
steel wire rope for cranes manufacturer

Crane wire ropes play an important role in ensuring a smooth conduct of work processes in harbors, off-shore platforms or various other applications where cranes are needed. Whether you need tower crane ropes or offshore crane ropes, galvanized or stainless steel ropes, you will find the optimal solution in our company.
When you are picking up crane wire ropes, make sure that the breaking strength of new wire ropes is five times the sizes of the largest load for lifting applications and three times for pulling applications.

Years of continuously setting incredible standards in the manufacturing of rotation resistant and non-rotation crane ropes in various construction and engineering sectors has given SWR & Teufelberger a real cutting edge when providing customers with solutions to their steel wire rope requirements.
With over 130 years’ experience in the manufacturing of steel wire ropes Teufelberger strive to continuously maintain and improve quality by using only the highest quality of raw materials, professional quality inspections and modern state of the art manufacturing facilities when producing their SUPERFILL® and PLASTFILL® multi-strand steel wire ropes.
Each single strand of wire that is used in the manufacturing process of Teufelbergers ropes is used with purpose. From the core out to the exterior of all wire ropes they are designed with sophisticated engineering by professional bodies to provide innovative and tailor-made solutions.
Offering worldwide availability for both parts and wire rope along with the latest SUPERFILL® and PLASTFILL® rope technologies Teufelberger guarantee the highest of safety for your daily operations along with extremely high breaking forces and high resistance to challenging conditions.
All materials are fully certified and have full traceability in line with our ISO9001 procedures. All ropes are manufactured to the European standard EN 10204 3.1/LR

The global success of Usha Martin’s crane rope is based on an uncompromising commitment to quality. Our wire rope for cranes are designed to provide longer life, less downtime, and superior resistance to bending fatigue for lifting applications under adverse working conditions. The company’s quality management system is certified per standard ISO 9001: 2015, along with manufacturing assessment certifications from ABS, DNV-GL, and Lloyds. Crane ropes supplied by Usha Martin and its group companies are supported by an extensive global network, offering expert advice to both crane manufacturers and end users.
With six decades of excellence in manufacturing specialty steel wire ropes for cranes, we have developed next-generation crane ropes for different applications to meet the specific needs of customers. These cover all types of wire rope for cranes, including specially designed compacted ropes with plastic-impregnated cores and rotation-resistant ropes. All steel wire ropes undergo stringent quality testing procedures. We offer a wide variety of hoist ropes to suit the needs of different industrial applications.

Numerous industries require lifting equipment to facilitate their operations. Out of those hundreds of sectors, the construction industry is the one whose operations rely the most on a diverse range of rigging solutions that have to be able to hoist light to heavy loads. All lifting operations, especially the heaviest ones, must be done with dependable and safe wire ropes. At Kennedy Wire Rope & Sling, we source our wire rope from manufacturers whose products meet, or exceed, industry standards. Our mission is to provide clients with a product that is nothing less than exceptional.
Wire rope is the best product for doing the heavy lifting for crane operations. Wire rope is made from multiple steel wires that are put together around a core. Steel wire offers strength, flexibility, the ability to handle stress, and works well for bearing heavy loads, which is the whole purpose of crane operations. Wire rope is also extremely resistant to corrosion, rotation, fatigue, crushing, and abrasion. Kennedy Wire Rope & Sling Company offers many different types of wire rope for your crane needs. Many industries, such as the construction, manufacturing, and oil and gas industry, rely on our crane products to meet their needs.
Flex-X 9: Features compacted strands and swaging for increased stability and extra drum crushing resistance. It’s designed for boom hoist applications and tubing line applications where drum crushing is a challenge.
19×19 Compacted: A very flexible rope with excellent resistance to rotation and high tensile strength. Best for use with choker ropes, trolley lines, winch lines, hoist ropes and boom lines. Applications include cranes, excavating, dredging, marine, oil and logging.
35×7 Class: Features a high strength-to-diameter ratio. Its unique design minimizes rotation and torque of the rope at normal load ranges of 0 to 20% of the rope’s minimum breaking force. Excellent when load control is vital.
8 x 19 Class: Is resistant to crush and built within ISO 9001 specifications. It has one of the most stringent testing processes of any rope. From creation to deployment, industry experts know what this rope can take.
Let our experienced on-site services team help you with your next wire rope slings installation, inspection, and maintenance procedure. This will ensure that you will get the most out of your equipment, with minimal downtime.
At Kennedy Wire Rope, our teams are dedicated to being and remaining the industry’s leading supplier of hardware used in rigging, construction, and oil and gas operations. We also have the licenses and insurances that our customers’ depend on. Call us today at 800-289-1445 and speak with a friendly representative. We welcome any questions concerning any of our products and rigging services.

