
wire rope inspection standard in stock

A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
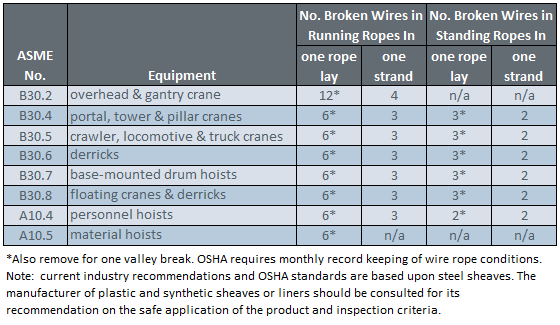
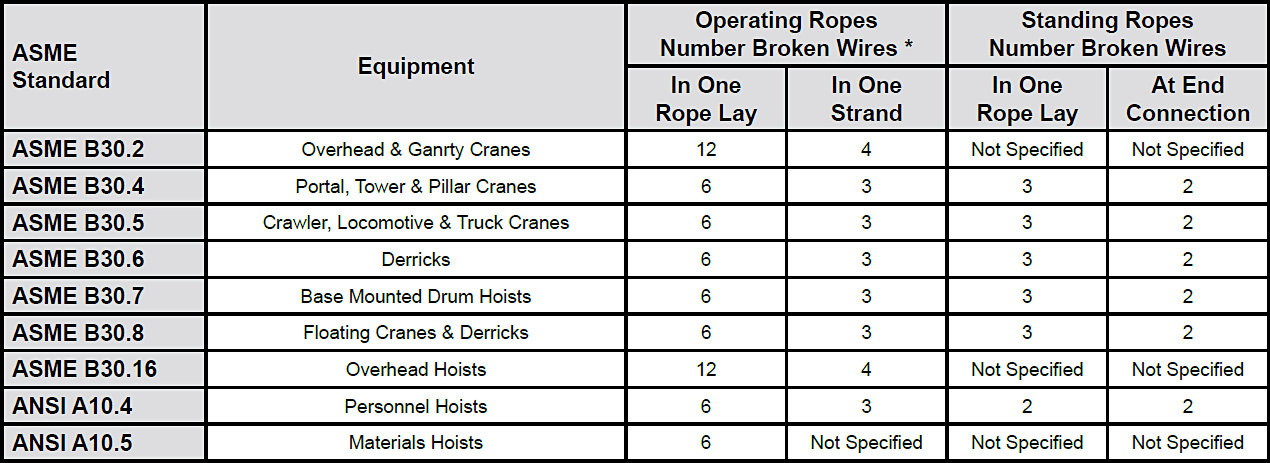
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
The inspection must include any deficiencies that the qualified person who conducts the annual inspection determines under paragraph (c)(3)(ii) of this section must be monitored.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the qualified person determines that, though not presently a safety hazard, the deficiency needs to be monitored, the employer must ensure that the deficiency is checked in the monthly inspections.
All documents produced under this section must be available, during the applicable document retention period, to all persons who conduct inspections under this section.
Any wire rope in use should be inspected on a regular basis. You have too much at stake in lives and equipment to ignore thorough examination of the rope at prescribed intervals.
The purpose of inspection is to accurately estimate the service life and strength remaining in a rope so that maximum service can be had within the limits of safety. Results of the inspection should be recorded to provide a history of rope performance on a particular job.
On most jobs wire rope must be replaced before there is any risk of failure. A rope broken in service can destroy machinery and curtail production. It can also kill.
Because of the great responsibility involved in ensuring safe rigging on equipment, the person assigned to inspect should know wire rope and its operation thoroughly. Inspections should be made periodically and before each use, and the results recorded.
When inspecting the rope, the condition of the drum, sheaves, guards, cable clamps and other end fittings should be noted. The condition of these parts affects rope wear: any defects detected should be repaired.
To ensure rope soundness between inspections, all workers should participate. The operator can be most helpful by watching the ropes under his control. If any accident involving the ropes occurs, the operator should immediately shut down his equipment and report the accident to his supervisor. The equipment should be inspected before resuming operation.
The Occupational Safety and Health Act has made periodic inspection mandatory for most wire rope applications. If you need help locating the regulations that apply to your application, please give our rigging experts a call.
Do you know who is supposed to be inspecting your lifting slings? More importantly, do you know how often they’re inspecting them? OSHA and ASME have different inspection requirements, frequencies, and removal criteria for each type of sling—including alloy chain slings, synthetic slings, metal mesh slings, and wire rope slings.
At Mazzella, we understand the amount of effort and coordination it takes to stay current on industry standards and to develop an inspection program that keeps your business in compliance. Because of this, we have a dedicated business unit made of up highly-trained and qualified inspectors and technicians that focus only on rigging equipment inspections, industry compliance, and sling testing and repair.
In this article, our goal is to help you understand what is required to inspect wire rope slings to meet ASME standards, which in turn, will help to ensure the safety of the users,help extend the service life of the slings, and help reduce unnecessary equipment repair costs and loss of production due to equipment downtime.
As a starting point, the same work practices which apply to all “working” wire rope apply to wire rope which has been fabricated into a sling. Therefore, a good working knowledge of wire rope design and construction will not only be useful, but essential in conducting a wire rope sling inspection.
There are two industry standards that exist to provide the end-user with guidelines for inspection and criteria that warrants removal from service: OSHA 1910.184 and ASME B30.9.
Initial Inspection (prior to initial use): Best practice is to inspect the wire rope sling upon receiving it from the manufacturer. Double-check the sling tag to make sure it’s what you ordered and that the rated capacity meets all of your project specifications and lifting requirements.
