
wire rope manufacture manufacturer

Wire rope manufacturers produce their products in order to provide a high load capacity, versatile alternative to weaker ropes like manila rope or hemp rope. Wire rope products are used for a wide variety of motion transmission applications, among them: lifting, baling, tie down, hoisting, hauling, towing, mooring, anchoring, rigging, cargo control, guidance and counterbalance. They can also be used as railing, fencing and guardrailing.
Wire rope is a must-have for many heavy duty industrial applications. From mining to forestry to marine and beyond, there’s wire rope for almost every job. Some of the many industries in which wire rope is popular include: construction, agriculture, marine, industrial manufacturing, fitness, sports and recreation (plastic coated cables for outdoor playground equipment and sports equipment), electronics, theater (black powder coated cables for stage rigging), mining, gas and oil, transportation, security, healthcare and consumer goods.
Wire rope as we know it was invented just under 200 years ago, between 1831 and 1834. At that time, the goal was to create a rope strong enough to support work in the mines of the Harz Mountains. Invented by Wilhelm Albert, a German mining engineer, this wire rope consisted on four three-stranded wires. It was much stronger than older rope varieties, such as manila rope, hemp rope and metal chain rope.
While studying at Freiburg School of Mines, a man named L.D.B. Gordon visited the mines in the Harz Mountains, where he met Albert. After he left, Gordon wrote to his friend Robert Stirling Newall, urging him to create a machine for manufacturing wire ropes. Newall, of Dundee, Scotland, did just that, designing a wire rope machine that made wire ropes with four strands, consisting of four wires each. After Gordon returned to Dundee, he and Newall, along with Charles Liddell, formed R.S. Newall and Company. In 1840, Newall received a patent for “certain improvements in wire rope and the machinery for making such rope.”
In 1841, an American manufacturer named John A. Roebling began producing wire rope for suspension bridges. Soon after, another set of Americans, Josiah White and Erskine Hazard, started incorporating wire rope into coal mining and railroad projects, forming Lehigh Coal & Navigation Company (LC&N Co.). In 1848, wire rope from their wire rope factory in Mauch Chunk, Pennsylvania provided the lift cables needed to complete the Ashley Planes Project. This project sought to improve the performance and appearance of the freight railroad that ran through Ashley, Pennsylvania, by adding lift cables. This increased tourism and increased the railroad’s coal capacity. Before, cars took almost four hours to return; after, they took less than 20 minutes.
Wire rope likewise changed the landscape (again) in Germany, in 1874, when an engineering firm called Adolf Bleichert & Co. used wire rope to build Bi-cable aerial tramways. These allowed them to mine the Ruhr Valley. Several years later, they also used wire rope to build tramways for the German Imperial Army and the Wehrmacht. These tramways were wildly successful, opening up roads in Germany and all over Europe and the USA.
Since the 1800s, manufacturers and engineers have found ways to improve wire rope, through stronger materials and material treatments, such as galvanization, and different rope configurations. Today, wire rope makes possible many heavy industrial processes. It has become a necessity of the modern world.
Strands are made by tightly twisting or braiding individual wire together. One strand could have anywhere between two and several dozen wire filaments depending on the necessary strength, flexibility, and weight capacity.
One of the most dynamic elements of wire cables is the inner core. The strands are wrapped around the core, and it can be made of different metals, fibers, or even impregnated fiber materials. For heavy applications, cores are often made of a different strand of wire called an independent wire rope core (IWRC). An IWRC has a considerable amount of flexibility and it is still very strong. In fact, at least 7.5% of the strength increase in a wire rope can be attributed to an IWRC.
While they sometimes use other metals, like aluminum, nickel, copper, titanium, and even bronze for some applications, manufacturers primarily produce wire rope from steel. This is because steel is very strong and stretchable. Among the most common types they use are: galvanized wire, bright wire, stainless steel and cold drawn steel.
Of the wire rope steels, cold drawn carbon steel wire is most popular, although stainless steel wire rope is sometimes employed as well. Stainless steel rope is most popular for its anti-corrosive properties. Bright wire rope, a type of ungalvanized steel wire rope, is also popular. For added strength and durability, galvanized steel wire rope/galvanized steel cables are a very popular choice. Galvanized aircraft cable, for example, is always a must in aerospace.
When choosing or designing a custom wire rope for your application, suppliers consider factors such as: the environment in which the rope will function, required rust resistance, required flexibility, temperature resistance, required breaking strength and wire rope diameter. To accommodate your needs, manufacturers can do special things like: make your rope rotation resistant, color code your rope, or add a corrosion resistant coating. For instance, sometimes they specially treat and coat a cable with plastic or some other compound for added protection. This is particularly important to prevent fraying if the wire rope is often in motion on a pulley.
Manufacturers and distributors identify the differences in wire cable by listing the number of strands and the amount of wires per strand so that anyone that orders understand the strength of the cable. Sometimes they are also categorized by their length or pitch. Common examples of this include: 6 x 19, 6 x 25, 19 x 7, 7 x 19, 7 x 7, 6 x 26 and 6 x 36.
More complex wire rope identification codes connote information like core type, weight limit and more. Any additional hardware like connectors, fasteners, pulleys and fittings are usually listed in the same area to show varying strengths and degrees of fray prevention.
Cable wire rope is a heavy-duty wire rope. To give it its high strength, manufacturers construct it using several individual filaments that are twisted in strands and helically wrapped around the core. A very common example of cable wire rope is steel cable.
Spiral rope is made up an assemblage of wires with round or curved strands. The assemblage features at least one outer layer cord pointed in the opposite direction of the wire. The big advantage of spiral ropes is the fact that they block moisture, water and pollutants from entering the interior of the rope.
Similarly, stranded rope steel wire is made up of an assemblage of spirally wound strands. Unlike spiral rope, though, its wire patterns have crisscrossing layers. These layers create an exceptionally strong rope. Stranded rope may have one of three core material types: wire rope, wire strand or fiber.
Wire rope chain, like all chains, is made up of a series of links. Because it is not solid, wire rope chain is quite flexible. At the same time, it is prone to mechanical failure.
Wire rope slings are made from improved plow wire steel, a strong steel wire that offers superior return loop slings and better security. The plow wire steel also shields rope at its connection points, which extends its working life. Wire rope slings, in general, provide their applications with increased safety, capacity and performance. Wire rope sling is a rope category that encompasses a wide range of sub-products, such as permaloc rope sling, permaloc bridle slings and endless slings. These and other wire rope slings may be accompanied by a wide variety of sling terminations, such as thimbles, chokers and hooks.
