
hydraulic safety valve symbol price
hydraulic ball valve symbol 1 2 hydraulic ball valve 3/4 hydraulic ball valve hydraulic ball valves high pressure hydraulic ball valve 3 way hydraulic ball valve actuator hydac ball valves stauff ball valves how hydraulic valves work hydraulic valve types hydraulic valve wiki hydraulic valve function hydraulic valve pdf hydraulic valve symbols hydraulic valve symbols meaning hydraulic valve symbols schematics hydraulic cartridge needle valve hydraulic needle flow control valve hydraulic needle valve operation needle valve with reverse check needle valve function needle valve animation needle valve swagelok needle valve application hydraulic operated nrv high pressure nrv nrv 3 8 hydraulic return line check valve parker hydraulic check valve hydraulic check valve types hydraulic check valve function hydraulic inline check valve
Hydraulic Right Angle Check Valve. | SEVEN OCEAN HYDRAULICS - A world-class manufacturer of high performance hydraulic valves, power units and accessories.
Located in Taiwan since 1989, SEVEN OCEAN HYDRAULIC INDUSTRIAL CO., LTD. has been a hydraulic valves, power units and accessories manufacturer. Their main products, include Right Angle Check Valve, Solenoid Operated Directional Control Valves, Pilot Operated Directional Control Valves, 4/2 Directional Control Valves, 4/3 Directional Control Valves, Variable Volume Vane Motor Pumps, Modular Stack Valves, Sandwich Valves, Hydraulic Power Units, Hydraulic Pressure Control Valves and Flow Control Valves, which are suitable for forklift, machine tool, plastic injection and recycling electrical machinery industries .
SEVEN OCEAN HYDRAULICS"s Right Angle Check Valve are reliable, sustainable, and cost effective, bringing you long-term value at an affordable price-point. With over 31 years of experience in manufacturing hydraulic systems, valves and components, Seven Ocean Hydraulics is able to streamline production time and has a greater control over product quality with in-house manufacturing of core components. We have gained trust from world- renowned brands for OEM projects, providing essential components for hydraulic products that are seen and used all over the world.
SEVEN OCEAN HYDRAULICS has been offering customers high-quality hydraulic valves, both with advanced technology and 31 years of experience, SEVEN OCEAN HYDRAULICS ensures each customer"s demands are met.
![]()
NG6 / Cetop-3 / D03 Modular Stack Pressure Relief Valve. | SEVEN OCEAN HYDRAULICS - A world-class manufacturer of high performance hydraulic valves, power units and accessories.
Located in Taiwan since 1989, SEVEN OCEAN HYDRAULIC INDUSTRIAL CO., LTD. has been a hydraulic valves, power units and accessories manufacturer. Their main products, include Modular Check Valve, Solenoid Operated Directional Control Valves, Pilot Operated Directional Control Valves, 4/2 Directional Control Valves, 4/3 Directional Control Valves, Variable Volume Vane Motor Pumps, Modular Stack Valves, Sandwich Valves, Hydraulic Power Units, Hydraulic Pressure Control Valves and Flow Control Valves, which are suitable for forklift, machine tool, plastic injection and recycling electrical machinery industries .
SEVEN OCEAN HYDRAULICS"s Modular Check Valve are reliable, sustainable, and cost effective, bringing you long-term value at an affordable price-point. With over 31 years of experience in manufacturing hydraulic systems, valves and components, Seven Ocean Hydraulics is able to streamline production time and has a greater control over product quality with in-house manufacturing of core components. We have gained trust from world- renowned brands for OEM projects, providing essential components for hydraulic products that are seen and used all over the world.
SEVEN OCEAN HYDRAULICS has been offering customers high-quality hydraulic valves, both with advanced technology and 31 years of experience, SEVEN OCEAN HYDRAULICS ensures each customer"s demands are met.
Check valves are the simplest form of hydraulic devices in that they permit free oil flow in one direction and block oil flow in the opposite direction. Check valves may also be used as a directional or pressure control in a hydraulic system.
In Figure 1, oil is flowing in from the left side port, through the check valve and out the right side port. If the pressure equalizes or is higher in the right side port, the check valve will close and block flow in the opposite direction.
The spring rating varies based on how the valve is used in the system. One of the most common locations for a check valve is immediately downstream of the hydraulic pump (Figure 2). Notice that no spring is shown with the check valve symbol.
When used in this application, the spring pressure rating is usually 1-5 pounds per square inch (psi) and therefore not shown with the symbol. In this case, the valve is used as a directional control in that it allows oil flow from the pump to the system but blocks flow in the reverse direction. This is commonly called a pump isolation check valve. This valve serves four purposes within the system, which are detailed below:
The check valve will block pressure spikes back to the pump. Depending on the pressure, oil flows from the pump to the system at a speed of 15-30 feet per second. When a directional is de-energized to block flow or a cylinder fully strokes, the oil is rapidly deadheaded. The pressure in the line can quickly increase by two to three times. The check valve should then close and block the pressure spikes to the pump.
I recall a plywood plant changing four pumps due to cracking of the pumps’ housings. This occurred over a week’s time on the debarker hydraulics. When the plant ran out of pumps, the staff finally took out the check valve and found that the piston and spring were no longer in the valve.
