
milling radius without rotary table brands

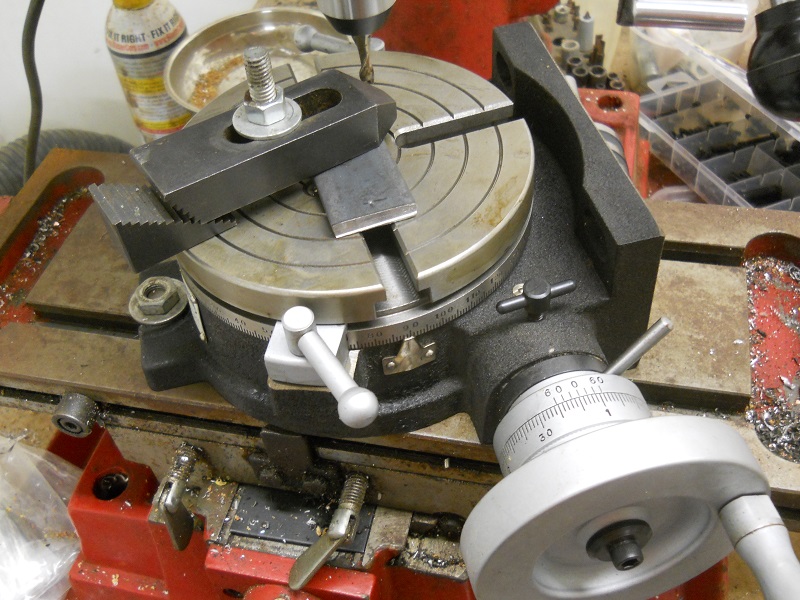
You say you have a rotary table. Use it. Make a setup similar to the photos in RichR"s post. Do conventional milling, which we would find in that last photo where the end mill rotates to the right, and the table would be rotated in a counter clockwise direction, so that the cutter and work are moving in opposite directions. For a plate 3/8 thick I suggest going with a four flute end mill. It will give a fine finish and have less chip load per tooth than a two flute.

I have a 12" Enco horizontal/vertical rotary table which I keep mounted permanently on my old mill/drill. It has a 1" diameter bore and I made an adapter for my 4" scrolling chuck. A threaded backplate and stud keep it securely fastened. To center the table, I put a scrap piece in the chuck and "turn" a cylinder with an end mill. I then use and edge finder to accurately align the true center of of the rotary table with the spindle axis. A test indicator mounted on the spindle would also work well. The mill has a DRO
I use the table to cut arcs. If the part has a single arc, I position the part so the center of the arc is on the table axis. All the linear features can be made by a combination of x, y and table moves. Just make sure to record the home position before moving and axis! A DRO really shines for this.
Lastly, I had done some very precise pseudo four axis machining by setting the table in a vertical position with the axis parallel with the x axis. The table was centered in the y direction by cutting four square faces, making a cut and rotating 90 degrees and repeating until all four faces were cut. A micrometer was used to measure the resulting square. The end mill position is half the measured thickness. I found the x position by facing the y-z face and locating the edge with a sharp point and a 50x microscope.
A custom tool setter system datum was made from a silver alloy relay contact mounted on the table and wired to an LED indicator. This was because one of the tools used was a .008" micro drill and another was a 0000 center drill. With setup, I could do tool changes very accurately.
Extraordinarily comprehensive, this popular and authoritative reference covers just about every possible subject a typical CNC programmer may encounter on a daily basis. Fully indexed to help the user quickly locate topics of interest, this "industrial strength" handbook presents most common programming subjects in great depth and is equally applicable to both CNC milling and CNC turning operations. Many advanced subjects are also covered, thus making this an unusually comprehensive reference for machinists, programmers, engineers, and supervisors. Filled with over one thousand illustrations, tables, formulas, tips, shortcuts, and practical examples, this widely respected publication is structured in a logical order that is readily adaptable to virtually all levels of CNC training, from the basic to the advanced.

