
ndt wire rope inspection pricelist
we provide quality products and customer service that our customers are accustomed to. Herb has invested time, over the past five years, with a transition team lead by Ori and Joe Shtekler to ensure a smooth transition. To NDT Technology LLC.
NDT Technology, LLC. is a developer and manufacturer of nondestructive test instrumentation for the in-service inspection of wire ropes and cables. Our company is the world’s premier maker of wire rope inspection instrumentation. Our success in this niche business can be attributed to the superior performance of our products and our never-ending pursuit of innovation.
Our wire rope NDE equipment is especially suited for the inspection of so-called high-value wire ropes (i.e., large diameter (>100mm) subsea construction ropes with lengths in excess of 2000m). Our rope testers also show great promise for the inspection of spiral strand.

Re: DQA of wire rope inspection. : If I use 24-30 sensor for detect leakage flux.What kind of the spec of a/d card that I should select.. Please, guidline for my decision.
For 24-30 flux leakage sensors you"d obviously want at least the 30 channels, maybe more. The sampling rate is another concern, which among other things would be governed by how quickly your system moves along the wire rope or vice versa (basically how much the magnetic field will vary with time), type of sensor, etc.

With the aid of technologically advanced manufacturing unit, we are able to provideNDT Wire Rope Testing. This is demanded for indication of a rope weakening due to internal and external corrosion. The offeredNDT Wire Rope Testingis delivered to our customers only after its proper examination. Further, we are offering this testing device in different specifications at the economical prices.

Infraspect offers the most advanced Non-Destructive Testing (NDT) methods to assess the integrity of your assets worldwide. We are a world leader and manufacturer of cutting-edge NDT technologies.
Infraspect can help you with your testing needs including Roadway Bridge Inspection, High Mast Light Pole (HMLP) Inspections, and other inspections using Non-Destructive Evaluation (NDE) and NDT technologies.

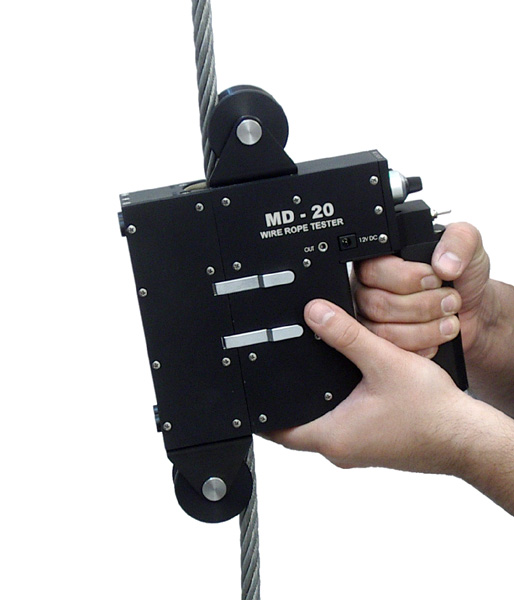
Non-destructive wire rope inspection involves determining the condition of wire rope still in service to ensure that it is safe for use. Every steel wire rope, which is subject to corrosion, abrasion, and fatigue, will fail one day if it is not discarded in time. Steel wire rope flaw detectors enable accurate measurement of loss of metallic area (LMA) and detection of outer and inner localized flaws (LF), such as broken wires, strands, pitting corrosion. Our wire rope test and inspection equipment is suitable for underground and surface mining, cranes and heavy lifting onshore and offshore, cable ways, cable bridges, elevators, guy ropes of flare stacks and masts, overhead transmission lines, etc.

Shop today at Alibaba.com and discover charming ndt equipment price that will leave you smiling. They’ll add efficiency in evaluating your activities and processes. Their performance will give you the best value for your money. Buy them today and realize that they are worth much more than their price tags.
Get a range of wholesale ndt equipment price designed for different testing needs. For those involved in the field of digital electronics and who need to work with digital circuits and systems regularly, consider the wide range of logic analyzers that are available. Quality testing equipment will be able to help verify and debug your digital designs efficiently when required.
Select from a variety of wholesale ndt equipment price for the appropriate type of equipment that you need. There are several popular nd t equipment price on sale at great prices. Some examples include the solenoid valve, water pressure regulator, actuator valve, globe valve, and sprinkler valve. These instruments can be used to control the flow of substances in the liquid and gaseous states. Whether you are a scientist, plumber, or store supplier, you will likely be able to find the right tools for the job.

With over 100 years of combined experience in the wire rope industry, our professionally qualified and skilled team of technicians offer efficient, safe, and cost-effective wire rope testing and visual inspections.
Testing can be done on a wide variety of wire ropes including aerial passenger lifts, surface lifts, material tramways, automated people movers (APM), cable belts, shaft elevators, winch cables, zip lines etc. For zip lines we use our mechanical trolley to inspect all types of zip line cables. The MRT System is fully computerized and provides an electromagnetic evaluation of any ferrous rope up to 70mm (2 ¾ inches) in diameter. We use the newest technology for Magnetic rope Testing (MRT) equipment developed at the INSTITUTE OF MECHANICAL HANDLING AND LOGISTGICS (IFT) at the UNIVERSITY OF STUGGART.
Two fully computerized magnets as well as measurement and evaluation software precisely detect anomalies throughout the profile of the entire rope length. The fully automated process is computer accurate and inspects up to 5 meters of rope per second (980 fpm). When testing track ropes, the magnet lifts automatically at the towers and the slack carriers.

