
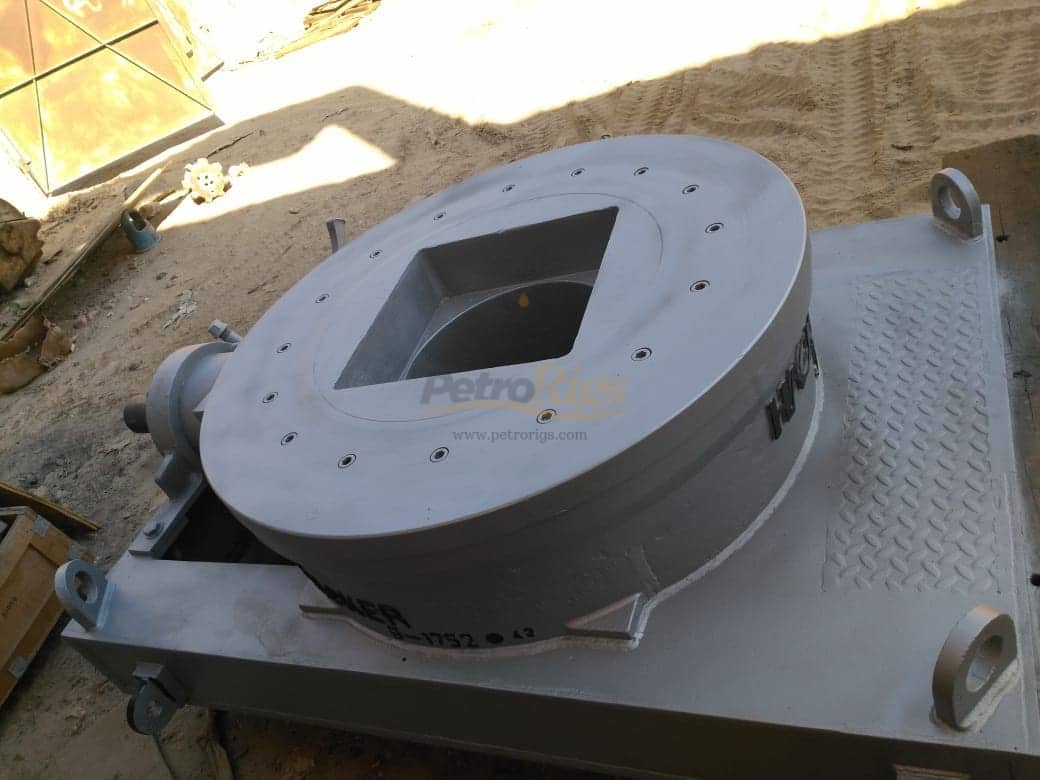
hacker rotary table in stock
All CategoriesBuildings (4)Drilling Equipment (162)Additional Drilling Equipment (1)Block (3)Centrifugal Pumps (2)Drilling Equipment - Misc. (1)Duplex Pumps (13)Power Swivels (15)Pump Parts (1)Pumps (54)Pumps - Misc. (10)Rotary Tables (7)Rotating Equipment (22)Sheaves (1)Traveling Equipment (4)Triplex Pumps (28)Drilling Equipment - Misc. (3)ENGINE (1)Fluid End Modules (2)Hoisting Equipment (5)Oilfield - Misc. (3)Additional Oilfield Equipment (1)Catwalks (2)Power Equipment (10)Air Compressors - Industrial (2)Engine Accessories (2)Engines - Other (3)Gear Boxes | Drives (1)Generators | Electric Power (2)Production Equipment (26)Compression Equipment (3)Gas Compressors (3)Tanks (6)Tanks - Misc. (4)Vessels - Horizontal | Vertical (2)Well Service Equipment (4)Well Service - Misc. (4)Pumps (69)Centrifugal Pumps (4)Duplex Pumps (12)Pump Packages (2)Pump Parts (3)Pumps - Misc. (18)Quintuplex Pumps (4)Triplex Pumps (24)Water Injection Pumps (1)Rig Structures (1)Rotating Equipment (28)Power Swivels (16)Rotary Tables (12)Support Equipment (36)Air Compressors - Industrial (4)Buildings (1)Catwalks (3)Doghouses (1)Engines - Other (8)Generators | Electric Power (2)Oilfield - Misc. (3)Power Equipment (14)Tanks & Vessels (15)Tanks - Horizontal | Vertical (1)Tanks - Misc. (12)Trailers (15)Traveling Equipment (16)Block & Hook Combos (4)Blocks (5)Sheaves (7)Triplex Pumps (4)Saltwater pumps (1)Trucks (2)Flatbed Trucks (1)Water Trucks (1)Well Service Equipment (9)Power swivels (1)Swabbing Unit (1)Triplex Pumps (1)

But eventually, you’ll have built all the basic stuff. What then? Well, as [Workshop From Scratch] shows in a recent video, you can start working on the luxuries. Do you need a motorized table that will let you spin the workpiece and position it an at arbitrary angle? No, probably not. But as the video after the break shows, it’s certainly a handy thing to have around the shop. We especially like how he uses it to quickly and easily produce nearly perfect circular welds.
