
milling a radius on a rotary table supplier

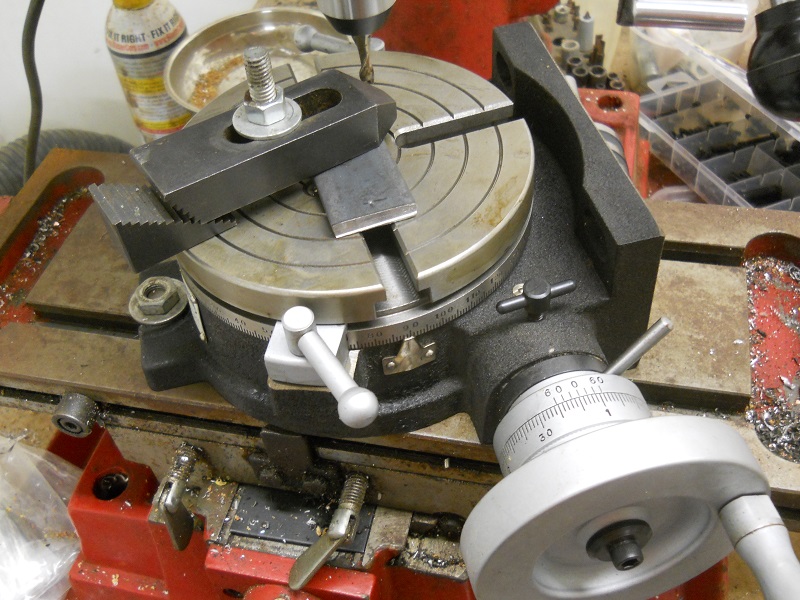
1. Build a fixture that will locate the aluminum on the rotary table so I can repeatedly use the same setup without indicating for each of the 4 corners on each piece and each of the pieces in the lot. The fixture will also hold the work piece about 1/4" above the table surface to keep it from being damaged during machining.
3. Bolt that fixture to the rotary table such that each piece to be cut will be located with the center-line of the corner radius right on top of the rotational center of the table.
7. Advance the table further left some to avoid taking too big of cut and drop the quill down so the end mill will cut the entire thickness of the 1/4" aluminum on each pass.
Anyway...I"m a beginner at all of this and this is just what I came up with in my head. Hoping someone has a better way! (i.e. an easier way). These aluminum pieces are decorative...and they need to look right but really tolerances aren"t all that critical.

My rotab has a MT3 socket, but this will work for a round hole too. I got a soft taper shank and fixed it in the rotab with a socket head bolt & washer ("drawbar") from the under side. I had previously fit and turned the front end of the shank to just under flush with the top of the rotab.
With the table aproximately centered under the mill spindle, I used a new 1/2" center plunging 4fl end mill and milled a shallow bore as follows. Plunge, lock quill, rotate table 360+ deg., measure bore. Step out on X or Y axis while milling and rotating to some pre-defined bore diameter. I made mine .750".
Then I removed the milling cutter from the mill, swept in the new hole for center, since it will be exactly on the center of rotation; and drilled and tapped it 1/2"-13.
The hole serves as an easy reference for ctr of rotation, and it also receives center plugs of different sizes, made to suit the job. So there are step plugs made with the 3/4" push fit in the bore with a projecting diameter to match different holes. These plugs can be over or under 3/4" diameter as needed. The center thread can be used to bolt down larger plugs, or parts themselves. For hole or parts that are under 1/2" id, I also made at one time some studs with 1/2-13 on one end, and 3/8"-16, or 5-16"-18, etc on the other end as necessary.
I don"t think you can make a "set" to start. But having a know ID known to be on center of rotation, with an easy method to plug and hold is the starting point.
On your table, you can clean up the center bore as necessary so you can make plugs to fit. But make sure it is truly on center of rotation, or clean up to make it that way. That is what the hole is for. You may have to make your own determination as to how to fix the plugs for hold down, if desired. I did not want to have to remove the rotab to remove the plugs, yet wanted to be able to screw down through them if necessary and that drove my process.

