
steel wire rope for cranes factory

Crane wire ropes play an important role in ensuring a smooth conduct of work processes in harbors, off-shore platforms or various other applications where cranes are needed. Whether you need tower crane ropes or offshore crane ropes, galvanized or stainless steel ropes, you will find the optimal solution in our company.
When you are picking up crane wire ropes, make sure that the breaking strength of new wire ropes is five times the sizes of the largest load for lifting applications and three times for pulling applications.

Years of continuously setting incredible standards in the manufacturing of rotation resistant and non-rotation crane ropes in various construction and engineering sectors has given SWR & Teufelberger a real cutting edge when providing customers with solutions to their steel wire rope requirements.
With over 130 years’ experience in the manufacturing of steel wire ropes Teufelberger strive to continuously maintain and improve quality by using only the highest quality of raw materials, professional quality inspections and modern state of the art manufacturing facilities when producing their SUPERFILL® and PLASTFILL® multi-strand steel wire ropes.
Each single strand of wire that is used in the manufacturing process of Teufelbergers ropes is used with purpose. From the core out to the exterior of all wire ropes they are designed with sophisticated engineering by professional bodies to provide innovative and tailor-made solutions.
Offering worldwide availability for both parts and wire rope along with the latest SUPERFILL® and PLASTFILL® rope technologies Teufelberger guarantee the highest of safety for your daily operations along with extremely high breaking forces and high resistance to challenging conditions.
All materials are fully certified and have full traceability in line with our ISO9001 procedures. All ropes are manufactured to the European standard EN 10204 3.1/LR

Numerous industries require lifting equipment to facilitate their operations. Out of those hundreds of sectors, the construction industry is the one whose operations rely the most on a diverse range of rigging solutions that have to be able to hoist light to heavy loads. All lifting operations, especially the heaviest ones, must be done with dependable and safe wire ropes. At Kennedy Wire Rope & Sling, we source our wire rope from manufacturers whose products meet, or exceed, industry standards. Our mission is to provide clients with a product that is nothing less than exceptional.
Wire rope is the best product for doing the heavy lifting for crane operations. Wire rope is made from multiple steel wires that are put together around a core. Steel wire offers strength, flexibility, the ability to handle stress, and works well for bearing heavy loads, which is the whole purpose of crane operations. Wire rope is also extremely resistant to corrosion, rotation, fatigue, crushing, and abrasion. Kennedy Wire Rope & Sling Company offers many different types of wire rope for your crane needs. Many industries, such as the construction, manufacturing, and oil and gas industry, rely on our crane products to meet their needs.
Flex-X 9: Features compacted strands and swaging for increased stability and extra drum crushing resistance. It’s designed for boom hoist applications and tubing line applications where drum crushing is a challenge.
19×19 Compacted: A very flexible rope with excellent resistance to rotation and high tensile strength. Best for use with choker ropes, trolley lines, winch lines, hoist ropes and boom lines. Applications include cranes, excavating, dredging, marine, oil and logging.
35×7 Class: Features a high strength-to-diameter ratio. Its unique design minimizes rotation and torque of the rope at normal load ranges of 0 to 20% of the rope’s minimum breaking force. Excellent when load control is vital.
8 x 19 Class: Is resistant to crush and built within ISO 9001 specifications. It has one of the most stringent testing processes of any rope. From creation to deployment, industry experts know what this rope can take.
Let our experienced on-site services team help you with your next wire rope slings installation, inspection, and maintenance procedure. This will ensure that you will get the most out of your equipment, with minimal downtime.
At Kennedy Wire Rope, our teams are dedicated to being and remaining the industry’s leading supplier of hardware used in rigging, construction, and oil and gas operations. We also have the licenses and insurances that our customers’ depend on. Call us today at 800-289-1445 and speak with a friendly representative. We welcome any questions concerning any of our products and rigging services.

