when component failure has been due to contamination damage and the source of contamination has been ascertained.
For further help troubleshooting hydraulic pump system failures, as well as all of your hydraulic system motors, pumps, parts, and component needs, please contact White House Products, Ltd. at +44 (0) 1475 742500 today!
A hydraulic pump failure can be caused by a number of factors. There are several different types of pumps available on the market, and each can have its own specific failure mode. Of course, certain failure modes are common to all types of pumps. Some of these failures can be caused by poor system design, using low-quality fluids and/or poor contamination control.
The best way to prevent future failures is to ensure that you are using quality hydraulic fluids. Keep in mind that the fluid is the single most important component of a hydraulic system, so always use high-quality hydraulic fluids with the correct viscosity for critical equipment.
Hydraulic fluids should also be kept clean, cool and dry. This is highly important to their performance. One of the ways you can do this is through quality filtration. Filters should be selected only if they achieve the target cleanliness levels that have been set for the fluid in the system. Also, use quality filters in locations that assure the required protection and upgrade the filters when necessary.
Another option for keeping hydraulic fluids clean is oil regeneration technology. Using a system that is able to separate and remove particles down to the nano scale can make a major difference in the service life of the hydraulic fluid while also extending the life of machines.
In addition, consider the possibility of using offline filters, because the cost of removing dirt is often much less in an offline mode than trying to do everything in a pressure-line filter location on the hydraulic system.
It is estimated that between 70 to 80 percent of hydraulic system failures are from contamination, with particle contamination making up the largest portion. Therefore, it is best practice to regularly perform oil analysis with particle counts.
Remember, the hydraulic pump is generally the most expensive component on a hydraulic system. It has the highest reliability risk, the highest contaminant sensitivity risk and the ability to cause chain-reaction failures. In other words, when the pump starts to fail, it starts to kick out debris into a debris field downstream of the pump. If there is not a good filter downstream, this debris moves on to other components like valves and actuators, and can lead to damage in those components as well.
Be wary of quick-fix solutions like switching to costly synthetics. Instead, provide solutions to the problems that exist and tackle potential future problems proactively. It is critical to set the proper cleanliness and dryness targets and to develop contamination control procedures that will allow you to meet those targets. By doing so, you should greatly reduce and possibly eliminate your pump failures.



 8613371530291
8613371530291