
milling a radius on a rotary table made in china

As for tightness of everything that is debatable as many of the Chinese imports don"t mate up part correctly. You need to make sure everything is well fitted on the mill and rotary table. This means properly fitted gibs on linear slides and a rotary table mechanism that properly mates up.
I might ask how does the mill work cutting the same material with the same tool without the rotary table. If the machine does better without the rotary then you have a couple of possibilities. The rotary table needs work. Or the hight of the rotary table gives the cutter enough leverage to hi light issues with the linear slides on the mill.

when I was young, strong, healthy, and thought nothing of lifting it, a 10" H & V was my first choice. I still think it was a good choice for the work I mostly do, and this is where you may decide to compromise. If you do small work, an 8" table is much lighter and more convenient to set up. Stood vertical, it interferes less with the spindle to reach center. I don"t think a 6" is a good choice unless you know you will only be working miniature stuff. You use a considerable percentage of a small table just for set ups and hold down clamps on a lot of work, and a small table does not leave much room.
I like 90:1 gear ratio for circular milling, which is presumably your primary interest with a rotary table. My 10" table is 90:1, and that is a pretty good ratio for milling diameters (hand cranking) out to 12" or so. My 20" table is also only 90:1, and out near or past the rim (I do one part at 32" diameter) that always seems _very_ coarse.
If most of your work is small, round to begin with, and will actually be dividing work, where you index the table, lock it, and then drill a hole or mill a slot with the machine axis drive, you might find a dividing head more useful. For instance, I"ve made gears on a vertical rotary table, and in a spin index. On the table, you need an insert collet chuck or other arrangement in the center hole to get the work out far enough to clear the cutter. It"s a lot more convenient on a dividing head. OTOH, I don"t find it fun or convenient to do much circular milling on a dividing head if the work diameter is much over a few inches.
Dividing heads typically are 40:1, so faster to index, position to positon. But the milling capability on a radius is limited by the "coarse" ratio to smaller diameters, as is the usual work holding (collet or chuck) arrangement. A dividing head will tilt from below horizontal to past vertical, so you can mill, drill, bore or shape profiles at any angle in between.
an 8" H & V with dividing plates and set up, can usually be arranged somehow to do most of the work you might want to do on it. It is relatively light to move, and convenient to set up with reasonable space (spindle clearance, e.g.)limitations to be considered. A little bigger (10") is better, if you will ever need the capacity.

Lathe slides are designed to resist only turning forces which is usually directly down onto the slide. You are milling which puts loads on the slide it wouldn"t normally see. Make sure that the gibs on your slides are snugged up to reduce any lift or lash and if you don"t intend moving the slide during your milling, lock it up tight.
Another thing I would do it add some support to the rear of the table. If you can fix an angle or block to the base and clamp it down then you"ll find it a lot more rigind.
Finally your clamping of the part leaves a lot to be desired. You"re milling a long way from the clamp and if that flat bar is even slightly bowed it will hinge all over the place. You could put a second clamp on it ir if you don"t have the room for that without fouling the cutter try at least putting some low level stops in the dis-used slots to prevent hinging. Another thing you could do is put a piece of paper under the part near each edge of the table. That will improve clamping forces a lot.

The Vertex is different from the others ... you have to buy a separate lathe-style chuck with an MT2 or MT3 arbor sticking out the back of the chuck. The main part has a MT2 or MT3 hole, and the body rotates on a horizontal axis to tilt. You don"t have to use the usual lathe-type chuck on it. For small work you can use a Jacobs chuck with arbor. I don"t think you can do rotation about 2 axes, just one; but I could be wrong. I have seen one at the tool store I go to and they have still not sold it after a couple of years so perhaps it is not as useful as I think but it sure does look nice.
As for the term "hinge", I made that up. The one I am thinking of is still called a rotary table; there are two parts ... the rotary table, and then the base. The two are connected on one side by the hinges (just two tabs with holes, a rod, and the horizontal hole in the base that the rod goes through). The tab parts fit over the edges of the base and the rod slides through the tab holes and the horizontal hole in the base.
Even with a rotary table that is not hinged, you can mount it vertically and in that position you might call it a dividing head because you can usually buy a tailstock for it, and, for certain ones the dividing plates.
I forgot to tell you that I had this. Again, I knew I would need one eventually, so I bought one even before I met you !! Have only started to use it.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Specification Unit XL6436 W Table size mm 1325 × 360 Table travel(X/Y/Z) mm 750/3 1 0/ 390 Max . swivel angle of table 45° Table feed step grade 8 Table feed range(X/Y/Z) mm/min 30-750/20-500/15-375 Table rapid speed X mm/min 1200 Table rapid speed Y mm/min 800 Table rapid speed Z mm/min 600 Spindle hole taper (V) 7:24, IS050; (H) 7:24, IS050 Arm travel mm 550 Distance between horizontal spindle center line and table surface mm (H)3 0 - 420 Distance between spindle nose and table surface mm (V)20 0-590 Distance between spindle center line and arm surface mm 200 Spindle speed range rpm (V) 12 step s, 60-1750; (H) 12 step s, 60-1800 T-slots (NO . /width/pitch) mm 3/18/80 Main motor power Kw (H) 5.5; (V) 4 Overall size mm 1800 × 2100 × 2000 Net weight kg 2 700