This $150 check valve cost the company $15,000 in replacement pumps and another $50,000 in machine downtime. That was one expensive check valve. The truth is that if one mechanic had looked at the schematic and known why the check valve was in the system, the replacement of the pumps and subsequent expenses would have been avoided.
When a system is shut down, it is important to maintain oil in the lines. In many cases, the pump is mounted below the level of the system valves, cylinders and motors. The check valve downstream of the pump will prevent the lines from draining once the electric motor is turned off. If the oil in the lines drains through the pump and into the reservoir, a vacuum will occur.
Air will be pulled into the lines through the O-rings and seals of the valves and actuators. This can create issues when restarting the system, as the air will need to be bled out.
Some systems have a hydraulic accumulator installed downstream of the pump and check valve. When the system is turned off, there is pressurized fluid inside the accumulator. The check valve will block flow from the accumulator, preventing the reverse rotation of the pump.
You can observe the pump shaft or electric motor fan to verify that the check valve is good. Please note that all systems using an accumulator should have a method of bleeding the hydraulic pressure down to zero psi when the system is turned off.
On many systems, one pump is used as a backup or spare (Figure 3). Each pump will have a check valve at the pump outlet port. The check valve will block flow from the online pump to the offline pump, preventing reverse rotation.
The timeline was so critical due to downtime costs that the pump was still warm when they received it back from the factory. Just prior to installing the pump, we removed the check valve in the case drain line and found it stuck in the closed position. This prevented the oil in the pump case from draining, which resulted in blowing out the seal.
Frequently, a check valve is used for pressure control. A common application is to employ it as a relief valve to protect a heat exchanger (as shown in Figure 4). In this case, the spring rating is usually 65-100 psi.
If the oil is cold, the inlet pressure to the cooler may reach the check valve’s rating. The check valve will then open and direct the pump volume around the cooler. A check valve will also provide protection for an air-type heat exchanger if the tubes become contaminated.
A few years ago while teaching a class at a sawmill, I observed the students doing their hands-on exercises on the edger. Although a check valve was shown on the schematic to protect the air cooler, the lines to the check valve were plugged off. I asked one of the mechanics about it. He said the check valve was taken off years ago and that they had changed the cooler the week before because of ruptured tubes.
When troubleshooting hydraulic systems, most everyone looks for something large to be the problem, such as a pump, valve or cylinder, but every component has a function. Be sure you understand the purpose of the check valves in your systems.
Al Smiley is the president of GPM Hydraulic Consulting Inc., located in Monroe, Georgia. Since 1994, GPM has provided hydraulic training, consulting and reliability assessments to companies in t...

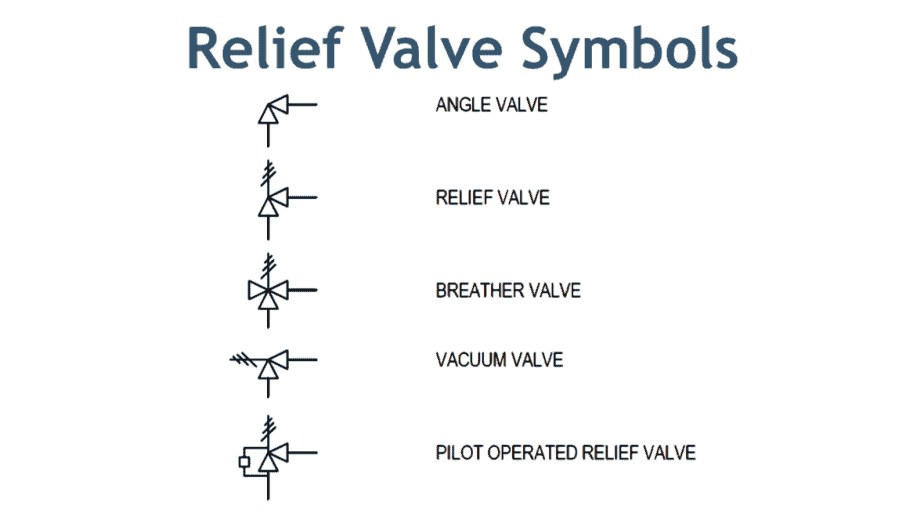
Pressure Safety Valve: While the relieving pressure is low and close to the atmospheric pressure they are used to relieve the system using static pressure of the gas.
Safety Valve: They are commonly used in the gas industry and use a full lift or snap to operate. Safety Relief Valve prevents the further release of fluid post restoration of normal conditions.
Vacuum Relief Valve: When the pressure is small or negative they use the static pressure of gas to relieve it. Pressure Vacuum Relief Valve is also known as a direct relief valve.
The Water Heater Pressure Relief Valve is situated on the top of the water heater. Its purpose is to release the water vapor and reduce the pressure inside the tank. Water Heater Relief Valve generally releases water when the temperature in the tank goes above 210 degrees F. Water Pressure Relief Valve also releases water in case the pressure in the tank exceeds 150 psi. They are also known as Boiler Pressure Relief Valves and are found in all heater tanks. T&p Valve closes the valve and prevents the loss of fluid when the pressure returns within an acceptable range.
Api 520 is a standard for the selection, sizing, and installation of pressure relieving devices in industries. Tpr Valves used in refineries are selected using this standard. Thermal Relief Valves are versatile and can be relied upon. However, it is important to regularly check the serviceability of these Hydraulic Pressure Relief Valves.
