
overhead crane wire rope inspection quotation

Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.
A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
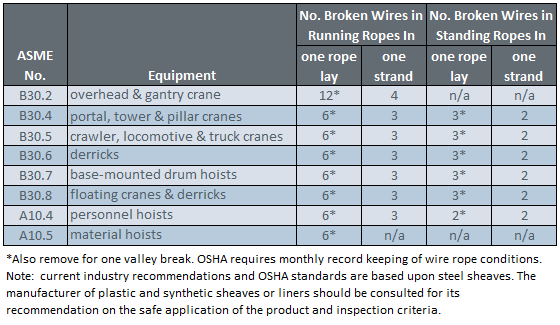
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
The inspection must include any deficiencies that the qualified person who conducts the annual inspection determines under paragraph (c)(3)(ii) of this section must be monitored.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the qualified person determines that, though not presently a safety hazard, the deficiency needs to be monitored, the employer must ensure that the deficiency is checked in the monthly inspections.
All documents produced under this section must be available, during the applicable document retention period, to all persons who conduct inspections under this section.
Removal criteria for wire rope, wire rope slings, synthetic web/round slings, chain slings, rigging hardware, and below-the-hook lifting devices is the focus here. Personnel qualification is available.
ITI endorses the national certification program offered by the National Commission for the Certification of Crane Operators (NCCCO) and provides training to prepare candidates for NCCCO written and practical exams. Exam administration with Certified Practical Examiners (ITI Instructors) is also offered.
Designed for lift planners, crane and rigging managers, and other non-engineers who conduct lift planning activities, ITI’s Fundamentals of Rigging Engineering courses are LEEA accredited and approved by ASME.
ITI offers signalperson training for personnel who use hand and voice signals in crane operations. Qualification and Certification Exams through NCCCO are offered.
As a Safety, Maintenance, or Operations Manager, overhead crane inspectionshould be top of mind for you to stay in compliance with inspection standards laid out by sanctioning bodies like OSHA, ASME/ANSI, and CMAA.
This can seem daunting—especially with all of the other work that you have on your plate—and it can be confusing to understand how often your overhead cranes need to be inspected, and how much that will add to your budget each year.
As a company that employs over 100 certified and experienced crane and hoist inspectors, one of the most frequently asked questions that we get from our customers (often, on a daily basis), is “how much will my crane inspection cost?”
The answer itself can be complex as there are many factors that can affect the cost of an overhead crane and hoist inspection. We’ll dive deeper into these factors below to help you better understand how much an overhead crane inspection will cost you.
The most important factor in determining the cost of an overhead crane inspection is the type of crane or cranes that need to be inspected. There are many different kinds of cranes, and each one has its own unique inspection criteria and requirements, and can take varying lengths of time to complete the inspection process.
As the duty cycle increases, the cost of the inspection will increase due to the components and the time required to complete a thorough inspection. Think about all of the moving parts required to operate an overhead double girder top running electrified crane. Now, compare that to a basic jib crane or mechanical workstation crane with no electronics, and a basic support structure.Number of cranes – The total number of cranes on-site will play a major factor in the cost of the crane inspection. The more cranes there are on site, the longer the inspector(s) will have to remain at your facility to complete the job.
Components – A double girder or single girder overhead crane is going to have significantly more parts than a basic jib or workstation crane. Things like electrification systems, braking systems, radio remote controls/pendants, variable speed controls, etc. have their own inspection requirements and are more complex pieces than what you would find on a jib or workstation crane.
Environment and accessibility of cranes – What type of environment is the crane in? Hazardous or chemical environments, and accessibility considerations like maneuvering lifts to access the crane equipment, have a direct relationship on the cost of the inspection.
A major factor in determining the cost of an overhead crane inspection is the frequency, or type of crane inspection, that is being performed. Knowing how often your overhead cranes need to be inspected is one of the first steps in determining the criteria for inspection and how often it will be performed. Developing an inspection program that will meet compliance requirements for OSHA, ASME, and CMAA standards will help to keep you compliant for overhead crane inspection—scheduling only one annual inspection will not.