Wire rope offers its user many advantages. First, design of even distribution of weight among strands makes it ideal for lifting extremely heavy loads. Second, wire rope is extremely durable and, when matched properly to the application, can withstand great stress and elements like corrosion and abrasion. In addition, it is very versatile. Its many iterations and the ways in which the rope can treated means that users can get rope custom fit for virtually any application.
Depending on the type of wire rope with which you are working and your application, you may want to invest in different accessories. Among these accessories are: wire rope clips, steel carabiners, fittings, fasteners and connections.
To ensure that your wire rope quality remains high, you must regularly inspect them for wear and degradation. The right wire rope should be selected for a particular use. Watch out for performance-impacting damage like: rust, fraying and kinks. To make sure that they stay in tip-top shape, you should also clean and lubricate them as needed. Check for this need as a part of your regular inspection.
Rope care is about more than inspection. It’s also about making an effort to use and store them properly every time you use them. For example, never exceed your rope’s rated load and breaking strength. Doing so will not only cause the weakening of your cable, but it may even cause immediate breakage. In addition, always store your wire rope cable in a dry and warm area, away from those elements that could cause premature rusting or other damage. Finally, always carefully wind your wire rope when you’re done with it, so as to avoid kinks. If you follow all these tips and treat your wire rope assemblies well, they will reward you with a long and productive service life.
Always make sure that you purchase wire rope that matches your industry and regional standards. Some of the most widely referenced standards organizations for wire rope include: ISO, ASTM International and OSHA. Talk over your specifications and application with your wire rope supplier to figure out what’s best for you.
If you’re in the market for a wire rope or a wire rope assembly, the best way to know you’re getting something that will both perform well and be safe if by working with a vetted professional. Find one among the list we’ve provided on this page. Check out their profiles to get an idea of the services and products they offer. Pick out three or four to whom you’d like to speak, and reach out. Talk to them about your specifications, standard requirements and budget. Ask about lead times and delivery options. Once you’ve spoken with all of them, compare and contrast their answers. You’ll know you’ve found the one when you talk to a wire rope company that is willing to go above and beyond for your satisfaction.

ISO 9001 & AS 9120 certified 8(m)WOSB certified custom manufacturer of corrossion resistant galvanized aircraft stainless steel metal safety cable and wire braid materials include braided cords with wire center for aeronautical, aerospace, halyard, helicopter lead line, sailboat, rigging, hoisting, automotive applications and more. Wire rope products are available in 1x7 strand through 6x36 strand for aircraft cable, non rotating and non flexible applications. Custom coatings and finishes available for aerospace, automotive, safety applications. Also offers custom braids in specialty colors, finishes, and materials such as aramid, ceramic, Dyneema®, fiberglass, Kevlar®, linen, Nomex®, plasma, Spectra®, tarred, marlin, Technora™, Twaron®, and Vectran™. Galvanized aircraft wire ropes and cables available in 302/304, 305, and 316 stainless steel and zinc-coated carbon steel materials. Offers non-flexible types in 1 x 7 and 1 x 19 strand models. Suitable for aeronautical, logging, hoisting, aircraft control, and winching applications.
Wire rope is a complex mechanical device that has many moving parts all working in tandem to help support and move an object or load. Wire ropes are attached to a crane or hoist and are fitted with swivels, shackles or hooks. These are suitable for lifting or lowering elevators and are also used for supporting suspension bridges or towers.
In this article, we"ll cover details on the top U.S. providers of wire ropes, along with our featured list of top wire rope suppliers on Thomasnet.com.
Below is a list of featured suppliers of wire rope from our platform. Included with these companies is their location, year established and the number of employees.
Below we have assembled information on the top suppliers of wire rope in the U.S. based on currently available public sales data. The table also includes the company name, location and the number of employees.
With the help of the provided details on the wire rope suppliers in the United States in the above tables and descriptions, we hope you can use this data to further aid your sourcing decisions.

A wire rope is a type of cable that includes several wire strands laced together to form a single wire. Generally, both the terms “wire” and “rope” are used interchangeably with “wire rope”; however, according to the technical definition, to be labeled a wire rope, the cable must have a thickness of at least 9.52 mm. As a versatile, high load capacity alternative to natural fiber ropes such as hemp and manila, wire rope provides motion transmission through nearly all angles, tie down, counterbalance, guidance, control, or lift.
Modern wire rope was invented by Wilhelm Albert, a German mining engineer, between 1831 and 1834. He developed them in order for work in the mines in the Harz Mountains. This rope replaced weaker natural fiber ropes, like hemp rope and manila rope, and weaker metal ropes, like chain rope.
Albert’s rope was constructed of four three-stranded wires. In 1840, a Scot named Robert Stirling Newall improved upon this model. A year later in the United States, American manufacturer John A. Roebling started producing wire rope, aimed at his vision of suspension bridges. From there, other interested Americans, such as Erskine Hazard and Josiah White, used wire rope in railroad and coal mining applications. They also applied their wire rope techniques to provide lift ropes for something called the Ashley Planes project, which allowed for better transportation and increased tourism in the area.
Approximately twenty-five years later, back in Germany in 1874, the engineering firm Adolf Bleichert & Co. was founded. They used wire rope to build bicable aerial tramways for mining the Ruhr Valley. Years later they built tramways for both the Wehrmacht and the German Imperial Army. Their wire rope systems spread all across Europe, and then migrated to the USA, concentrating at Trenton Iron Works in New Jersey.
Over the years, engineers and manufacturers have created materials of all kinds to make wire rope stronger. Such materials include stainless steel, plow steel, bright wire, galvanized steel, wire rope steel, electric wire, and more. Today, wire rope is a staple in most heavy industrial processes. Wherever heavy duty lifting is required, wire rope is there to facilitate.
Wire rope is strong, durable, and versatile. Even the heaviest industrial loads may be lifted with a well-made wire rope because the weight is distributed evenly among constituent strands.
There are three basic elements of which wire ropes are composed: wire filaments, strands, and cores. Manufacturers make wire rope by taking the filaments, twisting or braiding them together into strands, and then helically winding them around a core. Because of this multiple strand configuration, wire rope is also often referred to as stranded wire.