Steel Wire rope is a very complex machinery element which primary function is the transmission of tensile forces. Its basic constructional design allows repeated changes in the direction of pull through reeving systems incorporating drums and sheaves. General purpose wire ropeshave been developed and standardized in national and international standards . However the increasing demand for higher breaking strength, greater flexibility, better rotation resistance , and extended rope life cannot be met by such general purpose steel wire ropeconstructions. Horizon Cable is a stocking distributor for Python Wire Rope, which through research, development and engineering over many years has developed rope constructions that have significantly improved operating life. There are vast array of applications that Python Wire Rope can be installed by Horizon Cable Service in Oklahoma, Texas, Wyoming, Kansas, North Dakota and New Mexico to improve service life. Below are a few of the proven applications for our high performance wire ropes:
One benefit to High Performance Wire Rope is the increased breaking strength over standard wire ropes. This is achieved in the manufacturing process by compaction processes. Standard ropes are drawn which create a round outer circumference, but compacted ropes have flat outer service. The two types of compaction are STRAND COMPACTION and SWAGE COMPACTION. Strand compaction is the most popular, in this process the compaction is applied to the individual wires, where the swage compaction is applied to the entire wire rope itself. Both have their advantages for particular applications.
Rotation resistant ropes can fall under three different classes Spin Resistant, Rotation Resistant, and Non Rotating. In all of these types of wire ropes the outer layer is twisted opposite for the inner layers. Rotation resistant and spin resistant ropes will have one inner layer, while non-rotating lines will have multiple inner strands rotating a different direction from the outers.
6 strand high strength swage compacted rope that is perfect for applications that require a crush resistant rope to be used in multi-layer winding systems; e.g. boom hoist on lattice boom mobile and tower cranes
Python Compac 18 is recommended for bot multipart load and single part applications where medium rotational stability is needed. Use as main and auxiliary hoist line on Grove, link belt, Manitowoc, Terex and other us made mobile and truck cranes. Also used very successfully as a pulling rope on underground cable pulling winches.
Main and auxiliary hoist line for European type mobile and for all types of construction tower cranes which require a high strength rotation resistant rope construction. Excellent rotation resistant properties make this rope the preferred choice for all single and multiple line reeving systems.

TEUFELBERGER high performance steel wire ropes are being used for various tasks on cranes around the world. In order to keep their quality at the highest level, a team of experts has been working continuously on upgrading existing and developing new products. In these endeavors, we work together closely with our renowned customers so as to find the perfect solution for their high demands.
Our range of services encompasses rope assembly, splicing, exchanging ropes, and even providing customized training. For these purposes, our service teams are deployed to many countries of the globe.
soLITE® by TEUFELBERGER, the first-ever fiber rope featuring a steel wire rope construction, impresses its users by providing 10% more in loading capacity and 80% less in weight than its steel counterparts. Developed together with the crane specialists at LIEBHERR, it has already taken the place of steel wire ropes in challenging lifting applications.

It’s not only the technical parameters that count. The cost effectiveness of the steel wire rope operated in the crane, too, may tip the balance when it comes to choosing the perfect steel wire rope. Opting for crane ropes made by Teufelberger-Redaelli substantially reduces the overall costs, since we know that the expense to be considered for a rope involves more than mere installation on the crane.
The Teufelberger-Redaelli rope experts will advise you competently. In case of trouble, we are always there for you 24/7 via a network of engineers and a 24-hour hotline. We take care that your downtimes are kept at a minimum and can be planned.
Designing a high performance steel wire rope requires detailed technological and production-related know-how. The PLASTFILL® technology developed by Teufelberger-Redaelli consists in covering the lubricated steel core in a compact synthetic coat. The SUPERFILL® compaction technology uses a special process to compact the individual strands of the steel wire rope.
Teufelberger-Redaelli offers a variation of rotation resistant and non-rotation resistant high performance steel wire ropes for construction cranes (building construction and deep foundation) excelling equally as boom hoist rope, hoist rope, trolley rope, or dragline.

Shandong Xingying Environmental Energy Technology Co. LTD is a professional company specializing in the production of wire ropes. The company is located in Hebei Anping which is close to a big northern Chinese port - Tianjin Port. So it enjoys the strategic location and convenient transportation.

Up-to-date manufacturing lines require a deep integration of Hoists and Factory Cranes into the production chain. Only steel wire ropes with the highest performance characteristics achieve maximum load capacity, safety and service life. Our ropes from CASAR are your first choice to eliminate unplanned downtime and ensure optimized material flow. Those proven solutions will help you to get the best performance out of your production line.