Much like his hydraulic lifting table or motorized plasma cutter, not everyone is going to need something this elaborate in their home shop. But his magnetic vise and mobile drill press cart are far more approachable for the home gamer. Of course even if you don’t follow along and build your own versions of his tools, it’s always worth tuning in just to see him work.
2022 top rated 4 axis CNC router 1325 with 4x8 rotary table (4th axis) is popular for woodworking, cabinet making, home decorations, mold making, sign making, arts, and crafts, now the best budget 4x8 CNC wood router machine for sale at affordable price.
1325 refers to the CNC router table size of 1300mm x 2500mm, someone may name it as 4" x 8" by feet or 48" x 96" by inches. 1325 is the most common used model in CNC machines to make a full sheet project. As the name implies, it is named by the manufacturer according to the table size of the machine. The maximum table size is 2500mm in length, 1300mm in width, and 200mm in height. It is widely used in popular woodworking plans and projects, such as cabinets making, door making, home decoration, advertising, and sign making. CNC router 1325 is designed as 1325 single spindle, 1325 dual head, 1325 multi head, 3-axis 1325, 4th-axis 1325, 4-axis 1325, 5-axis 1325, and 1325 ATC CNC router with automatic tool changer spindle based on the configuration level.
4 axis is based on 3 axis, and the 4th axis (A axis) is added to the rotation axis. In addition, 4 axis is divided into four-axis three-linking and four-axis four-linking CNC machines, adding a rotating axis and the control system is also a four-axis linkage system to be called a true four-axis linkage CNC machine. Because of the rotary motion of the 4th rotary axis, 3D machining of cylindrical, arc, and circular surfaces is realized.
If the 4 axis you purchased has only three feed axes (X, Y, Z), the Y axis can be manually replaced with a rotary axis, and only a maximum of three axes can be linked. This is a four-axis three-link CNC machine, which is also known as 4th axis.
The rotary axis CNC router kit uses a DSP handle industrial control system. The four-axis linkage control has excellent and stable quality, good maintainability, and usability. It can control the completion of the 3D machining of the cylinder and the rotation of the tetrahedron. It is suitable for three-dimensional sculpture of figure statues and legs of European furniture. The cylinder engraving machine has the following advantages:
Woodworking industry: 3D wave board, furnitures, solid wood door, kitchen cabinets, wardrobe cabinets, tables, beds, computer desk, table legs, sofa legs, wood crafts, paint door, screen, windows, shoe polisher, game cabinets and panels, mahjong table, auxiliary machining.
4 axis CNC machine can do all 3 axis CNC machine can do. The 4 axis spindle (B axis) can rotate ±90 degree, which is suitable for side milling, drilling, cutting, lock slot and so on. It is especially designed for processing on different 3D curved surface carving.
We will offer you with our detail quotation according to the consulted 4x8 CNC machine. You will get the most suitable specifications, the best accessories and the affordable price.
All the CNC routers can be shipped worldwide by sea, by air or by international express logistics via DHL, FEDEX, UPS. You are welcome to get a free quotation by filling up the form with name, email, detailed address, product and requirements, we will shortly contact you with the full information including the most suitable delivery method (fast, secure, discreet) and freight.
I am starting out with my recently acquired mill, and the (ever longer) list of projects contain several that would be easier (possible!) with a small rotary table.
The Mill (an SX1LP) seems to suit a 4" table. Reading the forum about such devices I think a simple H/V one would be fine. There seem to be two main choices (in my price bracket) 36:1 (10°/turn) ratio and 90:1 (4°/turn) ratio. The former are a bit cheaper, but the handwheel is on top in the vertical position while the 90:1 seem to have the handwheel horizontal in both orientations which would seem more useable on my small mill.
A 36:1 table turns more quickly than 90:1, making it faster to use, but less accurate. Reduced accuracy doesn"t matter provided only simple angles will be needed. Stuff like hexagon heads.