The first component, the filaments, are cold drawn rods of metal materials of varying, but relatively small diameter. The second component, the strands, can individually consist of as few as two or as many as several dozen filaments. The last component, the core, is the central element around which strands are wrapped; wire rope cores maintain a considerable amount of flexibility, while increasing strength by at least 7.5% over the strength of fiber core wire ropes.
The helical winding of the strands around the core is known as the lay. Ropes may be right hand lay, twisting strands clockwise, or they may be left hand lay, twisting strands counter-clockwise. In an ordinary lay, the individual strands are twisted in the opposite direction of the lay of the entire rope of strands to increase tension and to prevent the rope from coming unwound. Though this is most common Lang"s lay has both the strands and the rope twisted in the same direction while alternate lays, as the name suggests alternate between ordinary and Lang style lays. While alternative rope designs are available, the helical core design is often favored, as it allows a wire cable to hold a lot of weight while remaining ductile.
There are many design aspects that wire rope manufacturers consider when they are creating custom wire rope assemblies. These include: strand gauge (varies based on application strength, flexibility, and wear resistance requirements), wire rope fittings (for connecting other cables), lay, splices, and special coatings. Specially treated steel cable and plastic coated cables, for instance, are common to many application specific variations of wire rope such as push pull cable assemblies used in transferring motion between two points.
Suppliers typically identify wire cable by listing both the number of strands and the amount of wires per strand respectively, though stranded cable may alternatively be measured by their lay and length or pitch. For example, a door-retaining lanyard wire rope is identified by its 7 x 7 construction, and wire rope used for guying purposes is identified by its 1 x 19 construction. The most common types are 6 x 19, 6 x 25, 19 x 7, 7 x 7, 7 x 19, 6 x 26, and 6 x 36.
An ungalvanized steel wire rope variety. This uncoated wire rope can also be designed to resist spinning or rotating while holding a load; this is known as rotation resistant bright wire rope.
Also called a coiled wire rope, a coiled cable is a rope made from bundles of small metal wires, which are then twisted into a coil. Wire rope and cable can come in a huge variety of forms, but coiled cables specifically provide the benefits of easy storage and tidiness. Unlike other wire ropes, coiled cables do not require a spool for storage. Because it has been coiled, the cable will automatically retract into its spring-like shape when it is not in use, making it incredibly easy to handle.
A type of high strength rope, made of several individual filaments. These filaments are twisted into strands and helically wrapped around a core. One of the most common types of wire rope cable is steel cable.
Wire rope made not as one solid piece, but as a piece made up of a series of metal links. Wire rope chain is flexible and strong, but it is more prone to mechanical failure than wire rope.
Push pull cables and controls are a particular type of control cable designed for the positive and precise transmission of mechanical motion within a given system. Unlike their counterpart pull-pull cables, these wire rope assemblies offer multidirectional control. Additionally, their flexibility allows for easy routing, making them popular in a number of industrial and commercial applications.
Iron and steel are the two most common materials used in producing wire ropes. A steel wire is normally made from non-alloy carbon steel that offers a very high strength and can support extreme stretchable forces. For even more strength and durability, manufacturers can make stainless steel wire rope or galvanized steel wire rope. The latter two are good for applications like rigging and hoisting.
Technically, spiral ropes are curved or round strands with an assemblage of wires. This gathering of wires has at least one cord situated in the opposite direction of the wire in the outer layer of the rope. The most important trait of this rope is that all the wires included are round. The biggest benefit of this category of rope is that it does not allow the entrance of pollutants, water, or moisture.
Contain an assemblage of strands placed spirally around a core. Stranded rope steel wire patterns have different layers that cross each other to form an even stronger cable or rope. Stranded ropes contain one of three types of core: a fiber core, a wire strand core, or a wire rope core.
Provide an added level of security to a manufacturing production application. Wire rope slings are made from improved plow steel wire ropes that, apart from offering added security, also provide superior return loop slings. Plow steel wire ropes improve the life of a mechanism by shielding the rope at its connection points. The key objective of wire rope slings is to enhance the safety of an application while increasing its capacity and performance. Rope slings are also available in various sling termination options, such as hook type, chokers, and thimbles.
The eye in this rope sling is made using the Flemish Splice method. Just like a typical sling, a Permaloc rope sling improves safety and provides reverse strength meaning that the uprightness of the eye does not depend on the sleeves of the metal or alloy. Additionally, permaloc rope slings offer an abrasion resistance feature that makes them long lasting.
These slings have all the features that most other slings offer. However, compared to their counterparts, Permaloc bridle slings provide better load control, wire rope resistant crushing, robust hooks and links that work for a longer duration, and help save on maintenance requirements.
Grommets and endless slings are also available to manufacturers. With their movable legs, these slings offer unmatchable load stability and balance, which, ultimately, improve safety.
Manufacturers produce wire rope for many different reasons; from cranes to playground swings, wire ropes have something for everyone. Among the many applications of wire rope are hoisting, hauling, tie down, cargo control, baling, rigging, anchoring, mooring, and towing. They can also serve as fencing, guardrails, and cable railing, among other products.
Some of the industries that make use of wire rope include industrial manufacturing, construction, marine, gas and oil, mining, healthcare, consumer goods, and transportation. Others include the fitness industry, which uses plastic coated cable products in weight machines, the theater industry, which uses black powder coated cables for stage rigging, the recreation industry, which uses plastic coated cables for outdoor playground equipment, and the electronics industry, which uses miniature wire rope for many types of electronic equipment and communications devices.
Wire ropes are typically made from cold drawn steel wire, stainless steel wire, or galvanized wire. They may also be made from a wide variety of less popular metals, including aluminum, nickel alloy, bronze, copper, and titanium. However, nearly all wire ropes, including control cables, are made from strands of cold drawn carbon steel wires. Stainless steel rope and cables are subbed in for highly corrosive environments. Galvanized cables and galvanized wire rope are popular for their increased strength and durability; these qualities are important to specialized ropes like galvanized aircraft cable.
A core may be composed of metal, fiber or impregnated fiber materials depending on the intended application. Cores may also be another strand of wire called an independent wire rope core (IWRC).
Wire rope, depending on its application, is subject to many standard requirements. Among the most common of these are the standards detailed by OSHA, ASTM International, and ISO. Per your application and industry, you’ll likely have others you need to consider. To get a full list, talk to your service provider.
To determine the safety factor, which is a margin of security against risks, the first step involves knowing the type of load that the rope will be subjected to. The load must consider the shock loads and blowing wind effects. The safety factor is characterized in ratios; typical are 4:1 and 5:1. If a ratio is 5:1, then the tensile strength of a wire rope must be five times of the load it will be subjected to. In some applications, the ratios can go up to 10:1.
