
seizing wire rope ends in stock
Proper seizing and cutting operations are not difficult to perform, and they ensure that the wire rope will meet the user’s performance expectations. Proper seizings must be applied on both sides of the place where the cut is to be made. In a wire rope, carelessly or inadequately seized ends may become distorted and flattened, and the strands may loosen. Subsequently, when the rope is operated, there may be an uneven distribution of loads to the strands; a condition that will significantly shorten the life of the rope.
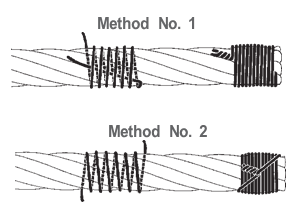
Either of the following seizing methods is acceptable. Method No. 1 is usually used on wire ropes over one inch in diameter. Method No. 2 applies to ropes one inch and under.
Method No. 1: Place one end of the seizing wire in the valley between two strands. Then turn its long end at right angles to the rope and closely and tightly wind the wire back over itself and the rope until the proper length of seizing has been applied. Twist the two ends of the wire together, and by alternately pulling and twisting, draw the seizing tight.
The Seizing Wire. The seizing wire should be soft or annealed wire or strand. Seizing wire diameter and the length of the seize will depend on the diameter of the wire rope. The length of the seizing should never be less than the diameter of the rope being seized.
Proper end seizing while cutting and installing, particularly on rotation-resistant ropes, is critical. Failure to adhere to simple precautionary measures may cause core slippage and loose strands, resulting in serious rope damage. Refer to the table below ("Suggested Seizing Wire Diameters") for established guidelines. If core protrusion occurs beyond the outer strands, or core retraction within the outer strands, cut the rope flush to allow for proper seizing of both the core and outer strands.

Interested in becoming a distributor for Miami Cordage/Florida Wire & Rigging Works? Whether you have a brick-and-mortar store or are an on-line retailer, we offer substantial discounts to our loyal distributors. Click here to find out more information.

Whatever cutting methods your applied, certain precaution - seizing both rope ends must be employed to protect the steel wire ropes from loosening. But carelessly or inadequately seized ends may cause distortion and flattening of the rope. If these loose ropes are applied to works, uneven distribution of loads to the strands may shorten the life of ropes badly. So it is important to seize the wire ropes in the optimal way.
Normally, two methods are widely accepted by our customer. The method one is suitable for wire ropes with diameter over one inch, while the method two is for those with diameter one inch and under.
The diameter and length of seizing wires may different as the diameter of the wire rope. Make sure that the seizing length is no less than the diameter of the steel wire rope.
Generally, one seizing on each side of the cut is sufficient for preformed ropes. But for rotation resistant or non-preformed ropes, no less than two seizing parts are needed with the distance about six rope diameters.
Rigging equipment has a tough job lifting and moving heavy loads for hours and hours a day. In order for that equipment to be able to be its job, we have to take proper care of it. We expect longevity and endurance from equipment like wire rope, but that can easily turn if not properly treated. Equipment that is properly treated, handled, installed, inspected and stored will reward us with a prolonged life of service, better job performance and peace of mind in knowing it won’t fail.
Riggers don’t have the luxury of simple equipment slip-ups. If your rigging equipment fails you, it can cause damage to product, property and worst-case scenario, an extreme safety hazard resulting in injury or loss of life. Since wire rope is a material of choice in heavier lifts, extreme safety hazards can be a real possibility if you’re using rope that’s in an unsafe condition.
Seizing and cutting operations are not difficult to perform, but are crucial in the performance of wire rope. Proper seizing must be applied to both rope ends to protect the wire ropes from loosening – Carelessly or inadequately seized ends may cause distortion or flattening of the rope. If you use wire rope that is not properly seized it will cause uneven distribution of the load over the strands causing the life of the wire rope to be drastically shortened.
Normally, one of two methods are used to do this. Typically method one is suitable for wire ropes with a diameter over one inch, and method two is those with a diameter one inch and under.
If you’re dealing with loading or unloading wire rope in a reel or coil, it’s important to know that that is not a protected storage method and if you drop the reel during this process, it can lead to serious damage to your wire rope. Because of this, it is important to handle reels of wire rope with care and focus not to drop or damage the reel. Damage to the reel can also make it incredibly difficult to remove the wire rope from the reel, so it’s not only an important safety precaution but will also save you time and frustration in the future.
