
wire rope inspection standards for sale
The MOL, CSA, OHSA and ANSI, AMSE and OSHA are North American governing bodies which legislate that inspections be performed at regular service intervals.
Immediately after the inspections are complete you will receive your certifications and will be in compliance with the Ministry of Labor and Government Law & Regulations

This 12-page brochure presents important guidelines for inspecting wire rope systems or installations. It provides a clear and concise approach to assisting wire rope users" needs to comply with industry and governmental regulations that require inspections of individual ropes, fittings and attachments, as well as entire operating systems at regularly scheduled intervals. It is very useful for conducting safety meetings and training sessions. In addition to information and criteria, the brochure includes a blank Inspection Form, which may be easily copied for recording results of regular inspections for the permanent, written files required by many regulations.

A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
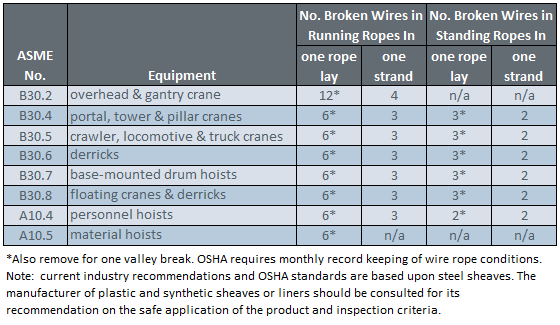
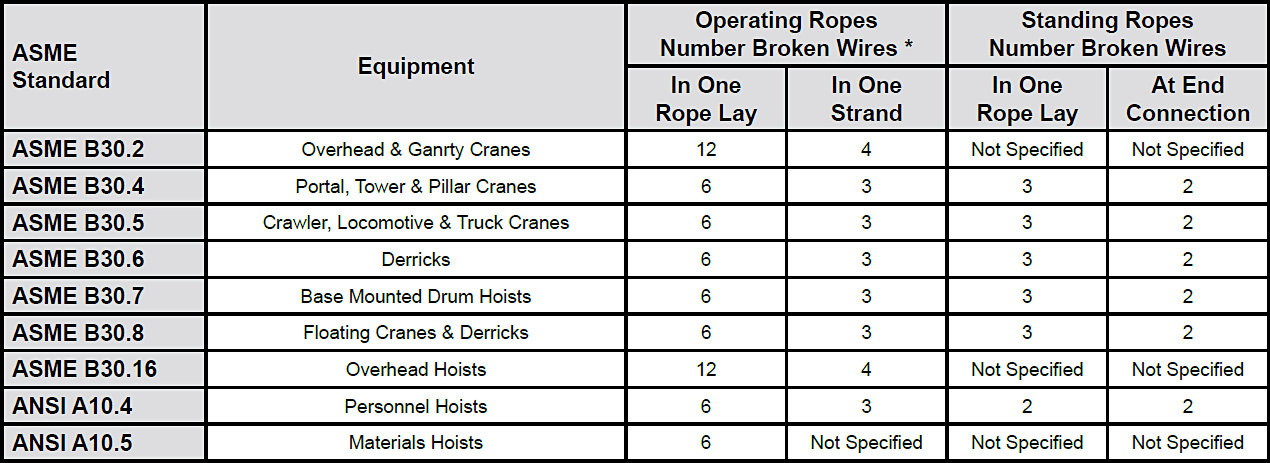
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
The inspection must include any deficiencies that the qualified person who conducts the annual inspection determines under paragraph (c)(3)(ii) of this section must be monitored.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the qualified person determines that, though not presently a safety hazard, the deficiency needs to be monitored, the employer must ensure that the deficiency is checked in the monthly inspections.
All documents produced under this section must be available, during the applicable document retention period, to all persons who conduct inspections under this section.
Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.