Frequent (daily or prior to use): Designate a Competent Person to perform a daily visual inspection of slings and all fastenings and attachments for damage, defects, or deformities. The inspector should also make sure that the wire rope sling that was selected meets the specific job requirements it’s being used for.
Users can’t rely on a once-a-day inspection if the wire rope sling is used multiple times throughout the day. Damage to wire rope can occur on one lift and best practice is to perform a visual inspection before any shift change or changes in lifting application. Because shock loads, severe angles, sharp edges, and excessive heat can quickly cause damage to a lifting sling, the user should inspect the sling prior to each lift.
Periodic Inspection: A periodic inspection is performed by either a professional service provider, or by a Qualified Person, every 12 months (at a minimum) and monthly to quarterly in more severe service conditions. The following are all determining factors in scheduling the frequency of a periodic inspection:Frequency of use
Depending on the severity of the operating environment and frequency of use, your business may decide to inspect wire rope slings more often than the minimum yearly requirement.
Per ASME B30.9, the wire rope sling tag on all new slings shall be marked by the manufacturer to include:Rated load for the types of hitches (single-leg vertical, choker, and basket) and the angle upon which they are based
The goal of a sling inspection is to evaluate remaining strength in a sling which has been used previously to determine if it is suitable for continued use. When inspecting wire rope slings, daily visual inspections are intended to detect serious damage or deterioration which would weaken the sling.
This inspection is usually performed by the person using the sling in a day-to-day job. The user should look for obvious things, such as broken wires, kinks, crushing, broken attachments, severe corrosion, etc. Any deterioration of the sling which could result in appreciable loss of original strength should be carefully noted and determination made on whether further use would constitute a safety hazard.
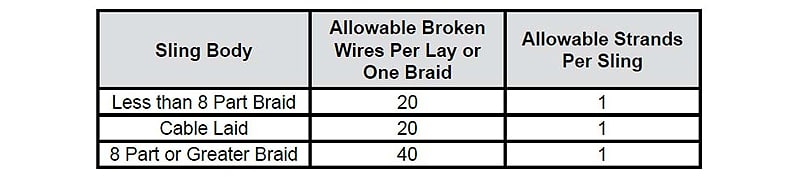
2. Broken Wires: For strand-laid grommets and single-part slings, ten randomly distributed broken wires in one rope lay, or five broken wires in one strand in one rope lay. For cable laid, cable laid grommets and multi-part slings, use the following:
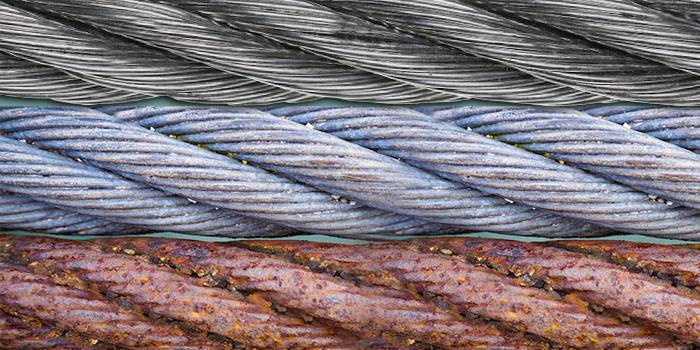
3. Distortion: Kinking, crushing, birdcaging or other damage which distorts the rope structure. The main thing to look for is wires or strands that are pushed out of their original positions in the rope.
7. Corrosion: Severe corrosion of the rope or end attachments which has caused pitting or binding of wires should be cause for replacing the sling. Light surface rust does not substantially affect strength of a sling.
9. Unbalance:A very common cause of damage is the kink which results from pulling through a loop while using a sling, thus causing wires and strands to be deformed and pushed out of their original position. This unbalances the sling, reducing its strength.
10. Kinks: Are tightened loops with permanent strand distortion that result from improper handling when a rope is being installed or while in service. A kink happens when a loop is permitted to form and then is pulled down tight, causing permanent distortion of the strands. The damage is irreparable and the sling must be taken out of service.
11. Doglegs: Are permanent bends caused by improper use or handling. If the dogleg is severe, the sling must be removed from service. If the dogleg is minor, (exhibiting no strand distortion) and cannot be observed when the sling is under tension, the area of the minor dogleg should be marked for observation and the sling can remain in service.
The best lifting and rigging inspection program is of no value if slings, which are worn out and have been retired, are not properly disposed of. When it is determined by the inspector that a sling is worn out or damaged beyond use, it should be tagged immediately DO NOT USE.
If it’s determined that the wire rope will be removed from service, we suggest cutting it down into more manageable sizes before discarding. This extra effort will help to accommodate the needs of most recycling facilities that will accept the damaged wire rope and also help to make sure that it cannot be used any further. Keep the following in mind when disposing of wire rope slings and wire rope cable:Cut into approximately 3’ to 4’ sections
OSHA does not provide clear guidelines on how to properly and adequately inspect wire rope slings. It is up to the designated inspection personnel to know the requirements of the sling inspection standards, and to develop a comprehensive inspection protocol. Wire rope inspection should follow a systematic procedure:First, it is necessary that all parts of the sling are readily visible. The sling should be laid out so every part is accessible.
Next, the sling should be sufficiently cleaned of dirt and grease so wires and fittings are easily seen. This can usually be accomplished with a wire brush or rags.