However, new rotary table owners are soon likely to find jobs where extra accuracy is valuable! Gear cutting is the obvious example, but there are many others, such as cams, helices, drilling awkwardly spaced PCDs etc.
If gear cutting & chums are ever on the menu, a 90:1 table is better. But, oh dear, more money - gear cutting requires a set of division plates or a stepper motor with driver. Manually moving a table to cut 57 teeth ( 6.316° ) per step, soon reduces operators to a nervous wreck and mechanical help keeping track is pretty much essential. I"m not sure 4" tables can be had with division plates, and would recommend a 5" 90:1 table with plates if any advanced functions are on the cards.
Strong rotary tables cost big money. I suggest the hobby type and some expensive makes are unsuited to heavy work whatever the ratio. Brutally hacking out the inner arcs and spokes of several big traction engine wheels at top speed will trash them. Treated with mild respect for ordinary work either ratio should be fine.
I"m actually quite liking using 72:1 and tend to pick that up in preference to my 90:1 table but not sure if there are any to fit your budget with that number of turns as the ARC ones are a bit more costly than the norm.
If (and I repeat, if) you go down the route of adding dividing plates to it, you will almost surely have to calculate all the plate and hole numbers for the 36:1 ratio table.
As far as I can tell, you"re on your own if you want to have a division plate set-up. I was part way through designing such a thing for mine when the need for a 63 tooth changewheel became urgent, so I went for the cheap and cheerful approach of printing a strip of paper with the appropriate divisions marked on it, and taping it round the circumference of the table. Eyeballing alignment with the index mark on the table worked fine - it may not be super precision, but my Imperial threads screw into existing fittings without a problem (and the 63-tooth method isn"t perfect anyway).
The only slight irritation with this method is that the strip is 319.9 mm long for my table, so you have to print it at 33 degrees to fit it on a sheet of A4 - it would have been nice to have printed a whole lot of them on one sheet for different tooth numbers.
The 36:1 model would probably have bigger, stronger teeth and more suited for machining while rotating the table while the 90:1 model will be more accurate but will have smaller, weaker teeth. No problem if locked in stationary position but not as good while rotating.
A more important question may be the number of slots. I think 4 slots is much more useful than 3, which many of the cheaper tables have, as it is easier to fit a 4 jaw chuck which will allow more accurate centering and take up less vertical space than a 3 jaw. Also generally allows easier clamping.
Peter, I have the SX2P mill and apart from it having 25mm more height between table and spindle the table size and X and Y travel are the same as your SX1LP. I started out with a 4 inch rotary table (a cheapie dont go there) but I found it a bit too small. A 6 inch would be too big but came across a 5 inch which is what I went for, came as a set with chuck, tailstock and plates.
A picture below showing its size against the table which gives you some idea. With the 4 jaw chuck and backplate fitted and a Jacobs in the spindle there is only 45mm between the two chucks so I have had to resort to shortening one or two drills in the past. There is more space of course with collet mounted drills and cutters and without the 4 jaw there is 205mm between the rotary face and spindle.
Thanks for all the advice - very helpful. The main projects I have on the (ever growing) list that need some sort of controlled rotation are a motor mount for the Taig lathe so that I can fit a DC speed controlled motor, and some calibrated dials (HH"s Lining tool is on the timeline for that and the ratchet wheels will need the table). The motor mount needs curved adjustment slots but it will be in aluminium so less of a risk.
Thanks Paul for the warning. The reason I asked about relative strength was that the cheap 36:1 tables all seem to have the handle angles towards the centre while the 90:1 ones it is straight. That suggested the cheap tables had a smaller wormwheel, and I was wondering.
Just an update for anyone interested - against advice I ordered table & index plates from a remote supplier (China!) but who shipped from the Czech Republic so no customs or duty (until 1st Jan). Table arrived by courier in less than a week. First impressions good. certainly looks more than adequate for my needs and mill.
On investigation it turned out to be a 110mm diameter 4 slot 72:1 table rather than the 90:1 I thought I was getting. So opened discussions with supplier. Very responsive - offered a swap, or a discount if I kept it. Based on Jason B"s comments about usability I decided on the latter.

I’ve got a couple of threads running where rotary tables have been mentioned (ok, mainly by me). One thing to put to bed straight away: I don’t really *need* one, but it would be handy for some jobs, and - primarily - good fun to play with.
Ive got an SX2P mill, and a 5” table was suggested as a good size for that. Soba was a brand mentioned, and one of the usuals has a set including table, tailstock, 4-jaw chuck and dividing plates. Cost is about £340 from Chronos, delivered. I understand that quality could be acceptable, but chances are it might need some fettling. I watched a review video, and it seemed as expected.
