
wire rope lubricant specification pricelist

A HISTORY OF EXCELLENCE ROCOL® has been providing engineers with high performance lubrication solutions for more than 100 years. During that time we have worked with some of the world’s leading companies in many diverse industries and applications, developing products with one common goal: to deliver optimum performance. ROCOL operates to internationally recognised standards for quality, environment and safety. ROCOL is proud of its commitment to the continual engagement and development of staff and holds Investors In People accreditation. BENEFITS OF WIRE ROPE LUBRICATION Although simple...
KEY REQUIREMENTS OF WIRE ROPE LUBRICANTS Whilst it may be clear that good lubrication is a key part of maximising rope life, delivering the correct balance of properties in a single product is a significant challenge. A good wire rope lubricant must: Be easy, pleasant and safe to apply Achieve maximum penetration to ensure lubrication and protection of the rope core Resist wash-off and ing-off Have excellent corrosion protection Reduce friction and wear Allow easy inspection of the rope ROCOL® WIRE ROPE LUBRICANTS ROCOL have manufactured wire rope lubricants for many years. This has allowed...
PSEUDOPLASTIC WIRE ROPE DRESSING One of the most difficult problems encountered in formulating wire rope lubricants is finding the optimum balance between good penetration properties and resistance to water wash-off. Good penetration is achieved by low viscosity products such as oils but these have poor resistance Good wash-off resistance is achieved by highly adhesive grease-like products but these have poor penetration properties Until now there has been a trade off between these competing requirements. However, thanks to its pseudoplastic rheology, WIRESHIELD achieves maximum penetration...
THE DIFFERENCE IS CLEAR The key safety check for wire rope users is a visual inspection of the condition of the rope. Traditional wire rope lubricants contain black solid lubricants such as graphite and molybdenum disulphide. These materials make the lubricant unpleasant to handle and impossible to see through. WIRESHIELD™ uses an advanced load carrying system based on sub-micron white solids. The result is a nished product that is both clean to handle and translucent in use - without compromising the load carrying or anti-wear properties. Below is an illustration of the translucency of the...
COMPREHENSIVE RANGE ROCOL manufacture a comprehensive range of wire rope lubricants. ROCOL products have been proven over many years of service to: Reduce wear on wires and strands, maximising service life Provide outstanding corrosion protection Resist water wash-off, extending re-lubrication intervals WIRE ROPE Dressing WIRE ROPE Spray Multi-purpose rope lubricant Convenient aerosol pack Semi-uid grease based on highly rened mineral oil and an organically modied clay thickener. The unique blend of lubricating solids contained in the product reduces the internal friction and wear often...
WIRE ROPE LUBRICATION Methods of rope lubrication range from traditional, unsophisticated techniques such as brushes and swabs to dedicated, high performance equipment. ROCOL wire rope lubricants are designed to be as easy to apply as possible by whichever method is most convenient. While there is no single method that is “right” and works in all situations, the modern trend is to move away from manual application, to automated systems which: Maximise efciency of lubricant delivery on to the rope Improve health and safety by reducing operator contact with the rope and lubricant To make the...
CASE HISTORIES CLIENT: P&O FERRIES Product: WIRESHIELD™ Location: Dover, UK Application Details: The Pride of Kent crosses the channel to Calais up to 10 times a day. The vessel is moored using steel wire ropes which can be immersed in sea water up to 20 times a day and are exposed to extreme coastal weather conditions. In order to lubricate the wire ropes, sh oil was applied to them on a regular basis. Although easy to apply and offering reasonable penetration to the rope core the sh oil produced unsatisfactory results, including poor wash-off resistance, leading to increased lubrication...
CLIENT: MARMAGOA PORT TRUST CLIENT: BAE SYSTEMS – SHIPLIFT ROPES Product: WIRE ROPE Dressing Product: WIRE ROPE Dressing Application Details: The wire ropes on the bulk iron ore unloaders suffered from a high degree of wear due to a combination of the large amount of abrasive iron ore dust in the atmosphere and the heavy duty nature of the unloading operation. As a result the ropes were replaced every three to four weeks costing both time and money. Required Specication: Good penetration properties to ensure that the rope core received effective lubrication Increase the operational life of...