Inspection frequency is based on crane service, environmental factors, and application factors according to OSHA 1910.179:“Inspection procedure for cranes in regular service is divided into two general classifications based upon the intervals at which inspection should be performed. The intervals, in turn, are dependent upon the nature of the critical components of the crane and the degree of their exposure to wear, deterioration, or malfunction. The two general classifications are herein designated as ‘frequent’ and ‘periodic’ with respective intervals between inspections…”
The section highlighted in bold above is the most critical piece of this statement. Specifically, “the degree of their exposure to wear, deterioration, or malfunction.” The degree of exposure of the crane’s critical components is determined by the duty cycle of the crane, or crane service classification, as determined by CMAA:Class A (Standby or Infrequent Service) – This equipment, including installation and maintenance cranes, usually operates at slow speeds for precise handling with long idle periods between lifts. Maximum capacity lifts are sometimes required.
Class B (Light Service) – This class of equipment includes cranes in repair shops, light assembly operations, service buildings, light warehousing, etc. and service requirements are light and the speed is slow. Loads vary from no load to occasional full-rated loads with 2-5 lifts per hour, averaging 10 feet per lift.
Class C (Moderate Service) – In terms of numbers, most cranes are built to meet Class C service requirements, including cranes used in machine shops or paper mill machine rooms. These types of cranes will handle loads that average 50% of the rated capacity with 5-10 lifts per hour, averaging 15 feet per lift.
Class D (Heavy Service)– Typical examples of these types of crane include ones used in heavy machine shops, foundries, fabricating plants, steel warehouses, container yards, lumber mills, etc. These types of cranes constantly handle loads approaching 50% of the rated capacity. High speeds are desirable for this type of service with 10-20 lifts per hour, averaging 15 feet, with not 65% of the lifts at rated capacity.
Class E (Severe Service) – This equipment is a top riding bridge or gantry type multiple girder electric overhead crane. Applications include magnet, bucket, or magnet/bucket combination and are most commonly found at scrap yards, cement mills, lumber mills, fertilizer plants, container yards, etc. This service class requires a crane capable of handling loads approaching the rated capacity throughout its life with 20 or more lifts per hour at or near rated capacity.
Class F (Continuous Severe Service) – This equipment is a top riding bridge or gantry type multiple girder electric overhead crane. Applications include custom-designed specialty cranes essential to performing critical work task affecting the total production facility. These cranes must be capable of handling loads approaching rated capacity continuously under severe service conditions throughout its life.
So, now that we’ve identified the different types of overhead crane service classifications, we can lay out guidelines for inspection frequency. A crane will go through two types of inspections during the course of a year: Frequent and Periodic. Let’s identify what these types of inspections are, and how often they need to occur:
Frequent inspection – A frequent inspection is a visual and operational inspection performed monthly or as often as daily. Inspection frequency is based on service, environmental, and application factors, as designated by a qualified person.
Periodic inspection – A periodic inspection is a detailed visual and operational inspection where individual components are examined to determine their condition. Inspection frequency can be quarterly to annually and is based on service, environmental, and application factors, as designated by a qualified person.
There are a few other factors that can affect the cost of a crane inspection. Things like equipment, downtime or wait time, training, and environment can all affect the overall cost of a crane inspection.
Equipment– Will the inspector need to provide their own lift or is there equipment on-site that will allow the inspector to access the cranes? If a technician needs to bring their own lift, it can add up to an hour onto the service time to complete the unloading and loading of the lift.
Are there provisions in place (anchors, guardrails, etc.) for fall protection? Is the equipment easy to reach? Accessibility of the crane or unit can affect the time it takes to complete the inspection.
Training – Is additional safety training required for an inspector to come on your job site or access your facility? Additional training will add on to the number of hours required for the inspection and increase costs. It’s best to let your crane service provider know about this upfront so they can build it into their quote.
Every crane service provider has their own set prices for overhead crane inspection, but you should expect to ask for their hourly rate, plus an estimate of the total number of hours required to complete the crane inspection process at your facility.
We’ve seen ranges starting around $65 per hour all the way up to $125 an hour for crane inspection services. However, many companies quote between the ranges of $75-$100 per hour on average.
One thing to make note of when reviewing bids from crane service providers: If any bid stands out as abnormally low compared to a comparable bid that you received from another vendor, that company may be discounting their inspection quote to get you to sign up for a contract or service agreement. Once you’re on-board as a customer under contract, they may make up for their low bid by marking up their rates for any service and repairs/replacement parts needed down the road.