Bridon-Bekaert steel wire rope specialists for many years have worked globally together with the major crane manufacturers (OEM) to develop a range of cost-effective ropes for the demanding environments in which today"s construction cranes operate. Our specialists are available to assist users in obtaining maximum performance and reliability from a wide range of globally available Bridon-Bekaert crane ropes.

Steel Wire rope is a very complex machinery element which primary function is the transmission of tensile forces. Its basic constructional design allows repeated changes in the direction of pull through reeving systems incorporating drums and sheaves. General purpose wire ropeshave been developed and standardized in national and international standards . However the increasing demand for higher breaking strength, greater flexibility, better rotation resistance , and extended rope life cannot be met by such general purpose steel wire ropeconstructions. Horizon Cable is a stocking distributor for Python Wire Rope, which through research, development and engineering over many years has developed rope constructions that have significantly improved operating life. There are vast array of applications that Python Wire Rope can be installed by Horizon Cable Service in Oklahoma, Texas, Wyoming, Kansas, North Dakota and New Mexico to improve service life. Below are a few of the proven applications for our high performance wire ropes:
One benefit to High Performance Wire Rope is the increased breaking strength over standard wire ropes. This is achieved in the manufacturing process by compaction processes. Standard ropes are drawn which create a round outer circumference, but compacted ropes have flat outer service. The two types of compaction are STRAND COMPACTION and SWAGE COMPACTION. Strand compaction is the most popular, in this process the compaction is applied to the individual wires, where the swage compaction is applied to the entire wire rope itself. Both have their advantages for particular applications.
Rotation resistant ropes can fall under three different classes Spin Resistant, Rotation Resistant, and Non Rotating. In all of these types of wire ropes the outer layer is twisted opposite for the inner layers. Rotation resistant and spin resistant ropes will have one inner layer, while non-rotating lines will have multiple inner strands rotating a different direction from the outers.
6 strand high strength swage compacted rope that is perfect for applications that require a crush resistant rope to be used in multi-layer winding systems; e.g. boom hoist on lattice boom mobile and tower cranes
Python Compac 18 is recommended for bot multipart load and single part applications where medium rotational stability is needed. Use as main and auxiliary hoist line on Grove, link belt, Manitowoc, Terex and other us made mobile and truck cranes. Also used very successfully as a pulling rope on underground cable pulling winches.
Main and auxiliary hoist line for European type mobile and for all types of construction tower cranes which require a high strength rotation resistant rope construction. Excellent rotation resistant properties make this rope the preferred choice for all single and multiple line reeving systems.

Fulfilling the technical parameters when producing a high performance steel wire rope is only the first step on the road to success. Our knowledge about the professional use of a steel wire rope on site collected over many years is the key to the economic efficiency of a port crane. Crane wire-ropes from Teufelberger-Redaelli, provide a substantially reduction of overall expenses because we know what’s important: safety and a long service life due to flexibility, , high bending fatigue resistance, perfect spooling characteristics, constant quality and reliability. .
The Teufelberger-Redaellirope experts provide competent advise and in case of any question we are always available for you via a network of competent field engineers and a 24-hour hotline. We make sure that your downtimes and total costs of ownership are kept at a minimum.
Designing a high performance steel-wire rope requires detailed technological and production-related know-how. The PLASTFILL® technology developed by Teufelberger-Redaelli consists of covering the lubricated steel-core in a compact synthetic coating. The SUPERFILL® compaction technology uses a special process to compact the individual strands of the steel wire-rope. Galvanized wires and special lubrication provide additional protection against corrosion. The high quality of the individual wires used is the result of long standing cooperation with our suppliers. We rely on the best only.
Teufelberger-Redaelli offers a wide range of rotation resistant and non-rotation resistant high performance steel-wire ropes for port cranes excelling equally as boom hoist rope, hoist rope, trolley rope, or dragline. The various applications include mobile harbor cranes, container cranes, pontoon cranes, ship unloader and shiplifter.

TEUFELBERGER high performance steel wire ropes are being used for various tasks on cranes around the world. In order to keep their quality at the highest level, a team of experts has been working continuously on upgrading existing and developing new products. In these endeavors, we work together closely with our renowned customers so as to find the perfect solution for their high demands.
Our range of services encompasses rope assembly, splicing, exchanging ropes, and even providing customized training. For these purposes, our service teams are deployed to many countries of the globe.
soLITE® by TEUFELBERGER, the first-ever fiber rope featuring a steel wire rope construction, impresses its users by providing 10% more in loading capacity and 80% less in weight than its steel counterparts. Developed together with the crane specialists at LIEBHERR, it has already taken the place of steel wire ropes in challenging lifting applications.