PRODUCT NAME CORROSION PROTECTION FEATURES & BENEFITS Waxy lm for long term outdoor corrosion protection. Ideal for long term protection of machinery, elevators, forklift trucks, underground installations and offshore platforms. Temperature range -20°C to +110°C Heavy duty, waxy lm for long term corrosion protection Excellent corrosion protection outdoors for up to 2 years Good de-watering properties Good penetration Can provide a light lubricating lm in some applications Ideal for outdoor corrosion protection of exposed metal parts Does not contain silicones or chlorinated solvents...
The manual lubrication of wire ropes via the drip, brush, spatula or rubber glove method has always been a difficult maintenance task. Typically employed are messy asphaltic or “blackjack” type products, which have coating abilities but very little lubrication or penetration properties.
The VIPER Mid MK II Wire Rope Lubricator provides fast and effective lubrication of wire ropes from 5/16 in (8mm) to 2–5/8 in (67mm) in diameter, at speeds up to 6,670 ft (2,000 m) per hour. It eliminates the slow and labor-intensive task of manual lubrication, at the same time achieving more thorough results by forcing quality lubricant under high pressure right through to the core of the wire rope.
The system consists of the lubricator Collar assembly, which houses the polyurethane seals to suit the specific size rope. The assembly is clamped around the rope and anchored to a fixed point. The rope is then pulled through the collar as the lubricant is applied with a high pressure grease pump, forcing lubricant between the strands to the center or the rope. The result is a fully lubricated wire rope with a smooth minimal film of lubricant on the outer strands.
The benefits over conventional drip and brush or spray systems are substantial. The Viper MK II Wire Rope Lubricator operates at a higher pressure than most other lubricator collars on the market; this combined with the robust construction guarantees fast, safe and effective wire rope lubrication.
For lubricating larger rope sizes 2 in (50mm) to 6 1/2 in (165mm), you will need the Viper Maxi MK II. Viper Mini MK II lubricates rope sizes 15/64 in (6mm) to 1 13/32 in (36mm.)Please contact us for more information about these solutions.
Proper lubrication of your wire rope, chain and cable can safely extend its operational life regardless of application. Cranes, elevators, shovels, drilling rigs, suspension bridges and draglines are some of the many applications that use wire rope, chain or cable to perform work such as pulling, dragging or hoisting. These applications often are exposed to harsh environmental conditions, including extreme weather. Lubrication Engineers can help your wire rope, chain and cable last longer and operate safely by implementing a lubricant reliability program and recommending the right lubricants for the job.
Most wire ropes are lubricated during the manufacturing process, but this lubricant will not last the entire life of the rope. When looking for a lubricant to relubricate your wire rope, choose one that contains no acids or alkalis, possesses the adhesive strength to stay on the rope, can penetrate between wires and strands, has high fluid film strength, resists oxidation and remains pliable. It is important to remember that most wire ropes fail from the inside out. Corroded rope can be a safety hazard, as there is no way to determine its remaining strength and life. Proper lubrication will help prevent deterioration of wire rope due to rust and corrosion.
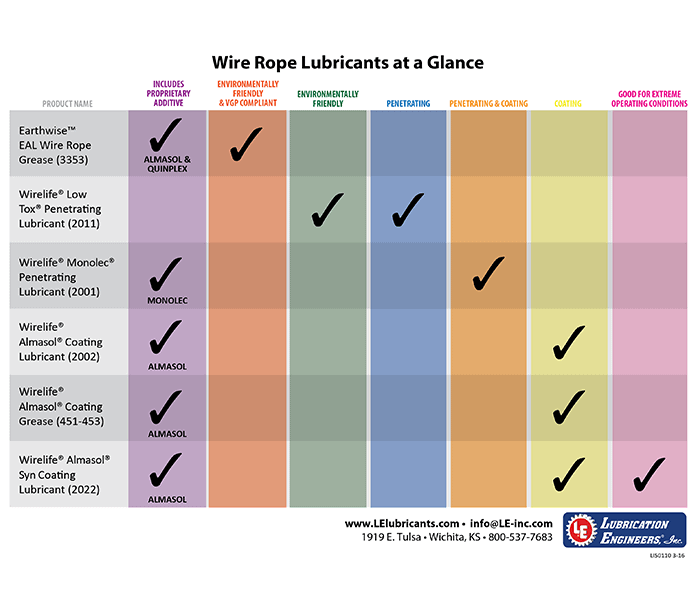
Because most wire ropes fail from the inside, it is critical to ensure the center core receives sufficient lubricant. LE recommends a combined regimen in which a penetrating lubricant is used to saturate the core, followed by a coating lubricant to seal and protect the outer surface. LE offers several penetrating and coating type wire rope lubricants to suit your specific needs.
