
how does a gas safety valve work in stock

Most modern appliances have safety features built in, but your gas oven safety valve is arguably the most important. If an electrical appliance malfunctions, it can cause a fire, but a misfiring gas oven could potentially blow up your house. You don"t really need to know how the safety mechanism works to use your oven, but you may find that it gives you some extra peace of mind.
Broadly speaking, there are two ways a built-in safety mechanism can work. One option is that it remains "open" by default and to shut off if certain conditions are met. That"s how fuses and circuit breakers work in an electrical circuit: Ordinarily, the electricity is free to flow, but if the current grows too large, the fuse or breaker will blow and cut off the circulation of electricity.
The other option is for your safety mechanism to be "closed" by default and allow a device to operate only when the correct conditions are met. That"s how a gas oven safety valve works. Gas ordinarily is prevented from flowing, and if the valve is working correctly, it opens only when you want to light your oven.
Many gas stoves use what"s called a "hot surface igniter," a bar or element (similar to the ones on your stovetop) that gets hot enough to ignite the gas on contact. Gas oven safety valves on stoves with this type of ignition system take a couple of different approaches.
In one approach, a bimetallic strip operates the valve. It harnesses a simple scientific principle: Metals expand and contract at different rates when they"re heated and cooled. If you bond two suitable metals together in one strip, that strip will flex to a predictable degree as the temperature goes up and down. Wall-mount thermostats often use this principle, as do analog oven thermometers and the thermometer in the lid of your gas grill.
As appliance-repair website PartSelect explains, turning on your gas oven causes electricity to flow into the heating element of your hot surface igniter. As the igniter heats up, it warms a bimetallic strip inside your gas oven safety valve. When the igniter reaches its operating temperature, the bimetallic strip opens the valve and allows the gas to flow, igniting as it crosses the heated surface.
One intriguing thing about electricity is that a change in temperature can affect how well it passes through certain materials. For example, a lot of research revolves around superconductors – materials that offer very little resistance to an electrical current – but superconductors typically must be heavily chilled to work.
According to heating-equipment vendor Anglo Nordic, gas oven safety valves use a variation of that principle to operate. In these stoves, the flow of electrical current through the hot surface igniter becomes the control mechanism. The igniter"s bar is made of a material that offers less and less resistance to electricity as it heats. When it reaches the temperature required to ignite the gas, its resistance becomes low enough to trip the safety valve and open the flow of gas.
More modern ranges use an electrical igniter. When you turn on your oven, the gas begins flowing immediately, and it sends an electrical current to a piezo electric igniter. The current makes the igniter spark (like the manual igniter on your gas grill) and lights the oven"s burner. In this case, the safety valve works in the opposite way: An electronic sensor checks for the heat caused by ignition after a few seconds, and if it"s absent, it will close the valve and shut off the flow of gas.
It"s worth pointing out that not all gas ovens have a safety valve in the conventional sense. Older stoves simply use a pilot light, a small but constant flow of gas, which, in turn, feeds a small, candle-like flame. You essentially are the safety mechanism in this system: It"s up to you to check that the pilot is lit. When you turn on the gas manually, the small pilot flame ignites the main flame. It"s a mechanically simple system, which makes it durable, and for that reason, you"ll still see it used on commercial restaurant ranges, which must stand up to decades of heavy use.

The functional standard conforms in all aspects to CSA, Delta C, CE, Gas Mark and JIA for international high quality standard, which complies with low pressure 1/2PSI gas appliances.
100% in-house quality assurance inspection with all gas valve for leakage testing procedures in strict conformance to safety regulations requirements for high precision and reliability.

As a design engineer responsible for developing and specifying boilers, dryers, furnaces, heaters, ovens and other industrial heating equipment, you face a daunting labyrinth of standards and industry regulations. Regulatory bodies sound a bit like alphabet soup, with acronyms like UL, FM, CSA, UR, AGA, ASME, ANSI, IRI, CE and NFPA tossed about. This article will help explain a common task for many thermal processing equipment specifiers: meeting the requirements of key codes — including Underwriters Laboratories (UL), Factory Mutual Insurers (FM) and the National Fire Protection Association (NFPA) — for safety valve equipment used in process heating applications.
Key to designing safety into your fuel train configurations are familiar technologies such as safety shutoff valves and vent valves as well as visual-indication mechanisms and proof-of-closure switches.
Your design skills come into play with how you take advantage of the wide range of products available. You can mix and match solenoid and safety shutoff valves — within designs from catalytic reactors to multi-zone furnaces — to create easily installed, cost-effective solutions that comply with all necessary standards. (See table.)
Make sure, however, that you start with a good grasp of valve element fundamentals. For example, examining a proof-of-closure (POC) switch underlines how reliably modern valves can ensure combustion safety. The POC unit provides an electrical contact interlocked with the controller safety circuit. In a typical design, the switch is located at the bottom of the valve, positioned to trace the stroke of the valve disc. When the disc seal reaches the fully closed position, it triggers the mechanism to push down on the contact, closing it and triggering the unit’s visual indicator to show open or closed status. As a result, the operator can act with full confidence in situations where it is critical that a safety valve be safely closed.
To provide ease of installation, many users prefer valves with modular capabilities. For example, to reduce mounting complexity, you can choose modular gas safety shut-off valves — combining a solenoid valve with an electrohydraulic motorized valve for a compact double-valve footprint, a slow-open feature and high flow rates. An accompanying actuator can provide on/off or high/low/off firing rates as well as visual indication and proof of closure for compliance with most industry standards.