It’s also important to take care when removing wire rope from the reels or coils. When doing this, ensure the reel or coil is rotating as the wire rope unwinds. Below you will see some of the rights vs. wrongs for unwinding rope.
In the rigging field, it’s very important that workers be properly trained in any and all tasks they are performing because many lifts can become extremely dangerous if even one aspect is done incorrectly. So the most important thing to take away from this tip is to seek out proper training from certified professionals before taking on tasks like installing wire rope!
Once you have that training you will know how important it is to take into account the design factor of any equipment being used with wire rope, being sure to take note of the nominal diameter of wire rope to use with the equipment, as specified by the manufacturer. Installing an incorrect size will result in a failed rope or shorter service life as the rope can get pinched into a smaller space compromising its integrity.
Wire rope diameter is determined by measuring the outer circle of the strands, which is the greatest dimension that can be measured with a pair of parallel-jawed calipers or machinist’s caliper square. You can easily make a mistake if not taking care in measuring the largest dimension, as shown below:
Keeping up with the required inspections is something that must be prioritized for all rigging equipment. Wire rope is often used for heavy lifting, which means they are being used in situations where they are trusted to keep not just your load safe, but the people and the environment around it. That means that you have to be confident that your wire rope is up to the task – And how do you do that? Inspections!
Based on manufacturer/organization recommendations, ensure your wire rope is being inspected by a certified professional where the rope can be dismantled and tested through visual assessment and non-destructive testing. Hercules SLR can make this a worry-free part of your business – Our experience and LEEA certified team can take this completely off your hands, on-site or in our fell service rigging shops!
On top of these professional inspections, wire rope should also be visually assessed by trained and experienced workers at the start of every shift or when resuming stalled work. Thorough visual assessments should also be carried out after reattaching or refitting the wire rope on the same or different equipment. Machine operators should be trained to visually assess the entire wire rope, with emphasis on points of attachment.
Things to look for when visually assessing a wire rope: Broken Strands– One of the easiest ways to do this is to run a cotton cloth over the length of the wire (if possible), checking for any places where the material get’s snagged. Any cable that has a single broken wire strand located around critical fatigue areas (where the cable runs around a pulley, sleeve or through a fair-lead; or any section where the cable is flexed, rubbed, or worked) must be replaced. Generally, SOME broken wires in non-critical areas are okay, but always consult your service/maintenance manual.
https://gfycat.com/naturalsilverhawk-skycatcher-stationair-inspection-propeller Internal Ware and Tare – It is recommended to remove the cable whenever possible and flex them to ensure that all cables on the inside of the wire rope haven’t worn down due to environmental deterioration, distortion or fatigue. If you haven’t been keeping up with regular inspections, this is particularly necessary as it is possible for wire rope to look completely sound from the outside, but as soon as you move it around, it completely fails.
Wire rope needs to be stored in a well-ventilated, dry, and covered area and should not come in contact with the floor. If it is necessary to store it outside, they must be covered so that moisture cannot get inside and cause corrosion. You should also make sure that they are protected from dust, water, steam, salt, chemical fumes or adverse climatic conditions.
Turning the reel occasionally is a good practice to get in the habit of. This will prevent the wire rope’s lubricant from wearing off. If ropes are stored for a long time, it is advised for you to get them examined periodically and apply a coat of lubricant to them.
Information about wire rope unloading, storage, handling, installation, operation, lubrication, inspection, maintenance and possible causes for rope faults is given in this article to get best service from it.
Whenever handling wire rope, take care not to drop reels or coils. This can damage wire rope and collapse the reel, making removal of the wire rope extremely difficult. Rope in a coil is unprotected and may be seriously damaged by dropping.
Wire ropes should be stored in a well ventilated, dry building or shed and shall not be in contact with the floor. If it is necessary to store them outside, cover them so that moisture cannot induce corrosion. The place should be free from dust, moisture and chemical fumes. To protect the wooden reels from the attack of termites, the floor should be cemented. Turning the reel occasionally, about half a turn, helps prevent migration of the rope lubricant. If ropes are to be stored for long time, it is advisable to examine them periodically and to apply dressing of lubricant to the top layer of rope on the drum.