Penetrating lubricants contain an evaporative solvent that facilitates migration of the lubricant into the core of the wire rope, then evaporates, leaving behind a heavy lubricating film that protects and lubricates each strand.
Wirelife Almasol Coating Grease (451-453) is a soft, semifluid calcium-based grease designed to coat wire rope as well as moving chain and cable parts to ensure long life and smooth, quiet operation. Its tacky, water-resistant characteristics enable it to adhere strongly to rapidly moving parts, seal out damaging moisture, protect against premature wear and shield metal against corrosive attack.
Typical Applications: Wire rope, chain links, pins, bushings, cable sheave bushings, cables, open and closed silent and roller chains, and small, slow-turning gearboxes that require a semifluid lubricant
Wirelife Almasol Coating Lubricant (2002) is a fluid wire rope lubricant that provides a tough outer coating to seal and protect against fretting corrosion, wear and rust – even under extreme load and moisture. It seals and protects better than any product available. When used in conjunction with Wirelife Monolec Penetrating Lubricant, maximum protection and wear reduction is achieved.
Wirelife Almasol Syn Coating Lubricant (2022) is an extremely tacky, nonasphaltic synthetic lubricant with exceptionally high film strength. Perfect for extreme environments and conditions, it is the ultimate outer surface protector for wire rope and cable and comes from the same advanced technology that LE developed to protect large open gears in the mining and quarry industries. It derives its high load-carrying capacity from its synergistic blend of an extreme pressure additive and Almasol, LE’s exclusive wear-reducing additive.
Wirelife Monolec Penetrating Lubricant (2001) has excellent corrosion resistance and high load-carrying (EP) properties. It penetrates to the core of wire ropes, whether they are running or stationary. It is also excellent as a penetrating lubricant for chains of all sizes and works well in a variety of other industrial applications. When used in conjunction with Wirelife Almasol Coating Lubricant, maximum protection and wear reduction is achieved.
It contains a petroleum solvent to enhance its ability to penetrate. The solvent evaporates, leaving behind a film of heavy-bodied lubricant that protects and lubricates each strand and resists leakage from the wire rope core. Available in bulk sizes or in an aerosol version.
Typical Applications: All stationary or moving wire ropes or cables under heavy loads; chains of all sizes; mining and construction applications such as standing and running lines, draglines, cranes and derricks; marine applications such as cranes, hoists and drilling rigs; any other application that requires excellent rust protection for steel parts.
Designed for marine environments and other applications where environmental concerns require the use of a very low toxicity wire rope and chain lubricant, LE’s Wirelife Low Tox Penetrating Lubricant (2011) has excellent load-carrying capability and provides outstanding protection against rust, while having the lowest possible toxic effect on the environment.
Earthwise EAL Wire Rope Grease (3353) is recommended for use in applications on or near the waterways. It is an EAL and meets the specifications required by the EPA’s Vessel General Permit (VGP). It is readily biodegradable, exhibits minimal aquatic toxicity and will not accumulate in the cells of fish and other aquatic life forms. It is a soft, semifluid formulation designed to coat wire rope as well as moving chain and cable parts to ensure long life and smooth, quiet operation. Its semi-tacky, water-resistant characteristics enable it to adhere to the application and seal out damaging moisture and protect against rust formation.
Typical Applications: Applications near or around waterways including: Wire rope; chain links, pins and bushings; cable sheave bushings, bearings and strands; open and closed silent and roller chains. Ideal for use in automatic lubrication systems.
