
wire rope anchorage made in china

Wire rope is used to make a wide variety of slings, chokers and bridles and also on most all cranes, hoists, winches and tramways. It comes in a wide selections of constructions and lays so the optimum wire rope can be used for any application. Wire rope is actually a machine as it has 50-650 moving parts in the form of strands & wires.
We carry 7x7, 7x19 galvanized, stainless & plastic coated aircraft cable. 6x19, 6x25, 6x26 & 6x37 IWRC EIPS wire rope. We specialized in Bridon American Dyform 18 & 34LR for crane lines

Our wire for anchoring ropes is strong and ductile. It is enough to handle the impact of deep water pressure, currents and storms. Our wires have optimal tensile strength and high ductility, which provides maximum breaking load and optimal fatigue and corrosion life at the 6-strand level thanks to Bezinal3000 coated wires. Ropes made from our wire can resist the stress or impact from mooring and anchoring. It is suitable for use with sea-based utilityandexploration platforms.
Choosing a solid and reliable rope wire is crucial to assuring the safety and service-life of your rope. Bekaert has many years of experience in providing reliable rope wires for oil and gas industry. Use the wire to produce both compacted and non-compacted ropes.
Bekaert’s standard range of rope wires is produced according to EN-10264-2 or API 9A specifications. Thanks to our flexible production process, we can meet any specific requirements and produce the wire according to your specs. Bekaert offers tailor-made solutions, flexible deliveries and on-site technical support.

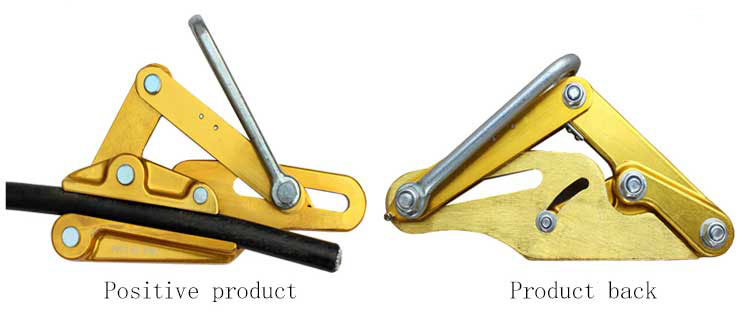
They are heavy duty, precision machined gripping devices which are designed to grip wire rope from light loads to ultimate breaking loads. They are designed for use when light, compact grip is desired and where conductor damage is not a factor. They work on any lay wire rope. These grips will hold regardless if the wire is greased, dirty, wet, tarred, plated, etc. Each grip comes with a wide range of adapters and liners to grip different size wire rope.
Pull wire and cable while maintaining tension until the line can be permanently anchored. Use with stranded bare steel wire and cable in applications where marring can be tolerated. Clamps with spring-loaded jaws grip the cable before tensioning to aid proper positioning. The clamp with latch provides a more secure grip that prevents wire and cable from slipping out of the jaws. Warning: Do not use as an anchor.
Pull the trigger by one hand and the wire rope grip will be opened easily and release instantly to quickly insert or remove wire. Specially designed for gripping a wide range of cables.
Wire Rope Grips are manufactured from drop-forged, heat-treated steel for excellent durability, They are forged of alloy steel with heat treatment, Forged alloy steel construction is durable yet lightweight. The rack has strong anti-tension with high occlusion strength. They are not easy to slide and deformation, yellow chromate finish protects grips from rust and corrosion.
Attach these clamps by running a wire rope through the jaws to create an attachment point anywhere along the wire rope. The eye is often used with a ratchet puller.