A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
The inspection must include any deficiencies that the qualified person who conducts the annual inspection determines under paragraph (c)(3)(ii) of this section must be monitored.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the qualified person determines that, though not presently a safety hazard, the deficiency needs to be monitored, the employer must ensure that the deficiency is checked in the monthly inspections.
All documents produced under this section must be available, during the applicable document retention period, to all persons who conduct inspections under this section.

At Premiere Scana Technology, we have make our clients contented by increasing safety and reducing cost through proper cost cutting by using our advanced technology we save wire rope wastage. Get that wire rope inspected ensure real safety know the exact condition of that crane wire rope before using that crane.
We have the expertise to advise on wire rope consumption without compromising on safety. Most recently, we began to introduce our services to the Offshore Supply Vessel and found that the old ways of cutting the winch wires and sending them for inspection is not a productive nor the best way to ensure wire rope is safe for service. We provide In-situ wire rope inspection without removing the wires on the winch, we can perform an inspection by spooling the entire wire rope and inspecting 99% of the full length on the vessel itself. This gives the best assurance for checking the entire wire rope integrity.
Wire Rope inspection using visual methods have proven to be unproductive and not quantitative in nature besides human fatigue can cause the inspection to be incomplete and have gaps that can cause dangerous mishaps.
We are able to detect wire rope defects without removing the ropes on the machinery and we can do an inspection for example on a Oil Rig pedestal crane within 16 hours for the 3 wire ropes, boom, whip and main Hoist line. We have also developed a comprehensive package that is most applicable and economical for Shipyards, Marine vessel, Offshore Support Vessel and all kinds of Winches and Cranes for heavy lifting or towing. Our device detects corrosion, abrasion, fatigue and broken wires internally and externally on the wire ropes. The difference between us and the competitor is that we have a factory that produces this device and we have constant upgrade program that enables us to produce the most current up to date devices that can inspect all types of wire rope construction.
Definition of NDTThe use of noninvasivetechniques to determinethe integrity of a material,component or structureorquantitatively measuresome characteristic ofan object.i.e. Inspect or measure without doing harm. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
c MicroscopyAcoustic EmitsntenssionamrteneuresPaideuqMiLicteUltngarasMReplicationonicLaseEddyr InteCurrrferoegakentametrFlux Ley Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Visual Inspection (VT)Most basic and commoninspection method.Tools includefiberscopes,borescopes, magnifyingglasses and mirrors.Portable video inspectionunit with zoom allowsinspection of large tanksand vessels, railroad tankcars, sewer lines.Robotic crawlers permitobservation in hazardous ortight areas, such as airducts, reactors, pipelines. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Liquid Penetrant Testing (PT) A liquid with high surface wetting characteristicsis applied to the surface of the part and allowedtime to seep into surface breaking defects. The excess liquid is removed from the surfaceof the part. A developer (powder) is applied to pull thetrapped penetrant out the defect and spread iton the surface where it can be seen. Visual inspection is the final step in theprocess. The penetrant used is often loadedwith a fluorescent dye and the inspection isdone under UV light to increase testsensitivity.
Liquid Penetrant Testing (PT)Some of the advantages of liquid penetrant testing are as follows:(1) Relatively low cost.(2) Highly portable NDT method.(3) Highly sensitive to fine, tight discontinuities.(4) Fairly simple method.(5) Can be used on a variety of materials.(6) All surface discontinuities are detected in one operation, regardless oforientation.Some of the limitations of liquid penetrant testing are as follows:(1) Test surface must be free of all contaminants (dirt, oil, grease, paint, rust,etc.).(2) Detects surface discontinuities only.(3) Cannot be used on porous specimens and is difficult to use on very roughsurfaces.(4) Removal of all penetrant materials, following the test, is often required.(5) There is no easy method to produce permanent record. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Magnetic Particle Testing (MT)The part is magnetized. Finely milled iron particles coated with a dye pigment arethen applied to the specimen. These particles are attracted to magnetic fluxleakage fields and will cluster to form an indication directly over the discontinuity.This indication can be visually detected under proper lighting conditions.