By weighing all these factors carefully, the wire rope that you will buy will be safe to use and last considerably. For the best advice and guidance, though, don’t go it alone! Find a great wire rope supplier that you can trust. You’ll know you’ve found the right supplier for you when you talk to one that can not only fulfill your requirements, but shows that they are excited to go the extra mile for you. For a company like this, browse the list near the top of the page.
As the cables play an integral role in the safety of many operations and structures, careful analysis of a wire rope and all of its capabilities and features is vital. Important qualities and physical specifications you must consider include wire rope diameter, breaking strength, resistance to corrosion, difficulty of flattening or crushing, bendability, and average lifespan.
Each of the aforementioned considerations should be compatible with the specific application for which the rope is intended as well as the environment in which such operations are undertaken. Temperature and corrosive environments often require specially coated wire ropes with increased durability.
When you use your industrial wire rope, the first thing to remember is to not exceed your rope’s rated load and breaking strength. If you do not stay within these parameters, you risk causing your rope to weaken or even break.
Rust, kinks, fraying and even carefully performed splicing will all have an impact on the performance of wire ropes. To maintain the integrity of your wire rope assembly, you need to inspect them regularly and clean and lubricate them as needed. In addition, you need to store them out of the wet and cold as much as possible. Also wrap them up properly, so they are not kinked.
A high-carbon steel having a tensile strength of approximately 260,000 psi that is roughly fifteen percent stronger than Plow Steel. Most commercial wires are made from IPS.
A low carbon steel wire of approximately 10,000 psi, which is pliable and capable of repeated stresses from bending around small sheaves. This grade is effective for tillers, guys and sash ropes.
The manner in which the wires are helically wound to form rope. Lay refers specifically to the direction of the helical path of the strands in a wire rope; for example, if the helix of the strands are like the threads of a right-hand screw, the lay is known as a right lay, or right-hand, but if the strands go to the left, it is a left lay, or left-hand.
A classification of wire rope according to its breaking strength. The rank of grades according to increasing breaking strengths is as follows: Iron, Traction, Mild Plow Steel, Plow Steel, Improved Steel, Extra Improved Steel.
The act of fastening a termination to a wire rope through physical deformation of the termination about the rope via a hydraulic press or hammering. The strength is one hundred percent of the wire rope rating.
A grade of rope material that has a tensile strength range of 180,000 to 190,000 psi. Traction steel has great resistance to bending fatigue with a minimum of abrasive force on sheaves and drums, which contributes to its long use in elevators, from which the steel gets its name.
It is composed of wire strands that are braided together. Wire braid is similar to stranded wire. The difference between the two is the fact that stranded wire features strands that are bundled together, rather than braided.
Essential parts of cable assemblies, wire rope assemblies and wire rope slings that assist spliced or swaged rope ends in connecting to other cables and keeping cables and rope from unraveling.
A wire rope cable assembly is a metallic rope consisting of bundles of twisted, spiraled, or bonded wires. While the terms wire rope and cable are often used interchangeably, cables are typically designated as smaller diameter wire ropes, specifically wire ropes with a diameter less than 3/8 inch. Therefore, wire rope cable assemblies are typically utilized for lighter duty applications.
Or cable assemblies, are cables which are composed of many spiraled bundles of wire. These cables are used to support hanging objects, connect objects, pull or lift objects, secure items, and much more.
Wire rope wholesalers can sell an extensive range of wire rope and wire rope accessories at a very affordable rate as well as in bulk. Many of the additional wire rope equipment that wire rope wholesalers provide include: swivel eye pulleys, eye nuts, eye bolts, slip hooks, spring hooks, heavy duty clips, clevis hooks, turnbuckle hooks, anchor shackle pins, s hooks, rigging blocks, and much more. Wire rope fittings will generally improve the versatility of the wire and also prevent fraying.

Wirerope Works, Inc. manufactures Bethlehem Wire Rope®, the trade name under which we produce, sell and service our wire rope and strand products. The name "Bethlehem Wire Rope" represents the most complete facility and experienced personnel in North America. Our 46-acre manufacturing complex in Williamsport, Pennsylvania, with over 620,000 square feet under roof, is the single largest wire rope manufacturing facility in North America. Wirerope Works, Inc. manufactures its own wire, wire rope, structural strand, and all fabricated products such as pendants and other assemblies on the same premises.
Bethlehem brand wire rope and strand products have long been recognized worldwide for superior quality. Used for both lifting and stabilizing, Bethlehem Wire Rope products are used in a wide variety of applications ranging from crane and elevator hoist ropes to bridge suspension and anchoring offshore platforms. Wirerope Works, Inc. serves many industries including construction, logging, marine, mining, oil and gas, and steel.

At Carl Stahl Sava Industries, manufacturing a comprehensive family of cable, stainless steel wire rope fittings and tools only explain a portion of what makes us so special as a cable assembly manufacturer. In addition to possessing an ISO 9001:2015 certification, Sava is also FDA and ITAR registered, as well as RoHS and REACH certified. Our wire rope manufacturing process leverages almost 50 years of engineering and manufacturing expertise that customers around the world have grown to depend upon every single day. Additionally, Sava’s sales professionals boast over 100 years of combined technical experience helping organizations just like yours meet the most complex and sophisticated application requirements.
Tap into our deep understanding of cable construction and application dynamics. We design, manufacture and test custom assemblies for highly complex application requirements.

Power Manufacturing – Formally Performance Line Hardware, LLC, is a State of Texas Limited Liability Company and manufacturer of corrosion resistant overhead Transmission & Distribution products. PWRMFG offers a complete line, of cost effective Stainless Steel and Bronze Overhead Transmission & Distribution Products, serving the Power Utility, Telecommunications, Cable Television, Industrial, Chemical Process, Petrochemical, Pulp & Paper and Distribution Industries. The products manufactured, are for use in highly corrosive environments, such as island, coastal beach and bay, as well as industrial applications. Applications where salt / salt fog & industrial pollutants or a combination of the two, promote premature failure of standard galvanized or aluminum products.
Performance Wire Rope manufactures specialty cable, wire rope, and strand products. These products are manufactured from stainless steel, drawn and hot-dipped galvanized carbon steel, carbon steel, monel, inconel, tin-plated phosphor bronze, silicon tin bronze, titanium, MP35N and many other specialty alloys.