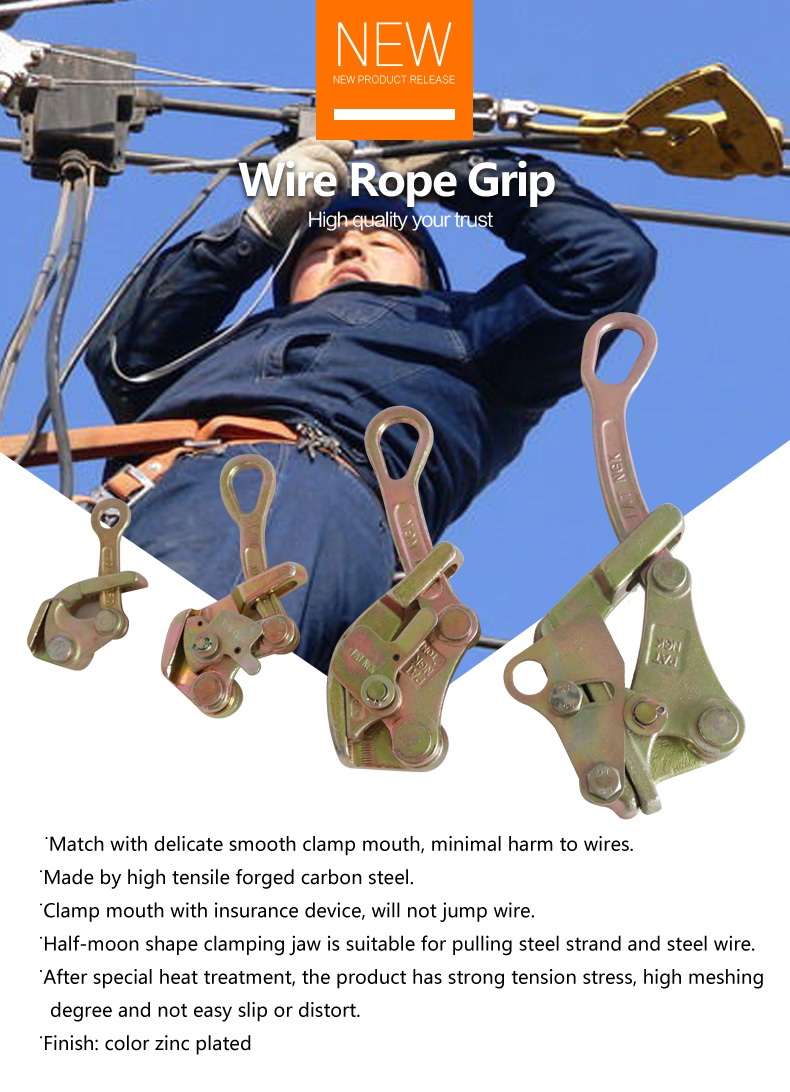
It is also called cable grip, wire rope pulling grip, also known as "pork chops" due to their shape which are used for getting a "bite" on wire rope in the middle of the line. They work great for tensioning projects like zip lines, bracing cables and utility lines, just to name a few. They are typically connected to some kind of mechanical pulling unit, whether it"s a cable comealong or a lever chain hoist. These types of pullers help you to achieve serious leverage and tension cable to your desired specification
This cable grip tool grip is used in various applications including general use in wire rope distributor warehouses, in the field with construction crews, in the field with construction crews, in mines-coal-silver-copper (used in conjunction with mining conveyors), and anywhere wire rope is used. Widely to be used in the power, communications, and general construction fields to pull wire and cable.
Aluminum Alloy Wire Grip For Conductor Automatic Come Along Clamp is suitable to tighten the Insulated conductors or adjust of sag. With high stength aluminum titanium alloy forging, the weight is light. The jaw part adopts a special texture processing so that It can firmly clamp the cable and does not hurt the inner core whether winter or summer. Aluminum Alloy Wire Grip For Conductor Automatic Come Along Clamp is used to adjust sag in the operation of erecting wire and sagging.
Unlike traditional cable grips, these grips were designed to work easily with just one hand. The "trigger" design of these grips allows for total dexterity and easy manipulation so the wire rope pulling grip can be opened and installed on the line in just a matter of seconds, using only one hand. Heavy-duty design ensures these grips will hold up out in the field.
