
milling radius without rotary table made in china

As for tightness of everything that is debatable as many of the Chinese imports don"t mate up part correctly. You need to make sure everything is well fitted on the mill and rotary table. This means properly fitted gibs on linear slides and a rotary table mechanism that properly mates up.
I might ask how does the mill work cutting the same material with the same tool without the rotary table. If the machine does better without the rotary then you have a couple of possibilities. The rotary table needs work. Or the hight of the rotary table gives the cutter enough leverage to hi light issues with the linear slides on the mill.

The way that I was taught is that you have to make up a test bar. Take a piece of 12" by 1" roundbar, drill two centre holes in it"s ends, on your lathe and take a parallel cut between centres. Once you have corrected the error of your lathe and both ends of the test bar measure the same diameter, you can then use the test bar in your milling machine as well, to set the tailstock of the dividing head as well as the alignment of the bar to the table axis.

when I was young, strong, healthy, and thought nothing of lifting it, a 10" H & V was my first choice. I still think it was a good choice for the work I mostly do, and this is where you may decide to compromise. If you do small work, an 8" table is much lighter and more convenient to set up. Stood vertical, it interferes less with the spindle to reach center. I don"t think a 6" is a good choice unless you know you will only be working miniature stuff. You use a considerable percentage of a small table just for set ups and hold down clamps on a lot of work, and a small table does not leave much room.
I like 90:1 gear ratio for circular milling, which is presumably your primary interest with a rotary table. My 10" table is 90:1, and that is a pretty good ratio for milling diameters (hand cranking) out to 12" or so. My 20" table is also only 90:1, and out near or past the rim (I do one part at 32" diameter) that always seems _very_ coarse.
If most of your work is small, round to begin with, and will actually be dividing work, where you index the table, lock it, and then drill a hole or mill a slot with the machine axis drive, you might find a dividing head more useful. For instance, I"ve made gears on a vertical rotary table, and in a spin index. On the table, you need an insert collet chuck or other arrangement in the center hole to get the work out far enough to clear the cutter. It"s a lot more convenient on a dividing head. OTOH, I don"t find it fun or convenient to do much circular milling on a dividing head if the work diameter is much over a few inches.
Dividing heads typically are 40:1, so faster to index, position to positon. But the milling capability on a radius is limited by the "coarse" ratio to smaller diameters, as is the usual work holding (collet or chuck) arrangement. A dividing head will tilt from below horizontal to past vertical, so you can mill, drill, bore or shape profiles at any angle in between.

Lathe slides are designed to resist only turning forces which is usually directly down onto the slide. You are milling which puts loads on the slide it wouldn"t normally see. Make sure that the gibs on your slides are snugged up to reduce any lift or lash and if you don"t intend moving the slide during your milling, lock it up tight.
Another thing I would do it add some support to the rear of the table. If you can fix an angle or block to the base and clamp it down then you"ll find it a lot more rigind.
Finally your clamping of the part leaves a lot to be desired. You"re milling a long way from the clamp and if that flat bar is even slightly bowed it will hinge all over the place. You could put a second clamp on it ir if you don"t have the room for that without fouling the cutter try at least putting some low level stops in the dis-used slots to prevent hinging. Another thing you could do is put a piece of paper under the part near each edge of the table. That will improve clamping forces a lot.

To start a return, you can contact us at info@accusizetools.com. If your return is accepted, we’ll send you a return shipping label, as well as instructions on how and where to send your package. Items sent back to us without first requesting a return will not be accepted.

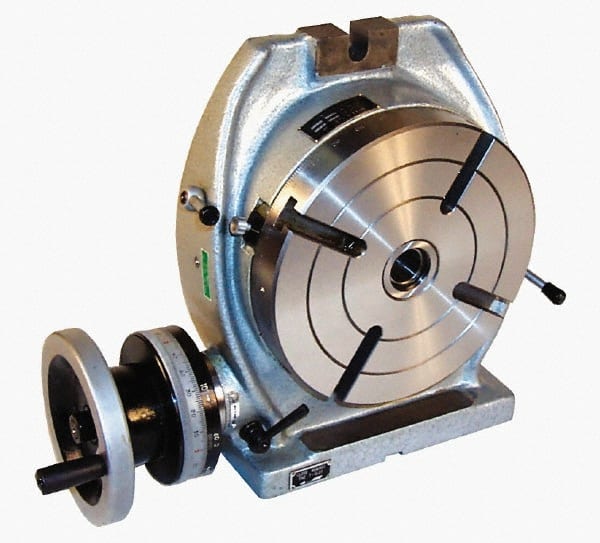
The vertical & horizontal rotary table is one of the main accessories of milling machine. As a precision work positioning device, it is widely used for indexing drilling, milling, circumferential cutting, boring and so on.
Our amazing rotary table is made from HT200 casting with high quality. It has already passed the ISO9001 quality system certification. They are are very popular on the market for their superior performance, excellent design and reasonable cost. They are definitely your best choice!
Our rotary table is both vertical and horizontal with two functions. When the vertical position of the table is used together with the tail part, it is also possible to complete circle cutting, indexing drilling, milling and more complicated work.
It"s not difficult for you to adjust the rotary table milling machine. What you should to do is just adjust the handle to the position where you want. Because the precise scale is marked on the dial.
If you purchase our product, we are going to give you a free wrench, 2 positioning keys and screws. When you install the vertical & horizontal rotary table, these accessories will bring you a lot of conveniences.
This machine is designed for milling, drilling, fixture boring and many common workshop applications. It makes it possible for operators to drill or cut work at exact intervals around a fixed axis in the process of working.