Remember, when a crane service provider is estimating the total number of hours they expect to complete a crane inspection, they will need the following information to put a well-informed estimate together:Type of crane and capacity of the crane that is being inspected
Other factors, including special training required to come on site, any special equipment needed, operating environment, and accessibility to the crane or equipment
At Mazzella FHS, our field personnel are experienced and certified to help you with in-plant crane inspection needs, field inspections, lifting and rigging inspections, and hoist inspections. We’ll work hand-in-hand with your company to help develop an overhead crane inspection program that meets your company’s unique needs and complies with OSHA and CMAA requirements.
Consultation on inspection reports and actionable items regarding any hazards, mechanical issues, or opportunities for improvement to help keep your employees safe, reduce downtime, and extend the life of your equipment.

Overhead crane inspection. Due to the size and weight of the objects often being transported by overhead cranes, daily usage can lead to a breakdown or, worse, a dangerous failure that puts you, your team, or your company at risk. This is why frequent and periodic crane inspections are required to not only keep them operating at top efficiency, but to also keep your personnel safe, reduce costly downtime, and extend the life of your equipment.
At Engineered Lifting Systems, we offer on-site crane inspection services to businesses and industries across the Midwest. Our inspectors on staff are certified to perform inspections for compliance with OSHA, ASME and CMAA standards. To learn more about overhead crane inspection or to get started on a quote, please contact us or call our team at 866-756-1200.
Our overhead crane company is specialized in performing all types of crane services, including comprehensive inspections where we go through an extensive crane inspection checklist, auditing your machines and providing documentation for compliance with industry standards. Inspection frequency is based on service, environmental, and application factors, as designated by a qualified person.
Frequent crane inspections performed monthly or as often as daily can help identify potential problems and address them before a costly accident occurs. With daily usage over time, normal wear and tear can eventually catch up and damage the structure and components depending on use. Visual and operational inspections keep the crane in peak operating condition, which is where our technicians excel!
Hoist chains and end connections – Look for excessive wear, twist, or distorted links interfering with proper function, or stretch beyond manufacturer’s recommendations. Add lubrication, if necessary.
Overhead crane safety is regulated by the Occupational Safety and Health Administration (OSHA) in 29 Code of Federal Regulations (CFR) 1910.179 which calls for inspections to be performed periodically, or in one to 12-month intervals. Other governing bodies include ASME (The American Society of Mechanical Engineers) and CMAA (Crane Manufacturers Association of America) which have similar standards for annual inspection to determine if any deficiencies are observed and if they constitute a safety hazard.
If you neglect to do these crane inspection requirements, not only will your efficiency suffer, but it could lead to fines if OSHA were to perform an on-site audit.
Any new, reinstalled, modified, altered, repaired, or updated crane should be inspected to ensure compliance prior to the first use. For example, ANSI B30.11 requires a Rated Load Test confirming that the load rating should be no more than 80% of the max load sustained during the test.
These inspections should be performed by qualified OEM representatives in accordance with OEM recommendations to ensure that all components have been properly installed and functionally tested. These trained technicians need to provide a written report on the findings. At Engineered Lifting Systems, we have all pertinent crane inspection certifications in order. Contact us today to take a look at your system before getting to work!
Let our overhead crane inspectors take a look at your system today! Once we are finished, you can get back to work with the peace of mind knowing your machine is up to government standards and your crew is safe to do what they do best. Since 2004, we have been providing businesses in the Midwest with OSHA-compliant crane services of all kinds. To get started on a quote for overhead crane inspection, please contact us or call our team at 866-756-1200.

The wire rope on a crane needs to be replaced when the inspection results indicate that its condition has diminished to the point where further use could be unsafe.
Even regular visual inspections of crane wire ropes do not ensure the avoidance of a disaster. Visual inspection covers only 20-25% of the rope’s metallic cross-section and is cursory and inaccurate.
Crane Wire Ropes Inspection Services with the use of the MRT Equipment manufactured by LRM-NDE Laboratory can detect, localize and evaluate the defects in all cross section area such as: broken wires, corrosion and wear. It allows to determine places where high temperature affects to the wire rope as well.
Regular Crane Wire Ropes Inspection according to with MRT procedure and international standards in cooperation with LRM-NDE Laboratory contributes to:
Crane Wire Ropes Inspection Services are carried out according to LRM-NDE procedure and ISO 4309:2017 Standard – Cranes — Wire ropes — Care and maintenance, inspection and discard.