Also, you may want to look for valves that include useful features such as pipe taps, which can facilitate accurate pressure readings and leakage testing.
Knowing your valve choices — and how they meet given codes and standards — can reduce the time required for design and production while facilitating compliance. This results in safer, more efficient and cost-effective heating process installations.

For example, new regulations require utilities install curbside excess flow valves for all new home construction. These regulations resulted from years of learning and experience of the potential danger of ruptured gas lines between the roadside gas pipes and a home’s gas meter. When gas utilities install curbside excess flow valves, accidental ruptures of the gas line from landscaping and excavation no longer present danger to the home and community, since the EFV will automatically stop gas from flowing.
As good as our gas service is in the United States, we continuously improve on safety for our homes, based on what we learn from past incidents, and the experience both domestically and internationally.
The gas utility is responsible for the integrity of the gas supply to the home up to the meter. The responsibility for the integrity and safety of the gas line after the gas meter lies with the homeowner.
Gas line ruptures can happen within the home as well, when nails or drills inadvertently compromise gas supply within the home. And many gas appliances use plastic tubing, which can corrode and deteriorate over time.
Fortunately, TECO Americas provides homeowners with the same type of technology used by gas utilities to protect their family, home, and furnishings from inside the home.
For this reason, responsible home owners install GST Excess Flow Valves, often with their gas appliance connectors, protecting them from internal gas line ruptures, or disconnections.
When the cause for the excess flow of gas is remedied, the GST EFV automatically resumes the flow of gas. The device recognizes a balance between the upstream flow rate and downstream flow rate through a small hole in the valve.
Different models of the GST EFV can be selected, depending on the pipe sizing and desired sensitivity to flow rates. Models are available that will trigger at any of the following flow rates:
The GST EFV is easily installed with previously installed gas appliances, as well as new appliances. It can also be installed in manifolds that service multiple gas appliances.
TECO Americas is introducing the GST EFV to homes throughout North America using the same patented technology that has protected homes throughout Europe and Asia for over 30 years.

Working in the HVAC, combustion, propane, and industrial markets requires tools and equipment that can handle the demands of process complexity in a safe and efficient manner. One area you should never skimp on is that of your gas regulators.
These handy devices work hard to ensure the gas flowing through the lines into the equipment does so at the right pressure. Too much gas pressure can lead to a catastrophic explosion, harming others and destroying property. Conversely, not having enough pressure will render your equipment useless.
We understand that the world of regulators can be a little confusing. Each type serves a different purpose based on the application. Although you can rely on experts like us to help you out, understanding what a regulator is, how it works, the difference between pressure reduction and pressure regulation, and dual-stage vs. single-stage, will aid you in finding the best product for the job.
Designed in 1835, the regulator’s concept is easy, and its impact has been long-lasting. There are various types of regulators, but their function is the same: to use a valve system to control natural gas or propane pressure or other gas flow.
Common appliances that use regulators include gas stoves, propane grills, or oxy-fuel bottles for welding. Each type of regulator’s components consists of a set spring attached to a rod that runs down from a set screw through a diaphragm into the valve.
There are three primary operating components working together to regulate the pressure within the valve. The loading mechanism determines the delivery pressure. Most often, it is a spring. The sensing element, or diaphragm, senses the force against the spring. Finally, the control element accomplishes the reduction of the inlet pressure through to the outlet pressure.
Gas enters the regulator’s chamber, putting pressure on the diaphragm. The diaphragm then moves upward as controlled by the set spring. This allows a specific flow of fuel from the source to the appliance or device. Adjusting the control knob determines the rate of flow and the pressure. Turning clockwise will push the diaphragm down and allow more gas to come into the valve. Turn counter-clockwise to reduce the amount of fuel and pressure.
The mechanics of the gas regulator work well together. However, there is another component that comes into play called the surrounding air. Atmospheric pressure, based on the elevation above sea level that the building sits, will affect gas pressure. The inner parts work by sensing the pressure both upstream and downstream. The air pressure affects the way the regulator senses downstream pressure.
The application between the two types is the main difference. A pressure reduction regulator is used to reduce the input pressure of the gas, so that it is at the ideal pressure on the outset. It is a normally open valve installed upstream of the pressure-sensitive equipment it needs to regulate, as it controls downstream pressure.
Pressure regulation is often called a back-pressure regulator or back-pressure valve. Its purpose is to maintain a set pressure at the inlet. It is a normally closed valve and is installed in parallel with or just after sensitive equipment to maintain upstream pressure.
Dual-stage regulators utilize two regulators within the same housing, which operate to reduce pressure in two steps instead of only one step. At the first stage, the pressure of the supply (inlet) gas is reduced at an intermediate stage, generally about three times the maximum working pressure. The second stage further reduces the pressure to a reasonable working pressure. Sometimes, a dual-stage regulator may have two safety valves to lessen the possibility of an explosion.
Single-stage regulators only have one regulator in which the gas supply enters, and the pressure is reduced. The delivery pressure is not as controllable as a dual-stage one is; thus, it should be used in operations where it can be monitored and easily adjusted as required, or the source pressure is nearly constant. An example of a single-stage regulator is a line regulator.
Choosing which type to use should be based on the required consistency of gas flow needed for operating. Consider what kind of gas flow is required, and then make your choice.
The types of regulators are extensive and include appliance, line and service, pilot operated, direct acting, high pressure, back pressure, relief valves, and propane regulators. You can even find specialty items such as high-purity regulators for those unique jobs. At Norgas Controls, you can find the right type of regulator for your specific needs.