One-handed operation thanks to "trigger" design--simply pull on trigger with one hand and the wire rope pulling grip will open easily and release instantly
There are a number of tools and methods for tensioning high tensile wire. One method uses a cable puller (come-along) in combination with a tool such as this high-quality china made wire puller. The high tensile wire is placed in the jaw of the Grip. When used properly, the grip"s smooth, V-groove jaw will not damage galvanized coating on wire.
Lightweight, especially economical grip Designed for working with solid and stranded bare wire from .08" (2 mm) to .20" (5.1 mm) Single "V" groove jaw Made in china, All models are fitted with swing down safety latch as standard.
WARNING: Before each use, clean jaw area and inspect grip for proper operation to avoid slippage. When used on/near energized lines, ground, insulate, or isolate grip before pulling. Do not exceed rated capacity. Always match proper size and type of grip to application. Wire Rope Grips are to be used for temporary installation, not for permanent anchorage.

Wire ropes can be seen everywhere around us, they are made of strands or bundles of individual wires constructed around an independent core, suitable for construction, industrial, fitness, commercial, architectural, agricultural, and marine rigging applications.
Wire rod is made from high carbon steel wires(0.35 to 0.85 percent carbon) in a hot rolling process of a required diameter, usually from 5.5mm to 8 mm.
Wire rod is drawn to the required diameter by the 1st drawing machine after descaling dust and rust, adding mechanical properties suitable for application.
Positioning the wires different or the same size lay in multiple layers and same direction, or cross lay and diameter is maintained by one-third of the rope size.
So in theory, it is very simple to manufacture wire ropes. However there are many more details that must be closely monitored and controlled, and this requires time and experienced personnel since it is a super complicated project you cannot imagine.
Arctic Wire Rope and Supply is Alaska"s longest established and largest manufacturer of slings, chokers and bridles made of wire rope, cable, nylon web, polyester round and grade 10 chain.

6×19 construction wire rope is available with either FC (fibre core) or WSC (wire strand core). When supplied with a wsc the rope is more commonly referred to as 7×19. The rope is very popular in diameters from 3mm to 16mm and is used on a variety of applications. 6×19 FC and 6×19 WSC (7×19) is very flexible in diameters 3mm to 6mm and is used for many requirements where wire ropes are running over pulleys. 7×19 construction is readily available in both galvanised and marine grade stainless steel.

Rope made from bamboo, itself a form of grass, was used to hang the Anlan suspension bridge in China, first constructed about A.D. 300. The bridge spans the 1,000-foot wide Min River, using piers that support eight sections of cable to do so.
Until steel cables were used in 1975, the Anlan suspension ropes were made of shredded bamboo twisted into cables, like hemp ropes are. The Chinese also used bamboo-cabled suspension bridges to cross fast-flowing rivers and deep ravines throughout their history. Later, the Chinese built iron-chained suspension bridges—long before the West used this method.
Rope diameter is specified by the user and is generally given in the equipment manufacturer’s instruction manual accompanying the machine on which the rope is to be used.
Rope diameters are determined by measuring the circle that just touches the extreme outer limits of the strands— that is, the greatest dimension that can be measured with a pair of parallel-jawed calipers or machinist’s caliper square. A mistake could be made by measuring the smaller dimension.
The right way to unreel.To unreel wire rope from a heavy reel, place a shaft through the center and jack up the reel far enough to clear the floor and revolve easily. One person holds the end of the rope and walks a straight line away from the reel, taking the wire rope off the top of the reel. A second person regulates the speed of the turning reel by holding a wood block against the flange as a brake, taking care to keep slack from developing on the reel, as this can easily cause a kink in the rope. Lightweight reels can be properly unreeled using a vertical shaft; the same care should be taken to keep the rope taut.
The wrong way to unreel.If a reel of wire rope is laid on its flange with its axis vertical to the floor and the rope unreeled by throwing off the turns, spirals will occur and kinks are likely to form in the rope. Wire rope always should be handled in a way that neither twists nor unlays it. If handled in a careless manner, reverse bends and kinks can easily occur.