Imagine the table is free to move in the X direction (i.e. by removing the the handle drive plate). [like disconnecting the cross slide of a lathe for taper turning]
It is then possible to arrange a radius arm A (say 12" long) with a fixed pivot at one end attached to the mills body and a pivot at the other end fixed to the table.
Attach a third arm C to drive the table from arm B at a point 1/10 along its length (see diagram - not to scale) and now as the carriage moves in the Y direction the table will prescribe an arc that ten times the radius of arm A (i.e 10")

Agree with John that it will work just fine but setting up will be more than a chore if you need a decently accurate ball curve rather than a simple blending radius. Even with a simple radius setting needs to be pretty good if the results aren"t to appear a bit wonky. The Mk1 human eyeball is good at spotting such errors. If going for a full good ball it can be very hard to keep straight where remaining errors are and what adjustment corrects them once you"ve got to the "fairly good but not good enough" stage.
If you have a boring head with sufficient travel the "cut with the work and spindle axes at 45° to each other" works well and probably has a lower frustration index.
That said if you have a boring head it can be used as a basis for an effective up"n over type ball turning tool without a vast amount of work. Assuming you have a reasonable starter lump in the useful bits box I"d estimate that a very useable up"n over tool could be made in less than twice the average time taken to set-up what you propose and produce a nice workpiece. One made you have the up"n over tool ready to go at any time but the rotary table on the mill has to be set from scratch for each use.
The "File it, it"s faster and easier" Well, I have a car, driving to get a bacon buttie is fast and easy, flying there is a pain in the butt, slow, unreliable, fraught with wasted effort, but good fun ! (99 times out of 100, I"ll take the easy option, but when it"s new . . I"ll go with the wasted effort just for the experience)
I went with the "Pin through a hole and rotate in the vice" method, Sadly, a long (ish) piece of work and a low vice meant I managed very little of the curve that way, but enough to get a "feel" for the shape, 5 minutes on the belt sander and, from a distance, with yer glasses off, in low light, it kind of, looks ok.
I"m discovering that "machining" is probably best done by fairly accurate sawing, finished off by machining the bits the saw can"t do and providing a surface texture.
An hour spent cleaning (that"s new to me too, I"m sure I"ll get faster) and the garage has a shiny, uncompleted "bit" in it, a clean shiny mill, and a happy bunny who is now waiting for more "essential tools" to arrive.

The TR160 5 Axis Rotary Tables, manufactured by Haas, consist of dual axis Trunnion rotary table that is capable of tilting up to 160 mm. It also has a scale assessment ...
The TR210 is HAAS"S rotary table developed and configured to be integrated with HAAS"S mills 4th and 5th axis drivers to provide complete and optimum operation. It has a diameter of 210 mm made from trunnion ...
... space with high load capacity. The individual rotary tables are equipped with Harmonic Drive units, which ensure high moment load capacities and high concentricity and axial runout accuracies.
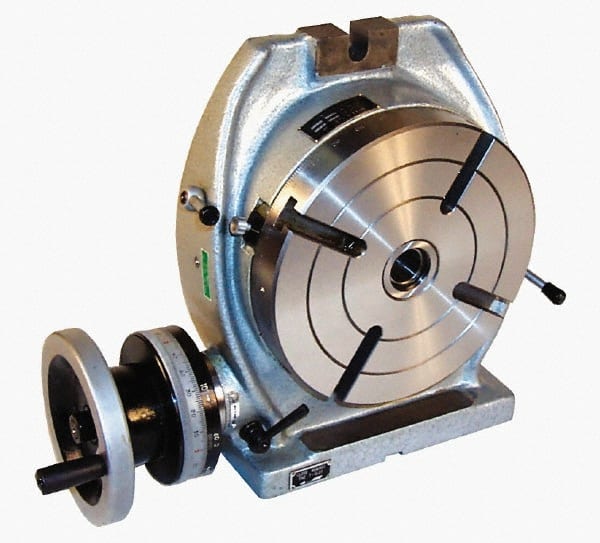
The work table is graduated 360 degrees around its circumference and is driven by a precision Worm and Gear providing a 90:1 reduction ratio. One turn of the Handle moves the Table through 4 degrees. ...
... Tilt-Yaw (A/B) two-axis rotary assembly provides high-speed machining capabilities for complex 3D part geometries. The precision-aligned system allows accurate positioning on a hemispherical surface. ...
... ) MDR two-axis rotary assembly provides high-speed machining capabilities for complex 3D part geometries. The precision-aligned system allows accurate positioning on a hemispherical surface. Uses cost-effective ...
... ) MDR two-axis rotary assembly provides high-speed machining capabilities for complex 3D part geometries. The precision-aligned system allows accurate positioning on a hemispherical surface. Uses cost-effective ...
Our FÖRSTER swivel welding tables offer maximum working comfort for all-round welding of complex assemblies. Ideal for all tasks due to a variable arrangement of our patented T-slot system.
The hydrostatic rotary tables from ZOLLERN impress with their durability and a high concentricity and axial runout accuracy. Thanks to the ZOLLERN bearing clearance compensator, the optimal pocket pressure ...
... the table is the rotation, the user may require the rotary table for drilling operations and milling. Using the servo drives in conjunction with the machine CNC control ...
With DirectIndustry you can: Find the product, subcontractor or service provider you need | Find a nearby distributor or reseller| Contact the manufacturer to get a quote or a price | Examine product characteristics and technical specifications for major brands | View PDF catalogues and other online documentation