The increasing demand for higher breaking strength, greater flexibility, better rotation resistance and extended rope life cannot be met by general rope constructions. The discrepancy between expectation and operating “reality” has led to the development of High Performance wire rope constructions. The result is PYTHON, a high performance grade answer to the call for better durability, strength and flexibility. PYTHON High Performance wire ropes meet the rigors and demands of the industry and improve the overall output of the rope. It’s only fitting that professionals who seek better performance in the lifting, towing and rigging realm, call on the name and expertise of PYTHON wire rope.
are on the rise.Standard ropes often do not meet the high requirements of many applications of wire ropes. Higher demands for rope lifetime, break strength, rotation stability, flexibility, structural stability, and spooling behavior can only be
industry. Verope specializes in the manufacturing of High Performance Wire Rope for mobile cranes, crawler cranes, tower cranes, luffing cranes, foundation equipment and truck cranes.

The global success of Usha Martin’s crane rope is based on an uncompromising commitment to quality. Our wire rope for cranes are designed to provide longer life, less downtime, and superior resistance to bending fatigue for lifting applications under adverse working conditions. The company’s quality management system is certified per standard ISO 9001: 2015, along with manufacturing assessment certifications from ABS, DNV-GL, and Lloyds. Crane ropes supplied by Usha Martin and its group companies are supported by an extensive global network, offering expert advice to both crane manufacturers and end users.
With six decades of excellence in manufacturing specialty steel wire ropes for cranes, we have developed next-generation crane ropes for different applications to meet the specific needs of customers. These cover all types of wire rope for cranes, including specially designed compacted ropes with plastic-impregnated cores and rotation-resistant ropes. All steel wire ropes undergo stringent quality testing procedures. We offer a wide variety of hoist ropes to suit the needs of different industrial applications.

Stock up on every variety of steel wire rods at the Alibaba metalworking store. Our listings feature wholesale steel rods from a network of dependable Chinese manufacturing partners. If you need to source steel rods for construction projects, you"ll find products that are robust and durable. And if you need welding rods, they are easy to find via our search engine. Track down the steel wire rope for crane you need at affordable prices at Alibaba.com.
What can you do with the steel wire rods available from Alibaba"s wholesale store? One common use for steel rods is in the welding sector. Steel works well as a welding rod material thanks to its high ductility, meaning that welds are relatively strong and long-lasting. Choose a low carbon rod and you"ll be all set for successful welds in industrial settings and workshops alike. However, steel wire also has applications beyond welding. You can use it as wiring in electronic circuits and power distribution systems and it works especially well in high temperature settings as armored cabling. Find the ideal steel wire rope for crane for every industrial use at Alibaba.com.
Steel wire rods also have applications in everyday life. For example, you can use coils of steel wire to construct fences and barriers both inside and outside homes. It"s a common material in agricultural businesses thanks to its toughness and resistance to oxidation. Use it to create reinforcement cages, enclosures for equipment, or add it to concrete to add extra strength where it really matters. From welding to concrete reinforcement, steel wire rope for crane will always find a use. And whether you need small batches or huge bulk orders, our metallic materials catalog is the ideal place to look.

A general engineering rope that lends itself well to lower-capacity cranes because of greater flexibility provided by its nylon or fibre core that bends around smaller rope drums and sheave wheels. Its cousin, the steel core IWRC with same 6 x 36 construction, has a steel core that makes it less elastic than the fibre core, but more resistant to mechanical damage.
8 outer strands increases surface area contact with both rope sheave and drum, resulting in higher life expectancy of both rope and equipment. High flexibility due to the increased number of outer wires make this type of rope a very popular hoisting rope.
This wire rope has compacted outer strands that increase the metallic surface area of the rope, increasing lifespan of the wire rope, rope drum and sheave wheel. It also provides much higher breaking loads without sacrificing rope flexibility.
Hoists with high lifting heights and 2/1 reeving require ropes with a non-spin property owing to its susceptibility to over rotation. This rotation results in the unwinding or “bird-caging” of regular wire rope.
Overhead crane ropes are either left- or right-hand taking the opposite lay of the thread of the rope drum. If the rope drum lay is a right-hand thread then the rope will be a left-hand lay and vice versa.
We strive to create premium products in a class all their own, but we believe our global impact is so much bigger than that. Press play to learn what makes WireCo a world ahead of other companies.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