I usually get a good many arguments started about rotary table setups. I worked in a large forge die shop, and I still do the setups the way we were shown in that shop. Probably 95% of the time you used a rotary table on a rotary head milling machine, so getting stuff on center was step #1.
The first thing to be pointed out is that the center hole and OD of the table aren"t necessarily on the axis of rotation. Easy to check, take the worm out of engagement and pull the table around by hand with an indicator zeroed on the center hole. Just like indicating a part in a four jaw.
If it is on center, that"s great. If not, you can eyeball your part on center and lightly clamp while you indicate it in by pulling the table around by hand and tapping it. If you don"t have a concentric hole or OD to use an indicator on, a center punch mark and a pump center can be used.
Once the part is on the center of the rotary tables axis, it"s a simple matter to center it under the machine spindle by locking the table and rotating the machine spindle and indicating like you would normally.

CNC rotary tables are a cost-effective alternative for the shops that cannot afford those high-end multi-axis machining centers. Though less versatile and efficient than a CNC machining center, a typical milling machine that incorporates a rotary table is able to carry out many more intricate tasks. In this article, we will walk you through the basic knowledge of the 4th and 5th axis CNC rotary tables, including how they work and what they can do for the shops.
In essence, it is a mechanical device that offers an additional rotational axis to a machine tool. It is typically designed to work with a milling machine so that the machine has the ability to carry out more complex cuts. Provided with a rotational axis, in a sense it combines a milling machine with a lathe. Besides giving an extra axis, rotary tables are also used for indexing and positioning tasks.
Rotary tables were invented in the early 20th century. The construction has not changed much since the invention except the way they are driven. At first, chains were used. But from 1918 on the shaft-driven mechanisms replaced them. As the technology of powered machines and computer control advanced, NC and CNC models hit the market in the late 20th century. CNC controls facilitated precision positioning and indexing.
The primary benefit is the indexing accuracy. In the past, millimeter-scale accuracy was enough for general-purpose machining applications since the part tolerance requirements were not high. Today, medical equipment, military, and automotive components require higher precision. That is why CNC tables with micrometer precision prevail across industries.
The standard CNC rotary tables are also called the 4th axis or 4-axis rotary tables. The 4th axis refers to the rotational axis, their most important feature. It upgrades an existing machine tool with x, y, z dimensions by adding an additional axis.
As mentioned earlier, the working principle of a 4th axis CNC rotary table is similar to the headstock of a lathe. They are both electrically powered to clamp a workpiece and make turns. The CNC system enables precision positioning so that the milling machine can make cuts on the desired surfaces of a workpiece.
An additional fourth axis is beneficial because it can be adjusted for particular amounts of rotary motion. The degrees the table rotates are pre-programmed and accurately controlled by the computer. The other benefit is that it allows the milling machine to work on cylindrical parts. The milling machine can cut grooves, slots, and planes on the outer diameter of a bar.
The precision indexing ability of the rotary table enables the machine tool to cut equidistant holes in a workpiece around 360 degrees across its surface. Repositioning of the workpiece is not required during such an operation. Similar operations such as arc cuts and curved contours can be performed in a run as well.
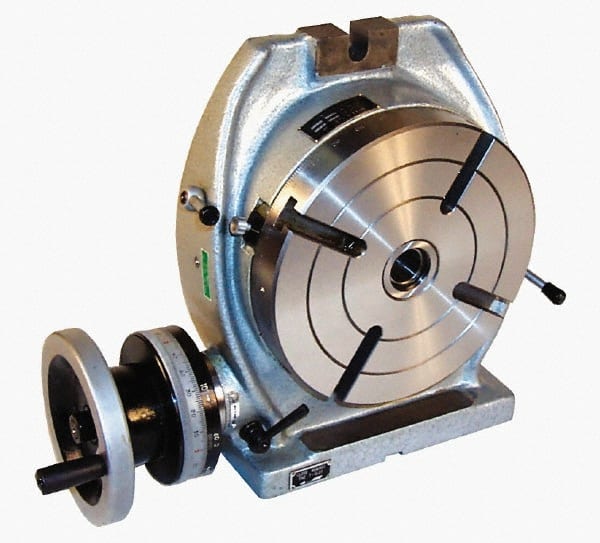
A 5th axis CNC rotary table provides two additional machining axes to a machine tool. Besides the rotational axis, the 5-axis rotaries have another swinging axis. In other words, the table not only turns but also tips. With two more axes, the machine tool is able to perform multi-plane machining.