The best way to help extend the life of a wire rope sling, and help to ensure that it stays in service, is to properly maintain it during and in-between each use. Inspections are easier to perform—and probably more thorough—when slings are easily accessible and organized, kept off of the ground, and stored in a cool and dry environment.Hang slings in a designated area where they are off of the ground and will not be subjected to mechanical damage, corrosive action, moisture, extreme temperatures, or to kinking.
Like any other machine, wire rope is thoroughly lubricated at time of manufacture. Normally, for sling use under ordinary conditions, no additional lubrication is required. However, if a sling is stored outside or in an environment which would cause corrosion, lubrication should be applied during the service life to prevent rusting or corroding.
If lubrication is indicated, the same type of lubrication applied during the manufacturing process should be used. Your sling manufacturer can provide information on the type of lubricant to be used and provide the best method of application. We recommend a wire rope lubricant that is designed to penetrate and adhere to the wire rope core.
Proper inspection of your wire rope slings for damage or irregularities, prior to each use, is the best way to help keep everybody on the job site safe. Keep in mind that you’re planning to lift valuable and expensive equipment, and if a failure were to occur, it would not only cause unnecessary equipment repair costs and costly downtime, but also potentially jeopardize the lives of workers on site.
At Mazzella, we offer a variety of services including site assessments, rigging and crane operator training, sling inspection and repairs, overhead crane inspections and so much more. Our rigging inspection program is its own dedicated business unit with a team of inspectors that are certified through Industrial Training International to meet OSHA 1910.184 and ASME B30.9 requirements for sling inspection.

Maintain a record for each rope that includes the date of inspection, type of inspection, the name of the person who performed the inspection, and inspection results.
Use the "rag-and-visual" method to check for external damage. Grab the rope lightly and with a rag or cotton cloth, move the rag slowly along the wire. Broken wires will often "porcupine" (stick out) and these broken wires will snag on the rag. If the cloth catches, stop and visually assess the rope. It is also important to visually inspect the wire (without a rag). Some wire breaks will not porcupine.
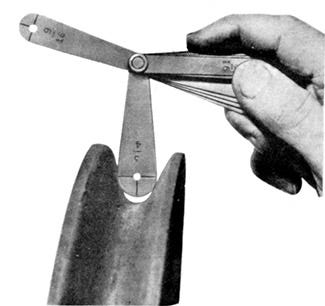
Measure the rope diameter. Compare the rope diameter measurements with the original diameter. If the measurements are different, this change indicates external and/or internal rope damage.
Visually check for abrasions, corrosion, pitting, and lubrication inside the rope. Insert a marlin spike beneath two strands and rotate to lift strands and open rope.
Assess the condition of the rope at the section showing the most wear. Discard a wire rope if you find any of the following conditions:In running ropes (wound on drums or passed over sheaves), 6 or more broken wires in one rope lay length; 3 or more broken wires in one strand in one rope lay. (One rope lay is the distance necessary to complete one turn of the strand around the diameter of the rope.)
Corrosion from lack of lubrication and exposure to heat or moisture (e.g., wire rope shows signs of pitting). A fibre core rope will dry out and break at temperatures above 120°C (250°F).
Kinks from the improper installation of new rope, the sudden release of a load or knots made to shorten a rope. A kink cannot be removed without creating a weak section. Discarding kinked rope is best.
Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.
*The foregoing OSHA regulations are not intended to be a comprehensive overview of all applicable regulations pertaining to the designated topic. State laws may mandate different safety and maintenance standards. Accordingly, please consult applicable state laws as well as original equipment manufacturer specifications for further guidance. The statements and descriptions contained herein constitute the opinion/recommendation of the seller and are not intended to create any express warranties.
A specific procedure for sling inspection is the best safeguard against injury, death and property damage. It is important that you employ a three stage level of inspection to ensure that slings are inspected with appropriate frequency. It is also important that all inspections must be done by trained and qualified personnel.
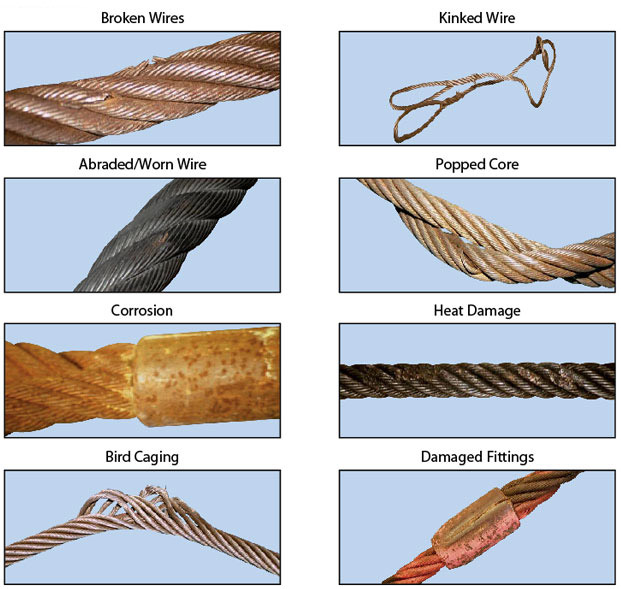
To detect possible damage, you should perform a visual inspection of the entire sling by making all parts of the sling readily visible. If necessary, remove dirt and grime so wires and components are visible. Look for any of the conditions listed in the Removal from Service Criteria. The following example depict some of the types of damage, but note that they are relatively extreme examples provided for illustration purposes only.