The cable on a crane moves through a series of motorized pulleys that are controlled by the crane operator to raise and lower items. For safety reasons, a crane usually has several wire rope cables that are attached to the object being lifted. This helps to prevent putting too much strain on a single cable.
To create wire rope cable, manufacturers begin with long strips of high tensile strength metal that are tightly woven together into strands. A large majority of wire rope cables are constructed using steel due to its durability and strength. Several strands are then spun and pressed tightly together into a helix using a machine.
The newly created wire rope cable is then rolled up onto a spool and shipped out, or it is rolled up onto a pulley to be used with a brand new piece of heavy equipment.
Stationary ropes bear tensile forces and are loaded with fluctuating levels of stress. These are the types of cables that would be found on a suspension bridge.
Finally, wire rope slings (also called stranded ropes) are used to harness all kinds of goods. These are bent over sharp edges of goods to hold them in place.
Wire rope manufacturers produce their products in order to provide a high load capacity, versatile alternative to weaker ropes like manila rope or hemp rope. Wire rope products are used for a wide variety of motion transmission applications, among them: lifting, baling, tie down, hoisting, hauling, towing, mooring, anchoring, rigging, cargo control, guidance and counterbalance. They can also be used as railing, fencing and guardrailing.
Wire rope is a must-have for many heavy duty industrial applications. From mining to forestry to marine and beyond, there’s wire rope for almost every job. Some of the many industries in which wire rope is popular include: construction, agriculture, marine, industrial manufacturing, fitness, sports and recreation (plastic coated cables for outdoor playground equipment and sports equipment), electronics, theater (black powder coated cables for stage rigging), mining, gas and oil, transportation, security, healthcare and consumer goods.
Wire rope as we know it was invented just under 200 years ago, between 1831 and 1834. At that time, the goal was to create a rope strong enough to support work in the mines of the Harz Mountains. Invented by Wilhelm Albert, a German mining engineer, this wire rope consisted on four three-stranded wires. It was much stronger than older rope varieties, such as manila rope, hemp rope and metal chain rope.
While studying at Freiburg School of Mines, a man named L.D.B. Gordon visited the mines in the Harz Mountains, where he met Albert. After he left, Gordon wrote to his friend Robert Stirling Newall, urging him to create a machine for manufacturing wire ropes. Newall, of Dundee, Scotland, did just that, designing a wire rope machine that made wire ropes with four strands, consisting of four wires each. After Gordon returned to Dundee, he and Newall, along with Charles Liddell, formed R.S. Newall and Company. In 1840, Newall received a patent for “certain improvements in wire rope and the machinery for making such rope.”
In 1841, an American manufacturer named John A. Roebling began producing wire rope for suspension bridges. Soon after, another set of Americans, Josiah White and Erskine Hazard, started incorporating wire rope into coal mining and railroad projects, forming Lehigh Coal & Navigation Company (LC&N Co.). In 1848, wire rope from their wire rope factory in Mauch Chunk, Pennsylvania provided the lift cables needed to complete the Ashley Planes Project. This project sought to improve the performance and appearance of the freight railroad that ran through Ashley, Pennsylvania, by adding lift cables. This increased tourism and increased the railroad’s coal capacity. Before, cars took almost four hours to return; after, they took less than 20 minutes.