Is there a ‘rotary table 101’, for example what’s the correct way of centering the table under the spindle, and when using the 4-jaw chuck how do you subsequently centre the work in that?
Mine came with a 3 jaw and that gets used equally in both vertical and horizontal modes the 4-jaw SC would be similar. Also have a flange mount ER32 that gets used sometimes as it"s a bit shorter and also allows the spindle collet to get closer to small work when table is vertical.
To centre my rotary table I have a centered plug which fits into the rotary table centre. This allows put a centre into the mill spindle and just run it down to the rotary table to centre it to the spindle then bolt it to the mill table.
When I bought my (secondhand) rotary table I also bought a small import 3-jaw chuck. I"ve never fitted it and not missed it, so I never will fit it. I mount work direct on the table.
Andrew - the first part I’d use it for is the small (c.30 mm) diameter aluminium output shaft blank for my son’s rc car (as per earlier thread) The Chuck would seem the obvious choice to hold it, but the height restriction could be an issue. What would be the best way of centering and holding a piece like that direct to the table? Make a temporary base plate and screw the bar vertically to that, then clamp the plate to the rotary table? Or something like that?
To centre my rotary table I have a centered plug which fits into the rotary table centre. This allows put a centre into the mill spindle and just run it down to the rotary table to centre it to the spindle then bolt it to the mill table.
I was wondering if something like that is accurate enough. Sounds straightforward. I guess you could also turn and drill a tight fitting centre plug, then align the table so the drill presses straight into the hole?
For a more accurate set-up, mount a dial indicator on the mill spindle and use it to locate on the morse taper of the rotary table spindle. (or the machined recess on the end of some RT"s). Carefully turn the mill spindle by hand to achieve zero movement of the indicator. Bolt down the RT and check again to see if it has not moved.
That"s obviously an - ahem - suboptimal setup, but shows what can be done in the way of fitting quarts into pint pots. The work was ~1" diameter and the tool mounted in an ER25 collet chuck. I didn"t have problems with headroom - it was the size of the table which was problematic. Anyhow it worked:
Over the years I have built up a fair number of simple arbors which get reused or it"s not hard to knock up another and these just go into the chuck and the work screws to those. Not sure I would want to try clamping this 1/4" sq x 3/8" long part direct to the table and still be able to get at it will a 6mm cutter and not hit any clamps
As you don"t have any form of indexer like a 5C spin indexer you will end up using the R/T to cut square or hex shapes onto small parts which will again be quick and easy to hold in a chuck or collet fixed to the table
......the first part I’d use it for is the small (c.30 mm) diameter aluminium output shaft blank for my son’s rc car (as per earlier thread) The Chuck would seem the obvious choice to hold it, but the height restriction could be an issue. What would be the best way of centering and holding a piece like that direct to the table? Make a temporary base plate and screw the bar vertically to that, then clamp the plate to the rotary table? Or something like that?
I"d concede that a chuck might be the simplest solution, but not necessarily the most accurate. My rotary table has a 1" parallel hole in the centre, which is way more useful than a Morse taper. So I"d make a 1" spigot with a flange for clamping to the table and a recess to locate the work. There would also be a hole for a screw into the part to be machined.
If you could not get the chuck in then a 5mm pin held in your collet chuck and lowered into the central hole would locate the part and a couple of small clamps will hold it down by the flange. Zero DRO before raising head and changing to the cutter. Though as I said it could be done without a rotary table too.
My advice is not to get wrapped round the axle worrying about the quality of hobby tools. If the best possible rotary is really needed (and I suggest it"s not), then buy an industrial model. It will cost a few thousand pounds, and although it will be somewhat more robust, don"t expect it to be bullet proof. Many a well-made rotary table has been wrecked hacking out big wheels for model traction engines!
Most hobby rotary tables are of the HV6 design. A worm drives a cogged wheel and turns the table on a simple plain bearing. Though obviously made down to a price, they"re reasonably accurate and sufficiently sturdy for most amateur purposes. They"re aren"t high-technology, nowhere near as difficult to make as a computer hard disc.
Today the world is flooded with mid-range tools, affordable rather than excellent. Not intended to last forever, they are nonetheless generally acceptable for the light duty found in typical hobby workshops. Many products come from similar anonymous factories, and are rebranded by a local seller. But be aware that some versions are too cheap, or customer returns, or manufacturer rejects. The customer probably has no idea who made the item, or even which country or countries it came from. And for this class of kit, it rarely matters. The customer isn"t looking for "quality", he"s after "value for money" and "fit for purpose".