Norgas’ team of experts can help you find the right gas regulator for your application from our extensive inventory or design a custom solution to meet your specific needs. We have an extensive inventory of gas regulators ready to ship within 24-hours of your order.
Need to set up a quote for a client? Contact us. We will give you everything you need, from pricing to literature, to provide your customer with an accurate quote that will give you a leg up against the competition. We are your one-stop-shop for all your gas regulators, meters, valves, and accessories.

These valves do not fail very often. Normally the problem is with the ignitor not drawing enough amperage to open the valve. Even if the ignitor is glowing orange it is likely still the cause of the burner not igniting. Technicians refer to this as a "weak" igniter.
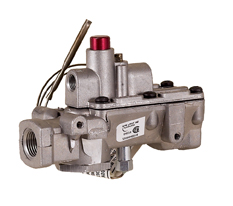
Dual gas safety valve assembly. The gas oven safety valve works with the oven igniter to provide gas to the burner. If the safety valve fails, the oven won’t heat. Since safety valves rarely fail, be sure to check more commonly defective parts before replacing the safety valve.
These valves do not fail very often. Normally the problem is with the ignitor not drawing enough amperage to open the valve. Even if the ignitor is glowing orange it is likely still the cause of the burner not igniting. Technicians refer to this as a "weak" igniter.
These valves do not fail very often. Normally the problem is with the ignitor not drawing enough amperage to open the valve. Even if the ignitor is glowing orange it is likely still the cause of the burner not igniting. Technicians refer to this as a "weak" igniter.
These valves do not fail very often. Normally the problem is with the ignitor not drawing enough amperage to open the valve. Even if the ignitor is glowing orange it is likely still the cause of the burner not igniting. Technicians refer to this as a "weak" igniter.
These valves do not fail very often. Normally the problem is with the ignitor not drawing enough amperage to open the valve. Even if the ignitor is glowing orange it is likely still the cause of the burner not igniting. Technicians refer to this as a "weak" igniter.
These valves do not fail very often. Normally the problem is with the ignitor not drawing enough amperage to open the valve. Even if the ignitor is glowing orange it is likely still the cause of the burner not igniting. Technicians refer to this as a "weak" igniter.
NOTE: Once you have shut off the gas at the meter, do not try to turn it back on yourself. If the gas service shutoff valve is closed, PG&E or another qualified professional should perform a safety inspection before the gas service is restored and appliance pilots are relit.
PG&E crews will need to gain access to properties. Every gas meter must be inspected and gas crews must ensure that no gas is flowing on the customer"s property. Turning gas off at every meter is a necessary first step.
As reminder, PG&E employees always carry their identification and are always willing to show it to you. Customers should always ask to see valid identification before allowing anyone claiming to be a PG&E representative inside their home. If a person claiming to be a PG&E employee has identification and you still feel uncomfortable, call PG&E’s customer service line at 1-800-743-5000 to verify PG&E"s presence in the community.
It is important to know which appliances in your home run on gas. The most common gas appliances are stove top ranges, ovens, water heaters and furnaces.
Many older gas appliances and most water heaters have a small, continuously burning gas flame—the pilot light—that ignites the main burner. Some newer models have electronic igniters.
If the pilot light is out, shut the gas off at the appliance’s gas shutoff valve. Always wait five minutes to let gas disperse before trying to relight an appliance pilot light.
Follow the appliance manufacturer"s instructions to relight a pilot light. Often, basic relight instructions are located inside the main burner compartment door. If you cannot relight the pilot light yourself, call PG&E or another qualified professional for assistance.
Most gas appliances have a gas shutoff valve located near the appliance that lets you turn off the gas to that appliance only. In some cases, turning off the gas at the appliance"s shutoff valve will suffice if there is a gas leak or the appliance needs to be replaced or serviced. You should have an appliance gas shutoff valve installed at each gas appliance so that you can turn off the gas to that appliance only, instead of shutting off all gas at the main gas service shutoff valve.
When lighting the burners, light the match before you turn on the gas. If the flame goes out, turn off the burner and let the gas disperse before relighting.
Clean away any grease, oil or debris from the area to prevent a grease fire. In the event of a grease fire, never add water. Use baking soda or, if the fire is in a pan, use a lid to smother the flame. Stock your kitchen with a fire extinguisher.
If your water heater is elevated, make sure the platform is sturdy enough to withstand the weight of the water heater if it moves during an earthquake.
Do not use anything that could be a source of ignition, including cell phones, flashlights, light switches, matches or vehicles, until you are a safe distance away.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Trouble turning on your gas stove? If your igniter is glowing but there is no flame, then one of two components in your range are at fault. These components are the “safety valve” and the igniter itself.
Take a clamp-on type ammeter, and attach it to the circuit to determine whether the igniter is working efficiently enough to open the safety valve. Clamp your meter onto the wire that either goes to the bake burner igniter or the bake burner safety valve. Turn on the bake function, and see what current is drawn. Typically your meter will show 2.8 – 3.0 amps for a normal current draw for a working igniter. If your meter is showing 2.7 or lower then you can assume that the igniter is not drawing enough current to actually ignite the flame, and therefore it won’t open the oven safety valve to allow the gas to enter the burner chamber. If this happens, it’s time to replace the oven burner igniter.