Performance Wire Rope has been partnering with Wire Rope, Cable, Chain, & Hardware Distributors, as well as OEM’s throughout the US and the world to bring the very best to their customers through Value, Expertise, Credibility, Service and Reliability since 2005. With our Principles, who share over 100 years of collective experience in the Wire Rope Industry, our sole focus is on serving you, our Valued Customer.

PersonalWe are on hand to personally guide you through the entire process, we translate the jargon, we recommend what’s best, and we are always here in person. No nonsense, just straight talking people who always exceed expectations through our extensive wire rope knowledge and superior service.

For over 40 years, we have served nearly every industry with top-quality wire rope and cable solutions. Whether you"ve been working with wire rope for years, require a highly specialized solution, or are still searching for what you need, we can help.

The steel wire rope market in India is expected to witness growth due to the increasing construction and development activities. Steel wire ropes are a major part of construction and other infrastructural activities. The configuration of material, wire and the stranded structure will provide various benefits like strength, flexibility, abrasion resistance, crushing resistance, fatigue resistance, corrosion resistance and rotation resistance, which makes it suitable to be used in construction, were strength and corrosion resistance plays a major role.
Due to its structure, which is having multiple wires and strands, the weight, pressure and stress of any load is spread out across multiple pieces of metal, rather than being reliant on one wire or strand. They are also good in resisting shock loads. They are extensively used in the industries like construction, mining, lifting manufacturing and transportation. All these end-user industries are witnessing high growth in our country and this ensures a tremendous growth for the industry in the future.

Some set out to dominate their industry with their size, but not Alps Wire Rope Corp. “We’re not trying to be the biggest company,” President Brad Benner says. “We’re trying to be the best company that we can be. That’s our goal.”
Based in St. Charles, Ill., Alps Wire Rope manufactures wire ropes and wire rope fabrications for clients in the United States, Canada, Mexico and the Caribbean. The company started operations in 1968 as part of Tokyo Rope Manufacturing Co. Ltd.
“We’ve been just selling wire rope ever since, throughout the United States,” Benner says, noting that Alps Wire Rope sells its products to the crane, oil and gas, marine and general industry markets.
Although wire rope has many applications, its use often goes unnoticed in applications such as railing systems, Benner says. “That’s the beauty of wire rope,” he describes. “It’s one of those products that everyone sees all the time, but no one knows it’s there.”
Benner says he appreciates Alps Wire Rope’s commitment to quality and delivering products immediately. But, he asserts, this would not be possible without Alps Wire Rope’s suppliers.
Over the years, Alps Wire Rope has built strong relationships with them “so we get some favorable responses,” he says, noting that its largest supplier is Kiswire Ltd., headquartered in Seoul, Korea. “We supply their elevator rope throughout North America.”
Some industries are enjoying an economic recovery, and Alps Wire Rope is still finding the market to be difficult, Benner admits. “Competition is tough,” he says. “Everyone’s fighting over a smaller piece of the pie.”
These competitors include synthetic products manufacturers who “are always trying to take a piece of the pie away from us,” he says. “[Their products] are a lot lighter.”
But even in the face of the competition, Alps Wire Rope has still thrived. In the past five years, “We’ve been able to achieve 10 percent growth for every year,” he says.
Alps Wire Rope manages this with its product quality and by forming strong bonds with clients, Benner says. “We try to have good, solid relationships with our customers so we can understand and maintain a cognizance of what’s happening in the industry,” he says. “Then, we try and make sure we’re providing those products at a high-quality level.”
Alps Wire Rope has seen a drive among its customers in the past decade to manufacture to international standards, which includes the use of metric measurements, Benner says. Although the company is based in the United States, it was in an ideal position to serve this need.
“We’ve been providing metric ropes to the industry for over 20 years, which gave us a great advantage when all this started happening,” he explains. “We’re familiar with all the international standards.”
This allows its clients to enjoy more convenience, instead of ordering parts from Europe or Japan, Benner says. “[It] is a great savings for them,” he says. “They’re not paying urgent freight charges.”
Alps Wire Rope realigned its facilities to “be more relevant in the marketplace,” Benner says. This spring, the company moved its Jacksonville, Fla., location to Houston, so it could better serve the oil and gas markets.
It moved its Columbus, Ohio, site to Harrisburg, Pa., bringing it closer to New York’s metro area, “the largest elevator rope market in the world,” he says. “Since it’s a big part of our business, we needed to be closer.”
Alps Wire Rope is reorganizing its management structure so it can better support its new facilities, he says. “We’re going to be … more regionally oriented so that each facility can be able to support their markets better,” he says. This will enable the facilities to react quickly to market changes and maintain a competitive advantage. “That’s our goal for the next five to 10 years,” he states.
Meanwhile, Group company imported the most advanced technology from Germany, Japan, Belgium and America, UK etc. for iron-smelting, steel-smelting, and processing steel sheet, also equipping with the complete automatic system, then become the most advanced and biggest professional manufacture in China at that time. Currently the group holds the rolling mill and the production lines of galvanized, galvalume and prepainted steel, and corrugation machines, with the annual production capacity of
1.2million tons, Since the producing began, our group company insisted in arriving at the advancement in the technology field by our continuing effort. At present, the company has gained lots of trust and praise from all over the world with qualified products and good service, exporting to North and South America, Europe, South-east Asia, Middle East area and Africa.

Applies to establishments engaged in wire drawing including wire rope or cable manufacturing from iron or steel. Establishments may be engaged in the further manufacturing of products made from wire such as, but not limited to, baling wire, barbed wire, spikes, galvanized wire and nails. The process involves the forming of metal on a swage block into a shape that will eventually be drawn through a series of dies to reduce it in size. Some wire may be heat-treated to allow for continual drawing. Secondary and final drawing machines with progressively smaller dies are used to reduce the wire to the desired fineness. Incidental galvanizing is considered normal to iron or steel wire when performed as a subsequent treatment of drawn wire. The finished wire is automatically wound onto reels for shipment or may be further processed into wire rope or cables. Stranding and braiding is done on automatic machines and the wire or cable stored on shipping reels.
Applies to establishments engaged exclusively in stranding iron or steel wire rope or cable. Reeled iron or steel coils of drawn wire and core material are received from others. The wires are mechanically wound together to form a multiwire strand which are then wound helically around a metal or fiber core to form wire rope. The finished rope or cable is pulled through a compression die, measured by power driven drums and stored on shipping reels.