Magnetic Particle Testing (MT)Advantages of magnetic particle testing include the following:(1) It does not need very stringent pre-cleaning operation.(2) Best method for the detection of fine, shallow surface cracks inferromagnetic material.(3) Fast and relatively simple NDT method.(4) Generally inexpensive.(5) Will work through thin coating.(6) Few limitations regarding the size/shape of test specimens.(7) Highly portable NDT method.(8) It is quicker.limitations of magnetic particle testing include the following:(1) Material must be ferromagnetic.(2) Orientation and strength of magnetic field is critical.(3) Detects surface and near-to-surface discontinuities only.(4) Large currents sometimes required.(5) Burning of test parts a possibility.(6) Parts must often be demagnetized, which may be difficult. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Eddy Current Testing (ET)Some of the advantages of eddy current testing include:(1) Does not require couplant.(2) It gives instantaneous response.(3) Has uncomplicated steps during set-up.(4) Is extremely sensitive to flaws.(5) Is very repeatable.(6) High scanning speeds can be used.(7) Is very accurate for dimensional analysis of flaws or coating thickness.Some of the limitations of eddy current testing include the following:(1) The theory requires a good academic background in electrical principles and inmathematics.(2) Extremely sensitive to surface variations and therefore requires a good surface.(3) It is applicable to conductor materials only.(4) Can be used on non-magnetic and magnetic material but is not reliable on carbonsteel for the detection of subsurface flaws.(5) Its depth of penetration is limited.(6) Crack tightness and orientation of eddy current flow to a crack or linear discontinuitywill affect detectability. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Radiographic Testing (RT)Some of the advantages of radiographic testing include:(1) It can be used to inspect large areas at one time.(2) It is useful on wide variety of materials.(3) It can be used for checking internal malstructure, misassembly or misalignment.(4) It provides permanent record.(5) No calibration needed on the job site.(6) Devices for checking the quality of radiograph are available.(7) Interpretation of radiographs can be done in comfortable conditions.Some of the limitations of this method are:(1) X-rays and gamma rays are hazardous to human health.(2) It cannot detect planar defects readily.(3) Access to both sides of the specimen is required.(4) Thickness range that can be inspected is limited.(5) Certain areas in many items cannot be radiographed because of the geometricconsideration.(6) Sensitivity of inspection decreases with thickness of the test specimen.(7) It is more costly.(8) It cannot be easily automated.(9) It requires considerable skill for the interpretation of the radiographs.(10) Depth of discontinuity not indicated. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Ultrasonic Testing (UT)Some of the advantages of ultrasonic testing are:(1) It has high sensitivity which permits detection of minute defects.(2) It has high penetrating power (of the order of 6 to 7 meters in steel) whichallows examination of extremely thick sections.(3) It has a high accuracy of measurement of flaw position and size.(4) It has fast response which permits rapid and automatic inspection.(5) It needs access to only one surface of the specimen.(6) It is not hazardous to operators, public or equipment.(7) Portability and operation is electronic.Some of the limitations of this method are:(1) Unfavorable geometry of the test specimen causes problems duringinspection.(2) Inspection of materials having undesirable internal structure is difficult.(3) It requires the use of a couplant.(4) The probe must be properly coupled during scanning.(5) Defect orientation affects defect detectability.(6) Equipment is quite expensive.(7) Highly skilled manpower is required.(8) Reference standards and calibration required.(9) Rough surfaces can be a problem and surface preparation is necessary. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Power Plant InspectionPeriodically, power plants areshutdown for inspection.Inspectors feed eddy currentprobes into heat exchangertubes to check for corrosiondamage.
Wire Rope InspectionElectromagnetic devicesand visual inspections areused to find broken wiresand other damage to thewire rope that is used inchairlifts, cranes and otherlifting devices.
Storage Tank InspectionRobotic crawlersuse ultrasound toinspect the walls oflarge above groundtanks for signs ofthinning due tocorrosion.Cameras onlongarticulatingarms are usedto inspectundergroundstorage tanksfor damage. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Aircraft Inspection Nondestructive testing is usedextensively during themanufacturing of aircraft. NDT is also used to find cracksand corrosion damage duringoperation of the aircraft. A fatigue crack that started atthe site of a lightning strike isshown below.
Jet Engine Inspection Aircraft engines are overhauledafter being in service for a periodof time. They are completely disassembled,cleaned, inspected and thenreassembled. Fluorescent penetrant inspectionis used to check many of the partsfor cracking.
Pressure Vessel InspectionThe failure of a pressure vesselcan result in the rapid release ofa large amount of energy. Toprotect against this dangerousevent, the tanks are inspectedusing radiography andultrasonic testing.
Bridge Inspection The US has 578,000highway bridges. Corrosion, cracking andother damage can allaffect a bridgesperformance. The collapse of the SilverBridge in 1967 resulted inloss of 47 lives. Bridges get a visualinspection about every 2years. Some bridges are fittedwith acoustic emissionsensors that listen forsounds of cracksgrowing. Eng. Saed Barakat, ASNT NDT Level III ISO 9712 (EN 473) NDT Level III
Pipeline InspectionNDT is used to inspect pipelinesto prevent leaks that coulddamage the environment. Visualinspection, radiography andelectromagnetic testing are someof the NDT methods used.
Magnetic flux leakage inspection.This device, known as a pig, isplaced in the pipeline and collectsdata on the condition of the pipe as itis pushed along by whatever is beingtransported.
Special MeasurementsBoeing employees in Philadelphia were given the privilege ofevaluating the Liberty Bell for damage using NDT techniques. Eddycurrent methods were used to measure the electrical conductivity ofthe Bell"s bronze casing at various points to evaluate its uniformity.



 8613371530291
8613371530291