The mill rotary table is one of the main accessories of milling machine. As a precision work positioning device, it is widely used for indexing drilling, milling, circumferential cutting, boring, etc. The rotary turn table for milling machine is made from HT200 casting with high quality. It has already passed the ISO9001 quality system certification. They are are very popular on the market for their superior performance, excellent design and reasonable cost.
Both vertical and horizontal with two functions. Circle cutting, indexing drilling, milling and more complicated work are possible when the vertical position of the table is used together with the tail part.
Mr. Straessle is pL Lehmann product manager at Exsys Tool. He says that while five-axis machines have become more affordable, they still can be two to three times the cost of a three-axis VMC, depending on the model. Therein lies one advantage to rotary tables, which, when installed on the bed of a three-axis VMC, combine a rotational C axis and a tilting A axis to enable the machine to perform either five-axis positioning work (aka 3+2 machining) or full five-axis contouring. Three-axis VMCs outfitted with two-axis rotary tables are commonly smaller than five-axis machines, too, saving valuable floor space. Unfortunately, they also tend to have tighter work envelopes, meaning a sizeable rotary table will be more restrictive of a machine’s movements.
A compact rotary table preserves work envelope space, providing more room for spindle and tool movement. Plus, shops have the option to use just the rotary table, mount standard vises next to it or remove the rotary table altogether, which is made simpler when the rotary table has a zero-point-type locating system to eliminate the need for alignment when it is removed and then remounted.
That said, Mr. Straessle says compact rotary tables still must possess design elements that enable them to perform effectively for a range of work. Here, he details four such features inherent to the pL Lehmann 500 series of modular-designed rotary tables, available in North America through Exsys Tool.
1. Load capacity. The compact 500 series provides load capacities that, in the past, were only available with larger rotary tables. For instance, the 3-inch rotary tables in this series are generally half the size of comparable units, but can handle workpiece loads as heavy as 400 pounds, he says.
2. Speed and torque.Rotary tables commonly use either direct-drive or gear-driven technologies, the former able to achieve high rotational speeds and the latter offering high torque. The 500 series uses the company’s pre-loaded gear drive (PGD) design, which is said to offer the best of both worlds in terms of high speed and high torque while being as much as four times as rigid as direct-drive systems. Plus, it enables the rotary tables to generate rotational speeds as fast as 160 rpm with virtually zero backlash.
3. Spindle clamping power.Once a rotary table is oriented to the desired position, an effective spindle clamping system is needed to securely hold that position during machining operations. Some rotary tables use an external intensifier or some other type of standalone hydraulic unit combined with disc braking to achieve necessary clamping forces. Conversely, the 500 series features an integral unit that converts air pressure into hydraulic holding power, using a
4. Monitoring system.The 500 series features a self-contained, internal monitoring system used to track and record vital rotary table information, including temperature, rotational speed and clamping force. It also detects internal pressure decay.
In addition, the rotary tables have USB ports to enable users to download monitoring data to log the operational history of the table. Not only does this data highlight crashes or malfunctions, but it also facilitates more effective preventive maintenance by offering early warnings to possible issues so users can avoid unplanned downtime. Plus, the monitoring system activates a series of LED warning lights when it recognizes a potential problem. For example, a blinking orange light is an alert to a situation that can be addressed before it becomes serious, while a continuous red light means immediate attention is needed. Because these rotary tables integrate with all the common machine tool CNCs, users can have warnings displayed on the control screens, too. By connecting a laptop running software such as pL Lehmann’s TeamViewer, users can also solicit assistance via the Internet from a company technician who can log on to assist in troubleshooting.
Mr. Straessle says the company guarantees the spindles on its standard rotary tables to achieve runout of 5 microns and its high-accuracy models to achieve runout of less than 3 microns (the latter is commonly used in grinding applications). In addition, glass scales provide ±1-arcsecond positioning capability for the C axis. These rotary tables are also sealed to prevent internal contamination that could hinder performance and feature a motor housing internally pressurized with oil to achieve an IP67 rating.

Rotary table in market mainly includes 4 kinds of mechanism that is worm gear, roller cam, DD driver and harmonic structure. The following is the introduction:
1. worm gear: it’s one of the most popular structrue in NC rotary table because of its irreversibility and costs.The worm is generally made of bronze, but the wear resistance is poor. In order to improve the service life, some manufacturers use the alloy steel.
3.DD motor: it’s the most efficient rotary table with the highest precision. It has the highest precision because it has no mechanical structure, which is directly driven by motor , no reducer. It has high technical difficulty and high price. It is generally used for five axis machine tools.

That is precisely the way a CNC mill works and it will get the job done if the steps are small enough and you have enough patience. I once had to mill a .012" square hole in a piece of brass shim for an optical application. I used a .005" diameter end mill and worked under a microscope to see what was going on. The individual steps were very apparent at that level. Obviously a larger end mill will make the steps less apparent. I think I would get looking for a rotary table though, it"s gonna take a lot of time to create an arc with that technique.



 8613371530291
8613371530291