Applies to establishments engaged in manufacturing insulated or covered electrical cable. These establishments receive the drawn wire and the insulation material from outside sources. Commonly used insulation materials are enamel or lacquer, rubber, plastic, paper, cambric and cotton thread. Enamel or nylon insulation is applied by running the wire through heated tanks of either mix. The wire is then dried in ovens and the cycle is repeated several times. This classification applies also to the placing of various protective coverings on insulated wire. These protective coverings are generally cotton braid, metallic armor or lead sheathing. This classification includes incidental wire stranding when performed by employees of employers subject to this classification.
They say you should never visit the sausage factory, and that may be true, but the wilfully ignorant are not to be trusted, and steel wire rope is certainly a special type of sausage. It was a visit that put me through the emotional spectrum, from disinterested to bemused, to bewildered, and finally awed at the sheer scale of the operation. It’s a little bit like when you find out where babies come from: Horrifying and weird to begin with, but before long you find yourself utterly fascinated…
Flexible steel wire rope has been one of the mainstays of heavy industry for more than a hundred years. Whether you want to lash down scaff planks, carry out lifting and cranage, use draglines for surface mining, or even pull down a massive statue of Saddam Hussein, wire rope has thousands of applications.
The Wirerope Works factory in Williamsport, Pennsylvania has a long history of producing this essential component of progress in the 20th century, and although cheaper imports from China and India continue to flood the market, the caretakers of the Bethlehem Wire Rope brand are still proud to produce a product of the highest quality on local labour and quality materials.
Based in Lycoming County in Pennsylvania, Wirerope Works (WRW) began its life as the Morrison Patent Wire Rope Company in 1886. The original mill was built upstream on the banks of the Susquehanna River to service the softwood logging industry, however regular flooding led to the relocation and inevitable expansion of the factory in the town of Williamsport.
The design and manufacture of steel wire rope was no longer in its infancy at that stage. The first practical use of steel rope in 1834 was credited to a German mining official named Wilhelm August Julius Albert, who worked at the Clausthal silver mines in Saxony.
Up until that point, all mining haulage was done with hemp fibre rope or chains. In the humid, damp conditions of an underground mine, moisture would cause the ropes to perish from rot, the gradual deterioration reducing their load bearing capacity, so they required frequent replacement.
That first incarnation of modern steel wire rope was extremely effective for heavy haulage, and much more reliable than rope or chain. Albert Rope, as it came to be known, was a simple construction of three 3.5mm gauge wrought-iron wires, hand-wound into strands, with three or four of those strands wound into a single rope. However, Albert rope lacked the flexibility of rope or chain, meaning it couldn’t be drawn through a pulley sheave, and its use stopped in the 1850s.
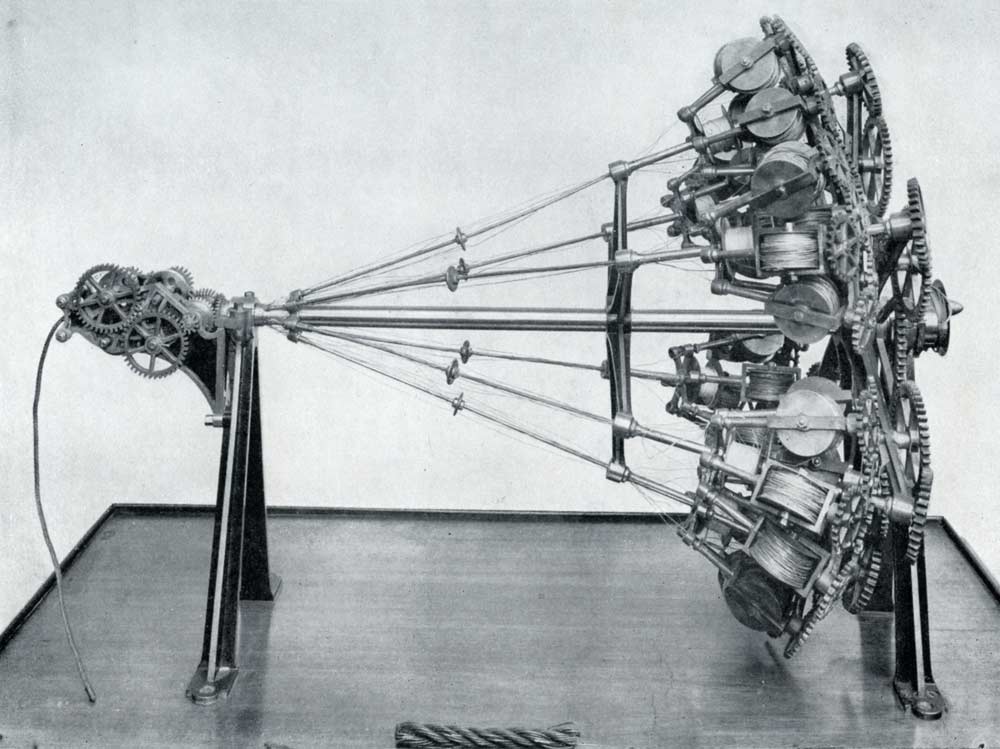
But the idea for wire rope had already caught on in England, where thinner wires were woven around a fibre core, with six of those strands woven around a central fibre core, resulting in a more flexible product. This design, as well as a mechanical system for its construction (called a strander), was patented by Robert Newall, who brought the new technology to America, and the boom-time economy of the California Gold Rush.
However, it was in Pennsylvania where a German-born engineer and surveyor named John Roebling began to develop ropes which were entirely constructed of wire. Roebling used a 6/19 construction (6 strands; 19 wires per strand). A strand built of 19 wires of the same gauge resulted in a hexagonal profile, and desiring a round shape Roebling conceived of using three different gauges of wire to achieve that result. The effect of this was to reduce the space inside the rope, tightly packing the wires together, which gave the rope greater stability under load.
With massive demand for coal haulage in Pennsylvania, as well as cable car applications for public transportation, and most importantly civil engineering projects to service, Roebling set up a wire rope factory in 1849 in Trenton, New Jersey. But he wasn’t the first to invest in a factory like that: Other people had the same idea, and wire rope mills were starting to pop up around the United States. In only 14 years wire rope had gone from a hand-made experiment in a German silver mine, to a globally recognised tool of industry with high demand for scaled-up production.