Wire rope likewise changed the landscape (again) in Germany, in 1874, when an engineering firm called Adolf Bleichert & Co. used wire rope to build Bi-cable aerial tramways. These allowed them to mine the Ruhr Valley. Several years later, they also used wire rope to build tramways for the German Imperial Army and the Wehrmacht. These tramways were wildly successful, opening up roads in Germany and all over Europe and the USA.
Since the 1800s, manufacturers and engineers have found ways to improve wire rope, through stronger materials and material treatments, such as galvanization, and different rope configurations. Today, wire rope makes possible many heavy industrial processes. It has become a necessity of the modern world.
Strands are made by tightly twisting or braiding individual wire together. One strand could have anywhere between two and several dozen wire filaments depending on the necessary strength, flexibility, and weight capacity.
One of the most dynamic elements of wire cables is the inner core. The strands are wrapped around the core, and it can be made of different metals, fibers, or even impregnated fiber materials. For heavy applications, cores are often made of a different strand of wire called an independent wire rope core (IWRC). An IWRC has a considerable amount of flexibility and it is still very strong. In fact, at least 7.5% of the strength increase in a wire rope can be attributed to an IWRC.
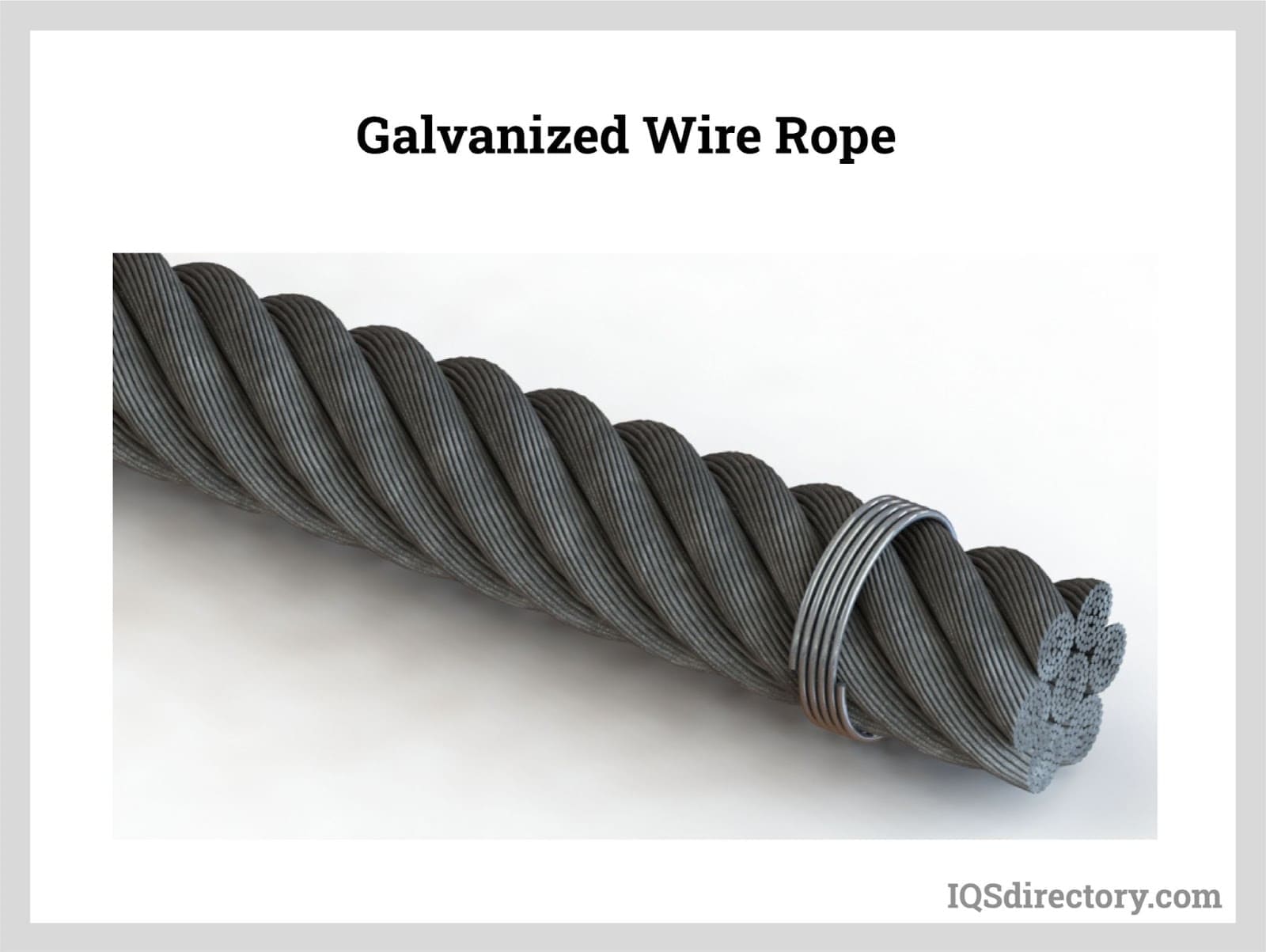
While they sometimes use other metals, like aluminum, nickel, copper, titanium, and even bronze for some applications, manufacturers primarily produce wire rope from steel. This is because steel is very strong and stretchable. Among the most common types they use are: galvanized wire, bright wire, stainless steel and cold drawn steel.
Of the wire rope steels, cold drawn carbon steel wire is most popular, although stainless steel wire rope is sometimes employed as well. Stainless steel rope is most popular for its anti-corrosive properties. Bright wire rope, a type of ungalvanized steel wire rope, is also popular. For added strength and durability, galvanized steel wire rope/galvanized steel cables are a very popular choice. Galvanized aircraft cable, for example, is always a must in aerospace.
When choosing or designing a custom wire rope for your application, suppliers consider factors such as: the environment in which the rope will function, required rust resistance, required flexibility, temperature resistance, required breaking strength and wire rope diameter. To accommodate your needs, manufacturers can do special things like: make your rope rotation resistant, color code your rope, or add a corrosion resistant coating. For instance, sometimes they specially treat and coat a cable with plastic or some other compound for added protection. This is particularly important to prevent fraying if the wire rope is often in motion on a pulley.
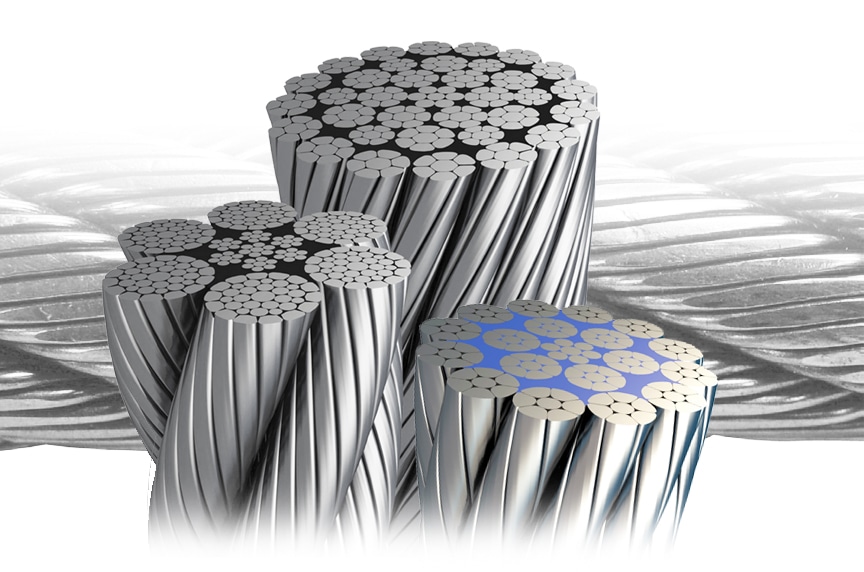
Manufacturers and distributors identify the differences in wire cable by listing the number of strands and the amount of wires per strand so that anyone that orders understand the strength of the cable. Sometimes they are also categorized by their length or pitch. Common examples of this include: 6 x 19, 6 x 25, 19 x 7, 7 x 19, 7 x 7, 6 x 26 and 6 x 36.
More complex wire rope identification codes connote information like core type, weight limit and more. Any additional hardware like connectors, fasteners, pulleys and fittings are usually listed in the same area to show varying strengths and degrees of fray prevention.
Cable wire rope is a heavy-duty wire rope. To give it its high strength, manufacturers construct it using several individual filaments that are twisted in strands and helically wrapped around the core. A very common example of cable wire rope is steel cable.
Spiral rope is made up an assemblage of wires with round or curved strands. The assemblage features at least one outer layer cord pointed in the opposite direction of the wire. The big advantage of spiral ropes is the fact that they block moisture, water and pollutants from entering the interior of the rope.