If you identify ANY of these types of damage, remove slings from service immediately, even if the damage you see is not as extensive as shown. Slings that are removed from service must be destroyed and rendered completely unusable. Never ignore sling damage or attempt to perform temporary field repairs of damaged slings. It is very important that slings are regularly and properly inspected. If you are not sure whether or not a sling is damaged, DO NOT USE IT.

Cranes must meet periodic inspection criteria as defined in the OSHA standard. All cranes must also meet the design, construction, and testing criteria as set forth in 29 CFR 1926.1433 through 1926.1441. If a manufacturer’s inspection criteria exceed the requirements as defined in the OSHA standard, the crane must be inspected to meet the criteria of the manufacturer. Prior to beginning work on the site, the crane subcontractor must verify the following inspections:
Periodic Monthly Inspections by a competent person. If equipment has been idle for 3 months or greater, a monthly inspection must be conducted by a competent person prior to use on the site.
Deficiencies identified in any wire rope inspection must be documented, categorized, and corrected as indicated in the standard before any work can begin.

In addition to guidance on storage, handling, installation and maintenance, this document provides discard criteria for those running ropes which are subjected to multi-layer spooling, where both field experience and testing demonstrate that deterioration is significantly greater at the crossover zones on the drum than at any other section of rope in the system.
It also provides more realistic discard criteria covering decreases in rope diameter and corrosion, and gives a method for assessing the combined effect of deterioration at any position in the rope.
ISO 4309:2017 applies to rope on cranes, winches and hoists used for hook, grabbing, magnet, ladle, excavator or stacking duties, whether operated manually, electrically or hydraulically.
NOTE In view of the fact that the exclusive use of synthetic sheaves or metal sheaves incorporating synthetic linings is not recommended when single-layer spooling at the drum, due to the inevitability of wire breaks occurring internally in large numbers before there is any visible evidence of any wire breaks or signs of substantial wear on the periphery of the rope, no discard criteria are given for this combination.

Dear Suresh Dharman; I have done several inspections. It"s necesary to know the aplication of the wire rope. Technical data of the rope regarding construction. Normally ASME B 30 will do. There are considerations regarding number of wires in certain length, let"s say 6 in a lay length. Also reduction in diameter around 10 % or 5%. It depends in the aplication. And regarding remaining life, it"s quite difficult to predict. Around 50,000 cycles is considered a normal usefull life. There are investigations regarding this subject, but not concluded yet. Too many things to consider. Send me an Email to correo@manuelhaces.com. Regards.
Hi Suresh! Intron Plus www.intron-plus.com is a leading company for magnetic rope testing (MRT). One of the latest standard ISO 4309:2017, recognises MRT as sufficient mean to provide rope safety. We can comment your questions in regard to MRT equipment, training, inspection, etc. Drop me a message with your questions.
As mentioned before, go to ASME B 30 Series. Replacement criterion will move from 10 down to 5% in reduction of diameter, not yet but check this. Also, common practice is to discard this type of rope at 7 years interval, due to fatigue. Send email and I"ll make more recomendations if you like. Regards
I have never heard about practice to discard guyed rope every 7 years. We have carried number of such inspections, using winch or self propelled climber https://www.youtube.com/watch?v=9DFNZZKVi90. Most of ropes were much older 7 years and were extended after NDT. Our in-house developed software enables assessment of rope residual breaking strength. Data from at least 2 sequential inspections of the same rope allow us assessment of residual rope life as well.
It was found from other people that after 7 years ropes with no movement in cranes like pendants or flare stack wires that due to wind and other causes, start to develop fatigue cracks. And also as they are present, they will grow in number and size, very rapid, with out proportion of time or plain related to time. So its recomended, that inspection will increase in time moving to shorter elapsed times. And yes, it is possible to extend the usefull life of the rope doing inspection, we have done that for different companies were due to regulations they will change the rope after some cycles or time. If you are sure that after inspection the rope is fine, then carry on with the use. But as soon as you discover fatigue, do another inspection in a short period of time, in order to take carefully actions.
Infrastructure Inspection services and Bridge Inspections Go Robotic with the latest in robotic bridge inspection technology. Infrastructure Preservation Corporation spent 5 years designing and testing the latest infrastructure and bridge inspection robotic. Developing services to exceed AASHTO and FHWA (Federal Highway Administration) inspection protocols. https://www.infrastructurepc.com/robotic-wire-rope-inspection-service-for-bridge-inspections-crane-and-hoist-inspections/
Wire rope isa type of cablewhich is made up of several strands of metal wirelaid or twisted into a braid or helix.Do you know how often your wire rope needs to be inspected? Wire rope inspections are vital to industries that use wire rope.
One of the most important purposes of carrying out wire rope inspections or testing is to oversee the process of depreciation in the wire rope. When any depreciation or deterioration is identified these wire ropes can cease to be used immediatelybefore it becomes a hazard. A great advantage of conducting these examinations is to analyse and identify if there is unexpected corrosion and destruction.
Commonly, there is a constant increase rate in the amount of wire rope breaks, during the lifespan of that wire rope. Wire ropes need to be inspected and tested as they have a limited life, like all consumable products. Early in the life of the wire rope (when it is starting to be used), the wires and strands of the rope settle into position and the breaking strength increases. Once it has hit its maximum, the breaking strength then decreases rapidly.
Wire rope inspections should only be carried out by highly trained professionals. There are 2 ways that these inspections are carried out on crane wire rope: Visual and Non-Destructive. Visual and no-destructive examinations are equally as important but a non-destructive wire rope test is a lot less frequent than a visual wire rope inspection. Destructive testing only takes place when specifically required by a company to find out what type of wire rope something is that has not been labelled and is not common practice in the general testing/inspections.