Crane Wire Rope Inspection and Inspection of Stacker Reclaimer wire ropes are performed by a person competent in the operation of MRT equipment and interpretation of trace data.

The crane operator and inspector must start with a meeting to discuss each person’s role and how the inspection will be preformed—it helps if the crane operator knows what the inspector will be doing.
The inspector must wear protective gloves that allow for feel of the rope—only half the rope can be seen at any given time, so feel is critical to the inspection.
The crane operator NEVER spools rope off the drum until they clearly understand the inspector’s instruction to do so. A suggested method would be having the operator adjust the rear facing mirror to see the inspector—and the drum does not move on verbal command alone, but they must see the inspector’s hands held up and away from the drum.
The operator should understand that some areas of the rope inspection take longer than others—at times there may be longer or shorter delays between spooling commands.

Based in St. Louis, Missouri, Tri-State Rigging Equipment is your one stop shop for all local crane, rigging, and fall protection repair, service and inspection. We employ 19 full time service techs who are experts at inspecting and repairing cranes, hoists and rigging equipment. Since we also fabricate and install cranes, our service techs have a wholistic knowledge of how cranes and rigging equipment function together.
Tri-State Rigging Equipment not only provides service and repair for overhead cranes, rigging equipment, and fall protection, but we are also a Master Parts Distributor for all overhead cranes and rigging equipment. We have been in the material handling industry for over 55 years and have gained extensive knowledge on the functionality of overhead cranes, rigging equipment and fall protection. We have also developed valuable relationships with many manufacturers so that we can offer our customers the best service possible. Some of the services we provide are:
Tri-State Rigging Equipment is the premier overhead crane, rigging equipment and fall protection service provider near you. We have a 24-hour emergency service hotline to always keep you up and running. Top tier customer service is what we have built our company on so give our service team a call for any and all questions regarding, crane inspections, crane repair, hoist repair, rigging inspections, and more.
For overhead cranes you must comply with OSHA 1910.179. OSHA requires that all top running overhead cranes be inspected every month, including the hook, wire rope and chains. These monthly inspections are required to have documentation with a certification record.
Underrunning cranes on the other hand need to be inspected for safety purposes but do not require documentation. Per OSHA and ASME standards all our inspectors are “qualified persons” and have the knowledge and training to properly conduct an OSHA overhead crane inspection.
Since we also fabricate overhead cranes, our 19 crane service techs can look beyond the failed component to identify issues others would miss. They know how the systems are installed, inspected, and fabricated, making them experts at solving both simple, and the most complex crane issues.
All rigging equipment must go through three different types of inspections to satisfy OSHA and ASME standards. These inspections are first, an Initial Inspection (prior to first use), second a Frequent Inspection (daily or before use), and third a Periodic Inspection (minimum every 12 months).
There are a lot of reasons it is important to use a third-party rigging inspection service. First, a fresh set of eyes will always help identify potential hazards that workers wouldn’t notice because they see it every day. Second, it allows employers to shift some of the responsibility and liability away from themselves and onto the third-party inspection service provider. Lastly, here at Tri-State Rigging Equipment our rigging inspectors are experts when it comes to OSHA and ASME standards. We can save you time and money by implementing a lifting and rigging compliance program, including reminding you when an inspection deadline is approaching.
It is important to note that the purpose of rigging inspections is not to get you in trouble, but rather to keep you out of trouble. The cost of an accident can quickly get out of control if you do not have the proper rigging and lifting compliance program in place. Lastly and most importantly, rigging inspections are meant to keep you and your coworkers safe.

Use the "rag-and-visual" method to check for external damage. Grab the rope lightly and with a rag or cotton cloth, move the rag slowly along the wire. Broken wires will often "porcupine" (stick out) and these broken wires will snag on the rag. If the cloth catches, stop and visually assess the rope. It is also important to visually inspect the wire (without a rag). Some wire breaks will not porcupine.