Similarly, stranded rope steel wire is made up of an assemblage of spirally wound strands. Unlike spiral rope, though, its wire patterns have crisscrossing layers. These layers create an exceptionally strong rope. Stranded rope may have one of three core material types: wire rope, wire strand or fiber.
Wire rope chain, like all chains, is made up of a series of links. Because it is not solid, wire rope chain is quite flexible. At the same time, it is prone to mechanical failure.
Wire rope slings are made from improved plow wire steel, a strong steel wire that offers superior return loop slings and better security. The plow wire steel also shields rope at its connection points, which extends its working life. Wire rope slings, in general, provide their applications with increased safety, capacity and performance. Wire rope sling is a rope category that encompasses a wide range of sub-products, such as permaloc rope sling, permaloc bridle slings and endless slings. These and other wire rope slings may be accompanied by a wide variety of sling terminations, such as thimbles, chokers and hooks.
Wire rope offers its user many advantages. First, design of even distribution of weight among strands makes it ideal for lifting extremely heavy loads. Second, wire rope is extremely durable and, when matched properly to the application, can withstand great stress and elements like corrosion and abrasion. In addition, it is very versatile. Its many iterations and the ways in which the rope can treated means that users can get rope custom fit for virtually any application.
Depending on the type of wire rope with which you are working and your application, you may want to invest in different accessories. Among these accessories are: wire rope clips, steel carabiners, fittings, fasteners and connections.
To ensure that your wire rope quality remains high, you must regularly inspect them for wear and degradation. The right wire rope should be selected for a particular use. Watch out for performance-impacting damage like: rust, fraying and kinks. To make sure that they stay in tip-top shape, you should also clean and lubricate them as needed. Check for this need as a part of your regular inspection.
Rope care is about more than inspection. It’s also about making an effort to use and store them properly every time you use them. For example, never exceed your rope’s rated load and breaking strength. Doing so will not only cause the weakening of your cable, but it may even cause immediate breakage. In addition, always store your wire rope cable in a dry and warm area, away from those elements that could cause premature rusting or other damage. Finally, always carefully wind your wire rope when you’re done with it, so as to avoid kinks. If you follow all these tips and treat your wire rope assemblies well, they will reward you with a long and productive service life.
Always make sure that you purchase wire rope that matches your industry and regional standards. Some of the most widely referenced standards organizations for wire rope include: ISO, ASTM International and OSHA. Talk over your specifications and application with your wire rope supplier to figure out what’s best for you.
If you’re in the market for a wire rope or a wire rope assembly, the best way to know you’re getting something that will both perform well and be safe if by working with a vetted professional. Find one among the list we’ve provided on this page. Check out their profiles to get an idea of the services and products they offer. Pick out three or four to whom you’d like to speak, and reach out. Talk to them about your specifications, standard requirements and budget. Ask about lead times and delivery options. Once you’ve spoken with all of them, compare and contrast their answers. You’ll know you’ve found the one when you talk to a wire rope company that is willing to go above and beyond for your satisfaction.