The right way to uncoil.There is only one correct way to uncoil wire rope. One person must hold the end of the rope while a second person rolls the coil along the floor, backing away. The rope is allowed to uncoil naturally with the lay, without spiraling or twisting. Always uncoil wire rope as shown.
The wrong way to uncoil.If a coil of wire rope is laid flat on the floor and uncoiled by pulling it straight off, spirals will occur and kinking is likely. Torsions are put into the rope by every loop that is pulled off, and the rope becomes twisted and unmanageable. Also, wire rope cannot be uncoiled like hemp rope. Pulling one end through the middle of the coil will only result in kinking.
Great stress has been placed on the care that should be taken to avoid kinks in wire rope. Kinks are places where the rope has been unintentionally bent to a permanent set. This happens where loops are pulled through by tension on the rope until the diameter of the loop is only a few inches. They also are caused by bending a rope around a sheave having too severe a radius. Wires in the strands at the kink are permanently damagedand will not give normal service, even after apparent “re-straightening.”
When wire rope is wound onto a sheave or drum, it should bend in the manner in which it was originally wound. This will avoid causing a reverse bend in the rope. Always wind wire rope from the top of the one reel onto the top of the other.Also acceptable, but less so, is re-reeling from the bottom of one reel to the bottom of another. Re-reeling also may be done with reels having their shafts vertical, but extreme care must be taken to ensure that the rope always remains taut. It should never be allowed to drop below the lower flange of the reel. A reel resting on the floor with its axis horizontal may also be rolled along the floor to unreel the rope.
Wire rope should be attached at the correct location on a flat or smooth-faced drum, so that the rope will spool evenly, with the turns lying snugly against each other in even layers. If wire rope is wound on a smooth-face drum in the wrong direction, the turns in the first layer of rope will tend to spread apart on the drum. This results in the second layer of rope wedging between the open coils, crushing and flattening the rope as successive layers are spooled.
A simple method of determining how a wire rope should be started on a drum. The observer stands behind the drum, with the rope coming towards him. Using the right hand for right-lay wire rope, and the left hand for left lay wire rope, the clenched fist denotes the drum, the extended index finger the oncoming rope.
Clips are usually spaced about six wire rope diameters apart to give adequate holding power. They should be tightened before the rope is placed under tension. After the load is placed on the rope, tighten the clips again to take care of any lessening in rope diameter caused by tension of the load. A wire rope thimble should be used in the eye of the loop to prevent kinking.
U-bolt Clips.There is only one correct method for attaching U-bolt clips to wire rope ends, as shown in TheRightWayimage below. The base of the clip bears on the live end of the rope; the “U” of the bolt bears on the dead end.
Compare this with the incorrect methods. Five of the six clips shown are incorrectly attached—only the center clip in the top view is correct. When the “U” of the clip bears on the live end of the rope, there is a possibility of the rope being cut or kinked, with subsequent failure.
Proper seizing and cutting operations are not difficult to perform, and they ensure that the wire rope will meet the user’s performance expectations. Proper seizings must be applied on both sides of the place where the cut is to be made. In a wire rope, carelessly or inadequately seized ends may become distorted and flattened, and the strands may loosen. Subsequently, when the rope is operated, there may be an uneven distribution of loads to the strands; a condition that will significantly shorten the life of the rope.
Either of the following seizing methods is acceptable. Method No. 1 is usually used on wire ropes over one inch in diameter. Method No. 2 applies to ropes one inch and under.
Method No. 1: Place one end of the seizing wire in the valley between two strands. Then turn its long end at right angles to the rope and closely and tightly wind the wire back over itself and the rope until the proper length of seizing has been applied. Twist the two ends of the wire together, and by alternately pulling and twisting, draw the seizing tight.
The Seizing Wire. The seizing wire should be soft or annealed wire or strand. Seizing wire diameter and the length of the seize will depend on the diameter of the wire rope. The length of the seizing should never be less than the diameter of the rope being seized.