Care must be taken when removing wire rope from reels or coils. When removing the rope from the reel or coil, the reel or coil MUST rotate as the rope unwinds. The Following illustrations demonstrate the right and wrong way of unreeling a rope.
For unreeling a reel, a spindle should be put through the reel and its ends jacked up to allow free rotation of the reel when the rope end is pulled. Rope in coil should be paid out from a turntable. Alternatively, where a coil is of short length, the outer end of the coil may be made free and the remainder rolled along the ground. Any attempt to unwind a rope from stationary reel or coil WILL result in a kinked rope. Looping the rope over the flange of the reel or pulling the rope off a coil while it is lying on the ground will create loops in the rope. If these loops are pulled tight, kinks will result.
A kink is a permanent deformation or reshaping of rope. Kink leads to imbalance of lay length which will cause excessive wear. In severe cases, the rope will be so distorted that it will have only a small proportion of its strength. Thus a kink in wire rope results into premature wire rope failure. One of the most common causes for its formation is improper uncoiling and unrelling. If for any reason, a loop does form, ensure that it does not tighten to cause a kink which may lead to distortion of the rope.
When reeling wire rope from one reel to another or during installation on a drum it shall always bend in the same direction: i.e. pay out from the top of the reel to the top of the other reel, or from the bottom of the reel to the bottom of the other reel as illustrated below.
If wire rope is required to be cut, it shall be seized before cutting. Seizing is warping of soft iron wire around a wire rope to prevent its wires from “flying apart” when the wire rope is cut between two adjacent seizing. Proper seizings must be applied on both sides of the place where the cut is to be made. Two or more seizing are required on each side. Either of the following seizing methods is acceptable. Method No. 1 is usually used on wire ropes over one inch in diameter. Method No. 2 is applied to ropes one inch and under.
For Method No. 1, place one end of the seizing wire in the valley between two strands. Then turn its long end at right angles to the rope and closely and tightly wind the wire back over itself and the rope until the proper length of seizing has been applied. Twist the two ends of the wire together to complete seizing. For Method No. 2, wind the wire on the rope until the proper length of seizing has been applied. Twist the two ends of the seizing wire together to complete seizing.
The length of seizing and the diameters of the wires used for seizing depend on the wire rope diameter. Length of seizing shall be greater than two times the rope diameter. Suggested seizing wire diameters are as under.
After cutting the rope it is a good practice to braze rope ends to ensure that they don"t unravel. Leave the seizings on the rope for added holding strength. As cutting a rope with a torch may result in uneven ends, it may be cut by wire rope cutter (in case of small size ropes) or by grinding. Sometime rope ends are seized with hose clamps.
It is important to maintain the manufactured condition of the rope. Take care to prevent turn being put in or taken out of the rope. If turn is put in, core protusion is likely whereas if turns are taken out, bird caging of outer wires may occur.
Installation of wire rope on a plain or grooved drum requires a great deal of care. Whenever practicable, not more than one layer of rope should be wound on a drum. Be sure to use the correct rope lay direction for the drum. This applies to smooth, as well as grooved drums. The easiest way to identify correct match between rope and drum is to look alongside the drum axis and the rope axis. The direction of rope lay and drum groove must be opposite to each other.
Make certain that wire rope is properly attached to the drum. The lay of the rope shall not be disturbed during installation, i.e. turn should not be put in nor taken out of the rope. Start winding the rope in a straight helix angle. To assist with this, some drums have a tapered steel part attached to one flange which "fills" the gap between the first turn and the flange as shown below.
The first layer must be wound tight and under tension. Take a mallet or a piece of wood and tap the wraps tightly against each other such that the rope can"t be shifted on the drum. They should not be so tight that the rope strands interlock. A too tightly wrapped first layer will not allow the next layers to have enough space between wraps. In such cases rope strands in second layer will also get interlocked as shown below.
In any case, the first layer, as well as all of the layers, must be wound on to the drum with sufficient pre-tension (about 5-10% of the rope"s WLL). If wound with no tension at all, the rope is subjected to premature crushing and flattening caused by the "under load" top layers as shown below.