1. In the horizontal position, the left (top in the vertical position) hold-down notch has a rounded and painted surface on the top. This means the clamp bolt"s washer doesn"t sit parallel to the table. This means it has a tendency to slide around as it is tightened. I will probably mill it flat, shortly.
2. On the other end, it is difficult to get your fingers in to use a simple bolt to hold it down, so you need a step clamp to make it work. Not a problem as the slot is plenty wide enough.
3. There is a fair amount of backlash in the worm gear, but I haven"t even looked for an adjustment yet. There are 2 clamps on the side of the table and these can be locked in place to deal with the backlash.
6. There are 2 clamps, 4 bolts, and 4 t-slot nuts supplied. On a 6" table, it doesn"t take a big part to run out of clamping room. I have already made a simple ring to bolt down a part that I was making.
7. In the vertical position, the base is too wide to allow both slots to be used to clamp it down to the table. This is a concern for me. I found this out today and used a couple of 123 blocks to wedge it in position. There isn"t much room to use a clamp block as the clamps that are on the rotary table swing down very close to the mill"s table as it is rotated.
9. Remember to lock the mill"s table in place or you can get some very puzzling movement due to backlash in the mill"s table. It isn"t much but it can be a headscratcher!

This tailstock was designed for use with my rotary table. This has a centre height of 85 mm. I have made the height fully adjustable from 20 mm to 90 mm since it may be useful a...
The stage includes an optical rotary encoder with a digital TTL output signal. After 400x interpolation, the resolution of one encoder count = 0.07 arc-sec (0.33 µrad). Very fine encoder resolution is necessary to enable smooth velocity control by the servo system.
Stiffness measurements were taken by loading the bearing in different orientations and measuring displacement.Measured Axial Stiffness @ 80psi: 875 N/µmMeasured Radial Stiffness @ 80psi: 133 N/µmMeasured Tilt Stiffness @ 80psi: 14 Nm/µrad
Of utmost importance to this application was the very low error motion of the air bearing. Measurements were taken using a master ball and a capacitance probe. The master ball was mounted 50mm above the air bearing tabletop. Total radial runout error motion measured was less than +/-25 nanometers.

VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
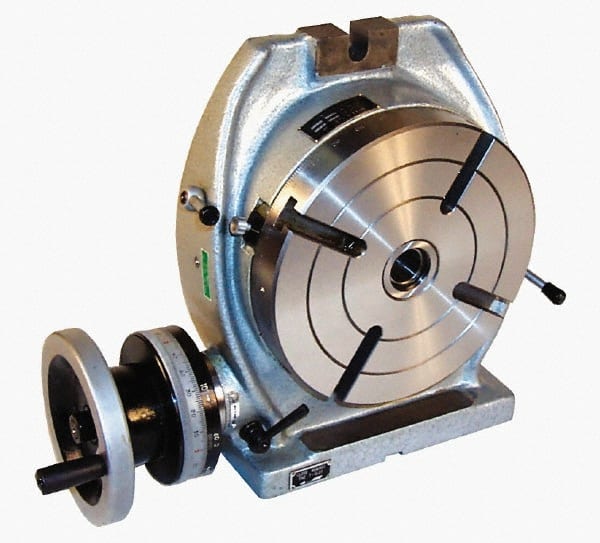
The mill rotary table is one of the main accessories of milling machine. As a precision work positioning device, it is widely used for indexing drilling, milling, circumferential cutting, boring, etc. The rotary turn table for milling machine is made from HT200 casting with high quality. It has already passed the ISO9001 quality system certification. They are are very popular on the market for their superior performance, excellent design and reasonable cost.
Both vertical and horizontal with two functions. Circle cutting, indexing drilling, milling and more complicated work are possible when the vertical position of the table is used together with the tail part.