For a “hot surface” or “glow bar igniter” you can test their power continuity using a multimeter. Simply insert both leads onto the terminals for the igniter and measure the resistance. If it shows resistance, it has continuity. No resistance? No continuity. Typically these will be somewhere between 80 and 175 ohms of resistance for a working igniter.
To test the oven safety valve, measure between the two terminals, on the valve and look for continuity. The resistance here is low, but you should be able to detect 1 to 1.5 ohms. If your model uses a dual valve, one for the broil burner and one for the bake burner, then you will have two bi-metals and again you can test them for continuity using a multimeter. They also should be very low resistance and those would indicate that they"re normal working oven safety valves.
If after performing these tests, you"ve determined that you need to replace your gas range"s oven safety valves, oven igniter, burn igniter, or safety valves? Take a look at our large selection of oven parts.
An excess flow valve is a mechanical safety device that may be installed on a natural gas service line, and is designed to automatically shut off the flow of natural gas in the service line in the event of a significant break, puncture or severance in the line.
An excess flow valve operates similar to electrical circuit breakers that trip when the electricity current exceeds its limit. The excess flow valve is tripped by an excess flow of gas, causing a spring loaded device inside the valve to automatically restrict the flow of gas. The valve automatically resets or reopens when the excess flow of gas has ceased or service line gas pressure is significantly reduced.
No. An excess flow valve does not protect against small leaks on the service line or gas meter or leaks beyond the meter assembly, such as those involving a customer’s house piping or customer appliance malfunction. It is designed to activate when the service line is significantly damaged due to excavation or other similar activities. Prevention of service line damage remains the best form of protection and all customers can place a free 811 call to have buried utilities marked before digging.
An excess flow valve is designed to allow normal operation of the service line. It will automatically restrict the flow of natural gas only when the service line has been significantly damaged and the flow of natural gas exceeds prescribed limits. An excess flow valve is not designed nor capable of restricting the flow of natural gas inside your home or structure in the event of damage to your house piping located downstream of the gas meter.
Leave the area immediately and call 911 and Smyrna Natural Gas at 615-355-5740 option 4 (call from a neighbor’s house or from another location far from the smell of natural gas)
Federal regulations require that existing customers receive notice of their option to request the installation of an excess flow valve on qualifying service lines.
The cost of installing an excess flow valve on an existing natural gas service line will be the sole responsibility of the customer requesting the installation.
The cost to install an excess flow valve varies depending on the location and difficulty of the installation; however, on average, the cost to install an excess flow valve on an eligible existing service line is estimated to be in excess of $950.
The excess flow valve is installed on the natural gas service line that runs underground between the gas main (usually located in or near the street, alley or utility right-of-way) and the gas meter on the customer’s property. Installation of an excess flow valve requires excavation near the natural gas main to expose the service line prior to installation. All areas excavated will be restored once installation is complete.
Smyrna will send out a representative to your property to determine if an excess flow valve can be installed. Due to operating characteristics and limitations in some instances, an excess flow valve cannot be installed. Each customer location will be evaluated upon request.
The device is designed to last the lifetime of the natural gas line. However, if your natural gas service line is replaced in connection with overall system maintenance activities, the excess flow valve will also be replaced.
Installation of an excess flow valve requires digging so that the service line is exposed prior to installation. Smyrna Natural Gas or its contractor will restore property to its original condition, to the extent reasonably practicable, as part of the overall project cost.
Yes. Installation of the excess flow valve will require us to temporarily shut off the gas supply to your property. As part of the installation process, your existing houseline piping must be retested and appliance pilots will be re-lit if your houseline piping and appliances are operating normally. If the houseline test fails or appliances do not pass inspection, you will be responsible for repairs before natural gas service can be fully restored.
Installation of the excess flow valve will be scheduled at a mutually agreeable date, subject to approval from permitting authorities, payment arrangements, work crew scheduling and weather conditions. The length of time to install will vary based on the complexity of the installation.
If someone has hired a contractor to do work that requires excavation, they should call 811 themselves or ask the contractor to do so before work begins. Property owners who see someone preparing to dig on their property and don’t see paint lines or flags marking the location of underground utilities, should tell the workers to STOP and call 811 before they dig.
First developed for use on early steam boilers as operating without them would cause an explosion unless carefully operated. Modern burner ovens now feature a gas safety valve to prevent an explosion when unlit. Unless ignited by an electric glow bar, pilot flame or electric spark with a gas supply, the valve will remain closed.
Safety should be you’re top priority when you’re working with gas. If you’re not careful, its extremely easy to cause a lot of damage. To prevent this modern day gas safety valves have been fitted around the world, to ensure an efficiently working system.
When your gas safety valves are on their last legs, making a repair or finding a replacement is the best thing to do. Keeping a spare in your kit is highly recommended.
The glow bar igniter and safety valve are wired in series within a glow bar system. This means that electricity can only pass through the valve after it has first passed through the glow bar. Electrical resistance from the glow bar blocks current to the gas valve, making sure that the valve closes. This decreases as the temperature increases. When the bar reaches a particular heat, enough to ignite the gas, it allows sufficient electricity through to open the gas valve.
The gas ignition source on Pilot light ignition system uses a low flame, fed by a line from the thermostat. The pilot flame will either burn constantly or be ignited electronically when the oven is switched on. More gas is fed to the pilot flame when the oven thermostat wants heat. Either excess pressure or an electric current will open the gas valve.
With some ovens the burner is directly ignited with an electric spark. An electric spark is sent to ignite the burner when the gas valve opens, this is due to the thermostat wanting heat. A sensor on the burner detects the flame and confirms ignition. The oven burner will lock out if there is no ignition after two attempts.