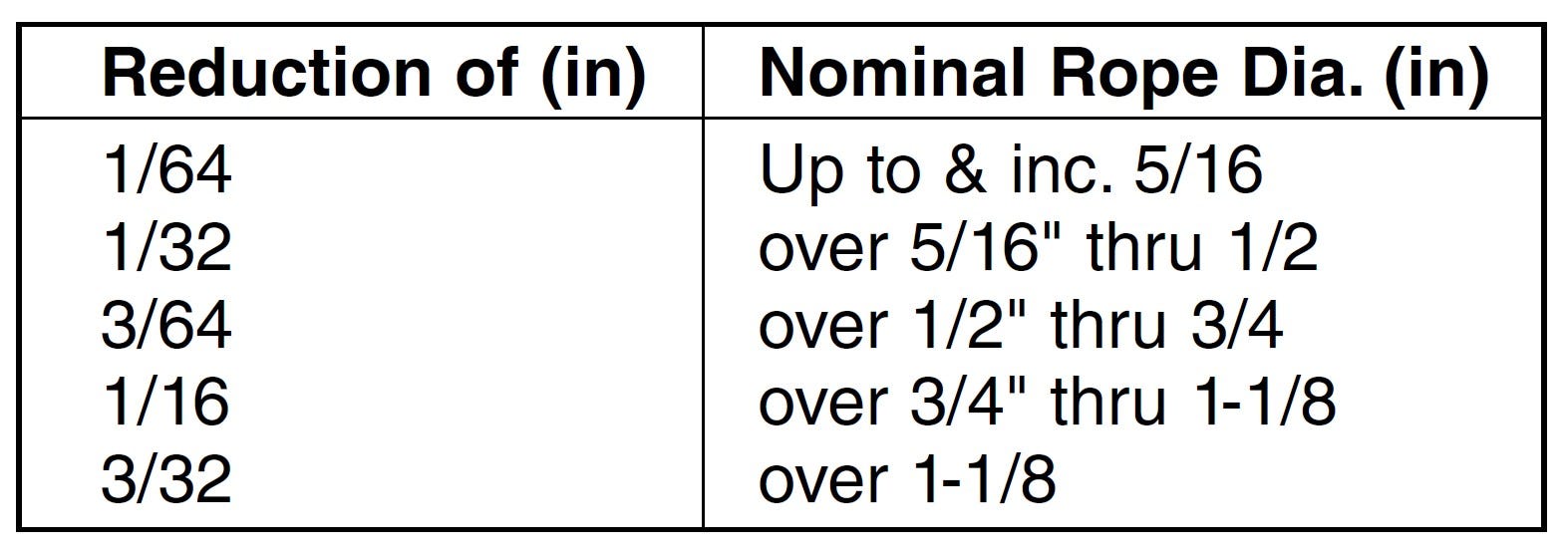
Measure the rope diameter. Compare the rope diameter measurements with the original diameter. If the measurements are different, this change indicates external and/or internal rope damage.
Visually check for abrasions, corrosion, pitting, and lubrication inside rope. Insert a marlin spike beneath two strands and rotate to lift strands and open rope.
Corrosion from lack of lubrication and exposure to heat or moisture (e.g., wire rope shows signs of pitting). A fibre core rope will dry out and break at temperatures above 120°C (250°F).
Kinks from improper installation of new rope, sudden release of a load or knots made to shorten a rope. A kink cannot be removed without creating a weak section. Discarding kinked rope is best.

Before you use an overhead crane, you should always perform a pre-op inspection — and a great tool to do that consistently is to use a basic checklist. But you also need to recognize why these inspections are essential!
Several different types of inspections are performed on cranes, but not all are the responsibility of professionals or maintenance. For example, ASME B30.2-2011-2.1.3 for Overhead Cranes & ASME B30.16-2.1.2 for Underhung Hoists both indicate it is the operator’s responsibilityto inspect cranes and hoists before using them. These pre-operational checks are referred to as functional tests.
While pre-op checklists for cranes might seem redundant to do every shift, a lot can change on a crane depending on the skill and care of the previous person who operated it.
If any issues are discovered, the operator needs to report them to the right person in the facility. Then adjustments, repairs, or replacements must be made per ASME B30.2-2011 2-4.2.4 Adjustments, Repairs, and Replacements. ASME also indicates that records of these functional, or pre-operation, inspections should be made.
Two good practices for crane pre-operational inspections are “Look Up” and “Listen,” and they tie in with ASME B30.2-2011-2.1.3 and its visual and audible examinations description. Let’s talk about what “Look Up and Listen” means to operators.
“Look Up” means looking above you to scan the crane system. Many of the potential issues with the crane are above eye level. So, when you “Look Up,” pay attention to the structure for anything that looks bent, deformed, or out of place. This includes any electrical wiring that may be loose or hanging down. Also, look at your lifting media (chain or wire rope) to see if there are any kinks, frays, broken wires, worn links, twists, etc.