We strive to create premium products in a class all their own, but we believe our global impact is so much bigger than that. Press play to learn what makes WireCo a world ahead of other companies.

ISO 9001 & AS 9120 certified 8(m)WOSB certified custom manufacturer of corrossion resistant galvanized aircraft stainless steel metal safety cable and wire braid materials include braided cords with wire center for aeronautical, aerospace, halyard, helicopter lead line, sailboat, rigging, hoisting, automotive applications and more. Wire rope products are available in 1x7 strand through 6x36 strand for aircraft cable, non rotating and non flexible applications. Custom coatings and finishes available for aerospace, automotive, safety applications. Also offers custom braids in specialty colors, finishes, and materials such as aramid, ceramic, Dyneema®, fiberglass, Kevlar®, linen, Nomex®, plasma, Spectra®, tarred, marlin, Technora™, Twaron®, and Vectran™. Galvanized aircraft wire ropes and cables available in 302/304, 305, and 316 stainless steel and zinc-coated carbon steel materials. Offers non-flexible types in 1 x 7 and 1 x 19 strand models. Suitable for aeronautical, logging, hoisting, aircraft control, and winching applications.

Where required crane ropes can be supplied with anti-spin / rotation proof properties as well as other key elements such as bend fatigue and abrasion resistance. For more information on the products and services we supply, email RSD today or call 01384 78004 to discuss your current requirements.
There are many types of cranes which require the use ropes and cables, there are also many types of rope constructions with varying properties, which means there are many things to consider when purchasing new crane ropes.
Overhead cranes, mobile cranes, all terrain cranes, crawler cranes, tower cranes, gantry cranes, off-shore pedestal cranes, dredger cranes, piling cranes, harbour cranes, and container cranes all use wire crane ropes, some cranes use more than one. You can find some helpful information on thesafe use of cranes here.
Crane ropes can be used for main hoist rope, boom rope, derrick rope & closing rope. Grab rope, hoist rope, tower erection rope, boom rope and trolley rope are other examples. Matching the ideal rope for your type of crane and application is not so easy. This is because no single rope will fit all requirements. For example no one rope is fatigue resistant, crush resistant, abrasion resistant and rotation resistant. Nor have the necessary breaking strength, rope diameter and/or rope structure stability. So choosing the right rope may require a little research.
Good examples are: boom hoists should be crush resistant. Clam shell closing lines must be resistant to bend fatigue, whilst overhead crane hoist rope requires strength and stability. For a container crane hoist rope or trolley rope the rope will need to be a combination of resistance to bending and abrasion as well as fatigue resistance. Tower erection rope should be rotation resistant. Trolley rope needs low elongation properties and boom hoist rope needs high flexibility and breaking load strength.
It is usually recommended to choose a crane wire rope that is an exact or close match to the original rope supplied with the crane by the manufacturer, or else choose more superior crane ropes.
A crane ropes strength is generally referred to as the minimum breaking load or force (MBL). It is possible to increase the MBL for most rope diameters in two ways:
By increasing the tensile strength of the actual wire used during the manufacturing process the MBL will increase. 1770N/mm², 1960N/mm² & 2160N/mm² are common wire tensile grades used in crane ropes. It is also feasible to raise the steel fill factor of the rope to increase its strength further. The fill factor measures cross sectional areas of the rope.
A more effective way of increasing the strength of a rope is to compact them. The individual strands may be compacted which reduces the number of voids throughout the rope. It also increases the surface contact area. This type of compacted wire rope has many other benefits which are discussed on our compacted wire rope page. Lower stress levels take place when conventional ropes are changed for compacted wire ropes. Frequently resulting in easier operation and longer working life. This is why the majority of our crane ropes are compacted.
The correct diameter is crucial to performance on a crane. A wire rope which is too big or too small for the drum and sheaves will increase wear and fatigue. This could cause premature rope failure. Additionally it is crucial that you make sure the diameter is consistent over the length of the rope. Inconsistency could cause wire breaks and shorten the ropes life. The use of compacted rope enables the same strength as a standard rope of the same construction but with a smaller diameter. It is always wise to select a rope with the same diameter as the original.
When choosing a crane rope, a wire core as opposed to a fibre core will improve its resistance to crushing. This is important when sheaves and drum winding is used.
This is the capability of the rope to tolerate repetitive bending under constant or variable loads. This is possibly one of the most important properties of a crane rope due to its use with sheaves. As loads increase when a reeving system is used the fatigue rate will also increase.
Non-rotating wire rope is an ordinary or reverse lay rope and possesses qualities so that each wire rope structure will possess natural torque properties. This is where both ends of the rope are secured and an applied force will create torque on the fixing points. The torque produced will depend on the scale of the force applied as well as on the construction of the crane ropes.
It is important to note that single layer Langs lay ropes possess dreadful rotational properties. And so should only be utilised where both ends are firmly fixed.
The primary reason for abrasive wear on crane ropes is brought on by other apparatus like winding drums and sheaves. This is because the rope wears between adjoining laps when wound on or off the drum. Selecting compacted rope may minimise this kind of wear and tear.
Whilst selecting crane wire rope, keep in mind that the bigger the outer wires the better resistance to wear and abrasion. Therefore ropes with the lower the number i.e. 6x19 will be better than a higher number i.e. 6x36 when utilised where wear and abrasion are the key reason for rope deterioration as opposed to bend fatigue.
Again a compacted rope with its smoother surface will offer a wider bearing surface to conventional rope, this leads to improved resistance to wear and abrasion.
If crane ropes are going to be utilised in a place where corrosive substances are used then it’s best to select a rope which has a galvanized finish. A ‘P.I.R.’ or plastic impregnated wire ropes are most suitable for severe craning operations, or plastic coated wire rope will also help to avoid corrosion.
When lubricating your rope with a high performance lubricant has a major effect regarding the life of the rope, especially in relation to bend resistance. Lubricating the wire rope additionally minimizes abrasive wear and extends fatigue life
Rope Services Direct can fit most fittings to your crane rope, having our own press facilities, we are are also able to supply a range of lifting gear and accessories to work well with cranes. From slings and shackles to chain blocks and trolleys.