*The foregoing OSHA regulations are not intended to be a comprehensive overview of all applicable regulations pertaining to the designated topic. State laws may mandate different safety and maintenance standards. Accordingly, please consult applicable state laws as well as original equipment manufacturer specifications for further guidance. The statements and descriptions contained herein constitute the opinion/recommendation of the seller and are not intended to create any express warranties.

If required UNIROPE® provides ON SITE INSPECTION SERVICE. Our factory trained inspection personnel will provide you with a full WRITTEN inspection report and a complete LISTING of all inspected slings in service at your plant or construction site. Where necessary we will proof-load the slings and issue a PROOF TEST CERTIFICATE. This service not only covers slings made from wire rope, but also slings made from chain and synthetic fibers.
The goal of a sling inspection is to evaluate the remaining strength in a sling, which has been used previously, to determine if it is suitable for continued use.
Specific inspection intervals and procedures are required by local safety regulations (e.g. in Ontario see OHSA) and by ASTM B30.9. The responsibility for having the inspection done is placed upon the SLING USER.
As a starting point, the same work practices which apply to all “working” wire ropes also apply to wire rope slings. Therefore, a good working knowledge of wire rope design and construction will not only be useful but essential in conducting a wire rope sling inspection.
Since a wire rope is a rather complex “machine”, no precise rules can be given to determine exactly when a wire rope sling should be replaced. There are many variables, and all must be considered.
Broken Wires: For 6-strand wire rope slings, 10 randomly distributed broken wires in one rope lay, or five broken wires in one strand of one rope lay. For Gator-Flex® and Tri-Flex® slings these same rules apply to each of the component ropes.
Metal Loss: Wear or scraping of one-third the original diameter of outside individual wires. This is quite difficult to determine on slings and you require some experience to perform this evaluation.
Distortion: Kinking, crushing, birdcaging, or other damage which distorts the rope structure. The main thing to look for are wires or strands that are pushed out of their original position in the rope. Slight bends in a rope where wires or strands are relatively in their original position would not be considered serious damage. But good judgment is indicated.
Corrosion: Severe corrosion of the rope or end attachments which has caused pitting or binding of wires should be cause for replacement. Light rusting usually does not affect the strength of a sling.
Mechanical Damages: One of the most common causes of damage is the kink which results from pulling the sling body through the loop (choker hitching), thus causing wires or strands to be deformed and pushed out of their original position. This unbalances the sling, reducing its strength.
Disposition: The best inspection program available is of no value if slings, which are worn out and have been retired, are not disposed of properly. Retired slings should be tagged DO NOT USE to prevent any further usage. The sling should be destroyed as soon as possible by cutting the eye and fittings from the rope.
Inspect the bearing point of the eye. Check for deformation and wear of sleeve, thimbles, and all attached hardware. Check for broken wires where the rope enters the sleeve or socket.
Both ASTM B.30.9 and most Provincial Regulations require that wire rope slings receive two types of inspections: a PRIOR TO USE visual inspection, and additional inspections where severe conditions warrant.
Daily inspections are intended to detect serious damage or deterioration which would weaken the sling. Look for obvious things, such as broken wires, kinks, crushing, broken attachments, severe corrosion.