The working mechanism of a 5-axis CNC rotary table is simple. As you can see in the image above, the rotary is mounted onto a swivel base. In addition to the swivel, other designs such as a swing bed are also available to provide a tilting axis to the table. Here is a video showcasing the moving axes.
A 5th axis CNC rotary table not only features precision positioning but also eliminates multiple setups that are required for complex machining applications. Compared to the standard CNC rotaries, the 5-axis table covers more surfaces on the workpiece. The milling machine can machine a workpiece on any four of the five axes at the same time, which reduces the production lead time significantly.
The 4th and 5th axis CNC rotary tables have their own pros and cons and are suitable for particular applications. The 4th axis rotaries are apt at precision indexing for simpler designs whereas the 5th axis tables excel at complex designs but the rigidity is compromised and chatter or deflection may take place accordingly. The shops should choose a model that meets their actual requirements.
After the operator enters milling instructions into a computer, the 3-axis CNC machine will automatically complete the task by using a tool to cut along three axes — X, Y, and Z, or left-to-right, front-to-back, and up-and-down. Both CNC milling and CNC turning fall under the umbrella of 3-axis machining. However, they function slightly differently.
When using a 3-axis CNC milling machine, the material block remains fixed in a vice or on a machine bed. Rotating drills or cutting tools are connected to a spindle and move along the X, Y, and Z axes, removing shavings to accurately form the final component. 3-axis CNC milling machines are excellent for producing most geometries and simple parts.
By contrast, in the CNC turning process, the workpiece is attached to a rotating spindle, and a lathe shapes the component. As the spindle holding the workpiece rotates, a center drill or cutting tool traces the component’s outer and inner perimeters or creates holes along the center axis. Compared to CNC milling machines, CNC lathe turning machines produce parts faster and offer cheaper per-unit costs, which is advantageous for high-volume production runs.
Like 3-axis CNC milling, the cutting tool only moves along three axes and doesn’t maintain continuous contact with the workpiece in indexed 5-axis CNC machining. However, the machining table and tool head can automatically swivel in two directions between operations. Indexed 5-axis machining is great for manufacturing housings, jigs, and fixtures. It falls somewhere between 3-axis CNC milling and continuous 5-axis CNC machining in terms of speed, precision, and the ability to handle complex geometries.
Turning mill CNC centers are practically identical to CNC turning machines, with one exception — they’re equipped with CNC milling equipment. The workpiece is attached to a spindle that can either rotate or remain stationary while cutting tools remove material from it. By combining the elements of CNC lathe machines with milling tools, mill-turning CNC centers offer high levels of accuracy and geometric versatility, making them great for creating parts with loose rotational symmetries, such as camshafts or centrifugal compressors.
Not only do these types of 5-axis CNC milling machines offer greater accuracy when machining deeper parts and hardened materials, but they also offer higher yields and faster machining speeds. However, 5-axis machining is more expensive due to the specialized equipment necessary and the need for expert workers.
The main difference between 3-axis and 5-axis milling machines is that the workpiece can be worked on from three axes with the former and five axes with the latter. Both are highly versatile, automated, and replicable production processes that will enable you to quickly and cost-effectively create accurate components. However, you may opt to use one over the other for a variety of reasons.
Still on the fence about using a 5-axis CNC machine vs. a 3-axis machine? Fast Radius can help. Our team of experts can talk you through your CNC machining options and help you choose the process that’s best for your project. As a trustedCNC machining partner, Fast Radius also offers high-quality CNC machining capabilities with router-, lathe-, drill-, and mill-based CNC machining equipment. Contact us today to get started.