Visual inspection of wire ropeThe visual method is a simple yet effective method to check for external damage to a crane wire rope. Visually inspecting the entire length of rope is very important. The rope should be inspected 2 to 3 feet at a time and examined carefully at each stop. Whilst inspecting the wire rope it also cleaned with Lanotec and a wire brush.
Although tedious, it can determine many visual signs of wire rope damage, such as; kinks, bird caging, cutting, knots, flattening, crushing & heat damage (burn marks, discolouration of the metal). Wearing heavy duty gloves, an inspector will grab the rope and lightly move a rag slowly along the length of rope. Broken wires will often stick out (porcupine) and will therefore snag on the rag. Should the rag snag on a wire, the inspector should the stop and visually assess the rope condition. Broken wires do not always ‘porcupine’. Visual inspections should not be the only method relied on for inspecting crane wire ropes.
Due to the composition of a wire rope, the outer layer only represents approximately 40% of the metallic cross section of the rope and only approximately half of this is visible due to the strand twisting inside and out. That means you are only able to visually examine approximately 20% of the entire rope composition. You can only assume that the other 80% is in good condition.
Although the external 20% may look in good condition it may be concealing a great number of wire breaks and internal damage. Wire ropes with internal damage that have no signs of external damage can be extremely dangerous. This is why an internal wire rope inspection should also be completed. Internal deterioration is the primary cause of many rope failures, mainly due to corrosion and the normal progress of fatigue. Single-layer stranded ropes may be opened up slightly to allow an assessment of their internal condition, provided that they are at zero tension; though, some restrictions occur with large rope sizes. Permanent damage can be caused to multi-layer wire ropes if they are opened.
Internal inspection should always be carried out by a capable person. The method of inspection consists of firmly attaching two clamping jaws of appropriate size at a suitable distance apart to the rope. During the inspection of sections of rope adjacent to terminations, it is adequate to use a single clamping jaw, since the end anchorage system, or a bar suitably located through the end portion of the termination, may be used as the second clamp.
By the application of a force to the clamping jaws in the opposite direction to the rope lay, the outer strands separate and move away from the core. Care should be taken during the opening process to ensure that the clamping jaws do not slip about the outside of the rope. The strands should not be displaced excessively. When a limited opening is achieved, a small probe, such as a screwdriver, may be used to remove grease or debris that could obstruct observation of the interior of the rope. The crucial points that should be observed are as follows:
After inspection, a service dressing should be introduced into the opened part and the clamping jaws rotated with moderate force to ensure correct replacement of the strands around the core. After removal of the jaws, the outer surface of the rope should be greased. Since it is impossible to inspect the interior of the wire rope over the whole of its length, suitable sections shall be selected.
For wire ropes that wind onto a drum, or pass over pulleys or rollers, it is recommended that the lengths that engage the pulley grooves when the appliance is in a loaded condition be inspected. Those localised lengths in which shock forces are arrested (i.e., adjacent to drum and jib head pulleys) and those lengths that are particularly exposed to the weather for long periods should be inspected. Attention should be given to the length of rope close to its termination, and this is particularly important for fixed ropes, such as stays or pendants. This is where a visual inspection is complimented by a non-destructive test. .
In this article, the reader will find all the information for a conscious use of the MRT equipment, perfectly in compliance with the ISO4309 regulation. We hope that this short read will help the rope technicians to evaluate autonomously how to behave during an inspection. This article has been written with the intent of clarifying misinterpretations of the ISO4309 but it cannot substitute in any case the regulation. Each rope technician is highly invited to read ISO4309 before performing any rope inspection.
The magneto-inductive method was born at the beginning of the 20th century in the ropeways sector, where safety criteria have always been the strictest. In the following years the technology evolved, devices became smaller, lighter and cheaper and around the 80’s they arouse the interest of the heavy lifting sector. Since the early 2000s, the methodology began to be used widely, especially in the offshore sector, where ropes operate in a very harsh environment.
The usefulness of the method is so relevant that in the ISO 4309: 2010 it was indicated as a valid aid to visual inspection (chapter 5.6), but at the end of 2017 the new version of the standard (ISO 4309: 2017) was finally released, introducing the magneto-inductive test in the assessment methods table for rope status evaluation. New discard criteria were specially defined. The magneto-inductive method officially became an aid to the visual inspections and the preferred solution for performing internal rope inspections.
The MI method must always be associated with a visual inspection. The competent person detects visible defects and fill out a correct report; if defects are not visible but highlighted by the MRT, the operator rates the severity of the deterioration, as defined by the regulation.
Table 1 of the standard lists the more common modes of deterioration and whether each can be readily quantified or needs to be subjectively assessed by the competent person.
For all these modes of deterioration the competent person must express a severity rating, which is the result of the relative assessment method. For example, regarding the reduction in diameter the measurement is necessary, whilst, regarding the number of visible broken wires, counting is the appropriate method.
Inspectors must evaluate wear and corrosion inside and outside the rope. Furthermore, they must evaluate the loss of metallic section caused by internal and external broken wires.
It is well known that some specific defects generate in the inner part of the rope. In this case it is almost impossible to perform a visual inspection. For this reason, ISO4309 assesses the Magnetic Rope Test as the preferred method for “Loss of metallic area caused by broken wires”, “Loss of metallic area caused by mechanism other than broken wires” and for “Corrosion (external, Internal and fretting)”. Thanks to this specific methodology the competent person is able to inspect the modes of deterioration as prescribed by the regulation.