LE is happy to offer industrial lubricant and reliability recommendations for a variety of applications, and to provide product-specific data on all of our items to help you make the right decision. To learn more about our wire rope lubricants, wire rope lubricators as well as our other enhanced lubricants and lubricant reliability products, please

DESCRIPTIONWire ropes contain numerous moving parts that require lubrication. Each time the rope bends or flexes, the internal strands rub together. WRL™coats these strands to prevent friction and wear. This results in longer life, less downtime for rope changes and more production.
JET-LUBE’s WIRE ROPE and CHAIN LUBRICANTquickly penetrates to the cores. This ensures that the rope is lubricated throughout while providing a nondrying, non-tacky film on the outside of the rope that protects outer strands from corrosion, as well as lubricating the wire rope drums and sheaves.

The 6x26 grease-coated wire rope offers a high level of resistance to abrasion, and features a compact construction with solid support for the wires—which also provides a high resistance to crushing and makes the 6x26 a popular wire rope for a wide range of applications.
Its number and relative size of the inner wires adds to both the stability of the strand and the resulting fatigue resistance. This rope’s core is its own wire rope construction—known as IWRC (Independent Wire Rope Core)—meaning it moves independent to the outer strands.
There are two types of wire rope lubricants: penetrating and coating. Coating lubricants (which include greases) penetrate slightly, sealing the outside of the cable from moisture and reducing wear and fretting corrosion from contact with external bodies.
The 6x26 wire rope class is made up of six strands of 26 wires per strand for additional wire rope strength and durability. The 6x26 features IPS (Improved Plowed Steel), EIPS (Extra Improved Plowed Steel), or EEIPS (Extra Extra Improved Plowed Steel) grade wire rope. Also available in USA-made.

Wire rope or cable is used for a wide variety of purposes ranging from stationary service, such as guys or stays and suspension cables, to service involving drawing or hoisting heavy loads. In these various services, all degrees of exposure to environmental conditions are encountered. These range from clean, dry conditions in applications such as elevator cables in office buildings, to full exposure to the elements on outdoor equipment. This could include immersion in water that can be encountered on dredging equipment to exposure to corrosive environments, such as acid water,
found in many mining applications. These and other operating factors require that wire ropes be properly lubricated to provide long rope life and maximum protection against rope failure where the safety of people is involved.
A wire rope consists of several strands laid (helically bent, not twisted) around a core. The core can be a rope made of hemp or other fiber, or may be an independent wire rope or strand. Each strand consists of several wires laid around the core, which usually consists of one or more wires but may be a small fiber rope. The number of wires per strand typically ranges from 7 to 37 or more.
Each wire of a wire rope can be in contact with three or more wires over its entire length. Each contact is theoretically along a line, but this line actually widens to a narrow band because of a deformation under load. As load is applied, and as a rope bends or flexes over rollers, sheaves, or drums, stresses are set up that cause the strands and individual wires to move with respect to each other under high contact pressures. Unless lubricating films are maintained in the contact areas, considerable friction and wear result from these movements.
One of the principal causes of wire rope failures is metal fatigue. Bending and tension stresses, repeated many times, cause fatigue. Eventually, individual wires break and the rope is progressively weakened to the extent that it must be removed from service. If lubrication is inadequate, the stresses are increased by high frictional resistance to the movement of the wires over one another, fatigue failures occur more rapidly, and rope life is shortened.
Another principal cause of rope failure is corrosion. This covers both direct attack by corrosive materials, such as acid water that may be encountered in mines, to various forms of rusting. To protect against corrosion, lubricant films that resist displacement by water must be maintained on all wire surfaces.
Wear, deterioration, or drying out of the core result in reduction of the core diameter and loss of support for the strands. The strands then tend to overlap, and severe cutting or nicking of the wires may occur. The lubricant applied in service must be of a type that will penetrate through the strands to the core to minimize friction and wear at the core surface, seal the core against water, and keep it soft and flexible.
During manufacture, wire rope cores are saturated with lubricant. A second lubricant, designed to provide a very tenacious film, is usually applied to the wires and strands to lubricate and protect the wires and to help keep (seal) the lubricant in the core as they are laid up. These lubricants protect the rope during shipment, storage, and installation.