“Listen” means that when you perform your pre-operational checks, you listen for any noises, pops, grinding, squealing, etc., that are out of the ordinary sounds for smooth crane operation. Address any noises that aren’t normal before you start the operation.
Even a simple list of items to check can prevent accidents or costly repairs. For example, in the last few weeks, I had a customer who told me about one of his first shift crane operators who performed a pre-operational inspection at the beginning of his shift.
As he “Looked Up,” he noticed that the wire rope had jumped a groove on the hoist drum. Knowing that wasn’t right, he immediately contacted the maintenance supervisor to look at it. The supervisor called Hi-Speed to have a technician come out and troubleshoot the hoist.
After the technician checked out the crane, we discovered that a wire rope guide had come loose, allowing the rope to jump a groove. Fortunately, it was a simple repair. The wire rope wasn’t damaged, and we quickly had the crane back in operation.
That simple checklist likely saved costly repairs had he used the crane in that condition. In a worst-case scenario, the rope could have been damaged and broken while lifting a load had that operator not taken his pre-operational inspection seriously.
These checklists can also be organized by the type of inspection (e.g., machinery, walk around, operator cab, operational). For example, a cab inspection list might include a check for functional safety devices, warning and/or indicator lights, and alarms for overhead cranes with a cab.
And it’s also important not to overlook details like hooks, slings, chains, and riggings. A visual inspection for signs of damage is crucial before you start operating an overhead crane. For example, hooks should be checked for nicks and gouges, signs of corrosion, excessive wear, or deformation.
In short, don’t forget to “Look Up and Listen” when it’s time to operate an overhead crane or hoist. Those pre-op inspections are essential to the safety of your employees and your equipment. Suppose you’re having trouble developing your checklist. In that case, you can find some online, such as the OSHA Academy or Yale Environmental Health and Safety — and the crane experts here at Hi-Speed Industrial Service can help you develop one specific to your equipment and operating environment. In fact, we can train you and your team on how to perform effective pre-op inspections.
Hi-Speed Industrial Service can also conduct OSHA inspections that fully comply with OSHA 1910.179 and ASME/ANSI B30.2 and perform regular maintenance and repairs. Contact us today to learn how we can help you keep your cranes running!

Wire rope is a machine! It is the workhorse that lifts the heavy loads on wire rope hoists. As a crane technician, there is an endless amount of information you should know about wire rope. The more you understand, the better resource you can be to your customers. Luckily, you don’t need to be the expert! There are others to help you out including, crane and hoist manufacturers, wire rope manufacturers, and other crane technicians. In this article, we will talk about how Demag designs wire rope hoists, selects the wire rope for models that you can buy today, and those you will still find in the field for inspections and repair.
In the world of wire rope, lay has many meanings and definitions. First, we will go through the directional meanings. Lay can refer to the direction in which the strands are twisted around the core of the wire rope. When left hand and right hand lay is referred to like this, it is describing whether the strands are twisted clockwise (left hand) or counter-clockwise (right hand) around the core. For a frame of reference, grab the wire rope in either hand with your thumb pointing up. When the strand appears as if going up to the left, this is a Left Hand lay rope. When it appears as though it is going up to the right, this is a Right Hand lay.
Lay can also refer to the cut of the groove corkscrew in the drum and the corkscrew can go to the left or right. The wire rope will start gathering on the left-hand side of the drum in the case of a left lay and the opposite for right lay. One way to determine this is to look at the drum from the end where the rope is clamped. The term lay can be used to describe the distance of a complete wrap of a strand once around the core. When conducting a wire rope inspection, knowing how to measure the lay is critical. It is measured by determining the distance starting on the outside wrapping the strand one complete time back to the same outside position. This measurement is used to determine the maximum number of broken wires allowed within a single lay and for the number of broken wires in the same strand in a lay. Always consult your inspection criteria bodies, like CMAA and HMI, for the most up-to-date standards.
Lay can also denote whether a rope is Regular Lay or Lang Lay. Regular lay and Lang lay rope are different types of wire rope and differ based on the wire orientation in the strand. Regular lay rope wire appears as though the outermost wire surface is aligned parallel with the centerline of the wire rope axis. Lang lay rope wires appears to be at a 45 degree angle with the wire rope centerline axis. Lang lay type of rope allows for more surface contact with the groove surface on the drum or sheave, increasing the support zone and decreasing the load by spreading it out over a larger area. It is more costly to manufacture, but it can be used in special cases where better wear life for the drum and sheaves is needed. Today, Regular Lay rope is commonly used unless there is a specific design need to use Lang Lay wire rope.