In the European Communities ISO4309 is harmonized in EN12385. Every rope commercialized in Europe must follow EN12385, and it should be written on the specific rope “Use & Maintenance Manual”. The compliance with this latter regulation provides a presumption of conformity with the relevant essential requirements of the directive 98/37/EC. For this reason, the rope manufacturers have two options:
It could happen that the manual is not available. In this case, it is mandatory to follow the related regulation, for example ISO4309 for ropes. In any case, you must follow the laws of the country where you’re performing the inspection.
The competent person must be aware of how he’s performing the inspection, because he must keep himself and the plant safe, he must always follow the ISO4309 regulation to be in compliance with the correct inspection procedure. To hasten the efficiency of the MRT method, we highly suggest the reader to check our article: “The visual Inspection and the MRT”. For the most interested readers we recommend the articles listed in the bibliography.
[4] V. Cacciatore, A. Canova, A. Vallan and B. Vusini, “Experience and technologies in NDT of ropes”. KEY ENGINEERING MATERIALS, (2007), vol. 347, pp. 627-632.
[5] A. Canova, B. Vusini, “Magnetic analysis of non-destructive testing detectors for ferromagnetic ropes”, COMPEL: The International Journal for Computation and Mathematics in Electrical and Electronic Engineering, Vol. 27 No. 4, 2008, pp. 869-878.
[6] A. Canova, F. Degasperi, F. Ficili, M. Forzan, B. Vusini “Experimental and numerical characterisation of ferromagnetic ropes and non-destructive testing device”, Proc. of OIPEEC Conferebce 18th – 20th March 2009, Stuttgart, Germany, pp. 289-298.
[8] H.R. Weischedel, (1999), “Electromagnetic Wire Rope Inspection: Signal Generation, Filtering, and Computer-Aided Rope Evaluation”, The Nondestructive Testing of Rope. Krakow, Poland: (O.I.P.E.E.C.) International Organization for the Study of the Endurance of Wire Rope.

Wire rope slings are essential pieces of rigging hardware, especially for industrial sites, and designed to lift and hoist heavy objects. The lifting device remains connected to those slings with several different configurations. While these slings are generally durable, proper inspection and maintenance are required to keep up their integrity. Damages from wear and tear are likely without detailed inspection. According to ASME and OSHA standards, users must inspect wire rope slings regularly and correctly to operate them safely. Continue reading for more information regarding the inspection of wire rope slings.
According to OSHA guidelines, inspections on wire rope slings should be conducted at a regular interval. The frequency of the inspections will largely depend on the frequency of use. However, you should stick to these general recommendations when it comes to wire rope sling inspections:Inspect slings immediately after receiving them from the manufacturers
Before using your wire rope slings, it’s essential to inspect them properly. An inspection will allow you to detect the damage that may have been caused during your previous use. Be sure to take appropriate steps to solve the issues if you come across them.
Visual inspections should be conducted daily. An inspection can be as simple as the person who is using the sling to identify any signs of deterioration. Even the most minor of damage can potentially weaken the wire rope sling. The user should attempt to identify defective wires, crushing potentials, corrosion, and faulty attachments.
It is also imperative to conduct an annual inspection. This inspection should include every part of the sling, including the fittings, end attachments, and splices.
A certified and qualified person should be conducting the inspections on your wire rope slings. If you’re only using the slings occasionally, a yearly inspection may suffice. However, for severe use, a quarterly inspection would be optimal. Consider contracting an inspection service.
The inspector will look for the damaged and worn-out parts of the wire rope sling. The inspector will also label the parts that were already inspected.
You may find some signs of damages after the inspection. However, that doesn’t mean it’ll be easy to decide between repair and replacement of the damaged slings. This is a guide that might help you determine when it’s time to replace those damaged slings.Deteriorated wires: Five damaged wires in a strand indicate that it’s time for a replacement if you are using single-part slings. If you’re using a multi-part sling, ten randomly damaged wires in a rope lay should warrant replacement.
Metal loss: The loss of metal may be indicated by the outer diameters of wires showing wear and tear signs. In this case, you should strongly consider replacing the sling.
Severe rope corrosion is a sign that you should replace your slings. However, light rusting will only reduce the strength of your slings. In this case, whether you replace them or not is entirely up to you.
You need to cut the fittings and eye of the sling first. Then label them properly to avoid accidentally using them. It is imperative that you do not use those slings at all.
Remember that proper inspections will prevent you from using damaged wire rope slings. It’s strongly recommended that you hire professionals to inspect your slings. Checking and maintaining wire rope slings throughout the year can help you avoid costly repairs.
Proper maintenance and upkeep will help make sure you get the most out of your wire rope slings. It’s also imperative to understand the correct ways to store your slings while they aren’t in use. As a general rule, you should keep slings away from heat, liquids, sprays, and corrosion. With proper maintenance and care, you can easily use your wire rope slings for several years.
AtSilver State Wire Rope and Rigging, we know everything there is to know about wire ropes and rigging. If you have any questions about wire rope slings, inspections, or anything else regarding wire ropes, feel free tocontactone of our professional staff members.

Wire rope is extremely sturdy and can be used in many different applications. In order to withstand harsh conditions, wire rope has basic guidelines of inspection it must meet. Continue reading to find out the guidelines of inspection for wire rope.
Abrasion damage is usually caused by the rope making contact with an abrasive surface. It can also be caused by simply passing over the drum and sheaves during regular, continued use. To minimize this risk, all components should be in proper working condition and be of appropriate diameter for the rope. Badly worn sheaves or drums will cause serious damage to a new rope and will greatly diminish the integrity of the rope quickly.