Much of the core lubricant applied during manufacture is squeezed out when the strands are laid, and additional lubricant is lost from both the core and strands as soon as load is applied to a rope. As a result, in-service lubrication must be started almost immediately after a rope is placed in service.
Proper lubrication of wire ropes in service is not easy to accomplish. Some of the types of lubricants required for wire ropes may not be easy to apply, and often wire ropes are somewhat inaccessible. Various methods of applying lubricants are used, including brushing, spraying, pouring on a running section of the rope, drip or force feed applicators, and running the rope through a trough or bath of lubricant. Generally, the method of application is a function of the type of lubricant required to protect a rope under the conditions to which it is exposed.
These requirements necessitate some compromises. Wire rope lubricants may be formulated with asphaltic or petrolatum-based material and contain rust preventives and materials to promote metal wetting and penetration. Diluent products are used in some cases for ease of application. Grease products containing solid lubricants such as graphite or molybdenum disulfide are also used. The challenges with greases are the ability of the lubricant to penetrate to the inner core strands and its attraction for dust and dirt buildup. Wire ropes are often used in applications operating near or on an ocean, bay, river, lake, or other waterway, and as a result require environmentally acceptable wire rope lubricants to minimize their impact on the environment.
Please contact us for Your application needs and our technical support team will give You the best lubricating solution!Welcome to Lubrita.com International Lubrita Distributors network and World wide Oils & Lubricants online stores.

Wire Rope Lubricant quickly penetrates to the core. This ensures that the rope is lubricated throughout while providing a nondrying, nontacky film on the outside of the rope which protects outer strands from corrosion as well as lubricating the wire rope drums and sheaves.
BioTrac 301 is an environmentally safe wire rope lubricant that was creatively formulated to provide high performance criteria while remaining harmless to nature. It is designed to penetrate to the very center of wire rope and form a tenacious film, providing superior lubrication and excellent protection from corrosion for all types of wire rope. BioTrac 301 is biodegradable and solvent-free. It has a wide application temperature range of -20°F (-29°C) to 450°F (232°C)and is ideal for use in all phases of lubrication. BioTrac 301 can be used effectively in normal through heavy duty applications. It works well in both high and low temperature environments, extreme pressure conditions, and even where high loads are present. Because it is biodegradable and breaks down into harmless substances, BioTrac 301 is the wire rope lubricant of choice for use in particularly sensitive natural areas such as national parks, mines, and ski resorts. We recommend using BioTrac 301 in applications including agriculture, forestry, construction, railroads, quarry, rock, and anywhere a premium quality, environmentally conscious, wire rope lubricant is called for.
This biodegradable wire rope lubricant creates a residual film on the surface of wire rope that holds on strongand resists pressure. BioTrac 301 repels water on the surface of the wire rope and is able to effectively resist contamination from the outside elements, including dirt and dust. Thus, it is particularly ideal for wire rope applications in hostile environmental locations, such as near sea water and salt air. And, with BioTrac 301, if accidental leaks or spills into water occur, only a minimal sheen becomes visible on the surface of the water. This makes BioTrac 301 a friendly substance in locations near water where minimal sheening is desired in a lubricant, such as on offshore platforms.
Environmental responsibility a topic of increasing conversation, and there certainly is a growing need for functioned fluids that are not harmful for the environment. These fluids, such as BioTrac 301, need to be low in toxicity and biodegradable if they are to be environmentally sound. BioTrac 301 meets biodegradable standards(as tested according to U.S. Environmental Protection Agency 560/6-82-003 and also according to the European CEC L-33-A-94 test method). This biodegradable wire rope lubricant is purposefully formulated to break down into safe, non-detrimental substances as the micro-organisms it naturally comes into contact with act upon it.
With BioTrac 301, you don’t have to compromise the quality and performance characteristics of an excellent wire rope lubricant to be kind to the environment. BioTrac 301 offers excellent oxidation stability, great clarity, and excellent demulsibility. This premium biodegradable wire rope lubricant inhibits fretting and protects from wear between rope strands. It provides the added benefits of prolonging lubrication intervals and lengthening rope life, both of which reduce downtime (and the cost associated with downtime) due to maintenance. This strongly adhering film will not dripand, even if the film is breached, BioTrac 301 still offers protection.