After installing a new rope, it is necessary to run it through its operating cycle several times (known as break in period) under light load (approximately 10 % of the Working Load Limit) and at reduced speed. Start with light loads and increase it gradually to full capacity. This allows the rope to adjust itself to the working conditions and enable all strands and wires to become seated. Depending on rope type and construction some rope stretch and a slight reduction in rope diameter will occur as the strands and core are compacted. The initial stretch (constructional stretch) is a permanent elongation that takes place due to slight lengthening of the rope lay and associated slight decrease in rope diameter. Constructional stretch generally takes place during the first 10-20 lifts, and increases the rope length by approximately ½ % for fiber core rope, ¼ % for 6-strand steel core rope, and approaches zero % for compacted ropes.
Wire Ropes are usually made slightly larger than nominal diameter to allow for reduction in size which takes place due to the compacting of the structure under load (break in period). Keep a record of the new rope diameter after break in period for future reference.
In many cases the equipment has to be tested prior to use. Proof testing requires to purposely overloading the equipment to varying degrees. The magnitude of overloading depends on specification and which governing authority certifies the equipment. The test may impose an overload of between 10% and 100% of the equipment"s rated capacity. Under NO circumstances must the equipment be tested prior to the break in procedure of the wire rope. If you overload a rope which has not yet been broken in, you may inflict permanent damage to the rope.
Equipment consisting of wire ropes shall be operated a by well-trained operator only. A well-trained operator can prolong the service life of equipment and reduce costs by avoiding the potentially hazardous effects of overloading equipment, operating it at excessive speeds, taking up slack with a sudden jerk, and suddenly accelerating or decelerating equipment. The operator can look for causes and seek corrections whenever a danger exists. He or she can become a leader in carrying out safety measures – not merely for the good of the equipment and the production schedule, but, more importantly, for the safety of everyone concerned.
It is a common practice to leave a crane idle from one day to another or over a week end, with the rope at one position. This practice should be varied; otherwise the same part of the rope is constantly left on a bend leading to faster deterioration of that part of the rope.
Although every rope is lubricated during manufacture, to lengthen its useful service life it must also be lubricated "in the field." A rope dressing of grease or oil shall be applied during installation. Subsequently the wire rope shall be cleaned and relubricated at regular intervals before the rope shows signs of dryness or corrosion. Wire rope may be cleaned by a wire brush, waste or by compressed air to remove all the foreign material and the old lubricant from the valleys between strands and wires. After cleaning the rope, it should never be cleaned using thin oils like kerosene or gasoline as it may penetrate into the core and do away with the internal lubrication. The use of relatively fluid dressings is sometimes preferred, which can easily penetrate between the outer wires of the rope, and displace any water, which may have entered. New lubricant may be applied by a brush or may be dripped on to the rope preferably at a point where the rope opens because of bending as shown below.
When ropes are to be stored for prolonged periods or used for special operating conditions, the heavier bituminastic type of dressing is preferable to low viscosity dressings, which tend to drain off the rope, thus exposing it to corrosion.
The lubricant used must be free from acids and alkalies and should have good adhesive strength (should be such that it cannot be easily wiped off or flung off by centrifugal force). It should be able to penetrate between the wires and strands. It should not decompose, have high film strength and resist oxidation.
Frequency of lubrication depends on operating conditions. The heavier the loads, the greater the number of bends, or the more adverse the conditions under which the rope operates, the more frequently lubrication will be required.
It is essential to inspect all running ropes at regular intervals so that the rope is discarded before deterioration becomes dangerous. In most cases there are statutory and/or regulatory agencies whose requirements must be adhered to. As life of wire rope is affected by condition of drum and sheaves, their inspection and maintenance also shall be carried out.
Regular external and internal inspection of a rope shall be carried out to check for its deterioration due to fatigue, wear and corrosion. It should be checked for the following criteria. The individual degrees of deterioration should be assessed, and expressed as a percentage of the particular discard criteria. The cumulative degree of deterioration at any given position is determined by adding together the individual values that are recorded at that position in the rope. When the cumulative value at any position reaches 100 %, the rope should be discarded.
The occasional premature failure of a single wire shortly after installation may be found in the rope life and in most cases it should not constitute a basis for rope removal. Note the area and watch carefully for any further wire breaks. Remove the broken ends by bending the wire backwards and forwards. In this way the wire is more likely to break inside the rope where the ends are left tucked away between the strands. These infrequent premature wire breaks are not caused by fatigue of the wire material
The rope must be replaced if a certain number of broken wires are found which indicate that the rope has reached its finite fatigue life span. Wire rope removal/retirement criteria based on number of broken wires are given in ASME B30 and ISO 4309 specifications.