Pressure relief valves are usually installed in multi appliance, oil pumped ringmain systems. They are used to maintain a constant pressure on the positive side of the pump whether all appliances are in use or not.
Safety relief discharge pressurised gases and vapours to protect against overpressure. This is done by discharging pressurised gases and vapours from pipelines, this includes pressure vessels and plant components. Safety relief valves are the last line of defence and prevent explosion which could be fatal.
These spring-loaded and direct-acting. When the opening pressure is reached, valve gives way and opens, releasing the pressure. The pressures then equalised and the automatically closes.
Relief valves can either discharge into atmosphere, or via a connected blow-off line. The opening pressure of the boiler relief valve valve is preset usually at the factory according to the customer’s requirements.
Anglo Nordic have just what you need! If you have any questions for need more information, simply call us on 0208 979 0988 or email us at sales@anglo-nordic.com

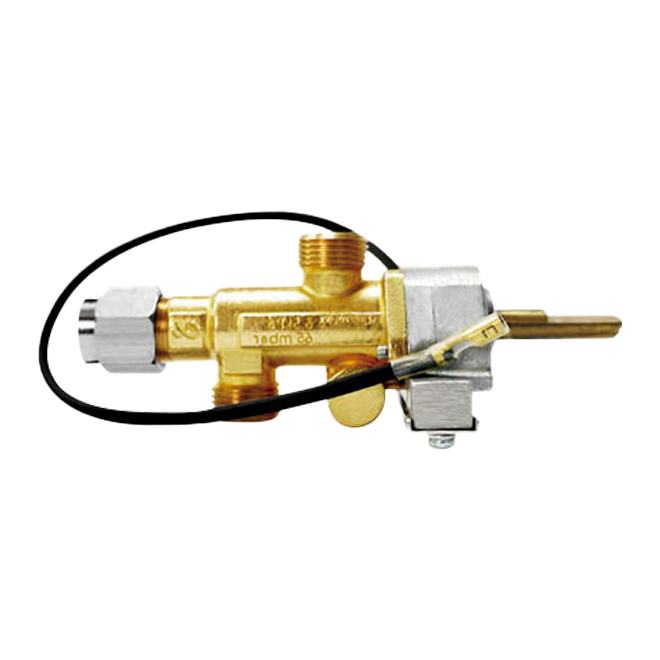
Low voltage, oven safety valve with female wire terminals for a flat ignitor. This gas oven safety valve ensures that no gas is released until the igniter has received the proper voltage needed to ignite the gas range.
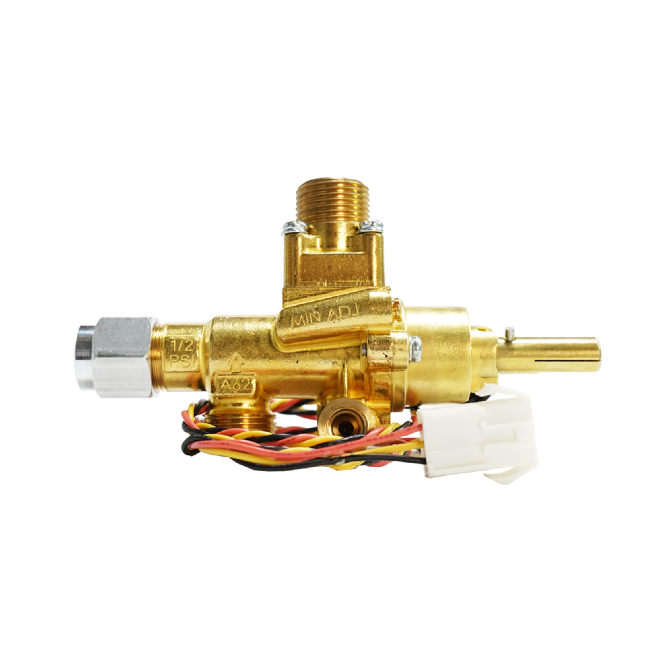
3/8" Oven safety valve with male wire terminals for a flat ignitor. This gas oven safety valve ensures that no gas is released until the igniter has received the proper voltage needed to ignite the gas range.
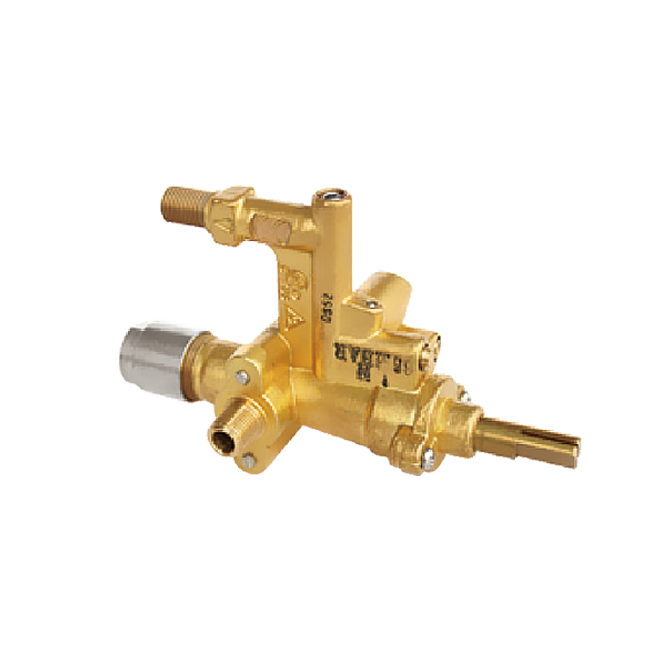
3/8" inlet Oven safety valve. This gas oven safety valve ensures that no gas is released until the igniter has received the proper voltage needed to ignite the gas range.