Proper end seizing while cutting and installing, particularly on rotation-resistant ropes, is critical. Failure to adhere to simple precautionary measures may cause core slippage and loose strands, resulting in serious rope damage. Refer to the table below ("Suggested Seizing Wire Diameters") for established guidelines. If core protrusion occurs beyond the outer strands, or core retraction within the outer strands, cut the rope flush to allow for proper seizing of both the core and outer strands.
The majority of wire rope problems occurring during operation actually begin during installation, when the rope is at its greatest risk of being damaged. Proper installation procedures are vital in the protection and performance of wire rope products.
Until the rope is installed it should be stored on a rack, pallet or reel stand in a dry, well-ventilated storage shed or building. Tightly sealed and unheated structures should be avoided as condensation between rope strands may occur and cause corrosion problems. If site conditions demand outside storage, cover the rope with waterproof material and place the reel or coil on a support platform to keep it from coming directly in contact with the ground.
While lubrication is applied during the manufacturing process, the wire rope must still be protected by additional lubrication once it is installed. Lubricants will dry out over a period of time and corrosion from the elements will occur unless measures are taken to prevent this from happening. When the machine becomes idle for a period of time, apply a protective coating of lubricant to the wire rope. Moisture (dew, rain, and snow) trapped between strands and wires will create corrosion if the rope is unprotected. Also apply lubricant to each layer of wire rope on a drum because moisture trapped between layers will increase the likelihood of corrosion.
Always use the nominal diameter as specified by the equipment manufacturer. Using a smaller diameter rope will cause increased stresses on the rope and the probability of a critical failure is increased if the rated breaking strength does not match that of the specified diameter. Using a larger diameter rope leads to shorter service life as the rope is pinched in the sheave and drum grooves which were originally designed for a smaller diameter rope. Just as using a different diameter rope can create performance problems, so can the use of an excessively undersized or oversized rope.
Measure the wire rope using a parallel-jawed caliper as discussed in Measuring Rope Diameter at the top of this page. If the rope is the wrong size or outside the recommended tolerance, return the rope to the wire rope supplier. It is never recommended nor permitted by federal standards to operate cranes with the incorrect rope diameter. Doing so will affect the safety factor or reduce service life and damage the sheaves and drum. Note that in a grooved drum application, the pitch of the groove may be designed for the rope’s nominal diameter and not the actual diameter as permitted by federal standards.
Wire rope can be permanently damaged by improper unreeling or uncoiling practices. The majority of wire rope performance problems start here.Improper unreeling practices lead to premature rope replacement, hoisting problems and rope failure.
Place the payout reel as far away from the boom tip as is practical, moving away from the crane chassis. Never place the payout reel closer to the crane chassis than the boom point sheave. Doing so may introduce a reverse bend into the rope and cause spooling problems. Follow the guidelines highlighted under Unreeling and Uncoiling and Drum Winding. Take care to determine whether the wire rope will wind over or under the drum before proceeding. If the wire rope supplier secured the end of the rope to the reel by driving a nail through the strands, ask that in the future a U-bolt or other nondestructive tie-down method be used; nails used in this manner damage the rope.
Take extra precaution when installing lang lay, rotation-resistant, flattened strand or compacted ropes. Loss of twist must be avoided to prevent the strands from becoming loosened, causing looped wire problems.
The end of the rope must be securely and evenly attached to the drum anchorage point by the method recommended by the equipment manufacturer. Depending on the crane’s regulatory requirements, at least two to three wraps must remain on the drum as dead wraps when the rope is unwound during normal operations. Locate the dead end rope anchorage point on the drum in relation to the direction of the lay of the rope. Do not use an anchorage point that does not correspond with the rope lay. Mismatching rope lay and anchorage point will cause the wraps to spread apart from each other and allow the rope to cross over on the drum. Very gappy winding will occur resulting in crushing damage in multilayer applications.
Back tension must be continually applied to the payout reel and the crewman installing the rope must proceed at a slow and steady pace whether the drum is smooth or grooved.Regardless of the benefits of a grooved drum, tension must be applied to ensure proper spooling. An improperly installed rope on a grooved drum will wear just as quickly as an improperly installed rope on a smooth drum. If a wire rope is poorly wound and as a result jumps the grooves, it will be crushed and cut under operating load conditions where it crosses the grooves.