Valves are used to monitor and control the pressure in a particular piping system. One such valve is the Pressure Relief Valve that is used to limit pressure from building up and causing damage. Pressure Valve allows the pressure to pass through an auxiliary passage that directs it out of the system once a certain level is reached. Thepressure Release Valve then opens to release the pressure and protects the system. pressure relief valve manufacturers in Indiaclassify these valves into 2 main types namely:
In a hydraulic circuit, Relief valves are most frequently introduced in a hydraulic framework after the pump. a relief valve opens and bypasses liquid when pressure surpasses its set value. The valve at that point closes once more when pressure falls down. This implies a relief valve can bypass liquid anytime or all the time without intercession by administrator.
A pressures relief valves is planned to resist a maximum allowable working pressures (MAWP). Once an over pressures occasion happens within the framework, the weight alleviation valve recognizes pressures past its design"s indicated capability. The pressures relief valve would at that point release the pressurized liquid or gas to stream from an assistant entry out of the framework.
Air pressures relief valves can be connected to a assortment of situations and hardware. Pressures relief valves are a security valve utilized to keep hardware and the administrators secure as well. They"re instrumental in applications where legitimate pressure levels are crucial for redress and secure operation. Such as oil and gas, control era like central warming frameworks, and multi-phase applications in refining and chemical preparing.
![]()
Hydraulic symbols provide a clear representation of the function of each hydraulic component. Laying each symbol out on the page in the same sequence the components are used in the circuit allows people to understand the complete function of the hydraulic equipment.
Poppet, one-way, shuttle, or check valves are shown as a ball sitting on a seat. Pass flow through the seat and the valve opens. Pass flow from the ball side and the valve will close.
Poppet or check valves have a physical seat that the valve presses against. This positive connection may exhibit zero, or more likely a very small leakage across it.
In many cases, these are the cheapest and most simple valves but they also have the potential to be the largest, most complicated, expensive, and difficult to control.
Most hydraulic components are controlled when pressure is applied to one side of a piston or another. In the case of cylinders, the force generated by the piston will move and drive the load. In the case of a directional valve, the force is used to move a spool which opens different passageways to allow the fluid to flow along different pipelines.
Spool valves rely on tiny clearances to allow them to move freely. These spool clearances are small enough to hold the pressure but still large enough to allow a small amount of fluid to leak past. Cylinder pistons include seals which will exhibit much smaller leakages.
An orifice is just a small hole, either fixed or adjustable. With increasing flow across an orifice there will also an increasing pressure drop across it, this pressure is commonly used to open or close other spool valves or poppets. Alternately if a system has a specific set pressure then the orifice might be used to control the flow rate along its pipework.
Squares and rectangles form the basis of pressure and directional control valves. A single box for pressure control and multiple boxes for directional control.
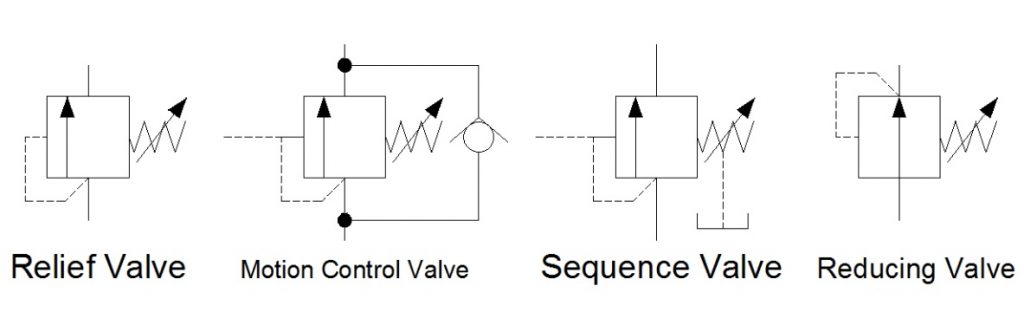
The valve sits between a hose and a cylinder. It is drawn as a two-position valve with an adjustable orifice in one position and a one-way check valve in the other. A spring holds it in one position but there are pressure feed pilot lines (dotted lines) feeding each end of the valve from opposite ports on the valve. This means that at low speeds while lowering and always while raising the cylinder, the valve stays open. However, if the hose was to break the cylinder started dropping quickly, the pressure difference across the orifice would cause the valve to switch, such that the check valve would block the pipeline. This would stop the cylinder from falling further. Therefore this is a hose burse safety protection valve.
The check valve is used to isolate the pump from backflows from the circuit, it also helps to keep the pump primed if components are removed. As the orifice size is reduced the pressure upsteam of the orifice will increase. The pressure is also sensed on one end of the directional valve (along dotted line) which will push the valve spool against the spring and therefore vent the circuit, maintaining a constant pressure on the pump.
The primary purpose of a safety valve is to protect life, property and the environment. Safety valves are designed to open and release excess pressure from vessels or equipment and then close again.
The function of safety valves differs depending on the load or main type of the valve. The main types of safety valves are spring-loaded, weight-loaded and controlled safety valves.
Regardless of the type or load, safety valves are set to a specific set pressure at which the medium is discharged in a controlled manner, thus preventing overpressure of the equipment. In dependence of several parameters such as the contained medium, the set pressure is individual for each safety application.

Below are some common illustrations of equipment located on fluids circuit diagrams, followed by descriptions of the most common elements. Later in this article series we will describe some simple hydraulic and pneumatic circuits composed of these circuit elements.