The cable on a crane moves through a series of motorized pulleys that are controlled by the crane operator to raise and lower items. For safety reasons, a crane usually has several wire rope cables that are attached to the object being lifted. This helps to prevent putting too much strain on a single cable.
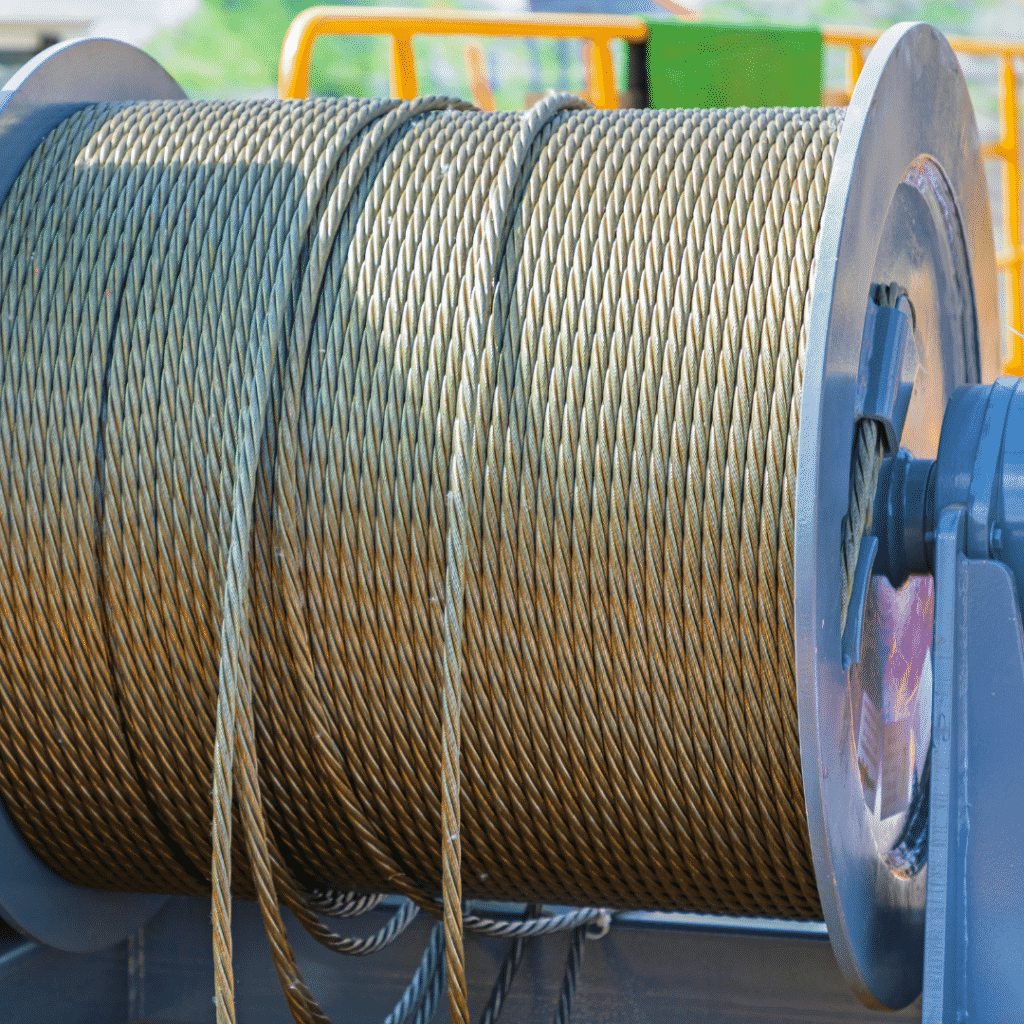
To create wire rope cable, manufacturers begin with long strips of high tensile strength metal that are tightly woven together into strands. A large majority of wire rope cables are constructed using steel due to its durability and strength. Several strands are then spun and pressed tightly together into a helix using a machine.
The newly created wire rope cable is then rolled up onto a spool and shipped out, or it is rolled up onto a pulley to be used with a brand new piece of heavy equipment.
Stationary ropes bear tensile forces and are loaded with fluctuating levels of stress. These are the types of cables that would be found on a suspension bridge.
Finally, wire rope slings (also called stranded ropes) are used to harness all kinds of goods. These are bent over sharp edges of goods to hold them in place.