In this Crane Rope Products brochure, you’ll find valuable product information and specifications to help you choose the right rope for your application.
Twisted hoist lines can bring a construction project to a sudden halt, resulting in downtime. But the good news is that you can minimize block rotation through proper installation, handling and corrective measures. In this reference document, you will better understand torque and gain tips on how to reduce block rotation.
No single rope can do it all. In this reference document, you will learn how the characteristics of specific ropes should greatly influence your rope choice including: strength, fatigue resistance, crushing resistance, resistance to metal loss and deformation, and resistance to rotation.
In this Product Bulletin, you will learn about the various causes of crushing, the effects of crushing and how to properly evaluate the crushing. Additionally, observations about drum crushing from WireCo WorldGroup engineers are included.
In this product bulletin, you will learn why Category 1 Ropes are special wire ropes that must be handled differently than other wire ropes. Understand why WireCo WorldGroup recommends not removing the welded ends. And, learn the proper step-by-step recommended procedure for cutting and preparing Category 1 Ropes.
In this product bulletin, you will learn WireCo WorldGroup’s preferred technique for installing a hoist rope onto a crane. Learn tips on relieving twist during installation.
In this reference document, you will learn WireCo WorldGroup’s preferred technique for installing rope onto a crane. Additionally, you will learn tips on breaking in your new wire rope, relieving twist, rigging in tight quarters, and cleaning and lubricating ropes.
Despite their durability and strength, wire ropes used on cranes will wear out and need to be retired from service. This reference document will better explain why regular inspection is so crucial to your long-term success.
Learn how to properly install wire rope on mobile cranes. Two factors are key to proper installation no matter what type of equipment, or which wire rope is being used: making sure the rope is free of twist and assuring that the rope is tightly spooled on the drum.
When a load is placed on a rope, torques are created within the rope as wires and strands try to straighten out. Ropes are designed to operate with these load-created torques within them. In this product bulletin, learn four methods of making a lift that is within the capacity of a single-part line. And finally, you will understand the removal criteria of rotation resistant rope.
Using an active, in-line, anti-friction swivel with the majority of types and classes of wire ropes is detrimental to their service life and can lead to unpredictable conditions during operation. This product bulletin provides the basic reasoning behind why swivels aren"t recommended for use with wire ropes except for those that exhibit a similar torque characteristic to that of a category 1 rotation-resistant rope.
XLT4 is designed to be used with a design factor as low as 3.5 on mobile cranes. In this product bulletin, you will learn more about the ASME B30.5 design factor requirements.
XLT4 was designed and engineered to be compatible with a full complement of end terminations including wire rope clips, wedges and swaged crane buttons. In this product bulletin, learn how Union’s 4-strand crane rope delivers more strength than premium 6-strand, and equal or greater stability under load than Category 1 35x7 style rotation-resistance ropes.
XLT4 is truly the four strand mobile crane hoist rope that is unequaled. After reading this product bulletin, you will understand why. You will learn how XLT4 was designed specifically to meet the special wire rope requirements of mobile crane operations and how XLT4 offers a unique combination of characteristics.
More area equals less wear. In this product bulletin, learn why this is important for our XLT4 rope product. After reading this product bulletin, you will understand why XLT4 Crane Rope provides a greater rope footprint when in contact with drums and sheaves and what this means for your application performance. Additionally, you will learn why XLT4 offers less scrubbing and abrasion and why this reduces contact pressure on ropes.