Dual terminal Oven safety valve. This gas oven safety valve ensures that no gas is released until the igniter has received the proper voltage needed to ignite the gas range.

There is a wide range of safety valves available to meet the many different applications and performance criteria demanded by different industries. Furthermore, national standards define many varying types of safety valve.
The ASME standard I and ASME standard VIII for boiler and pressure vessel applications and the ASME/ANSI PTC 25.3 standard for safety valves and relief valves provide the following definition. These standards set performance characteristics as well as defining the different types of safety valves that are used:
ASME I valve - A safety relief valve conforming to the requirements of Section I of the ASME pressure vessel code for boiler applications which will open within 3% overpressure and close within 4%. It will usually feature two blowdown rings, and is identified by a National Board ‘V’ stamp.
ASME VIII valve- A safety relief valve conforming to the requirements of Section VIII of the ASME pressure vessel code for pressure vessel applications which will open within 10% overpressure and close within 7%. Identified by a National Board ‘UV’ stamp.
Full bore safety valve - A safety valve having no protrusions in the bore, and wherein the valve lifts to an extent sufficient for the minimum area at any section, at or below the seat, to become the controlling orifice.
Conventional safety relief valve -The spring housing is vented to the discharge side, hence operational characteristics are directly affected by changes in the backpressure to the valve.
Balanced safety relief valve -A balanced valve incorporates a means of minimising the effect of backpressure on the operational characteristics of the valve.
Pilot operated pressure relief valve -The major relieving device is combined with, and is controlled by, a self-actuated auxiliary pressure relief device.
Power-actuated safety relief valve - A pressure relief valve in which the major pressure relieving device is combined with, and controlled by, a device requiring an external source of energy.
Standard safety valve - A valve which, following opening, reaches the degree of lift necessary for the mass flowrate to be discharged within a pressure rise of not more than 10%. (The valve is characterised by a pop type action and is sometimes known as high lift).
Full lift (Vollhub) safety valve -A safety valve which, after commencement of lift, opens rapidly within a 5% pressure rise up to the full lift as limited by the design. The amount of lift up to the rapid opening (proportional range) shall not be more than 20%.
Direct loaded safety valve -A safety valve in which the opening force underneath the valve disc is opposed by a closing force such as a spring or a weight.
Proportional safety valve - A safety valve which opens more or less steadily in relation to the increase in pressure. Sudden opening within a 10% lift range will not occur without pressure increase. Following opening within a pressure of not more than 10%, these safety valves achieve the lift necessary for the mass flow to be discharged.
Diaphragm safety valve -A direct loaded safety valve wherein linear moving and rotating elements and springs are protected against the effects of the fluid by a diaphragm
Bellows safety valve - A direct loaded safety valve wherein sliding and (partially or fully) rotating elements and springs are protected against the effects of the fluids by a bellows. The bellows may be of such a design that it compensates for influences of backpressure.
Controlled safety valve - Consists of a main valve and a control device. It also includes direct acting safety valves with supplementary loading in which, until the set pressure is reached, an additional force increases the closing force.
Safety valve - A safety valve which automatically, without the assistance of any energy other than that of the fluid concerned, discharges a quantity of the fluid so as to prevent a predetermined safe pressure being exceeded, and which is designed to re-close and prevent further flow of fluid after normal pressure conditions of service have been restored. Note; the valve can be characterised either by pop action (rapid opening) or by opening in proportion (not necessarily linear) to the increase in pressure over the set pressure.
Direct loaded safety valve -A safety valve in which the loading due to the fluid pressure underneath the valve disc is opposed only by a direct mechanical loading device such as a weight, lever and weight, or a spring.
Assisted safety valve -A safety valve which by means of a powered assistance mechanism, may additionally be lifted at a pressure lower than the set pressure and will, even in the event of a failure of the assistance mechanism, comply with all the requirements for safety valves given in the standard.
Supplementary loaded safety valve - A safety valve that has, until the pressure at the inlet to the safety valve reaches the set pressure, an additional force, which increases the sealing force.
Note; this additional force (supplementary load), which may be provided by means of an extraneous power source, is reliably released when the pressure at the inlet of the safety valve reaches the set pressure. The amount of supplementary loading is so arranged that if such supplementary loading is not released, the safety valve will attain its certified discharge capacity at a pressure not greater than 1.1 times the maximum allowable pressure of the equipment to be protected.
Pilot operated safety valve -A safety valve, the operation of which is initiated and controlled by the fluid discharged from a pilot valve, which is itself, a direct loaded safety valve subject to the requirement of the standard.
The common characteristic shared between the definitions of conventional safety valves in the different standards, is that their operational characteristics are affected by any backpressure in the discharge system. It is important to note that the total backpressure is generated from two components; superimposed backpressure and the built-up backpressure:
Subsequently, in a conventional safety valve, only the superimposed backpressure will affect the opening characteristic and set value, but the combined backpressure will alter the blowdown characteristic and re-seat value.
The ASME/ANSI standard makes the further classification that conventional valves have a spring housing that is vented to the discharge side of the valve. If the spring housing is vented to the atmosphere, any superimposed backpressure will still affect the operational characteristics. Thiscan be seen from Figure 9.2.1, which shows schematic diagrams of valves whose spring housings are vented to the discharge side of the valve and to the atmosphere.