Traditional steel ropes are extremely heavy in large quantities, which reduces the maximum lifting capacity for any crane. Ropes with Dyneema® are incredibly lightweight – 80% lighter than steel wire rope at the same strength – which give cranes the potential to handle higher payloads. Ropes with Dyneema® have a longer service life so fewer rope changes are needed. Furthermore ropes with Dyneema® show no stretch during lifting, are torque free, and require no lubrication or produce ‘fishhooks’ like steel wire rope.

In stricter senses, the term wire rope refers to a diameter larger than 9.5 mm (3⁄8 in), with smaller gauges designated cable or cords.wrought iron wires were used, but today steel is the main material used for wire ropes.
Historically, wire rope evolved from wrought iron chains, which had a record of mechanical failure. While flaws in chain links or solid steel bars can lead to catastrophic failure, flaws in the wires making up a steel cable are less critical as the other wires easily take up the load. While friction between the individual wires and strands causes wear over the life of the rope, it also helps to compensate for minor failures in the short run.
Wire ropes were developed starting with mining hoist applications in the 1830s. Wire ropes are used dynamically for lifting and hoisting in cranes and elevators, and for transmission of mechanical power. Wire rope is also used to transmit force in mechanisms, such as a Bowden cable or the control surfaces of an airplane connected to levers and pedals in the cockpit. Only aircraft cables have WSC (wire strand core). Also, aircraft cables are available in smaller diameters than wire rope. For example, aircraft cables are available in 1.2 mm (3⁄64 in) diameter while most wire ropes begin at a 6.4 mm (1⁄4 in) diameter.suspension bridges or as guy wires to support towers. An aerial tramway relies on wire rope to support and move cargo overhead.
Modern wire rope was invented by the German mining engineer Wilhelm Albert in the years between 1831 and 1834 for use in mining in the Harz Mountains in Clausthal, Lower Saxony, Germany.chains, such as had been used before.
Wilhelm Albert"s first ropes consisted of three strands consisting of four wires each. In 1840, Scotsman Robert Stirling Newall improved the process further.John A. Roebling, starting in 1841suspension bridge building. Roebling introduced a number of innovations in the design, materials and manufacture of wire rope. Ever with an ear to technology developments in mining and railroading, Josiah White and Erskine Hazard, principal ownersLehigh Coal & Navigation Company (LC&N Co.) — as they had with the first blast furnaces in the Lehigh Valley — built a Wire Rope factory in Mauch Chunk,Pennsylvania in 1848, which provided lift cables for the Ashley Planes project, then the back track planes of the Summit Hill & Mauch Chunk Railroad, improving its attractiveness as a premier tourism destination, and vastly improving the throughput of the coal capacity since return of cars dropped from nearly four hours to less than 20 minutes. The decades were witness to a burgeoning increase in deep shaft mining in both Europe and North America as surface mineral deposits were exhausted and miners had to chase layers along inclined layers. The era was early in railroad development and steam engines lacked sufficient tractive effort to climb steep slopes, so incline plane railways were common. This pushed development of cable hoists rapidly in the United States as surface deposits in the Anthracite Coal Region north and south dove deeper every year, and even the rich deposits in the Panther Creek Valley required LC&N Co. to drive their first shafts into lower slopes beginning Lansford and its Schuylkill County twin-town Coaldale.