Every wrap on the first or foundation layer must be installed very tightly and be without gaps. Careless winding results in poor spooling and will eventually lead to short service life. The following layers of rope must lay in the grooves formed between adjacent turns of the preceding layer of rope. If any type of overwind or cross-winding occurs at this stage of installation and is not corrected immediately, poor spooling and crushing damage will occur.
On a multilayer spooling drum be sure that the last layer remains at least two rope diameters below the drum flange top. Do not use a longer length than is required because the excess wire rope will cause unnecessary crushing and may jump the flange. Loose wraps that occur at any time must be corrected immediately to prevent catastrophic rope failure.
The use of a mallet is acceptable to ensure tight wraps, however a steel-faced mallet should be covered with plastic or rubber to prevent damage to the rope wires and strands.
Rotation-resistant ropes of all constructions require extra care in handling to prevent rope damage during installation. The lay length of a rotation-resistant rope must not be disturbed during the various stages of installation. By introducing twist or torque into the rope, core slippage may occur—the outer strands become shorter in length, the core slips and protrudes from the rope. In this condition the outer strands become over- loaded because the core is no longer taking its designed share of the load. Conversely, when torque is removed from a rotation-resistant rope core slippage can also occur. The outer strands become longer and the inner layers or core become overloaded, reducing service life and causing rope failure.
The plain end of a wire rope must be properly secured. If the entire cross section of the rope is not firmly secured, core slippage may occur, causing the core to pull inside the rope’s end and allowing it to protrude elsewhere, either through the outer strands (popped core) or out the other end of the line. The outer layer of the outside strands may also become overloaded as there is no complete core-to-strand support.
Secure the ends of the rope with either seizing or welding methods as recommended under Seizing Wire Rope. It is imperative that the ends be held together tightly and uniformly throughout the entire installation procedure, including attaching the end through the wedge socket and the drum dead end wedge
When installing a new line, connect the old line to the new line by using a swivel-equipped cable snake or Chinese finger securely attached to the rope ends. The connection between the ropes during change-out must be very strong and prevent torque from the old rope being transferred into the new rope.Welding ropes together or using a cable snake without the benefit of a swivel increases the likelihood of introducing torque into the new rope. A swivel-equipped cable snake is not as easy as welding the ropes, but this procedure can be mastered with a little patience and practice.

Top rails and midrails shall be at least one-quarter inch (0.6 cm) nominal diameter or thickness to prevent cuts and lacerations. If wire rope is used for top rails, it shall be flagged at not more than 6-foot intervals with high-visibility material.
Manila, plastic or synthetic rope being used for top rails or midrails shall be inspected as frequently as necessary to ensure that it continues to meet the strength requirements of paragraph (b)(3) of this section.
The maximum size of each safety net mesh opening shall not exceed 36 square inches (230 cm) nor be longer than 6 inches (15 cm) on any side, and the opening, measured center-to-center of mesh ropes or webbing, shall not be longer than 6 inches (15 cm). All mesh crossings shall be secured to prevent enlargement of the mesh opening.
Anchorages used for attachment of personal fall arrest equipment shall be independent of any anchorage being used to support or suspend platforms and capable of supporting at least 5,000 pounds (22.2 kN) per employee attached, or shall be designed, installed, and used as follows:
Note: If the personal fall arrest system meets the criteria and protocols contained in Appendix C to subpart M, and if the system is being used by an employee having a combined person and tool weight of less than 310 pounds (140 kg), the system will be considered to be in compliance with the provisions of paragraph (d)(16) of this section. If the system is used by an employee having a combined tool and body weight of 310 pounds (140 kg) or more, then the employer must appropriately modify the criteria and protocols of the Appendix to provide proper protection for such heavier weights, or the system will not be deemed to be in compliance with the requirements of paragraph (d)(16) of this section.