By considering the forces acting on the disc (with area AD), it can be seen that the required opening force (equivalent to the product of inlet pressure (PV) and the nozzle area (AN)) is the sum of the spring force (FS) and the force due to the backpressure (PB) acting on the top and bottom of the disc. In the case of a spring housing vented to the discharge side of the valve (an ASME conventional safety relief valve, see Figure 9.2.1 (a)), the required opening force is:
In both cases, if a significant superimposed backpressure exists, its effects on the set pressure need to be considered when designing a safety valve system.
Once the valve starts to open, the effects of built-up backpressure also have to be taken into account. For a conventional safety valve with the spring housing vented to the discharge side of the valve, see Figure 9.2.1 (a), the effect of built-up backpressure can be determined by considering Equation 9.2.1 and by noting that once the valve starts to open, the inlet pressure is the sum of the set pressure, PS, and the overpressure, PO.
In both cases, if a significant superimposed backpressure exists, its effects on the set pressure need to be considered when designing a safety valve system.
Once the valve starts to open, the effects of built-up backpressure also have to be taken into account. For a conventional safety valve with the spring housing vented to the discharge side of the valve, see Figure 9.2.1 (a), the effect of built-up backpressure can be determined by considering Equation 9.2.1 and by noting that once the valve starts to open, the inlet pressure is the sum of the set pressure, PS, and the overpressure, PO.
Balanced safety valves are those that incorporate a means of eliminating the effects of backpressure. There are two basic designs that can be used to achieve this:
Although there are several variations of the piston valve, they generally consist of a piston type disc whose movement is constrained by a vented guide. The area of the top face of the piston, AP, and the nozzle seat area, AN, are designed to be equal. This means that the effective area of both the top and bottom surfaces of the disc exposed to the backpressure are equal, and therefore any additional forces are balanced. In addition, the spring bonnet is vented such that the top face of the piston is subjected to atmospheric pressure, as shown in Figure 9.2.2.
The bellows arrangement prevents backpressure acting on the upper side of the disc within the area of the bellows. The disc area extending beyond the bellows and the opposing disc area are equal, and so the forces acting on the disc are balanced, and the backpressure has little effect on the valve opening pressure.
Bellows failure is an important concern when using a bellows balanced safety valve, as this may affect the set pressure and capacity of the valve. It is important, therefore, that there is some mechanism for detecting any uncharacteristic fluid flow through the bellows vents. In addition, some bellows balanced safety valves include an auxiliary piston that is used to overcome the effects of backpressure in the case of bellows failure. This type of safety valve is usually only used on critical applications in the oil and petrochemical industries.
In addition to reducing the effects of backpressure, the bellows also serve to isolate the spindle guide and the spring from the process fluid, this is important when the fluid is corrosive.
Since balanced pressure relief valves are typically more expensive than their unbalanced counterparts, they are commonly only used where high pressure manifolds are unavoidable, or in critical applications where a very precise set pressure or blowdown is required.
This type of safety valve uses the flowing medium itself, through a pilot valve, to apply the closing force on the safety valve disc. The pilot valve is itself a small safety valve.
The diaphragm type is typically only available for low pressure applications and it produces a proportional type action, characteristic of relief valves used in liquid systems. They are therefore of little use in steam systems, consequently, they will not be considered in this text.
The piston type valve consists of a main valve, which uses a piston shaped closing device (or obturator), and an external pilot valve. Figure 9.2.4 shows a diagram of a typical piston type, pilot operated safety valve.
The piston and seating arrangement incorporated in the main valve is designed so that the bottom area of the piston, exposed to the inlet fluid, is less than the area of the top of the piston. As both ends of the piston are exposed to the fluid at the same pressure, this means that under normal system operating conditions, the closing force, resulting from the larger top area, is greater than the inlet force. The resultant downward force therefore holds the piston firmly on its seat.
If the inlet pressure were to rise, the net closing force on the piston also increases, ensuring that a tight shut-off is continually maintained. However, when the inlet pressure reaches the set pressure, the pilot valve will pop open to release the fluid pressure above the piston. With much less fluid pressure acting on the upper surface of the piston, the inlet pressure generates a net upwards force and the piston will leave its seat. This causes the main valve to pop open, allowing the process fluid to be discharged.
When the inlet pressure has been sufficiently reduced, the pilot valve will reclose, preventing the further release of fluid from the top of the piston, thereby re-establishing the net downward force, and causing the piston to reseat.
Pilot operated safety valves offer good overpressure and blowdown performance (a blowdown of 2% is attainable). For this reason, they are used where a narrow margin is required between the set pressure and the system operating pressure. Pilot operated valves are also available in much larger sizes, making them the preferred type of safety valve for larger capacities.
One of the main concerns with pilot operated safety valves is that the small bore, pilot connecting pipes are susceptible to blockage by foreign matter, or due to the collection of condensate in these pipes. This can lead to the failure of the valve, either in the open or closed position, depending on where the blockage occurs.
The terms full lift, high lift and low lift refer to the amount of travel the disc undergoes as it moves from its closed position to the position required to produce the certified discharge capacity, and how this affects the discharge capacity of the valve.
A full lift safety valve is one in which the disc lifts sufficiently, so that the curtain area no longer influences the discharge area. The discharge area, and therefore the capacity of the valve are subsequently determined by the bore area. This occurs when the disc lifts a distance of at least a quarter of the bore diameter. A full lift conventional safety valve is often the best choice for general steam applications.