The German engineering firm of Adolf Bleichert & Co. was founded in 1874 and began to build bicable aerial tramways for mining in the Ruhr Valley. With important patents, and dozens of working systems in Europe, Bleichert dominated the global industry, later licensing its designs and manufacturing techniques to Trenton Iron Works, New Jersey, USA which built systems across America. Adolf Bleichert & Co. went on to build hundreds of aerial tramways around the world: from Alaska to Argentina, Australia and Spitsbergen. The Bleichert company also built hundreds of aerial tramways for both the Imperial German Army and the Wehrmacht.
In the last half of the 19th century, wire rope systems were used as a means of transmitting mechanical powercable cars. Wire rope systems cost one-tenth as much and had lower friction losses than line shafts. Because of these advantages, wire rope systems were used to transmit power for a distance of a few miles or kilometers.
Steel wires for wire ropes are normally made of non-alloy carbon steel with a carbon content of 0.4 to 0.95%. The very high strength of the rope wires enables wire ropes to support large tensile forces and to run over sheaves with relatively small diameters.
In the mostly used parallel lay strands, the lay length of all the wire layers is equal and the wires of any two superimposed layers are parallel, resulting in linear contact. The wire of the outer layer is supported by two wires of the inner layer. These wires are neighbors along the whole length of the strand. Parallel lay strands are made in one operation. The endurance of wire ropes with this kind of strand is always much greater than of those (seldom used) with cross lay strands. Parallel lay strands with two wire layers have the construction Filler, Seale or Warrington.
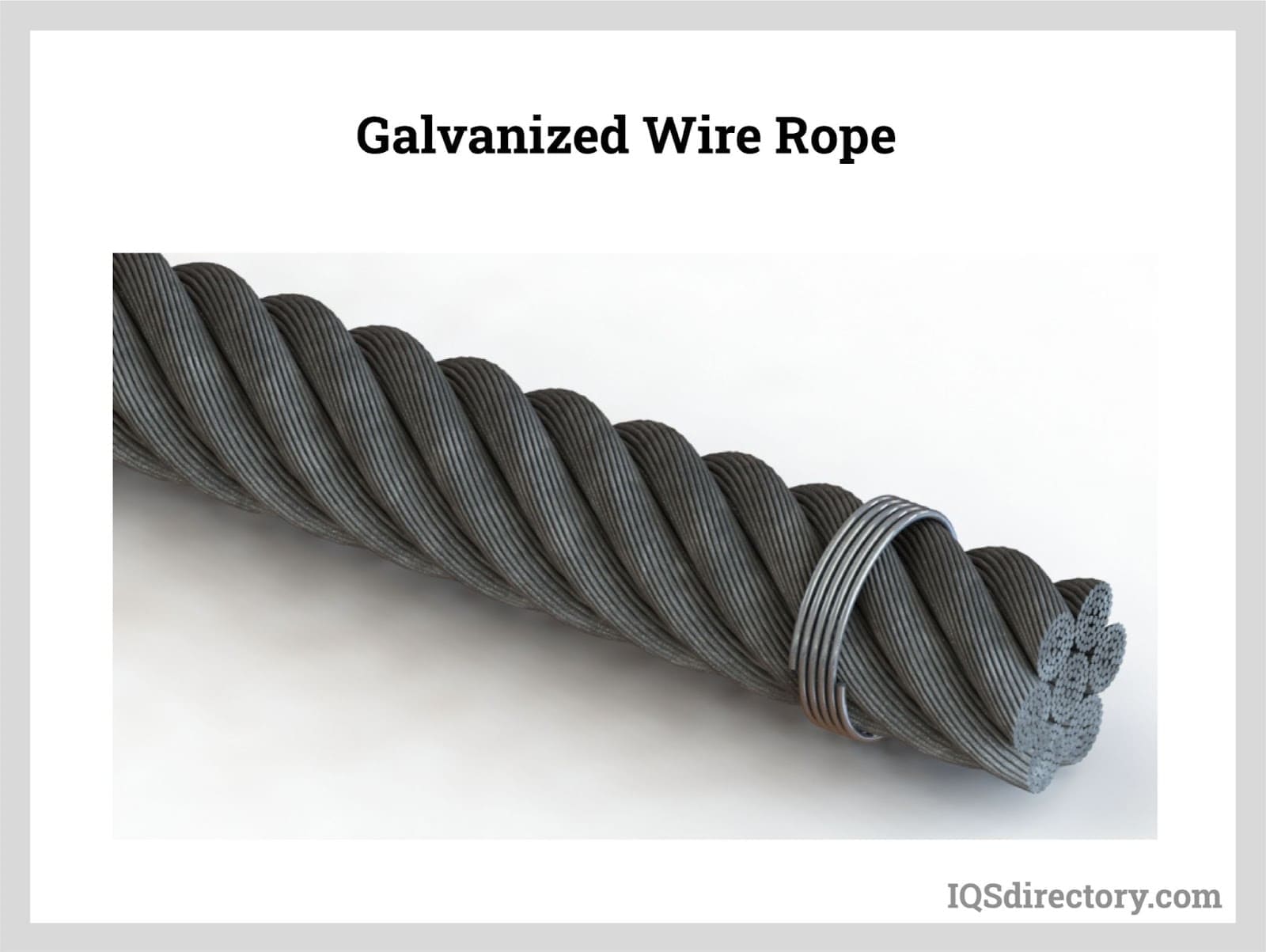
In principle, spiral ropes are round strands as they have an assembly of layers of wires laid helically over a centre with at least one layer of wires being laid in the opposite direction to that of the outer layer. Spiral ropes can be dimensioned in such a way that they are non-rotating which means that under tension the rope torque is nearly zero. The open spiral rope consists only of round wires. The half-locked coil rope and the full-locked coil rope always have a centre made of round wires. The locked coil ropes have one or more outer layers of profile wires. They have the advantage that their construction prevents the penetration of dirt and water to a greater extent and it also protects them from loss of lubricant. In addition, they have one further very important advantage as the ends of a broken outer wire cannot leave the rope if it has the proper dimensions.
Stranded ropes are an assembly of several strands laid helically in one or more layers around a core. This core can be one of three types. The first is a fiber core, made up of synthetic material or natural fibers like sisal. Synthetic fibers are stronger and more uniform but cannot absorb much lubricant. Natural fibers can absorb up to 15% of their weight in lubricant and so protect the inner wires much better from corrosion than synthetic fibers do. Fiber cores are the most flexible and elastic, but have the downside of getting crushed easily. The second type, wire strand core, is made up of one additional strand of wire, and is typically used for suspension. The third type is independent wire rope core (IWRC), which is the most durable in all types of environments.ordinary lay rope if the lay direction of the wires in the outer strands is in the opposite direction to the lay of the outer strands themselves. If both the wires in the outer strands and the outer strands themselves have the same lay direction, the rope is called a lang lay rope (from Dutch langslag contrary to kruisslag,Regular lay means the individual wires were wrapped around the centers in one direction and the strands were wrapped around the core in the opposite direction.