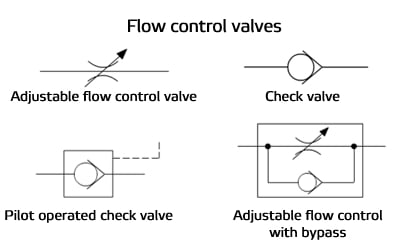
Needle valves are used to throttle or shut-off flow of fluids. They usually will vary flow with pressure or viscosity change. Some valves can be pressure and/or temperature compensating.
Flow control valves are used to control oil flow in one direction and unrestricted in the opposite direction. "Metered in" control means that the flow controls are controlling the fluid into the actuator, "metered out" is controlling the fluid out of the actuator. Some valves can be pressure and/or temperature compensating.
When the pilot line to a pilot-operated check valve is not pressurized, flow is allowed in one direction but blocked in the opposite direction. When the pilot line in a pilot-to-open valve is pressurized, the check valve is open, allowing flow in either direction.
When the pilot line to a pilot-operated check valve is not pressurized, flow is allowed in one direction but blocked in the opposite direction. When the pilot line in a pilot-to-close valve is pressurized, the check valve is closed, blocking flow in both directions.
Counterbalance valves are used to control overrunning loads and to support loads should a function be stopped at any point throughout its travel. NOTE: this valve is typically preset and should not be tampered with.
Flow fuses are normally open valves which close if the pressure difference between the inlet and outlet valves is too high compared to the design setting. The valve can be reset by reversing the direction of flow. When placed inline with an actuator (for example, a cylinder), flow fuses limit the maximum speed of that actuator.
Directional control valves are used to direct fluid flow into the appropriate lines for the designated operation. These valves are usually electrically controlled.
Hydraulic pumps are used to pump oil from the power unit to other parts of the hydraulic system. Some pumps have control options such as pressure or flow compensators.
Water modulating valves are used for controlling the oil temperature in the reservoir automatically by controlling the volume of water going through the heat exchanger.
Heat exchangers are used to remove heat from the circulating oil in the hydraulic system. The most common heat exchanger is water-to-oil but some times air-to-oil units are used. Coolers will cool the fluid.
Proportional valves are electrically controlled hydraulic valves. These valves proportionally control the hydraulic pressure and/or flow based on an electrical input signal.
For more information about reading hydraulic and pneumatic circuit diagrams, read the next article in this series which describes sample hydraulic circuits, or contact your Valmet representative.
A hydraulic circuit represents all the hydraulic components in a system. This includes the arrangement of the components and the behavior of the system as a whole in a universally accepted symbolic manner. In this article we will discuss the most common hydraulic symbols as represented in ISO 1219-1:2012. Armed with knowledge of how basic hydraulic components are represented in the hydraulic circuit; one can understand a wide range of different hydraulic symbols, representing components performing similar tasks with minor modifications.
A hydraulic reservoir stores hydraulic fluid. This is a must-have component in any hydraulic system. All hydraulic reservoirs are open to the atmosphere except in the case of those used in aircraft and submarines.
A hydraulic pump converts electrical and/or mechanical energy into hydraulic energy. The lower end (suction side) of a pump is connected to the hydraulic reservoir, the upper end is connected to the remaining circuit. The dark upper triangle in these hydraulic symbols indicates fluid going out of the system and hence represents a pump.
In the case of the hydraulic motor, the dark triangle is inverted indicating that the fluid is entering into the system. A hydraulic motor converts hydraulic energy into mechanical energy.
System output is represented by an arrow at 450 – this can be adjusted, In other words, that the pump/motor can deal with variable flow rate per shaft rotation. Most industrial applications use electric motors as prime movers to rotate hydraulic pumps. The electric motor is represented by the letter M inside of a circle. The curved arrow represents the direction of shaft rotation.
A pressure relief valve is a NC (normally closed) type safety valve which operates when system pressure increases above a maximum working pressure. The normally closed position is indicated by the arrow away from the center line. The dashed line indicates that the system pressure acts against spring force for valve actuation.
A direction control valve is a vital component in a hydraulic system. It controls the actuator’s position and direction by controlling the fluid flow into the actuator. Therefore direction control valves can be designated by number of ports and number of positions and are selected based on the application.
The central position is a neutral position and various neutral positions are available depending upon the application. All ports closed will increase the system pressure to the maximum – actuating the pressure relief valve. Whereas all ports connected in the neutral position will relieve the system by diverting fluid from the pump to the tank directly.
DCV can be distinguished depending upon the type of actuation. Hand levers, mechanical systems or solenoids are used to change the valve’s position. A spring is used to return to a neutral position.
The flow control valve is used to control the flow rate as well as the speed of the actuator. The position of flow control valve will lead to varied system behavior – an arrow representing the adjustable flow control.
A pressure indictaor is used to measure hydraulic pressure at any one point. Hence it is generally connected between the hydraulic pump and direction control valve
First of all you can see the electric motor driving the fixed delivery hydraulic pump in the above circuit. A safe pressure level is maintained using the pressure relief valve which is connected after the pump.
4/3 Direction control valve is being actuated by a solenoid control with all the ports are closed during the neutral position. In the figure, the DCV is in its 1st position and hence pressurized liquid will flow towards the right side of actuator. The left side of the actuator is connected to a reservoir meaning the actuator will move towards the left side.