Additional inspections must be carried out by a designated person who must have good knowledge of wire rope. The frequency of these regular inspections should be based on:
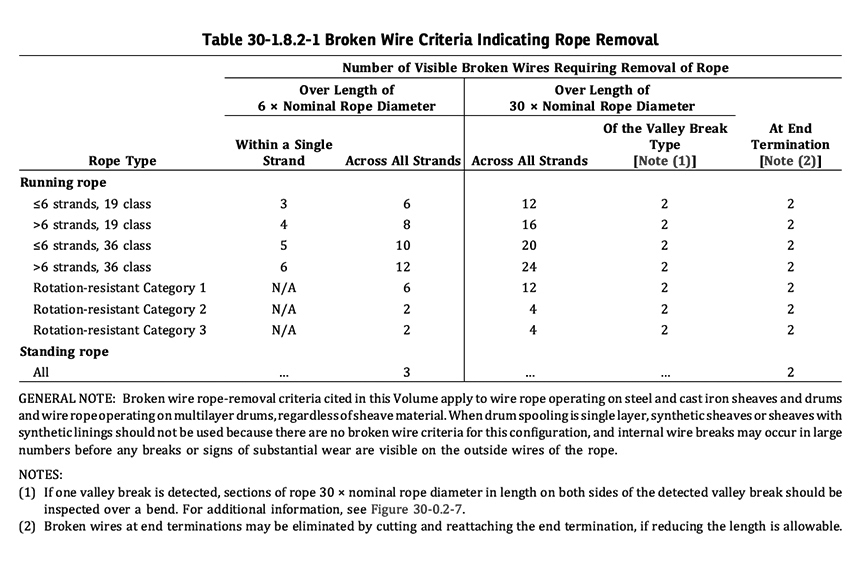
In addition to guidance on storage, handling, installation and maintenance, this document provides discard criteria for those running ropes which are subjected to multi-layer spooling, where both field experience and testing demonstrate that deterioration is significantly greater at the crossover zones on the drum than at any other section of rope in the system.
It also provides more realistic discard criteria covering decreases in rope diameter and corrosion, and gives a method for assessing the combined effect of deterioration at any position in the rope.
ISO 4309:2017 applies to rope on cranes, winches and hoists used for hook, grabbing, magnet, ladle, excavator or stacking duties, whether operated manually, electrically or hydraulically.
NOTE In view of the fact that the exclusive use of synthetic sheaves or metal sheaves incorporating synthetic linings is not recommended when single-layer spooling at the drum, due to the inevitability of wire breaks occurring internally in large numbers before there is any visible evidence of any wire breaks or signs of substantial wear on the periphery of the rope, no discard criteria are given for this combination.

Wire rope lifting slings, bridles and assemblies provide great durability and high tensile strength for lifting heavy loads. In addition, wire rope lifting slings are lighter in weight and more cost efficient than chain slings. Wire rope slings, sometimes referred to as wire slings, or cable lifting slings, are constructed using a variety of different styles and sizes of steel wire rope. Every style and size of wire rope offers different properties and benefits such as:
Each type of wire rope has benefits and drawbacks. What all wire ropes have in common however, is that they are made up of steel wires which form individual stands. These strands are laid in a helical pattern around a fiber or steel IWRC (independent wire rope core) core.
Wire rope lifting slings, bridles and assemblies are highly customizable, so if you are unable to find what you are looking for, or if you don’t know exactly what you need, call or email our sales team to speak with a rigging product specialist.
The durability of steel cable lifting slings is also put to the test in the harsh environments seen in steel mills and forging facilities. Every steel wire rope configuration will offer different properties and will be better equipped to handle certain applications. Generally, a smaller number of large outer wires will provide more wear, corrosion and abrasion resistance. Conversely, a larger number of smaller outer wires will provide better flexibility and fatigue resistance.
After you decide what construction and size of wire rope fits your application, you must configure the entire sling. Wire rope bridles and assemblies are available in single-leg, double-leg, triple-leg, and quadruple-leg configurations. They most commonly have 2 eyes and are constructed using a mechanical flemish splice. Wire rope lifting slings can be used in vertical, choker and basket hitches. They can also be equipped with a variety of attachments and fittings to accommodate almost any overhead lifting application.
Although wire rope sling fittings and attachment can be reused, the wire rope itself is not repairable. If a wire rope sling fails an inspection, it is to be properly destroyed and disposed of
It is important to inspect wire rope slings regularly and to keep a record of all sling inspections. At Tri-State Rigging Equipment we offer a full range of rigging inspection and repair services. The standards that govern wire rope sling inspection are OSHA 1910.184 and ASME B30.9. It is recommended that wire rope rigging slings first undergo an initial inspection when you receive the lifting sling from the manufacturer. The purpose of this initial inspection is to:
Wire rope slings, bridles and assemblies should also be inspected by a designated and qualified individual every day before use to make sure that the sling is in working condition and will lift its rated capacity. The person performing the inspection should examine all the wire rope, fastenings and attachments on the wire rope sling. The inspector is looking for visual indications of any defects, deformities and general damage that might affect the integrity of the sling.