Tensile wire breaks are characterized by their typical "cup and cone" appearance as shown below. The necking down of the wire at the point of failure to form the cup and cone indicates that the failure has occurred while the wire retained its ductility.
Under normal operating conditions single wires will break due to material fatigue on the crown of a strand. Crown breaks originate at the outside of the rope at the contact point between rope and sheave/drum as shown below.
Valley breaks originate inside the rope and are seen in the valley between two strands. Valley breaks hide internal wire failures at the core or at the contact between strand and core. Valley break may indicate internal rope deterioration, requiring closer inspection of this section of rope. Picture of a rope with valley brake wires is given below.
Crown breaks are signs of normal deterioration, but valley breaks indicate an abnormal condition. Generally extreme notching and countless wire breaks is found in core (complete core failure) when valley breaks are noticed. Such condition will result in catastrophic rope failure and hence it is recommended to remove wire rope from service even if a single valley wire break is detected.
All wire rope removal/retirement criteria are based on fatigue wire breaks located at the crown of a strand. Table as per ASME specification showing maximum number of broken crown wires is as under. The removal criteria are based on the use of steel sheaves.
Broken wires at or near the termination indicates high stresses at that position. It can be due to incorrect fitting of the termination. The cause of this deterioration shall be investigated and the termination remade by shortening the rope if sufficient length remains for further use. If this is not possible, the rope shall be discarded.
In applications where major cause of rope deterioration is fatigue, broken wires will appear after a certain period of use and the number of breaks will progressively increase with usage time. In such cases it is recommended that careful periodic examination and recording of the number of broken wires is carried out with a view to establish the rate of increase in the number of broken wires. The trend can be used to plan wire rope replacement.
The round outer wires of standard wire rope will become flat on the outside due to friction when they come in contact with drums, sheaves, or other abrasive matter like sand or gravel. This is part of normal service deterioration. As shown below, when the surface wires are worn by 1/3 or more of their diameter, the rope must be replaced.
There will be always a normal continuous small decrease in diameter throughout the rope"s service life. Diameter reduction after the break in period is often due to excessive abrasion of the outside wires, internal or external corrosion, inner wire failures and/or inner wire abrasion and deterioration of a fibre core / fracture of a steel core. When core deterioration occurs, it is revealed by a more rapid reduction in diameter. Rope shall be replaced when core deterioration is observed.
Corrosion, while difficult to evaluate, is a more serious cause of degradation than abrasion. It reduces the breaking strength of the rope by reducing the metallic cross-sectional area, and also accelerates fatigue by causing surface irregularities which lead to stress cracking. Usually, it signifies a lack of lubrication. Corrosion often occurs internally before there is any visible external evidence on the rope surface. Corrosion also prevents the rope"s component parts from moving smoothly.
Visible distortion of the rope from its normal shape is termed “deformation” or damage. It is not repairable. It leads to uneven stress distribution in the rope. The magnitude of the deformation may vary from a slight cosmetic damage to total destruction of the wire rope. Kink, crushing, birdcage (also know as basket or lantern formation), core or strand protrusion and wire protrusion are various types of deformations.
Crushing or flattening of the strands can be caused by a number of different factors. These problems usually occur on multilayer spooling applications. Generally crushing conditions occur because of improper installation of the wire rope.
Birdcage is a result of a difference in length between the rope core and the outer layer of strands. Different mechanisms can produce this deformation. For example, when a rope is running over a sheave or onto the drum under a large fleet angle, it will touch the flange of the sheave or the drum groove first and then roll down into the bottom of the groove. This characteristic will unlay the outer layer of strands to a greater extent than the rope core, producing a difference in length between these rope elements. Shock loading also leads to birdcage formation. A birdcage looks as shown below.
Core or strand protrusion is a special type of birdcage in which the rope imbalance is indicated by protrusion of the core between the outer strands, or protrusion of an outer strand of the rope or strand from the core. A photograph of core protrusion is shown below.