If Roebling had any hubris about cashing in on this amazing new invention, you could be forgiven for thinking it was a little dampened when his arm and shoulder were horrifically mangled in an accident with one of his stranding machines. But it would seem that Roebling’s interest in wire rope was not strictly for profit, however, as he had for some time harboured a bit of an obsession with sketching suspension bridges. He was a big fan of the expansionist philosophy of Manifest Destiny, and had been very keen on establishing a utopian settlement called Germania (now the town of Saxonburg), where people like him trying to escape the brutal oppression of post-Prussian War Europe could be free to make sauerkraut and smoked pork products, unmolested by the authorities.
But Roebling recovered from his injuries, his factory continued to produce wire rope, and he designed and built a number of suspension bridges using his own product right up until he began design work for the Brooklyn Bridge. Unfortunately, Roebling managed to get his foot crushed by a ferry while standing on a dock trying to work out where the bridge should go. He died of tetanus 24 days later, but his son Washington went on to complete the Brooklyn Bridge project, while his son Charles would invent an 80 tonne wire rope machine.
By 1886, the year the Brooklyn Bridge was opened, a venture like setting up a wire rope factory in Pennsylvania was not at all a bad way to invest $100,000 (probably about $US3 million today), and that is precisely what three businessmen from Williamsport did.
Morrison Patent was changed to the Williamsport Wire Rope Company in 1888, manufacturing steel and galvanised wire rope “from one-eighth of an inch to two and one-half inches in diameter, and any length up to two miles in one continuous piece”, according to an 1892 history of Lycoming County.
The lumber boom in Lycoming peaked in 1891, and the neighbouring Indiana County saw a coal-mining boom start in 1900, so the industrial economy was perfect for the growth of the Williamsport rope mill. A new wire mill was built in 1916, and the current rope mill was built in 1928, which was pretty poor timing considering the Great Depression would start the next year.
By 2004, the Williamsport site had been bought and sold a number of times, changing company names like a serial divorcee, acquiring assets from other defunct companies such as Roebling Wire Rope (the company started by John Roebling in 1849) but always keeping the Bethlehem Wire Rope brand, which became synonymous with top quality steel cable, and is still proudly emblazoned on their rope spools to this day.
In 2002 Williamsport Wirerope Works bought out the bankrupt Paulsen Wire Rope, a rope mill located in nearby Sunbury, and continued to produce under the Paulsen name. But by 2003 the company was also in financial strife, and the management were looking for another buyer who could bail out the company and keep the 600,000 square foot Bethlehem factory running.
The US wire rope manufacturing industry had changed dramatically over the course of 100 years. From an exciting new industry that would allow explosive growth in the productivity of coal mining through the development of dragline surface mining operations in the early 20th century, as well as enabling some of the biggest civil engineering projects ever seen since the Pyramids of Giza, the US stable of 27 wire rope companies had been consolidated down to just three names: Bridon, WireCo, and Bethlehem.
Bridon is another Pennsylvania company, based 100 kilometres away in Wilkes-Barre. Unlike Williamsport which remained a local manufacturer, Bridon expanded rapidly, acquiring other wire rope companies and branching out across the world, developing into a massive, multinational conglomerate, as did WireCo Worldgroup.
With two global entities for domestic competition, Bethlehem also faced increasing pressure from low-cost offshore wire rope producers in countries like China, Korea and India.
Present executive vice-president Lamar J Richards remembers circumstances were looking grim for the Bethlehem brand and for the local employees, with a bid for takeover by Pennsylvania, USA and world market rival WireCo Worldgroup in late 2003.
“Instructions from the ownership at the time were, because we were about to be bought by a competitor we really weren’t going to be making wire, so we had to get rid of all the raw material, the rod, our starting point for the wire,” he said.
But I didn’t know any of those things when I found myself standing, probably in the same spot as Mr Saltsgiver did when starting his tour, right there in the foyer of the single largest wire rope manufacturing facility in North America on a muggy Thursday morning. I had arrived at the factory with a junket of assorted journalists, exhausted from touring a gamut of other factories and fighting off a particularly vicious head cold, quite oblivious to the fact that our tour bus had, having dropped us off, already left with my camera bag still on board. Perhaps one could have forgiven me for being a little out of sorts at first. But not for long…
Walking into the front offices of Wirerope Works on Maynard Street, it’s clear there’s pride in the product here. Foot-long samples of rope in varying configurations and gauges lie on polished timber plinths in the foyer, cleaned of oil with sharp edges ground smooth for safe handling by visitors.
On the walls hang photographs of major construction projects which were supplied with Bethlehem brand wire rope: Madison Square Gardens, the restringing of the Brooklyn Bridge, the Niagara Falls tightrope.
Lamar J. Richards, the executive vice president of Wirerope Works, explains to us some of the history of the plant (see Australian Mining February 2016), but one of the most touching stories he tells us is about how the present owner, Tom Saltsgiver, came to buy the company and keep it alive for the sake of the local economy in Williamsport.
As it turned out, the newly renamed Wirerope Works became profitable after 18 months of capital support. Shortly after that, the housing bubble burst.
One of the first things shown to us is the floor. The factory is tiled with timber bricks, grain pointing upward and creating a very unique effect where the timber had been polished by decades of wear. The timber floors are a result of Williamsport’s logging history, when wooden blocks were cheap and readily available in bulk. To this day when any flooring needs repairs or replacement, Wirerope Works still uses the original material. To walk on it is remarkably different from concrete, and where I can compare the two it is noticeably easier underfoot. Bear in mind the factory is 620,000 square feet, so a lot of what essentially was scrap lumber had been put to good use.
First we are shown the raw material: 4mm steel wire in loose looking coils about 6 foot across, lifted by forklifts and taken through to a hydrochloric acid bath which will strip off any contaminants. Having been battling a common cold for a few days, I didn’t need to be told the fizzing pool before me was acid. Plumes of vapour were pouring off the bath, and before I could think of doing anything about it the congestion in my head loosened and poured down the back of my throat, and I suddenly I could breathe more clearly and easily than I had done for days! I realised it was the corrosive vapour that had cleared my head, and it might soon start to work on the tissues of my sinus. I tried to hold my breath while our host laughed and tried to explain, incoherently over the roar of the factory, the process of treating the raw material.
We all back away from the deadly head-cold cure and are led to the furnace, where 12 of the washed coils are set up to feed wire through an oven blazing at 1000 degrees Celcius, only 360 degrees shy of melting point. I realise wearing my jacket, despite the cool Pennsylvania humidity, was not the smartest thing in the world to do and we walk past the contained inferno, pouring with sweat.