Corrosion is hard to assess but is more problematic than abrasion. Corrosion is usually the result of the lack of lubrication. It will most likely take place internally before there are any apparent signs on the rope’s surface. One telltale sign of corrosion is a slight discoloration, which is generally the result of rusting. This discoloration indicates a need for lubrication which should be dealt with as soon as possible. Failure to attend to this situation will lead to severe corrosion which will cause premature fatigue failures in the wires and strands. If this occurs, the rope will need to be removed immediately.
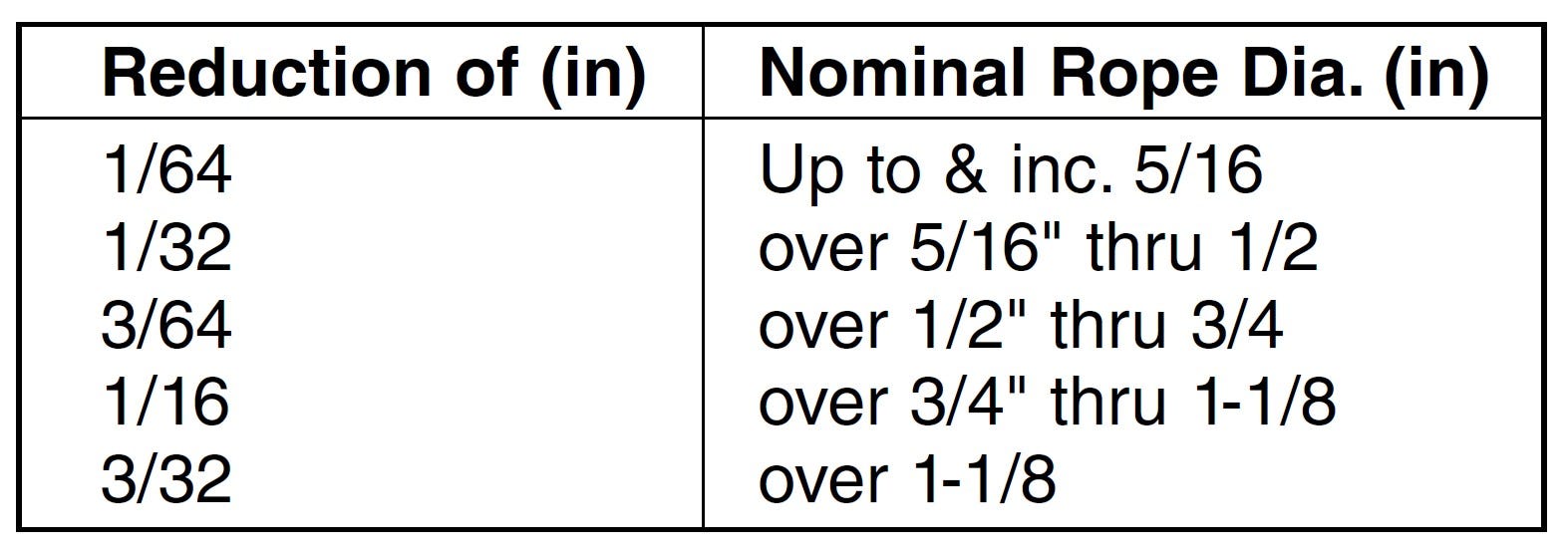
Diameter reduction is an extremely serious deterioration factor and can occur for several reasons. The most common reasons for diameter reduction are excessive abrasion of the outside wires, loss of core diameter/support, internal or external corrosion damage, or inner wire failure.
Examining and documenting a new rope’s actual diameter when under normal load conditions is critical. During the life of the rope, the actual diameter of the rope should be regularly measured at the same location under similar loading conditions. If this protocol is followed correctly, it should divulge a routine rope characteristic—after an initial reduction, the overall diameter will stabilize, then gradually decrease in diameter during the course of the rope’s life. This occurrence is completely natural, but if diameter reduction is confined to a single area or happens quickly, the inspector must quickly identify the source of the diameter loss and make the necessary changes if possible. Otherwise, the rope should be replaced as soon as possible.
Crushing or flattening of wire rope strands can happen for many reasons. These issues usually arise on multilayer spooling conditions but can also develop just by using the wrong wire rope for the specific application. Incorrect installation is the most common cause of premature crushing/flattening. Quite often, failure to secure a tight first layer, which is known as the foundation, will cause loose or “gappy” conditions in the wire rope which will result in accelerated deterioration. Failure to appropriately break-in the new rope, or even worse, to have no break-in protocol whatsoever, will also result in poor spooling conditions. The inspector must understand how to correctly inspect the wire rope, in addition to knowing how that rope was initially installed.
Another potential cause for the replacement of the rope is shock loading (also known as bird-caging). Shock loading is caused by the abrupt release of tension on the wire rope and its rebound culminating from being overloaded. The damage that ensues can never be amended and the rope needs to be replaced immediately.
There are several different instances that might result in high stranding. Some of these instances include the inability to correctly seize the rope prior to installation or the inability to maintain seizing during wedge socket installation. Sometimes wavy rope occurs due to kinks or very tight grooving issues. Another possible problem arises from introducing torque or twist into a new rope during poor installation methods. In this situation, the inspector must assess the continued use of the rope or conduct inspections more often.
There are a lot of guidelines for troubleshooting wire rope. At Silver State Wire Rope and Rigging, Inc., we take these guidelines seriously, and so should you. All of our products are tested and guaranteed to be the best fit for your specific needs. We can also help you with your troubleshooting needs. Contact us today!