As wire rope performance depends upon the condition of the equipment on which it operates, to increase life of a wire rope, corrective actions shall be taken after checking of wire rope at cross points, wedge sockets and other components of a machine like sheave and drums as under.
On multiple layer drums, wire rope will wear out at the crossover points from one wrap to the next. At these crossover points, the rope is subjected to severe abrasion and crushing as it is pushed over the rope "grooves" and rides across the crown of the layer beneath as shown below.
In order to extend the rope"s working life, shortening of the rope at the drum anchoring point of approx. 1/3 of the drum circumference, moves the crossover point to a different section of the rope. Now, a rope section previously not subjected to scrubbing and crushing will take the workload
Replace the sheaves with broken flanges as it enables wire rope to jump the sheave and become badly cut or sheared. If sheaves are wearing on one side, correct the alignment.
Check the sheave / bearings for ease of rotation and wear. Worn bearings cause vibration in the rope, increasing wire fatigue. Repair the bearings or replace the sheave.

Binding of a wire rope with wire or other material on each side of the place where a rope is to be cut, to prevent un-laying of the strands. Seizing wire is a mild steel wire drawn to sizes approximately 2 mm (.04 in.) in diameter. Finish, annealed or annealed galvanized. Seizings on locked coil ropes will range in length from 10 to 20 rope diameters and their number will vary with rope diameter and construction.

Steel wire rope has been utilized for centuries. Since steel wire rope’s experimental use in the 1800s in Europe, it has become absolutely vital for many industries. Steel wire rope is used in the marine industry, construction, farming, and automotive sector, just to name a few.
A piece of steel wire rope is constructed of fine individual wires woven together around a solid fiber core or steel wire core. It’s this durable design that allows stainless steel wire rope to be heat and impact-resistant. However, regardless of its durability, there are some tips you should know about using wire ropes correctly.
Steel wire rope is meant to last a long time, many years if cared for properly. Keep in mind that you get what you pay for so don’t gyp yourself when it comes to quality. Shop around to check out the different varieties of thicknesses and construction of wire ropes.
Buying online is a good way to save some money if you’re strapped for cash. However, if you buy second-hand, be sure to thoroughly check the wire rope for any damage, such as corrosion, knicks, kinks, and scratches.
It’s imperative that you break in your steel wire rope as soon as you buy it. Breaking in a steel wire rope simply means utilizing it for what you intended minus the load. Remember that wire rope is prone to stretching, so allow a stretch of about half a percent of the rope length.
Towards the end of the rope’s lifespan, it’s good practice to check for stretch. It’s time to replace that rope once the diameter of the rope has been significantly reduced.
Seizing your rope simply means binding the ends of a rope. While a simple step, it is absolutely critical. A good way to learn the proper methods of seizing wire rope is to simply watch tutorials on how it’s done by professionals.
You can extend your wire rope’s lifespan by practicing good coiling and storage habits. This will greatly reduce the kinks and twists that can damage wire rope as time passes. These processes can also be seen done on Youtube tutorials. While it’s not a difficult process, it’s important to pay attention to detail.
As previously mentioned, steel wire rope is manufactured with multiple strands of wire. This allows dust, dirt, and moisture to build up in the tiny gaps. Simply utilize a wire brush and petroleum solvent to scrub away any debris.
While you’re cleaning, use this time to look for any damage to your wire rope. If you see any serious distortion on the rope, it should be replaced immediately.
It’s also important to lubricate your wire rope after you clean it. In addition to the rope itself, you should also lubricate any machinery the rope runs through. Doing so will reduce damaging friction on the cable. This friction can lead to fraying, tears, or even snaps.
When installing wire ropes to machinery or for rigging purposes, it’s absolutely imperative to have this work done by professionals. If you aren’t adequately trained when it comes to installing steel wire ropes, it’s a good idea to hire someone who is. Remember that OSHA regulates the safety of wire rope. AtSilver State Wire Rope and Rigging, our staff has the correct training necessary to provide you and your company with the wire rope and rigging solutions you need.Contact ustoday to get the job done right.
To prevent the unlaying/ loosening of the wire rope strands ( or brooming ) when we perform cutting on the wire rope, binding of a wire material ( also known as seizing wire) on each side of the wire rope ( to be cut ) is usually necessary.



 8613371530291
8613371530291