Depending on your application, it may be recommended that you perform these visual inspections more than once a day. If the wire rope sling is used many times throughout the day, by multiple individuals, across multiple shifts, it is imperative that the sling be inspected before every shift change and before any change in lifting application.
ASME standards further require a thorough periodic inspection to be performed at least once a year by either a professional service provider, or by a Qualified Person. In addition, written records must be kept until the next periodic inspection. The rejection criteria for periodic wire rope sling inspections are as follows:
10 or more randomly distributed broken wires in one rope lay, or 5 or more broken wires in one strand in one rope lay, for strand-laid grommets and single part slings.
If your wire rope sling shows any of the rejection criteria above, you must remove the sling from service, and it must be destroyed. Properly destroying rigging equipment is imperative because you can be held accountable for damage done by people who find and use your discarded slings. Therefore, lifting slings deemed not suitable for service must be destroyed beyond use and beyond repair. The process for destroying a wire rope sling is as follows:
The purpose of daily and periodic wire rope sling inspections is not to get anyone in trouble but rather to gain knowledge of the frequency of use, severity of conditions, and nature of lifts, and consider how all these factors affect your wire rope sling. The most important reason to perform daily and periodic wire rope sling inspections, however, is to keep you and your coworkers safe.
Tri-State Rigging Equipment is a custom manufacturer, service provider and distributor for all wire rope lifting slings serving clients from coast to coast, Canada, Mexico and especially focused in the states of Missouri, Illinois, Indiana, Iowa, Kansas, Nebraska, Arkansas, Mississippi, Tennessee, Kentucky, South Carolina, Florida, and Oklahoma.

Dear Suresh Dharman; I have done several inspections. It"s necesary to know the aplication of the wire rope. Technical data of the rope regarding construction. Normally ASME B 30 will do. There are considerations regarding number of wires in certain length, let"s say 6 in a lay length. Also reduction in diameter around 10 % or 5%. It depends in the aplication. And regarding remaining life, it"s quite difficult to predict. Around 50,000 cycles is considered a normal usefull life. There are investigations regarding this subject, but not concluded yet. Too many things to consider. Send me an Email to correo@manuelhaces.com. Regards.
Hi Suresh! Intron Plus www.intron-plus.com is a leading company for magnetic rope testing (MRT). One of the latest standard ISO 4309:2017, recognises MRT as sufficient mean to provide rope safety. We can comment your questions in regard to MRT equipment, training, inspection, etc. Drop me a message with your questions.
As mentioned before, go to ASME B 30 Series. Replacement criterion will move from 10 down to 5% in reduction of diameter, not yet but check this. Also, common practice is to discard this type of rope at 7 years interval, due to fatigue. Send email and I"ll make more recomendations if you like. Regards
I have never heard about practice to discard guyed rope every 7 years. We have carried number of such inspections, using winch or self propelled climber https://www.youtube.com/watch?v=9DFNZZKVi90. Most of ropes were much older 7 years and were extended after NDT. Our in-house developed software enables assessment of rope residual breaking strength. Data from at least 2 sequential inspections of the same rope allow us assessment of residual rope life as well.
It was found from other people that after 7 years ropes with no movement in cranes like pendants or flare stack wires that due to wind and other causes, start to develop fatigue cracks. And also as they are present, they will grow in number and size, very rapid, with out proportion of time or plain related to time. So its recomended, that inspection will increase in time moving to shorter elapsed times. And yes, it is possible to extend the usefull life of the rope doing inspection, we have done that for different companies were due to regulations they will change the rope after some cycles or time. If you are sure that after inspection the rope is fine, then carry on with the use. But as soon as you discover fatigue, do another inspection in a short period of time, in order to take carefully actions.