Countries and industries may have different standards or best practices for wire rope. In the USA, the wire rope industry recommends using a Right Hand (RH) lay rope on a Left Hand (LH) drum corkscrew and a Left Hand (LH) lay rope on a Right Hand (RH) drum corkscrew. This is recommended for good spooling of the rope, especially on a grooveless drum. In most cases, Demag designs their wire rope hoists in violation of this best practice, but for a major engineering reason that benefits the user and for additional safety.
Demag wire rope hoists are designed for RH rope on a RH drum and LH rope on a LH drum. This design creates straighter drops of wire rope down to the bottom block as using the same strand lay and corkscrew twists the strands tighter around the core. The straighter drop eliminates interference in a 4/1 reeving configuration as the rope crisscrosses during lifting. This becomes very apparent when the lift height is around the 70 foot range. To make sure that the hoist has positive spooling, the drum is designed with a partial groove and is equipped with a rope guide with pressure rollers or a ring that keeps the rope in the groove.
When it comes to hoists configured for 4/2 reeving with 2 attachment points for the same rope, only one side of the drum follows the best practice. Since there are 2 attachment points in 4/2 reeving, one drum corkscrew is RH and the other LH. Inherent from the reeving design, close to vertical lifting is achieved and crisscrossing interference is not a concern.
Due to wear on the drum and sheaves, we will never recommend changing the lay of the rope used on a hoist when the wire rope needs changed. The existing wire rope lay has already established wear patterns on the drum and sheave that could make changing the rope with a different lay dangerous. Being able to identify or find out what type of rope is used on a wire rope hoist is key to success when wire rope needs changed.
Wire rope is a complex machine, lifting the heaviest loads like space shuttles and precast concrete components. It does the heavy lifting when a load is being lifted by a crane and wire rope hoist. Having a good understanding of wire rope is essential for all crane technicians. Being able to understand what lay means and how to determine what kind of rope is on an existing hoist is just the beginning. Not only will this knowledge allow you to be a more effective technician for your customers, but you can promote safety in the industry.
The crane and hoist safety program’s purpose is to define work practices and inspection procedures to help ensure that overhead crane operators at [Company Name] are protected from potential hazards associated with moving equipment and materials. This program applies to all employees who operate and use overhead cranes, portable hoists, chains and slings, and personnel platforms.
Assure program requirements are observed with respect to daily, monthly, and annual inspections. Establish and maintain an inspection checklist recordkeeping system.
An overhead crane (cranes/hoists that are two or more tons) operator must be physically fit, thoroughly trained, and competent. They must not be using any drugs that could impair physical, visual, or mental reactions or capabilities and must understand all regulations regarding crane safety.
Overhead crane inspections are divided into frequent, monthly, and periodic classifications. Inspection checklists are completed as part of the inspection process. Inspection checklists shall be available for inspection.
Rope slings, hooks, and other lifting equipment shall be visually inspected prior to each day"s use. All parts, including chains, cables, ropes, hooks, etc., on overhead and gantry cranes, shall be visually inspected daily for deformation, cracks, excessive wear, twists, stretch, or other signs of deterioration that may pose a hazard during use.
Hooks and chains shall be visually inspected daily and monthly with a certification record that documents the inspection date, the signature of the person who performed the inspection, and equipment serial number/another identifier. Any hooks with cracks or that have more than 15% more than normal throat opening or more than 10% twist from the plane of the unbent hook must be replaced.
All running ropes should be prepared, including a certification record that includes inspection date and signature of the person who performed the inspection. Any deterioration that results in appreciable loss of strength shall be inspected and a determination made as to whether further use of the rope constitutes a safety hazard. These can include:
Periodic inspections shall be conducted by a trained employee or a contract-certified inspection service. A complete crane inspection shall be performed at least every 12 months and should include the following items:
Hooks and cables – if any adjustments must be made to the unit, the crane will not be operated until all guards have been installed, all safety devices reactivated, and all maintenance equipment moved. If any defect is found, the crane will not be operated until the repair or the adjustment is made.