Multi-strand ropes are all more or less resistant to rotation and have at least two layers of strands laid helically around a centre. The direction of the outer strands is opposite to that of the underlying strand layers. Ropes with three strand layers can be nearly non-rotating. Ropes with two strand layers are mostly only low-rotating.
Stationary ropes, stay ropes (spiral ropes, mostly full-locked) have to carry tensile forces and are therefore mainly loaded by static and fluctuating tensile stresses. Ropes used for suspension are often called cables.
Track ropes (full locked ropes) have to act as rails for the rollers of cabins or other loads in aerial ropeways and cable cranes. In contrast to running ropes, track ropes do not take on the curvature of the rollers. Under the roller force, a so-called free bending radius of the rope occurs. This radius increases (and the bending stresses decrease) with the tensile force and decreases with the roller force.
Wire rope slings (stranded ropes) are used to harness various kinds of goods. These slings are stressed by the tensile forces but first of all by bending stresses when bent over the more or less sharp edges of the goods.
Technical regulations apply to the design of rope drives for cranes, elevators, rope ways and mining installations. Factors that are considered in design include:
Donandt force (yielding tensile force for a given bending diameter ratio D/d) - strict limit. The nominal rope tensile force S must be smaller than the Donandt force SD1.
The wire ropes are stressed by fluctuating forces, by wear, by corrosion and in seldom cases by extreme forces. The rope life is finite and the safety is only ensured by inspection for the detection of wire breaks on a reference rope length, of cross-section loss, as well as other failures so that the wire rope can be replaced before a dangerous situation occurs. Installations should be designed to facilitate the inspection of the wire ropes.
Lifting installations for passenger transportation require that a combination of several methods should be used to prevent a car from plunging downwards. Elevators must have redundant bearing ropes and a safety gear. Ropeways and mine hoistings must be permanently supervised by a responsible manager and the rope must be inspected by a magnetic method capable of detecting inner wire breaks.
The end of a wire rope tends to fray readily, and cannot be easily connected to plant and equipment. There are different ways of securing the ends of wire ropes to prevent fraying. The common and useful type of end fitting for a wire rope is to turn the end back to form a loop. The loose end is then fixed back on the wire rope. Termination efficiencies vary from about 70% for a Flemish eye alone; to nearly 90% for a Flemish eye and splice; to 100% for potted ends and swagings.
When the wire rope is terminated with a loop, there is a risk that it will bend too tightly, especially when the loop is connected to a device that concentrates the load on a relatively small area. A thimble can be installed inside the loop to preserve the natural shape of the loop, and protect the cable from pinching and abrading on the inside of the loop. The use of thimbles in loops is industry best practice. The thimble prevents the load from coming into direct contact with the wires.