Infrastructure Inspection services and Bridge Inspections Go Robotic with the latest in robotic bridge inspection technology. Infrastructure Preservation Corporation spent 5 years designing and testing the latest infrastructure and bridge inspection robotic. Developing services to exceed AASHTO and FHWA (Federal Highway Administration) inspection protocols. https://www.infrastructurepc.com/robotic-wire-rope-inspection-service-for-bridge-inspections-crane-and-hoist-inspections/

Wire ropes are complex machines with a great many moving parts. They require attention, skilled operators, careful maintenance, inspection and lubrication.
In spite of their vital importance, wire ropes are frequently treated as and considered low-tech commodities. Failures are frequently accepted as “inevitable.”
With the appropriate inspections, wire rope failures can be predicted, and expenses and losses reduced. Consider that the price tag of rope failures can easily be in the seven or even eight digit range, and the cost of an inspection is marginal.
Much more dependable than visual inspections, magnetic rope testing (MRT) is a reliable non-destructive evaluation/examination (NDE) procedure used for the in-service inspection of wire ropes. NDE methods allow the detection and evaluation of external as well as internal rope deterioration. This allows the inspection of a rope’s entire cross-section to the core. MRT drastically increases wire rope safety. At the same time, it promises significant annual savings.
Ropes usually degrade internally with no visible indications. Internal deterioration modes include inter-strand nicking that will eventually develop into clusters of internal broken wires and corrosion including corrosion pitting.
External deterioration includes winding-on-drum damage. Urgently needed, suitable inspection equipment and procedures are now available – especially for the quantitative characterization of internal rope deterioration.

Wire rope is a machine! It is the workhorse that lifts the heavy loads on wire rope hoists. As a crane technician, there is an endless amount of information you should know about wire rope. The more you understand, the better resource you can be to your customers. Luckily, you don’t need to be the expert! There are others to help you out including, crane and hoist manufacturers, wire rope manufacturers, and other crane technicians. In this article, we will talk about how Demag designs wire rope hoists, selects the wire rope for models that you can buy today, and those you will still find in the field for inspections and repair.
In the world of wire rope, lay has many meanings and definitions. First, we will go through the directional meanings. Lay can refer to the direction in which the strands are twisted around the core of the wire rope. When left hand and right hand lay is referred to like this, it is describing whether the strands are twisted clockwise (left hand) or counter-clockwise (right hand) around the core. For a frame of reference, grab the wire rope in either hand with your thumb pointing up. When the strand appears as if going up to the left, this is a Left Hand lay rope. When it appears as though it is going up to the right, this is a Right Hand lay.
Lay can also refer to the cut of the groove corkscrew in the drum and the corkscrew can go to the left or right. The wire rope will start gathering on the left-hand side of the drum in the case of a left lay and the opposite for right lay. One way to determine this is to look at the drum from the end where the rope is clamped. The term lay can be used to describe the distance of a complete wrap of a strand once around the core. When conducting a wire rope inspection, knowing how to measure the lay is critical. It is measured by determining the distance starting on the outside wrapping the strand one complete time back to the same outside position. This measurement is used to determine the maximum number of broken wires allowed within a single lay and for the number of broken wires in the same strand in a lay. Always consult your inspection criteria bodies, like CMAA and HMI, for the most up-to-date standards.