BioTrac 301 is available in 48 pound containers. This amber-colored lubricant has a shelf life of two years and a sweet odor. It passes the rust test (ASTM D-665AB) and offers a viscosity cSt @ 212°F (100°C) of .85 and @ 104°F (40°C) of 1.95 (ASTM D-445). The urgency of environmental responsibility won’t grow smaller. Pick up a container of BioTrac 301 today and take a step toward protecting the planet you love – all the while protecting the equipment you need.

There are a variety of cables and wires that are used for various purposes. They can either be hidden underground or pass overhead. Crane Cable is one such cable wire rope made out of several strands of metal wires that are twisted together into a helix form to make them into a single rope. Initially, wrought iron was used to make these Crane Cables however, these days steel is the primary material used. Apart from this high carbon steel and galvanized steel are also used in manufacturing these cables. Dents or flaws in the ordinary link chain can lead to severe failure whereas, damage in these EOT Crane Cablecan be easily covered up. Ther are ideally used for lifting elevators, in the transmission of mechanical power, and in cranes.
Crane Lifting Cables are resistant to corrosion and have excellent ductility for optimal fatigue. They have a high breaking strength compared to steel crane wire rope. The radially elastic rope structure absorbs the dynamic force thus giving it high impact resistance. Crane Cable Wires are said to be cost-effective as a strong and durable structure helps in reducing maintenance costs and downtime. They can be coated with bright phosphate or galvanized depending upon the customers’ requirements.
Crane Electrical Cable is available in rotating, rotation, compact, or non-compact structures. Most of the wire ropes have the tendency of developing torque and are thus prone to rotation. However, non-rotation wires are designed in a way that their outer rotation naturally counteracts the inner strands rotation. Crane Hoist Cable can be used in tower crane ropes or offshore crane ropes.
Overhead Crane Cable reel should be capable of winding it automatically. The drive torque of the crane cable should not be less than the max winding torque of the winding crane cable. The cable conductor should be as small as possible when the Crane Rope laying acts on the traction force.
The Crane Wire Rope does not have a reinforcement core, the maximum tension allowed on the copper conductor cross-section is 20N/mm2. We at Bhuwal Insulation Cable Pvt. Ltd. not only provide you the best quality Tower Crane Cable but also the parts required to assemble them. Our long-standing reputation in providing the best quality product at a competent price has made us one of the leading Crane Cable manufacturers in India.
Cables or cords are the wire ropes which have diameters smaller than 3/8 inches, While wire ropes have diameters greater than 3/8 inches. if there are two or more wire concentrically laid then it is known as strand
Warrington: Two layers of wires around a center with one diameter of wire in the inner layer and two diameters of wire alternating large and small in the outer later
6 by 19 is a type of wire rope which can withstand fatigue resistance, abrasion and prevents crushing on drums. it is available in diatmeter range of 3mm to 6 mm. While 7 by 19 are wire rope which has diameters ranging between 3 mm to 16 mm which can be use in different applications.

Rope Services Direct recommend using lubrication. For instance the Tygris Chain and wire rope lubricant. Therefore you should use it with all of our wire ropes. Because it ensures longevity. Also notably the lubricant comes under the bracket of Industrial Maintenance Aerosols. In addition the wire rope lubricants specification follows for your convenience.
This is a heavy duty, molybdenum disulphide reinforced lubricant. It penetrates deeply into drive chains and also wire ropes to give long lasting lubrication. Not to mention preventing corrosion, wear and chain elongation. It gives outstanding performance under extreme load and is also resistant to fling off.
Contents: Blend of mineral oils, molybdenum disulphide, bitumen, xylene, white spirit. Extreme pressure and dewateringadditives,solventandhydrocarbon propellants. No silicones.
See below for the complete specification on this product. Including hazard identification, composition and first aid. Not to mention exposure control, regulatory information and more.



 8613371530291
8613371530291