We make it easy to find the information you need when you need it. Browse through our different Industry specific Product Catalogs and download straight to your mobile device. Its the fastest way to look up Cable Strengths and Capacities for your upcoming Wire Rope projects.

verope® AG is a Joint Venture company between Pierre Verreet, head and founder of verope®, and Kiswire Ltd. from South Korea. By using the extraordinary expertise of verope® in the special wire rope market and the long experience of Kiswire Ltd. in efficient production, verope® is a partner you can rely on.

Shandong Xingying Environmental Energy Technology Co. LTD is a professional company specializing in the production of wire ropes. The company is located in Hebei Anping which is close to a big northern Chinese port - Tianjin Port. So it enjoys the strategic location and convenient transportation.

For customers who require peak rope performance levels in mission critical applications, Casar manufactures and supplies highly-engineered ropes that exceed industry standards while providing record-setting service life.
Our proprietary and innovative German-engineered rope designs deliver the highest levels of performance and safety, superior breaking strength values, the highest bending fatigue resistance, superior crushing resistance, and the best rotational resistance characteristics for high lifts.We have decades of global experience and on-site engineering support in the crane, OEM and underground mining sectors.
CASAR has an extensive range of products available and we can customize to your application.Our wire rope specialists will assist customers in design, selection, installation and operation to improve rope performance and maximize service life.
Looking for wire rope? Trinity Sling has been known as the go-to supplier for overhead lifting supplies and rigging for decades. Since its inception, Trinity has produced rigging and lifting solutions for many different industries, like construction, manufacturing, oilfield and fracing, transportation, and architectural railing. Today, the company continues to expand its reach, supplying across North America while calling North Texas home.
Trinity Sling distributes the highest quality wire rope both from domestic and European manufacturers. Trinity’s domestic supplier, Washington Wire Rope, manufactures general purpose and oilfield ropes in the USA to industry standards. Among their products that Trinity carries are crane ropes, drill lines, sand lines and tubing lines for construction and oilfield applications. Trinity also carries Verope-branded crane ropes, European-engineered specialty ropes for all types of cranes used in construction and manufacturing.
Trinity Sling has built strong vendor relationships with Washington Wire Rope and Verope in order to be a great supplier both to our new and existing customers. Our staff understands deadlines and RFQs and works diligently to partner with our customers to provide products of high quality that they can count on.



 8613371530291
8613371530291