I’ve explained other compound symbols in previous Symbology lessons, although not from the specific perspective of intentionally using two or more combined symbols to make one complete, functional component. The detailed version of the pressure compensated pump symbol combines tiny cylinders with 3-way, 2-position regulators and a smattering of other small symbols to make one giant symbol — that symbol closer to a full schematic. This article focuses on the compound components using two or more symbols to construct a more complicated form of the same part.
In machines using a hydraulic motor, you must take care to prevent the inertia of the load from negatively affecting both the machine and the hydraulic system itself. A rotating mass has momentum that persists despite your desire to slow or stop it via the directional valve control. A high-speed winch, for example, would like nothing more than to carry on rotating after the directional valve is closed, or even worse if you reverse the valve.
When a directional valve closes while an inertial load still moves, the nearly incompressible hydraulic fluid spikes in pressure while the machine jolts to a sudden stop. You risk both mechanical breakage and blown seals as the impeded energy finds the path of least resistance.
A crossover relief valve (also known as a cross port relief valve) installed parallel with the motor work lines protects your machine from damage caused by rapid stopping action. In Figure 1, I’ve drawn such a valve upstream of the hydraulic motor. Although you can create the desired effect using two separately plumbed individual relief valves, the single-block design of the crossover relief saves the cost of plumbing while reducing leak points.
Ports a1 and b1 connect upstream to the directional valve. It’s essential to know the directional valve would have both work ports blocked in the neutral position. You don’t need a cross port relief when A & B are open to tank. The “float center” spool configuration (often called a motor spool) works because it combines the work ports in the center condition, allowing the motor to spin down under its inertia (or perhaps using a brake valve).
Ports a2 and b2 connect downstream of the motor, which, as you’ll remember from the dual inward-facing arrows, tells us the motor is bi-rotational. As the motor rotates, fluid happily travels through a1 to a2 under pressure and then back through b2 and b1 at low pressure, since the hydraulic energy gets consumed at the motor.
Imagine now that the directional valve slams shut, with fluid blocked from exiting port b1 while fluid can no longer enter through a1. Without the crossover relief valve in place, the cavity between a1 and a2 would cavitate under negative pressure. The passageway between b2 and b1 would spike pressure dramatically because both fluid and motor inertia have nowhere to dissipate.
With the crossover relief protecting the circuit, this time when the valve closes, any excess pressure in the line b2-b1 acts upon the port 1 of the relief valve. With the a1-a2 side still cavitating slightly, fluid from the high-pressure side is welcomed to fill the void. The crossover relief valve brakes the motor, turning the inertia of its mass into heat across the relief valve. The motor slows rapidly but in a damped motion that can be tuned by the pressure settings of the cross port relief valves.
Because the system is symmetrical, it’s clear that when the motor direction reverses, the same damping effect slows the motor in a controlled fashion without shocking or damaging the machine or the system. You’ll note I’ve shown the blue drain lines, starting from the spring chamber and terminating at the low-pressure side of the relief. The drain ensures the spring chamber drains of pressure to prevent that pressure from adding to the spring value or even locking up the relief valve altogether. A drain is typical for any component exposed to pressure at both work ports.
I covered the second component in Figure 1 in a previous Symbology article, but I thought it was important enough to mention again as a compound symbol. The pressure compensated flow control often gets drawn in its simplified form, but the one depicted does a much better job of showing how the valve balances for differences between upstream and downstream pressure that reduces pressure drop, and therefore, flow.
The 2/2 component downstream of the needle valve is the compensator. In this case, the 90 psi spring offsets the valve, allowing relatively free flow from port2 to port 3. The functional key to this symbol happens with ports b and aof the compensator. As flow is directed from port 1 to port 2 at a reduced rate by the needle valve, back pressure rises at port1 inversely proportional to the flow setting. The pilot line feeds port b of the compensator, where it pushes the compensator’s spool against the pressure of the spring.
Port a connects directly downstream of the needle valve at 2, where it avoids the backpressure at 1. In fact, the whole point of the compensator is to compare ports 1 and 2 and maintain exactly 90 psi of pressure drop through the needle valve. With a standard needle valve, any load-induced pressure increased at port 2 causes a reduction in pressure drop across the needle valve. Flow potential is equally factored between pressure drop and the size of the orifice, so as downstream pressure increases, the flow rate decreases relative pressure differential.
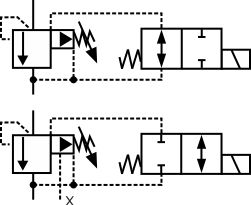
I’ve drawn a pilot-operated relief valve in Figure 2. As you’ve probably figured out by now, when it comes to high flow hydraulic components, it isn’t effortless to directly control high flow components with springs or solenoids. Pilot control takes advantage of the power density of hydraulics to turn some components into mini actuators, as it were.
A high flow relief valve requiring pilot operation flows at least 30 gpm but can handle thousands of gpm in some applications. I’ve shown two relief valves plumbed in parallel with common pressure and tank connections. The P port of the valve block feeds the Main Stage valve but not before a connection node branches off upward through the orifice at o. You’re notice all lines on either side of the Main Stage valve are solid, yet most others are the dashed pilot lines, which accurately describes their size.