The UMC-750 is a vertical machining center that consists of 5 axes and measures 30"" x 26"" x 25"" with 630 x 500 mm, combined with a 2-axis trunnion rotary table. It ...
... Axis Vertical Machining Center; 30" x 20" x 20" (762 x 508 x 508 mm), with 630 x 500 mm integrated high-speed 2-axis trunnion rotary table, 40 taper, 30 hp (22.4 kW) ...
PW series horizontal machining center structure with fixed-distance spindle box design ensure fast speed and high precision. Integrated with function of milling, drilling, tapping, boring.
PW series horizontal machining center structure with fixed-distance spindle box design ensure fast speed and high precision. Integrated with function of milling, drilling, tapping, boring.
is an horizontal high-speed working center with “T” solution, fixed brigde and moving-rotating table. This machining center is the right combination ...
... Controlled rotating/titling rotary table is equipped with linear encoders, assuring high accuracy in simultaneous machining of 5 axes and positioning at any angle. As a result, you get ...
... precision mechanics sectors. The automation level of the machining centre CASTEL Terus 250 can be adjusted to the modern production requirements by the use of the automatic milling accessory change and ...

CNC milling, also known as CNC turning, is one of the most common types of precision CNC machining. CNC, which is an acronym for computer numerical control, is applied to machining services by way of computer programs specifically designed to run the tools automatically and independently.
Most milling machines used in CNC milling would be present at a CNC machine shop, and they are utilized by a variety of industries, including automotive, medical, food, metal fabricating, engineering, packaging, fire and security, electronics, and telecommunications. CNC milling is used primarily for engraving applications because of its ability to work in multiple axes combined with conical tools and precise cutters, which provide precision without affecting the speed of operation. These features allow for two types of milling machines: vertical and horizontal. The vertical mill holds and moves its cutting tools on a vertical axis, although it is able to move on that axis and cut and/or drill from above, the sides, and the front. The horizontal mill does the same thing, except it holds and moves cutting tools on a horizontal axis and has a rotary table allowing for multiple angles of contact, hence the term “universal table.” Vertical mills are most commonly employed for one-dimensional pieces and are the bulk of CNC milling machines. Horizontal mills work in multiple axes and are more expensive and rare, but they can be incredibly effective because the maneuverability of cutting tools get a custom part done in one machine operation.
Within the bounds of vertical and horizontal milling machines, there is a plethora of specialty milling machines, such as the dovetail milling cutter, which produces a dovetail groove for joining parts, and the corner rounding cutter, which produces a sleek, finished radius on workpiece edges. Just like drilling, grinding, and cutting machines, milling machines must cut through hard products, such as metal, wood, and stone. This requires it to be built of stuff just as tough, so milling machines can be made from cobalt, carbide, steel, micrograin carbide, ceramic, or diamond PCD. Milling machine finishes include aluminum titanium nitride, diamond, and aluminum oxide. Such machinery is dependable and productive as well as being almost completely independent of human care.
One of these automated fabrication methods is CNC milling. It is a process where rotary cutters remove material, which makes it the opposite of CNC turning.
The milling centres do not just perform the cutting automatically, but also the changing of tools. During the average process of creating a finished product from a block of metal, for example, various tools are used.
These are two of the most prevalent milling operations, each using different types of cutters – the and mill and the face mill. The difference between end milling and face milling is that an end mill uses both the end and the sides of the cutter, whereas face milling is used for horizontal cutting.
These tools usually have a flat bottom but not always. Round and radiused cutters are also available. End mills are similar to drills in the sense that they can cut axially. But the advantage for milling lies with the possibility of lateral cutting.
Slab mills are not that common with modern CNC machining centres. Rather, they are still used with manual milling machines to quickly machine large surfaces. That is also why slab milling is often called surface milling.
Woodruff, or keyseat/keyway cutters are used to cut keyslots into parts, for example shafts. The cutting tools have teeth perpendicular to the outside diameter to produce suitable slots for woodruff keys.
Threading operations are usually carried out on drilling equipment. Using a thread mill, though, is more stable and has fewer limitations regarding the environment.
The cheapest of the bunch. And this is exactly why it still finds use. As carbon steel is not very durable, it is only suitable for low-speed operations.
Cutting ceramic tools are prone to cracking when used on hard materials and with high temperatures. Therefore, they are not really suitable for machining steels, for example. Otherwise, a short tool life is to be expected.
Cemented carbide is another step towards high performance milling because of the aforementioned properties of such milling machine tools. In the long run, they are a more cost-efficient choice while the up-front costs are higher.
For example, if certain inside radii are necessary, the tool cannot deviate from them. At the same time, you can use a large tool for milling away the bulk of it and apply a smaller one to finish the inside corners.
The helix angle, along with the rotation speed of the spindle, determines the cutting speed or feed rate. A steeper angle is suitable for softer materials and metals.
Choosing the right milling cutters for your job needs an understanding of the materials, parameters and definitely some experience. The final outcome depends on these choices and a machinist must understand what material cutters are suitable for cutting different mediums.



 8613371530291
8613371530291