A rotary table used in conjunction with a mill allows a machinist to produce virtually any part they can design. Sherline’s rotary table is a precision piece of equipment that has been designed to work with their vertical milling machines. However, it can be used on any mill whenever the small 4-inch size would be an advantage. The only limits are size, not complexity.
The table is 2″ high and 4″ (100mm) in diameter. The main components have been machined from solid bar stock steel, and the complete unit weighs seven pounds. The table has been engraved with a laser, giving sharp and precise lines every 5°, numbered every 15°. These lines are calibrated with the 72-tooth worm gear that is driven by the handwheel. The handwheel is divided into 50 parts, making each line on the handwheel 1/10°. This allows a circle to be divided into 3600 increments without interpolation. Seventy-two revolutions of the handwheel rotate the table one revolution.
The rotary tables can hold more weight when they are not under a continuous load. Click on the Video tab above to see examples of different weights and uses for our rotary tables.
The table T-slots are identical to those used on the Sherline mill and lathe, making the vast line of Sherline tooling available for use with this product. Two hold-down clamps and T-nuts are provided with the table. Also included is an adapter that allows Sherline’s 3- and 4-jaw chucks to be screwed directly to the rotary table. An optional right-angle attachment is available (P/N 3701) to mount the table in the vertical position to increase its versatility further. With the table mounted vertically, an optional adjustable right-angle tailstock (P/N 3702) can be mounted to the mill table. It is used to support and stabilize the other end of long work held in a chuck or otherwise attached to the rotary table.

Malad West, Mumbai 21, Shripal Services Industrial Estate, Pawan Baug, Chincholi Phatak, Off. S.V.Road, Malad West, Malad West, Mumbai - 400064, Dist. Mumbai, Maharashtra
DELHI,NCR,HARYANA,PUNJAB,UP,RAJASTHAN, Dharuhera, Dist. Rewari 347, Ganpati Plaza, NRP Bass Road, DELHI,NCR,HARYANA,PUNJAB,UP,RAJASTHAN, Dharuhera - 123106, Dist. Rewari, Haryana
Sector 37D, Gurugram, Haryana 122006, Gurgaon, Dist. Gurugram Nath Tools Company , Garauli Khurd, main Pataudi Rd,, Sector 37D, Gurugram, Haryana 122006, Gurgaon - 122006, Dist. Gurugram, Haryana
Airoli, Navi Mumbai, Dist. Thane Krishna Kanhaiya, Sector No. 8, Plot No. 21, Shop No. 12 Ground Floor, Airoli, Airoli, Navi Mumbai - 400708, Dist. Thane, Maharashtra
Industrial Area Phase 1, Chandigarh 58 Industrial Area Phase-1 Chandigarh, Industrial Area Phase 1, Chandigarh - 160002, Dist. Chandigarh, Chandigarh
"Save Half", "Half Price" or any other similar expressions used by us only represents an estimate of savings you might benefit from buying certain tools with us compared to the major top brands and doses not necessarily mean to cover all categories of tools offered by us. You are kindly reminded to verify carefully when you are placing an order with us if you are actually saving half in comparison with the top major brands.

·Typical use cases include machining the flutes of a milling cutter, cutting the teeth of a gear, milling curved slots, or drilling a bolt hole circle around the circumference of a part.

Rotary Milling Tableoffered comes in quality metal construction finish and is made available at competitive prices. These full size milling tables come developed using high strength resin sand casting as well as feature 3-axis line rail and high speed spindle unit. Some of its features include separate hand wheel support; turntable style tool magazine; pneumatic broach system; adjustment support for shim and screw; automatic intermittent lubrication.
A rotary desk is the revolving plate at the rig"s drill ground that turns the drill string in a clockwise course. The rotary table surrounds the 4 or six-sided kelly bushing and kelly force to which the drill string is hooked up, moving the strength from the rig"s force device to the drill string and bit.
The rotary table hyperlinks the rig"s strength deliver to the drill string, it may be described as a capture. most rigs have a rotary desk due to the fact the top mover for the drill string, however, top strength structures that permit continuous rotation of the drill string have changed the rotary desk, the kelly bushing and the kelly strain in a few rigs, because of changes in trenchless construction requirements.
The rotary force table is familiar in pinnacle-pressure rigs, that is, those who have their pressure motor at the top of the rig. Drill string sections are first linked to the bottom hole assembly. As drill string sections bypass into the bore, extra sections of drill string are connected to the pinnacle strain motor and to sections inside the bore, constructing the drill string from the top. the ones sections of drill string screw collectively the usage of a clockwise movement. The rotary desk -- which turns clockwise -- is used to tighten the segments of the drill string.



 8613371530291
8613371530291