The fixed orifice limits flow so as not to oversaturate the Pilot Stage relief, which likely flows less than a gallon per minute. The pilot line connects through a node to the pilot pressure line denoted as x, which is standard practice for all hydraulic pilot pressure sources (y is the denotation for pilot drain, by the way). Continuing downstream to the next node, you can see the pilot line feeds down to the spring chamber of the Main Stage relief valve. You may have also noticed there is no variable symbol atop the Main Stage spring.
The pressure control occurs through the Pilot Stage, which is a tiny relief valve selected to control pressure in the x passage of the combination valve. The pilot valve remains closed until the pressure at port P rises above the pilot valve pressure setting, where the pilot valve starts to open to bleed off x passage flow. The pilot valve’s path to tank allows the Main Stage valve to overcome its own pressure setting (which is a combination of its fixed spring pressure and the pilot pressure of the pilot valve).
The two valves work in tandem to allow high flow pressure relief with accurate control. The X port shows as being blocked. However, if the valve operates in a hydraulic system with a dedicated pilot supply, that source is plumbed to the x port. In this case, I show the orifice plugged to separate the primary hydraulic supply from the pilot network.
The x port also allows a secondary pilot control option, which may use a solenoid valve to dump pilot pressure to tank, essentially turning the main stage valve into an unloading valve. Or the pilot supply could come from a proportional pressure reducing valve that can electronically change the pressure in the pilot supply, so long as its lower than the setting of the Pilot Stage valve.

Check valves are a simple but important part of a hydraulic system. Simply stated, these valves are used to maintain the direction that fluid flows through a system. And since check valves are zero leakage devices, we can use them to lock hydraulic fluid from the cylinders. This section has been designed to help you understand how the different valves function and the strategy of where they are used in the system.
In-line check valves are classified as directional control valves because they dictate the direction flow can travel in a portion of the circuit. Because of their sealing capability many designs are considered to have zero leakage. The simplest check valve allows free flow in one direction and blocks flow from the opposite direction. This style of check valve is used when flow needs to bypass a pressure valve during return flow, as a bypass around a filter when a filter becomes clogged, or to keep flow from entering a portion of a circuit at an undesirable time.
Because of slight spool leakage on standard directional control valves, we must add a check valve to the circuit if we need to hydraulically lock a cylinder. This type of check valve is referred to as a pilot operated check valve.
Unlike a simple check valve, reverse flow is required through the valve to extend or retract the cylinder. This is accomplished by allowing pilot pressure to act on a pilot piston, thus opening the check valve and retracting the cylinder. To extend the cylinder, the check valve allows fluid to flow freely in one direction and blocks flow in the opposite direction.
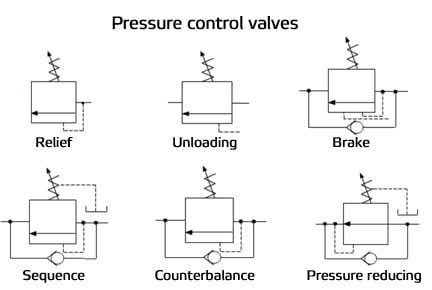
Pressure Control Valves – A control valve is a valve used to control fluid flow by varying the size of the flow passage as directed by a signal from a controller. This enables the direct control of flow rate and the consequential control of process quantities such as pressure, temperature, and liquid level. Common schematics for pressure control valves:
By symbol, these valves closely resemble one another. Often only their location in the hydraulic circuit will designate what type of pressure valve they are.
A sequence valve is a normally closed pressure control valve that ensures that one operation will occur before another, based on pressure. In our clamp and drill system we want the clamp cylinder to extend completely before the drill cylinder extends. To accomplish this, we place a sequence valve just before the drill cylinder. We set the cylinder to 500 psi. This will ensure that the drill will not extend before we have reached 500 psi on the clamp cylinder.
A pressure reducing valve is a normally open pressure control valve used to limit pressure in one or more legs of a hydraulic circuit. Reduced pressure results in a reduced force being generated. A pressure reducing valve is the only pressure control valve that is normally open. A normally open pressure control valve has primary and secondary passages connected. Pressure at the bottom of the spool is sensed from the pilot line which is connected to the secondary port. Remember, a pressure reducing valve is normally open.
The illustrated clamp circuit requires that clamp cylinder B apply a lesser force than clamp cylinder A. A pressure reducing valve placed just before the clamp cylinder B will allow flow to go to the cylinder until pressure reaches the setting of the valve.
At this point, the valve begins to close off, limiting any further buildup of pressure. As fluid bleeds to the tank through the valve drain passage, pressure will begin to decay off and the valve will again open. The result is a reduced modulated pressure equal to the setting of the valve.
An unloading valve is a remotely piloted, normally closed pressure control valve that directs flow to the tank when pressure at that location reaches a predetermined level. A good example of an unloading valve application would be a High-Low system. A High-Low system may consist of two pumps; one high volume pump, the other a low volume pump. The system is designed to give a rapid approach or return on the work cylinder. The total volume of both pumps is delivered to the work cylinder until the load is contacted.
At this point the system pressure increases, causing the unloading valve to open. The flow from the large volume pump is directed back to the tank at a minimal pressure. The small volume pump continues to deliver flow for the higher-pressure requirement of the work cycle. Both pumps join again for rapid return of the cylinder. This application allows less input horsepower for speed and force requirements
The purpose of a counterbalance valve is to prevent a loaded cylinder, having potential energy, from falling (extending or retracting). Counterbalance valves may be internally piloted, externally piloted, or piloted internally as well as externally, and they may be internally or externally drained. If conditions exist that would interfere with internal draining the valve, it should be externally drained, but usually this is not necessary. Counterbalance valves are equipped with a free reverse flow check valve to allow for retraction of the cylinder.