Positioning devices shall be secured to an anchorage capable of supporting at least twice the potential impact load of an employee"s fall or 3,000 pounds (13.3 kN), whichever is greater.
When the path to a point of access is not in use, a rope, wire, chain, or other barricade, equivalent in strength and height to the warning line, shall be placed across the path at the point where the path intersects the warning line erected around the work area, or the path shall be offset such that a person cannot walk directly into the work area.
The rope, wire, or chain shall be rigged and supported in such a way that its lowest point (including sag) is no less than 34 inches (.9 m) from the walking/working surface and its highest point is no more than 39 inches (1.0 m) from the walking/working surface;
After being erected, with the rope, wire, or chain attached, stanchions shall be capable of resisting, without tipping over, a force of at least 16 pounds (71 N) applied horizontally against the stanchion, 30 inches (.8 m) above the walking/working surface, perpendicular to the warning line, and in the direction of the floor, roof, or platform edge;
The rope, wire, or chain shall have a minimum tensile strength of 500 pounds (2.22 kN), and after being attached to the stanchions, shall be capable of supporting, without breaking, the loads applied to the stanchions as prescribed in paragraph (f)(2)(iii) of this section; and

It is the goal of LKS Wire Rope to provide manufactured rigging products and hardware which are competitively priced and delivered on time with zero defects at quality and service levels that are consistent with the expectations of our customers. We fully understand that to do so is good business. The success of LKS Wire Rope depends on our commitment to associate involvement, continual improvement, and improved business performance goals.

The invention discloses a hemp rope passing oil immersion technological method for a steel wire rope core. The hemp rope passing oil immersion technological method for the steel wire rope core is also known as a two-step method, and comprises the steps that (1) a hemp rope is wound around a spool wheel to form an unwinding wheel, the hemp rope passes through a heated oil pool, rope guiding wheels are arranged at the two ends of the heated oil pool, the unwinding wheel and a winding wheel are installed outside the heated oil pool, traction power is set at the winding end, the hemp rope can slowly pass through the oil pool in a single-line mode, and oil in the oil pool is heated to be at the temperature from 100 DEG C to 120 DEG C; (2) the whole roll of the hemp rope which has passed through the oil pool for the first time and is immersed with the oil is placed into an oil immersion tank to carry out oil immersion for the second time, the temperature of oil in the oil immersion tank can be reduced to range from 120 DEG C to 100 DEG C, the immersion time ranges from 1.5 hours to 2 hours, and therefore the quality requirement that the interior and the exterior of the hemp rope are fully immersed can be met. Compared with a traditional process, the hemp rope passing oil immersion technological method for the steel wire rope core has the advantages that the time is shortened, the oil temperature is reduced, hemp rope oil immersion quality is improved, the phenomena that when a hemp rope is immersed with oil, the surface of the hemp rope is scorched by the high-temperature oil, and the quality of the hemp rope is seriously affected are avoided, and finally quality of a steel rope wire is ensured.
The immersion oil technology that the present invention relates to the rope made of hemp in steel rope core production, the rope made of hemp that relates in particular to a kind of steel rope core is crossed line immersion oil process.
Traditional rope made of hemp immersion oil process is to adopt a step immersion oil method, after the immersion oil of the rope made of hemp being heated to 140 ℃ in container, the entire volume rope made of hemp is submerged in high temperature oil together with I-beam wheel, make it slowly immerse in the rope made of hemp, at least need more than 4 hours, the shortcoming that adopts one-step method immersion oil is that surface and the heart of the rope made of hemp held oily inconsistent, occur that surface oil is many, and heart portion is not easy to soak into, consistent in order to reach in table oil mass, just need to extend the immersion oil time, time lengthening, the rope made of hemp of outer surface decocts the burnt burnt phenomenon of the outer easily generation of the lower rope made of hemp in long high oil temperature, have a strong impact on the quality of the rope made of hemp, thereby also affect the quality of steel cable, in order to overcome this defect, by repetition test repeatedly, the ad hoc two step method immersion oil technique of having counted, solved the problem of above existence, in now the method being applied to produce, obtained good effect.