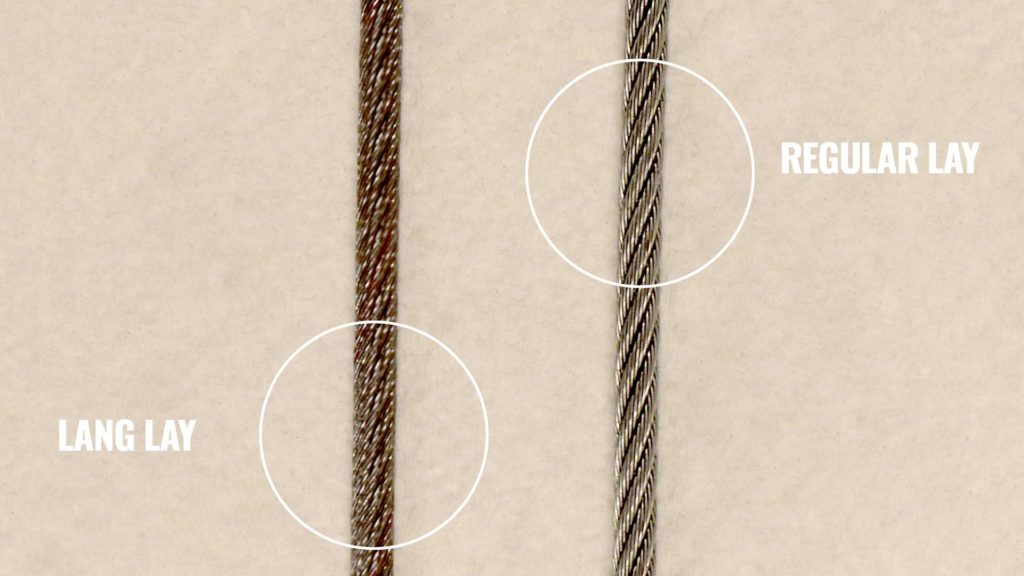
Lay can also denote whether a rope is Regular Lay or Lang Lay. Regular lay and Lang lay rope are different types of wire rope and differ based on the wire orientation in the strand. Regular lay rope wire appears as though the outermost wire surface is aligned parallel with the centerline of the wire rope axis. Lang lay rope wires appears to be at a 45 degree angle with the wire rope centerline axis. Lang lay type of rope allows for more surface contact with the groove surface on the drum or sheave, increasing the support zone and decreasing the load by spreading it out over a larger area. It is more costly to manufacture, but it can be used in special cases where better wear life for the drum and sheaves is needed. Today, Regular Lay rope is commonly used unless there is a specific design need to use Lang Lay wire rope.
Countries and industries may have different standards or best practices for wire rope. In the USA, the wire rope industry recommends using a Right Hand (RH) lay rope on a Left Hand (LH) drum corkscrew and a Left Hand (LH) lay rope on a Right Hand (RH) drum corkscrew. This is recommended for good spooling of the rope, especially on a grooveless drum. In most cases, Demag designs their wire rope hoists in violation of this best practice, but for a major engineering reason that benefits the user and for additional safety.
Demag wire rope hoists are designed for RH rope on a RH drum and LH rope on a LH drum. This design creates straighter drops of wire rope down to the bottom block as using the same strand lay and corkscrew twists the strands tighter around the core. The straighter drop eliminates interference in a 4/1 reeving configuration as the rope crisscrosses during lifting. This becomes very apparent when the lift height is around the 70 foot range. To make sure that the hoist has positive spooling, the drum is designed with a partial groove and is equipped with a rope guide with pressure rollers or a ring that keeps the rope in the groove.
When it comes to hoists configured for 4/2 reeving with 2 attachment points for the same rope, only one side of the drum follows the best practice. Since there are 2 attachment points in 4/2 reeving, one drum corkscrew is RH and the other LH. Inherent from the reeving design, close to vertical lifting is achieved and crisscrossing interference is not a concern.
Due to wear on the drum and sheaves, we will never recommend changing the lay of the rope used on a hoist when the wire rope needs changed. The existing wire rope lay has already established wear patterns on the drum and sheave that could make changing the rope with a different lay dangerous. Being able to identify or find out what type of rope is used on a wire rope hoist is key to success when wire rope needs changed.