Discussion on all milling machines vertical & horizontal, including but not limited to Bridgeports, Hardinge, South Bend, Clausing, Van Norman, including imports.
I have a Jet JTM-830 vertical mill with a 7-inch wide table. Would there be anything wrong with using a 10-inch rotary table? It would hang over a bit, but it seems like it would allow for easier clamping, and machine table movement would allow me to cover the whole table. I obviously don"t want one so large or heavy that it affects the machine, but on the other hand, a 6-inch rotary table seems like it would have too many limitations.
I have a 12" Van Norman rotary table (probably 125lbs+) I use on all our machines, from the Grizzly Millrite copy to the VN 22L. I wouldn"t LEAVE it bolted to the table of the Grizzly, especially run way over to one side, but if the knee won"t hold that up, it probably shouldn"t be called mill. Get a big "un.
18x72 L&S, Fosdick 3ft radial, Van Norman 2G bridgemill, Van Norman #12, K. O. Lee T&C grinder, Steptoe-Western 12X universal HS shaper, 16spd benchtop DP, Grob band filer, South Bend 10L
The 10" and 12" rotary table is fairly common in shops with standard Bridgeport mill types having a 9" table. The 10" should be adequate and a lot lighter than the 12"s. There are also 8" rotary tables. I doubt weight would be an issue for these smaller sizes.
Speaking of weight. The import RT"s are made quite a bit heavier than good domestic ones. That may be due to recycled materials not being as strong in thinner cross sections, less flex, less chance of failure in the casting process possibly. If you can, do a weight comparison between manufacturers you are looking at. As with a lot of the imports, they may be from the same factory, different label.
Your assessment is right on the money. Buy the largest table you are comfortable in handling. I use a 12" and wouldn"t want one any smaller. It"s just too damned hard to make acceptable setups on small tables. If it weren"t for the difficulty of handling the 15" Bridgeport table, I"d have bought that in place of the 12" one I own.
I"d have to admit that the majority of RT setups using toe clamps do eat up the outer 1"+ of the table surface. Thereby reducing the working envelope if no other means of work holding are available.
I hope to put up an I-beam trolly with an electric hoist to avoid lifting my 12" RT. I would not want to even think of lifting a 15" unit without a hoist system. LOL!
I did buy mine along with the dividing plates and tailstock, but the 12" diameter gets in the way for horizontal work. Fortunately I have a spin index, super spacer and gear indexing head to handle some of those areas. Since I have CNC capability now, it sure has spoiled my need for a RT as much.
That"s the one place size can work against you. I have the right angle plate for my Bridgeport, and it"s all I can do to put the rotary table on the mill when it"s mounted to the plate. A lifting device certainly wouldn"t be a bad idea, especially now that I"m older and don"t have the physical strength necessary to handle the table. I guess my advice might be tempered with the comment that it depends on how you"d use your table--------the smaller tables can be easier to use when doing horizontal work, and don"t eat up spindle clearance quite as much.
You could always buy a smaller table and then add an aluminum sub table to it to make it larger. My table is 8" and I plan to make a 12" table top 1" thick. Then you can drill and tap it for clamps or whatever you prefer.
You could always buy a smaller table and then add an aluminum sub table to it to make it larger. My table is 8" and I plan to make a 12" table top 1" thick. Then you can drill and tap it for clamps or whatever you prefer.
That"s an excellent way to extend any rotary table. I have a plate that is about 16" diameter that pins to the center hole of my table for quick setup. I also drilled and counterbored the mounting holes so nothing is above the surface when it"s installed. As you suggest, it"s easy to drill and tap holes as necessary.
Interesting responses. Thanks, gentlemen. I like the idea of the add-on plate, and I just happen to have a nice piece of ground aluminum tooling plate that should work in my non-production facility.
This is how that can work. This operation is milling radiused cheek horn slots (to 11"R) on locomotive axleboxes. The "plank" is a piece of 3/4" steel plate picked up as scrap and surface prepped. The DTI at right is placed so as to indicate rise of table and therefore exact depth of cut.
The rotary table is a restored 9" Troyke (ca 1949), a grimey lump picked up for peanuts on eBay but which turned out to be virtually unused under the grunge. I"m not sure of the weight of this but it"s about the heaviest table I"d want to lug around the workshop and keep off the machine and mount it each time I needed to use it.
Wo-ho. THAT is the way to make those large radious slots. ! ! ! ! I was going to tripple cut and blend with a file. What a neat trick. On the small work, flex wont be a big problem. Thanks . Thats why I lurk on this board.
Big Dave, former Millwright, Electrician, Environmental conditioning, and back yard Fixxit guy. Now retired, persuing boats, trains, and broken relics.



 8613371530291
8613371530291