In this way, with the R T in a suitable position on the table, the Tailstock is clamped to the table, so that the Tailstock barrel can be inserted into the bored arbor.
The Tailstock barrel locates the R T.so that it can be clamped to the table. The Tailstock can then be repositioned wherever is suitable along that T slot, for the work in hand.
This is not present - it’s just a plain threaded collar, which in my table wasn’t true to the shaft. This makes preload and play impossible to get right, since if you remove the bind, you get clearance 180 degrees round. I tried to clean it up in the lathe, but with limited success. If the roller bearing was fitted as listed, it would be way better. Further to this, there’s a grub screw which is a limit stop for worm gear engagement with the main gear. This is just loose in its thread, and would be free to vibrate either way, changing the critical engagement adjustment preset. I substituted a cap head screw and locknut which can be seen in the image below (just above the silver engagement lever). Anyway, once adjusted to the best of my ability, I got about 3 minutes of backlash on the handwheel, and about 0.0035” play at the edge of the table:
The chuck is OK, very stiff, but no big deal. The supplied t-nuts clashed with the lock plates, and needed thinning on the linisher. Contrary to some reviews, my supplied chuck key is a perfect fit. I tried the table/chuck out by helping my son making some differential parts for his r/c car. This involved milling sectors from a small diameter shaft:
Pleased your generally happy with the Soba 5 inch table it should serve you well. I must have been lucky with mine I have 1.5 minutes backlash at the handwheel and 0.0015" at the table edge. In a full 360 degree rotation I have a couple of spots each about 15 degrees worth where it goes a tad light but hardly noticeable.
Don"t forget you can gain around 40mm in Z if you use finger collets against using the collet chuck. I have a 6mm and 10mm which take most of my regular cutters. I mainly use the collet chuck but if you have a tall job plus a table mounted vice or chuck it could make all the difference to fitting the job and tooling in. The 40MM extra on mine is based on my finger collets against the collet chuck both from ARC.
My Tailstock has tappings for a key or dowels. Because my T slots differed in width from the keyway on the Tailstock, I made up two stepped dowels. One end is tight fit in the Tailstock keyway, and the other in the T slot of the Mill table.
Position the R T, loosely, on the Mill table so that it roughly aligns with the Tailstock, in the place where you wish to use it, with the 2MT alignment arbor in place...
The Centre barrel, being snugly located in the 2MT arbor will have aligned the Tailstock barrel vertically; and the R T along and across the Mill table, so both can be clamped.
Once the Tailstock centre barrel has been aligned, it is set up and should not need to be reset. It can be used, with the 2MT arbor to align the R T on the Mill table in the future.
Standard T slots are pretty bulky when machined in a small mounting surface like a 6" rotary table. I"m of the opinion that small rotary tables are best arranged without T slots. I would prefer a plain flat top rotary table with a centering feature on it (a rabbet or a short taper) and a Morse taper in the center for locating spuds. Then have a half dozen thickish solid steel sub-plates to mount on it. One with a chuck, one with an X-Y slide (eh??), and the others blank for tapped holes as needed, or machining locatng features directly in the sub-plate - or tack weld directly to it!!
So yeah, McMaster whenever possible and I"ll gladly (have my employer) pay more for it. Shout-out to Misumi, too, however. I do mostly prototyping and I use so much of their customizable items, like rotary shafts. Much cheaper and faster than doing a drawing, sending it out to 3-8 local shops to try to find one that is quiet enough jobwise to take on a tiny one-off project and waiting 4 weeks for it, at a high price.
I"m not so sure about this. I"m not a prime member and I frequently get orders delivered before the estimated delivery date. On the other hand I also see instances where amazon takes suspiciously long to ship something. A charitable explanation might be that their logistics capacity (eg. planes or vans) is limited, so if you"re not a prime member you get deprioritized.
There aren"t many legacy organizations that successfully digitized with that second path in mind, at least not at first - McMaster, B&H Photo, and Sweetwater come to mind as notable exceptions. It"s a useful thought experiment, I think, even for those working on startups and green-field projects.
Then something even cooler happened: A week after delivery, that same sales engineer emailed me, just checking in. To make sure I got everything set up and was comfortable with it, to see if I could use any further help. As it happens, I was fine, but if something along the line had derailed me, this absolutely would"ve made a difference in getting me back on track. An expert whose entire job is to make sure I have a good experience with their stuff.

- - Rotary speed can be present to the desired max. speed the speed to match material characteristics. Refer to the speed table for recommended values



 8613371530291
8613371530291