The disc of a high lift safety valve lifts a distance of at least 1/12th of the bore diameter. This means that the curtain area, and ultimately the position of the disc, determines the discharge area. The discharge capacities of high lift valves tend to be significantly lower than those of full lift valves, and for a given discharge capacity, it is usually possible to select a full lift valve that has a nominal size several times smaller than a corresponding high lift valve, which usually incurs cost advantages.Furthermore, high lift valves tend to be used on compressible fluids where their action is more proportional.
In low lift valves, the disc only lifts a distance of 1/24th of the bore diameter. The discharge area is determined entirely by the position of the disc, and since the disc only lifts a small amount, the capacities tend to be much lower than those of full or high lift valves.
Except when safety valves are discharging, the only parts that are wetted by the process fluid are the inlet tract (nozzle) and the disc. Since safety valves operate infrequently under normal conditions, all other components can be manufactured from standard materials for most applications. There are however several exceptions, in which case, special materials have to be used, these include:
Cast steel -Commonly used on higher pressure valves (up to 40 bar g). Process type valves are usually made from a cast steel body with an austenitic full nozzle type construction.
For all safety valves, it is important that moving parts, particularly the spindle and guides are made from materials that will not easily degrade or corrode. As seats and discs are constantly in contact with the process fluid, they must be able to resist the effects of erosion and corrosion.
For process applications, austenitic stainless steel is commonly used for seats and discs; sometimes they are ‘stellite faced’ for increased durability. For extremely corrosive fluids, nozzles, discs and seats are made from special alloys such as ‘monel’ or ‘hastelloy’.
The spring is a critical element of the safety valve and must provide reliable performance within the required parameters. Standard safety valves will typically use carbon steel for moderate temperatures. Tungsten steel is used for higher temperature, non-corrosive applications, and stainless steel is used for corrosive or clean steam duty. For sour gas and high temperature applications, often special materials such as monel, hastelloy and ‘inconel’ are used.
A key option is the type of seating material used. Metal-to-metal seats, commonly made from stainless steel, are normally used for high temperature applications such as steam. Alternatively, resilient discs can be fixed to either or both of the seating surfaces where tighter shut-off is required, typically for gas or liquid applications. These inserts can be made from a number of different materials, but Viton, nitrile or EPDM are the most common. Soft seal inserts are not generally recommended for steam use.
Standard safety valves are generally fitted with an easing lever, which enables the valve to be lifted manually in order to ensure that it is operational at pressures in excess of 75% of set pressure. This is usually done as part of routine safety checks, or during maintenance to prevent seizing. The fitting of a lever is usually a requirement of national standards and insurance companies for steam and hot water applications. For example, the ASME Boiler and Pressure Vessel Code states that pressure relief valves must be fitted with a lever if they are to be used on air, water over 60°C, and steam.
A standard or open lever is the simplest type of lever available. It is typically used on applications where a small amount of leakage of the fluid to the atmosphere is acceptable, such as on steam and air systems, (see Figure 9.2.5 (a)).
Where it is not acceptable for the media to escape, a packed lever must be used. This uses a packed gland seal to ensure that the fluid is contained within the cap, (see Figure 9.2.5 (b)).
For service where a lever is not required, a cap can be used to simply protect the adjustment screw. If used in conjunction with a gasket, it can be used to prevent emissions to the atmosphere, (see Figure 9.2.6).
A test gag (Figure 9.2.7) may be used to prevent the valve from opening at the set pressure during hydraulic testing when commissioning a system. Once tested, the gag screw is removed and replaced with a short blanking plug before the valve is placed in service.
The amount of fluid depends on the particular design of safety valve. If emission of this fluid into the atmosphere is acceptable, the spring housing may be vented to the atmosphere – an open bonnet. This is usually advantageous when the safety valve is used on high temperature fluids or for boiler applications as, otherwise, high temperatures can relax the spring, altering the set pressure of the valve. However, using an open bonnet exposes the valve spring and internals to environmental conditions, which can lead to damage and corrosion of the spring.
When the fluid must be completely contained by the safety valve (and the discharge system), it is necessary to use a closed bonnet, which is not vented to the atmosphere. This type of spring enclosure is almost universally used for small screwed valves and, it is becoming increasingly common on many valve ranges since, particularly on steam, discharge of the fluid could be hazardous to personnel.
Some safety valves, most commonly those used for water applications, incorporate a flexible diaphragm or bellows to isolate the safety valve spring and upper chamber from the process fluid, (see Figure 9.2.9).
An elastomer bellows or diaphragm is commonly used in hot water or heating applications, whereas a stainless steel one would be used on process applications employing hazardous fluids.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

The primary purpose of a safety valve is to protect life, property and the environment. Safety valves are designed to open and release excess pressure from vessels or equipment and then close again.
The function of safety valves differs depending on the load or main type of the valve. The main types of safety valves are spring-loaded, weight-loaded and controlled safety valves.
Regardless of the type or load, safety valves are set to a specific set pressure at which the medium is discharged in a controlled manner, thus preventing overpressure of the equipment. In dependence of several parameters such as the contained medium, the set pressure is individual for each safety application.

Please take a moment to understand the simplicity of our valves’ operation. It has been our experience, that the simpler the operation, the more accurate the function is when needed. Each valve is tested and certified before leaving our factory ensuring it meets Los Angeles Counties’ strict approvals.



 8613371530291
8613371530291