Wire rope is a complex machine, lifting the heaviest loads like space shuttles and precast concrete components. It does the heavy lifting when a load is being lifted by a crane and wire rope hoist. Having a good understanding of wire rope is essential for all crane technicians. Being able to understand what lay means and how to determine what kind of rope is on an existing hoist is just the beginning. Not only will this knowledge allow you to be a more effective technician for your customers, but you can promote safety in the industry.
How often do you inspect your wire ropes? I gave a presentation during the 2017 Groundwater Week event where I asked this question. Most everyone in the room of nearly 100 drillers said, “every day, as they run the rig.”
The next question I asked was, who has had a wire rope break on the job? Nearly every hand in the room, including mine, went up. How could this be? If we all are inspecting the wire rope every day, the rope should never be in a condition in which it could fail, right?
This realization should lead to the industry asking some questions. How much does the average driller really know about wire rope? What industry standards apply? Are there best practices references for wire rope use and inspection? Should inspections of wire rope be documented? Let’s get into the details for answers.
The Occupational Safety and Health Administration (OSHA) has determined that water well drilling equipment and activities, like oil and gas drilling, are covered by applicable requirements of 29 CFR Part 1910. In this decision, OSHA states, “Water well drilling, oil, and gas well drilling expose employees to similar hazards, therefore, employers engaged in drilling operations shall comply with appropriate General Industry Standards. This is an exception in classifying an industry when using the Standard Industrial Classification (SIC) manual but, is necessary for proper citing of water well drilling alleged violations.”
However, geothermal drilling fits the OSHA definition of construction. OSHA’s regulations define construction work as “construction, alteration, and/or repair, including painting and decorating.” Jim Martinek, OSHA Region 5 director, stated in a phone conversation on the topic of geothermal drilling’s applicable OSHA standards: “If the work fits the definition of construction, 29 CFR Part 1926 shall apply.” So, just as the formation dictates the way we drill a hole, the end use of a job dictates what OSHA regulations may apply.
For water well and geotech drilling, this includes 1910.176 Materials Handling and Storage, 1910.181 Derricks and 1910.184 Rigging/Slings, as well as the ANSI/ASME B30.9, B30.10 and B30.5. OSHA can cite each of these standards as industry best practices
I know what you are thinking: “Dedicated drill rigs are exempt from the 1926 OSHA crane standard.” I agree that a drill is not a crane. However, the API oil field standards and the sub part CC cranes in construction OSHA standards are identical with only a small exception in wire-rope safety factor when running casing. (The API granted themselves a safety factor reduction from 3 to 2 for setting casing. OSHA has a safety factor of 3 for all hoist lines except for rotation-resistant wire rope, which has a safety factor of 5 for drilling use.) Since these sister industries have standards that directly apply to similar uses of wire rope, the issues addressed in their standards are recognized hazards and it is reasonable that we should remediate those hazards by following the recommendations in those standards.
The problem with drilling is that we do not always do the best job of educating new employees, or even ourselves, as to what we need to do to properly maintain our wire rope, or even what to look for beyond the blatantly obvious to determine if a wire rope has outlived its safe usefulness. I am reminded of this every time I do a wire rope usage and inspection class and hear from the apprentices I teach about issues they see in the field. Many times, the issue is the driller either doesn’t know how to properly use/install the rope, or doesn’t properly inspect and remove from service a rope that is deficient in some way.
These types of problems are rare in the crane world as a great deal of effort is made to educate newer employees to the rights and wrongs of using, inspecting and discarding of wire rope. The drilling industry should have a similar safety record when if comes to wire-rope failures. Sadly, we do not. If you ask a room of 100 crane operators who has had a wire rope break during a lift, you would more than likely not see any hands raised. We, as an industry, can and should do better.
This wire-rope discussion is too complicated to handle in a single, under-1,000 word article. To address this issue as fully as possible, the next few articles will build on this topic. I aim to assist you in educating yourself (if need be) and any employees new to the drilling industry.



 8613371530291
8613371530291