The simplest counterbalance valve application is to support a constant induced load. In a down acting press application, the counterbalance valve would be installed at the rod end of the cylinder to control return oil flow. This would prevent the press platen from dropping. Pilot pressure to open an internally piloted counterbalance valve would be set approximately 100 psi above the pressure of the rod end of the cylinder caused by the weight of the platen. In order for the platen to be lowered (and powered down), the pressure at the cap end of the cylinder would have to be sufficient to generate 100 additional psi at the rod end of the cylinder. Thus, 100 psi added to the pressure generated by the weight of the platen would open the counterbalance valve and allow the platen to lower smoothly.
One disadvantage of the counterbalance valve shown in the circuit in Figure 1-13 is that back pressure on the cap side of the cylinder limits the effective force developed by the cylinder. In order to achieve full force from the cylinder, the back pressure must be relieved from the cap side of the cylinder.
This is easily achieved by using a counterbalance valve that includes an external pilot. Counterbalance valves that include an external pilot in addition to the internal pilot are called holding valves, over center valves, load control valves, or motion control valves by some manufacturers. After the cylinder has stalled against the load, the external pilot will fully open the counterbalance valve, allowing the pressure in the cap end of the cylinder to fall to virtually zero psi.
Counterbalance valves may prevent a loaded cylinder from falling. Pilot check valve circuits also hold loaded cylinders in place. Both types of circuits have unique applications. Counterbalance valves may be leak-free. For example, manufacturers commonly give the leakage rates across a counterbalance spool in drops per minute. If a cylinder must be locked in place with a valve that allows no leakage across the spool, the valve must be designed to do so.
Counterbalance valves may also incorporate external piloting for smoother, “non hunting” performance. When the manufacturer utilizes both internal and external pilots you have the best of both worlds. The internal pilot lowers the load with counter pressure, while the external pilot drops all back pressure when performing work.
A counterbalance valve is a normally closed pressure valve used with cylinders to counter a weight or potentially overrunning load. In this circuit, without a counterbalance valve the load would fall uncontrolled or overrun and pump flow would not be able to keep up. To avoid the uncontrolled operation, we place a counterbalance valve just after the cylinder.
The pressure setting of the counterbalance valve is set slightly above the load- induced pressure of 1100 psi. This counters the load. As we extend the cylinder, pressure must slightly rise to drive the load down.
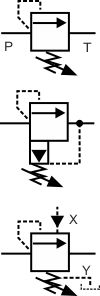
Relief valves are normally closed valves which sense pressure upstream of the pressure relief valve. When the pressure reaches the setting of the valve, the valve opens to relieve the over pressure fluid to the reservoir. Figure 1-9a shows a direct acting, or single stage, relief valve.
The dashed pilot line connected to the valve envelope at the point at which the inlet line meets the envelope indicates the pilot pressure in sensed internally to the body of the valve. The spring chamber in relief valves are internally drained to the outlet, or secondary port, though that feature is not shown by current ISO 1219-1 symbols. Back pressure in the outlet line of a relief valve acts on the spring side of the poppet or spool, and thus is additive to the pressure setting of the valve. What this means is that if the tank line back pressure increases by 100 psi, the valve will open at 100 psi more than it was set to open, though the differential pressure across the valve does not change.
Figure 1-9b shows the simplified symbol for a pilot operated, or two stage, relief valve, while Figure 1-9c shows the detailed symbol for a pilot operated relief valve. Pilot operated relief valves may be remote piloted, sometimes from the operator’s station. The detailed symbol shown includes a vent port connection allowing a second direct acting relief valve to be connected to this port, thus allowing remote control of the main relief valve.
In addition to a remote pilot relief valve, or as an alternative, a solenoid valve may be connected to the main relief valve in order to vent the main relief valve down to low pressure.
Circuits using fixed displacement pumps must have a pressure relief valve. Not all variable volume pumps are pressure compensated. Therefore, these pumps also require relief valves. Many pressure-compensated pumps have compensators that can fail in an “on stroke” condition, therefore requiring a relief valve as well. The main relief valve in a circuit is generally termed the system relief valve. However, relief valves are also used in branch circuits in order to protect an actuator. These circuit relief valves are usually called cross port relief valves when used with a motor and cylinder relief valves when used to protect a cylinder.
Pressure relief, pressure reducing, unloading, sequence, counterbalance, and brake valves control the pressure in systems. One of these valves can serve multiple purposes, depending upon where it is located in the circuit, how it is plumbed, how the pilot circuit operates, and whether or not the valve drains internally into the reservoir return line or has an external drain.
The pressure reducing valve schematic shown in Figure 1-9d (on page 39 above), shows normally open valves used to limit the maximum force of actuators in branch circuits. Pressure reducing valves control the force by sensing the pressure at the secondary (outlet) port of the valve. When downstream pressure reaches the pressure setting of the valve, the spool begins to meter flow into the circuit, limiting the downstream pressure to the pressure setting of the valve. Since pressure is defined as resistance to flow, pressure can be controlled by regulating the flow into the circuit. In a typical application, the pressure reducing valve comes into operation when a cylinder in a branch circuit deadheads against the load resistance. The pressure then rises to the pressure setting of the reducing valve.