Wire rope slings have played a critical role in applications like lifting, rigging, and hoisting. They are usually made from galvanized or un-galvanized steel wire strands, which are woven into ropes with end terminations. The end terminations can be loops or hooks.
Several industries, such as mining, manufacturing, shipping, and power generation, use wire rope slings because they are easy-to-use, cost effective, and reliable. Depending on the type of load and crane, you can use an assembly of wire rope slings for lifting, rigging, and hoisting.
Although they are extremely strong and durable, wire rope slings require regular maintenance and inspection. They must be inspected to ensure safety and prevent economic losses. In this short guide, we will take a look at wire rope sling inspection, maintenance, and replacement.
As mentioned before, the purpose of wire rope sling inspection is to identify any damage or excessive wear before it leads to a disaster. Two leading organizations in the US, OSHA, and ASME have published inspection and maintenance guidelines to ensure wire rope slings safety and functionality.
The two standards governing the criteria and guidelines of wire rope sling inspection are OSHA 1910.184 and ASME B30.9. As per these guidelines, there are three types of inspections.
This inspection should be carried out immediately after receiving the wire rope slings. During this inspection, make sure to check the sling identification tags. These tags will bear the product information, its rated load capacity, and other specifications. Check if they are what you ordered and what you need.
The second type of wire rope sling inspection is to be carried out daily or prior to use. As wire rope slings are used in a wide range of applications, it is always better to inspect them before each use. In other words, if you are going to use a sling three times a day, you should inspect it three times.
As wire rope slings can get damaged during a loading or rigging application, this inspection is extremely critical. You can have designated personnel, usually a competent crew member, to inspect wire rope slings before each use.
Only a certified professional or service provider can carry out periodic inspections. You also need to document each periodic inspection and maintain records, as per the ASME B30.9 guidelines. The schedule of periodic wire rope sling inspection depends on factors like frequency of use, the severity of work conditions, type of lifting or rigging, and experience gained on the service life of wire rope slings used in similar applications.
Even though it’s usually a visual inspection, you have to be thorough with it. Neither OSHA nor ASME has specified any fixed sling inspection process. You need to set up a process of your own based on your requirements, rope sling usage, and other factors.
Usually, a proper wire rope sling inspection process should include the following steps:Make sure to lay down the sling on a flat surface in such a way that all its areas are visible and easily accessible.
If possible, maintain a detailed record of all your sling inspections. Well-kept records make it easier to identify slings that are nearing the end of their service life or are damaged.
Sling tag identification is the most critical step in sling inspection. These tags help you identify the usage specifications of the slings. So, make sure to maintain the tags in excellent condition throughout the lifespan of the slings. If the tag is damaged or illegible, remove the sling from use immediately.
If you come across any of the following scenarios during your sling inspection, you will need to remove the slings immediately. Furthermore, if you are unsure of the potential damage, discontinue the use of slings.
While the structure and specifications of wires vary greatly, wire rope slings often have the following four key components:Core: The core is made from steel, synthetic, or natural fibers. The function of the core is to provide strength and support to the wires.
Wires: Wires are made from materials like steel, iron, bronze, and stainless steel. Wires surround the core, and they come in different sizes and strengths.
The guidelines for allowable broken wires are as follows:Single Part Body Slings and Strand Laid Grommets:5 broken wires in one strand in one rope lay
Distortion constitutes damages like kinking, crushing, and birdcaging, among others. If you see any such damage or wires and strands pushed out of their original positions, you need to replace the wire rope sling immediately.
Wire rope damage due to heat results in metallic discoloration, fusing of wires, or loss of lubricant. Make sure to replace the sling if there is heat damage.
While light surface rust will not affect the strength of wire rope slings, you will need a replacement if the corrosion has caused pitting or binding of wires.
When using wire rope slings, pulling through a loop can push out wires and strands from their original positions, pushing the slings out of balance. If you see this damage, replace the slings immediately.
Kinks are nothing but loops with permanent wire and strand distortions. As this type of damage is irreparable, you need to replace the slings right away.
Improper use of wire rope slings can cause doglegs, which are permanent bends. If the slings have minor doglegs with no strand distortion or if you can’t see them when the sling is under tension, you can continue using the sling. However, replacement is necessary if the doglegs are severe.
Make sure to discard the damaged wire rope slings in an eco-friendly manner. You should label the slings “Do Not Use” to avoid accidental use. Then, you should cut the eye and fittings from the rope, cut the rope into 3’ to 4’ sections, and send them for recycling.
The third most important step is wire rope sling maintenance. You should keep the following points in mind to ensure regular and comprehensive maintenance:Always keep the slings off the ground, in hanging position, and in a dry and cool environment.
Wire rope slings play a critical role in a wide range of industries such as mining, manufacturing, and shipping, among others. Although they are strong and have a long lifespan, rope slings do need regular inspection and maintenance to ensure safety and longevity. Hopefully, this guide will help clear all your doubts regarding wire rope sling inspection, replacement, and maintenance. If you need help with any rigging equipment inspection, maintenance, and replacement, feel free to reach out to our team at Holloway Houston Inc.
We stock a large variety of rigging gear and hardware. Our in-house services include inspection, test, and certifying of slings and rigging gear. We also offer on-site inspection of rigging, of rolex replica slings and rigging gear, on-site inspection of rigging, and pickup and delivery. We can have any of our experienced sales staff go on-site and assist with determining the best way to handle your lifting needs. We also offer an on site class on proper rigging gear inspection.



 8613371530291
8613371530291