The crane’s rated load shall be plainly marked on each side of the crane. If the crane has more than one hoisting unit, each hoist and each hoist attachment should have the rated load clearly marked. The marking shall be clearly legible from the ground/floor. The load shall not exceed the rated load of the crane or hoist.
All wiring shall adhere to the National Electrical Code. The control circuit shall not exceed 600 volts. The pendant control voltage shall not exceed 150 volts AC and 300 volts DC. The pendant shall be supported by some means to prevent strain on the electric wire. The pendant control buttons shall be clearly marked as to their function. Lockout and tagout procedures will be used while maintenance is being done.
To attach a load, operator must be familiar with appropriate rigging and hoisting techniques – use a hoist chain/rope free of kinks/twists, a block hook with slings (sling should clear all obstacles), or other approved devices to attach the load.
Before starting the hoist, the hoist rope should not be kinked, and the multipart lines should not be twisted around each other. The hook should be brought over the load to prevent swinging.
All steel chain slings should have a permanently affixed, durable identification stating size, grade, rated capacity and reach, and inspection date. Worn or damaged alloy steel chain slings or attachments should not be used until repaired.
Fiber core wire rope slings of all grades should be removed from service if they are exposed to temperatures more than 200 degrees. Wire rope slings should be removed from service if any of the following is present:
Natural and synthetic fiber rope slings, except for wet frozen slings, may be used in a temperature range from -20 to 180 degrees without decreasing the working load limit. For operations outside of this range, follow the manufacturer recommendations. Natural and synthetic fiber rope slings shall be immediately removed from service if there is abnormal wear, powdered fiber between strands, variations in the size or roundness of strands, discoloration/rotting, or hardware distortion in the sling.
The employing department shall comply with manufacturer specifications and limitations applicable to the operation of any cranes or derricks. The attachments used with a crane shall not exceed the recommended capacity, rating, or scope. The rated load recommended capacities, operating speeds, and special hazard warnings/instructions shall be conspicuously posted on all equipment. The requirements are:
A thorough annual inspection of the hoisting machinery shall be made by a competent person. The inspection dates and results for each hoisting machine and piece of equipment will be maintained by each department. The department will prepare a certification record, which will include the crane inspection date and serial number/another identifier. The most recent certification will be retained on file until a new one is prepared.
All accessible areas within swing radius of the rear of the rotating superstructure of the crane shall be barricaded to prevent an employee from being struck or crushed by the crane.
Guard rails, handholds, and steps shall be provided on cranes for easy access to the car and the cab. G platforms and walkways shall have anti-skid surfaces.
For lines rated over 50 KV, the minimum clearance between the lines and any part of the crane or load shall be 10 feet plus 0.4 inches for each 1 KV over 50 KV, or twice the length of the line insulator, but never less than 10 feet.
If you operate overhead cranes at work, like in factories or construction sites, then you know how important it is to regularly inspect your machinery. The factory-trained technicians at ProservCrane Group in Salt Lake City, UT deliver overhead crane inspection services to you, so your equipment can operate properly and safely for your workforce. We communicate effectively with our team to make sure they can promptly arrive to provide you service. Our professional technicians have garnered years of extensive experience and are very familiar with the various crane types and models out there.
Getting routine maintenance done on your cranes and runways can avoid having a defective overhead crane injure an employee or cost you time and money. Our OSHA standard inspections are detailed to ensure that your investments are well taken care of and that your company can work under safe conditions. In addition, we even hold continued education safety training classes for plant supervisors in Salt Lake. That way you can become even more knowledgeable about best practices in the field today for overhead crane maintenance and manufacturing.
You should also consider having an expert perform load test inspections semi-annually or quarterly to evaluate whether hoist chains and wire ropes are sufficiently up to capacity. Although overhead cranes are sturdy and durable, they may still require occasional updates to boost productivity. Our technicians can conduct renovations and repairs on different structural issues, whether they’re mechanical or electrical.
Our customers have come to expect quick and efficient installations and repairs on their overhead cranes. We can drive over to your location today and check to see if you might need a little work to get things up to speed. Whichever brand AC and DC overhead crane you use for your plant can be inspected with no problem.
The professionals at ProservCrane Group are available 24/7 to get you up and running with ease. Contact our Salt Lake City location at (801) 936-0288 to request a quote for overhead crane inspections.



 8613371530291
8613371530291