It’s becoming amply clear to me that this is an extremely dangerous workplace, and we continue to the other side of the furnace where the cherry glowing wires are fed down into a simmering oil bath for quenching.
We file past, only a couple of feet from the long vat of hellbroth with no rails or guards and I think to myself, ‘this must be the single most dangerous thing I have ever stood near’. Having been a labourer and rigger for most of my adult life, I have certainly worked in some unsafe conditions, from high rise buildings with no fall arrest equipment to a uranium mine with no proper PPE, but even those experiences didn’t seem to come close to standing next to this long vat of near-boiling oil. What would happen if one of us stumbled, reaching out for grip and finding only oil that could burn off a limb in seconds, or worse, what if one could fall in altogether! I reassured myself a victim of clumsiness would pass out almost instantly from the shock of the burn. Small comfort as we tried to stay as far away from the vat as possible, with a few feet of leeway for space.
Once cool enough, the wire passes through hydrochloric acid to wash off all traces of contaminant, and I hold my breath as we walk the length of the pool, our host taking deep breaths as if it were fresh spring air and not lung melting fumes, laughing as he watches the visitors squirm… Does he know something I don’t? I sure hope so.
A coating of zinc phosphate, another rinse, and another final coating prepares the wire for extrusion, which has two key functions. The most obvious is for achieving the correct gauge of wire required for twisting into the various rope products, but extrusion also means the steel wire is stretched to align the structure of the steel to align in a single direction, which strengthens and increases the breaking strain of each wire.
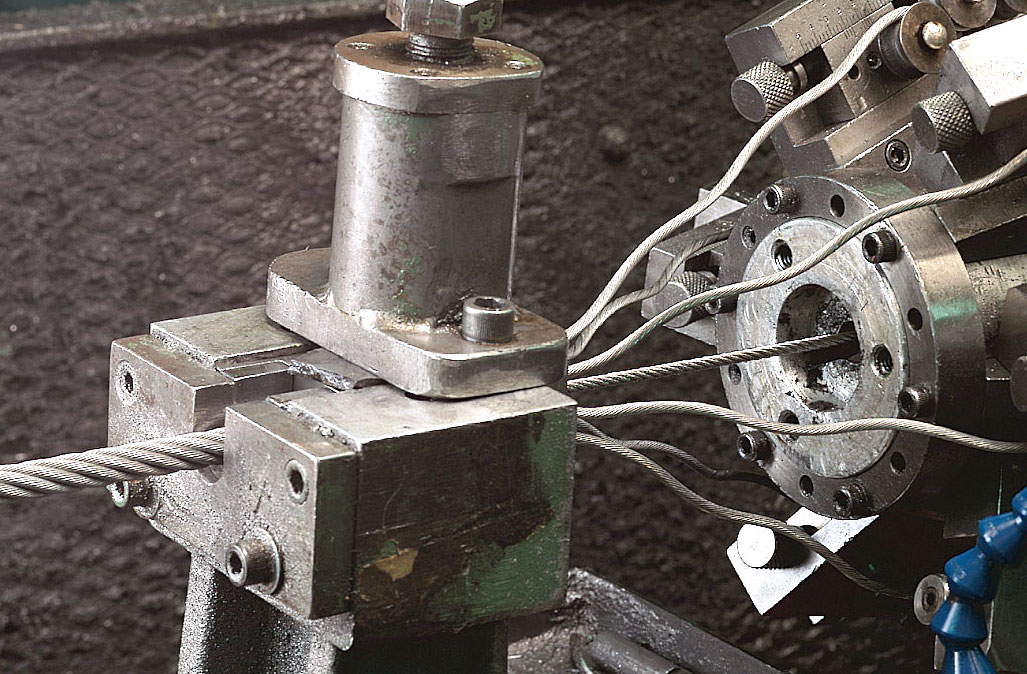
However, the most important part of all of this is the stranding process, and here is where my reactions turn from shock to awe. As a rigger using steel wire rope on a daily basis for slinging, I had often wondered how the rope was produced, and here it was before my eyes: The factory floor – acres of it – was full of lines of planetary stranders, all with sets of wires in large bobbins, as many as 64 wires on a single machine, feeding into a single, oily strand of rope. The factory had machines of all sizes hard at work, furiously spinning to produce the some 1200 different combinations of wire rope that come out of the factory every three months.
Finally, we come to the heart of the factory: We stand, astonished, gazing up at the 12 foot tall, 800 tonne closing machine, designed to produce the 7 inch rope for dragline boom pendants, and construction cable like that used to build the Brooklyn Bridge. The already huge strands are all dragged into a central point, slowly weaving the helical pattern of wires around a hefty centre rope into a single massive cable which will one day end up on a dragline somewhere in the world.
The whole process is mesmerising, and it occurs to me that this place is like a Disneyland or Mecca for riggers. It’s a real privilege to see how this is product made, the effort that goes into ensuring the finest quality product is produced for a discerning market that eschews the cheaper overseas manufacturers.
With a history spanning 120 years, the Wirerope Works factory has seen plenty of hard times, but it’s also had a lot of luck. With good leadership at the helm from the likes of Saltsgiver and Richards, and ongoing demand for steel wire rope, the old Williamsport factory could continue to produce its quality bespoke products for another 120 years.

Looking for wire rope? Trinity Sling has been known as the go-to supplier for overhead lifting supplies and rigging for decades. Since its inception, Trinity has produced rigging and lifting solutions for many different industries, like construction, manufacturing, oilfield and fracing, transportation, and architectural railing. Today, the company continues to expand its reach, supplying across North America while calling North Texas home.
Trinity Sling distributes the highest quality wire rope both from domestic and European manufacturers. Trinity’s domestic supplier, Washington Wire Rope, manufactures general purpose and oilfield ropes in the USA to industry standards. Among their products that Trinity carries are crane ropes, drill lines, sand lines and tubing lines for construction and oilfield applications. Trinity also carries Verope-branded crane ropes, European-engineered specialty ropes for all types of cranes used in construction and manufacturing.
Trinity Sling has built strong vendor relationships with Washington Wire Rope and Verope in order to be a great supplier both to our new and existing customers. Our staff understands deadlines and RFQs and works diligently to partner with our customers to provide products of high quality that they can count on.



 8613371530291
8613371530291