By controlling the downstream pressure, the valve limits the maximum output force of the actuator in the branch circuit. Because pressure reducing valves sense pressure at the outlet port, they are externally drained. Obstructing the drain of a pressure reducing valve will prevent the valve from operating from the normally open to the closed position.
Figure 1-9e (on page 39) shows the symbol for a pressure reducing-relieving valve, which in addition to reducing downstream pressure, will relieve downstream pressure.
Unloading valves are used with high-low pump circuits and with accumulator circuits to save power when fixed displacement pumps are used. Some manufacturers market an unloading-relief valve which, in addition to the external pilot that is connected downstream of the check valve, includes an internal pilot connection. This version is shown by the symbol in Figure 1-9f above. The main characteristic of an unloading valve is the external pilot line that allows the valve to sense pressure downstream of the check valve used in applications for unloading valves. Several manufacturers offer the unloading valve and check valve in the same body assembly.
In addition, an unloading valve is a remotely piloted, normally closed pressure control valve that directs flow to the tank when pressure at that location reaches a predetermined level. A good example of an unloading valve application would be a High-Low system. A High-Low system may consist of two pumps; one high volume pump, the other a low volume pump. The system is designed to give a rapid approach or return on the work cylinder. The total volume of both pumps is delivered to the work cylinder until the load is contacted.
In a typical accumulator application, shown in Figure 1-10 below, hydraulic oil from the fixed displacement pump will pass through an isolating check valve to fill the accumulator. This type of circuit uses a 3-position directional control valve that has a blocked pressure port in the center envelope. When the accumulator becomes filled, pressure on the accumulator side of the check valve pilots the unloading valve open, unloading the pump to the reservoir at low pressure.
The unloading valve will remain open as long as the accumulator can supply pilot pressure above the setting of the valve. When the pressure downstream of the check valve drops below the pressure setting of the unloading valve, the unloading valve closes, allowing the pump to refill the accumulator.
The unloading valve shown in Figure 1-10 is a variation on a standard unloading valve as it includes an internal as well as an external pilot, making the valve illustrated an unloading-relief valve. The valve will open upon sensing adequate pilot pressure from either pilot source. There are differential pressure unloading valves which are specifically used in accumulator circuits to open at a higher pressure than they close.
Unloading valves are normally closed, externally piloted, and may be internally or externally drained. An external drain is required if there is back pressure at the outlet port, for example if the fluid is unloaded through a heat exchanger or circuit that creates back pressure that would upset the pressure differential of the valve. An unloading valve has a low pressure drop across the valve when it is in the open state. The valve is held fully open by the pilot signal to unload the pump at low pressure.
Figure 1-11 shows a typical high-low pump circuit. The unloading valve is actuated by rising pressure downstream from the check valve, unloading the high-volume pump at low pressure. When an unloading valve is piloted open by the external pilot, there is a low pressure drop across the valve, as it is being held open by the pilot pressure. If an unloading valve is subject to back pressure, it should be externally drained.
They are used on clamp and work circuits to assure required clamping force is reached in the clamp cylinder before the work portion of the cycle begins. Sequence valves may be internally or externally pilot operated, but they must have an external drain because the outlet port is pressurized. Sequence valves may be equipped with integral reverse free-flow check valves. Sequence valves are normally closed and are pilot operated to open to allow full flow to the actuator. In a typical application, fluid is directed to extend both the clamp and drill cylinders at the same time.
The sequence valve is installed in series with the drill cylinder. The clamp cylinder receives fluid first, with its minimum force determined by the pressure required to open the sequence valve at the drill cylinder, and the area of the clamp cylinder. When the minimum clamping cylinder pressure is reached, the sequence valve opens, and the drill cylinder will advance. The maximum extension force of both cylinders is determined by the pressure setting of the system relief valve, the areas of the cylinders, or by pressure reducing valves, if any are used.
When the directional control valve is reversed to retract the cylinders, some means must be employed to prevent both cylinders from retracting at the same time. This would cause the clamp to relax while the drill was still in the work piece. The proper sequence would be first to retract the drill, and then to retract the clamp.
One method to accomplish the reverse sequence would be to install a second sequence valve at the rod end of the clamp cylinder. This would route flow first to the rod end of the drill cylinder, causing it to retract, followed by the opening of the sequence valve when the pressure rises, allowing flow to the rod side of the clamp cylinder. Both cylinders will now operate in the proper sequence. It should be noticed that the clamp cylinder loses pressure to hold the clamp closed when the directional control valve is shifted to retract both cylinders.
A sequence valve is essentially an externally drained relief valve. As such, it may be used as a relief valve in applications where the back pressure that acts on the tank port of the relief valve varies, causing changes in the opening pressure of the relief valve.

Hydraulics engineers regularly encounter these diagrams, but these symbols can be daunting to interpret if you have limited experience with schematics and the fluid power industry.
On this page, Carr Lane ROEMHELD provides a comprehensive table outlining the definitions of each symbol used in a hydraulic diagram. Engineers can use this page as a reference to determine common schematic symbols used in fluid power, hydraulics, pneumatics, diagrams and circuits.



 8613371530291
8613371530291