The rope made of hemp that the object of this invention is to provide a kind of steel rope core is crossed line immersion oil process, claim again two step method, the first step is that the rope made of hemp twists in I-beam wheel as actinobacillus wheel, the rope made of hemp is heated to oil sump by one, the two ends of oil sump are provided with guide roller, one end is incoming wire guide wheel, the other end is outgoing line guide wheel, at oil sump, install actinobacillus wheel and take-up pulley outward, at take-up end, traction power is set, make the rope made of hemp slowly from oil sump single line pass through, in an oil sump, can arrange many, to increase work efficiency, oil temperature in oil sump is heated to 100-120 ℃. second step: will cross rope made of hemp rolling that line soaks first pass oil on floral whorl, rope made of hemp entire volume on floral whorl is put into immersion oil tank and make secondary immersion oil, oil temperature in oil tank can be reduced to 120-100 ℃, dip time only needs just can reach the quality requirement soaking into inside and outside the rope made of hemp for 1.5-2 hour.
Adopt the beneficial effect of the technical program: be first that work efficiency has improved, immersion oil time shorten, simultaneously, immersion oil temperature reduces, improved the immersion oil quality of the rope made of hemp, effectively avoid the rope made of hemp its surface when immersion oil to be had a strong impact on rope made of hemp quality by the burned gelatinization of high temperature oil, thereby guaranteed the immersion oil quality of the rope made of hemp, and then guarantee the quality of final products steel wire rope.
Fig. 1 is twice immersion oil processing step block diagram that the rope made of hemp of the present invention is crossed line immersion oil process.
The specific embodiment of the present invention, is now explained as follows: the immersion oil process of traditional rope made of hemp is all one-step method, and a this step immersion oil method has more drawback, and efficiency is low again, and quality is difficult to guarantee.Two step immersion oil methods are: the first step twists in I-beam wheel the rope made of hemp as unwrapping wire, the rope made of hemp is by a heating oil sump, the two ends of oil sump are provided with guide roller, one end is incoming wire guide wheel, the other end is outgoing line guide wheel, at oil sump, install actinobacillus wheel and take-up floral whorl outward, head end arranges Loosen up wire wheel, tail end arranges take-up floral whorl, at take-up end, traction power is set, make the rope made of hemp slowly from oil sump single line pass through, in an oil sump, can arrange many, to increase work efficiency, the oil temperature in oil sump is heated to 100-120 ℃ or oil temperature and is heated to 115-118 ℃.Second step: will cross rope made of hemp rolling that line soaks first pass oil on floral whorl, entire volume rope made of hemp floral whorl is sling and puts into immersion oil tank and make secondary immersion oil with driving, oil temperature in oil tank can be reduced to 120-100 ℃, and dip time only needs just can reach the quality requirement soaking into inside and outside the rope made of hemp for 1.5-2 hour.
1. the rope made of hemp of a steel rope core is crossed line immersion oil process, it is characterized in that: alleged two step method is, the first step is that the rope made of hemp twists in I-beam wheel as actinobacillus wheel, the rope made of hemp is heated to oil sump by one, at oil sump two ends peripheral hardware unwrapping wire and take-up pulley, at take-up end, traction power is set, make the rope made of hemp slowly from oil sump single line pass through, oil temperature in oil sump is heated to 100-120 ℃, second step: will cross rope made of hemp rolling that line soaks first pass oil on floral whorl, rope made of hemp entire volume on floral whorl is put into immersion oil tank and make secondary immersion oil, oil temperature in oil tank can be reduced to 120-100 ℃, within dip time 1.5-2 hour, just can reach the quality requirement soaking in the rope made of hemp.
2. according to the rope made of hemp of a kind of steel rope core of claim 1, cross line immersion oil process, it is characterized in that: the oil temperature in described oil sump is heated to 115-118 ℃; Oil temperature in described oil tank is 120 ℃, dip time 1.5 hours.



 8613371530291
8613371530291