A wire rope clip, sometimes called a clamp, is used to fix the loose end of the loop back to the wire rope. It usually consists of a U-bolt, a forged saddle, and two nuts. The two layers of wire rope are placed in the U-bolt. The saddle is then fitted to the bolt over the ropes (the saddle includes two holes to fit to the U-bolt). The nuts secure the arrangement in place. Two or more clips are usually used to terminate a wire rope depending on the diameter. As many as eight may be needed for a 2 in (50.8 mm) diameter rope.
The mnemonic "never saddle a dead horse" means that when installing clips, the saddle portion of the assembly is placed on the load-bearing or "live" side, not on the non-load-bearing or "dead" side of the cable. This is to protect the live or stress-bearing end of the rope against crushing and abuse. The flat bearing seat and extended prongs of the body are designed to protect the rope and are always placed against the live end.
An eye splice may be used to terminate the loose end of a wire rope when forming a loop. The strands of the end of a wire rope are unwound a certain distance, then bent around so that the end of the unwrapped length forms an eye. The unwrapped strands are then plaited back into the wire rope, forming the loop, or an eye, called an eye splice.
A Flemish eye, or Dutch Splice, involves unwrapping three strands (the strands need to be next to each other, not alternates) of the wire and keeping them off to one side. The remaining strands are bent around, until the end of the wire meets the "V" where the unwrapping finished, to form the eye. The strands kept to one side are now re-wrapped by wrapping from the end of the wire back to the "V" of the eye. These strands are effectively rewrapped along the wire in the opposite direction to their original lay. When this type of rope splice is used specifically on wire rope, it is called a "Molly Hogan", and, by some, a "Dutch" eye instead of a "Flemish" eye.
Swaging is a method of wire rope termination that refers to the installation technique. The purpose of swaging wire rope fittings is to connect two wire rope ends together, or to otherwise terminate one end of wire rope to something else. A mechanical or hydraulic swager is used to compress and deform the fitting, creating a permanent connection. Threaded studs, ferrules, sockets, and sleeves are examples of different swaged terminations.
A wedge socket termination is useful when the fitting needs to be replaced frequently. For example, if the end of a wire rope is in a high-wear region, the rope may be periodically trimmed, requiring the termination hardware to be removed and reapplied. An example of this is on the ends of the drag ropes on a dragline. The end loop of the wire rope enters a tapered opening in the socket, wrapped around a separate component called the wedge. The arrangement is knocked in place, and load gradually eased onto the rope. As the load increases on the wire rope, the wedge become more secure, gripping the rope tighter.
Poured sockets are used to make a high strength, permanent termination; they are created by inserting the wire rope into the narrow end of a conical cavity which is oriented in-line with the intended direction of strain. The individual wires are splayed out inside the cone or "capel", and the cone is then filled with molten lead-antimony-tin (Pb80Sb15Sn5) solder or "white metal capping",zincpolyester resin compound.
Donald Sayenga. "Modern History of Wire Rope". History of the Atlantic Cable & Submarine Telegraphy (atlantic-cable.com). Archived from the original on 3 February 2014. Retrieved 9 April 2014.



 8613371530291
8613371530291