
pressure compensated hydraulic pump how it works made in china

A pressure compensator is a device built into some pumps for the purpose of automatically reducing (or stopping) pump flow if system pressure sensed on the pump outlet port, should rise above a pre-set desired maximum pressure (sometimes called the "firing" pressure). The compensator prevents the pump from being overloaded if an overload is placed on the hydraulic system.
A compensator is built into the pump at the factory and usually cannot be added in the field. Any pump built with variable displacement can be controlled with a compensator. These include several types of axial piston pumps and unbalanced (single lobe) vane pumps. Radial piston pumps can sometimes be built with variable displacement but do not lend themselves readily to this action. Most other positive displacement pumps including internal and external gear, balanced (double lobe) vane, gerotor, and screw types cannot be built with variable displacement.
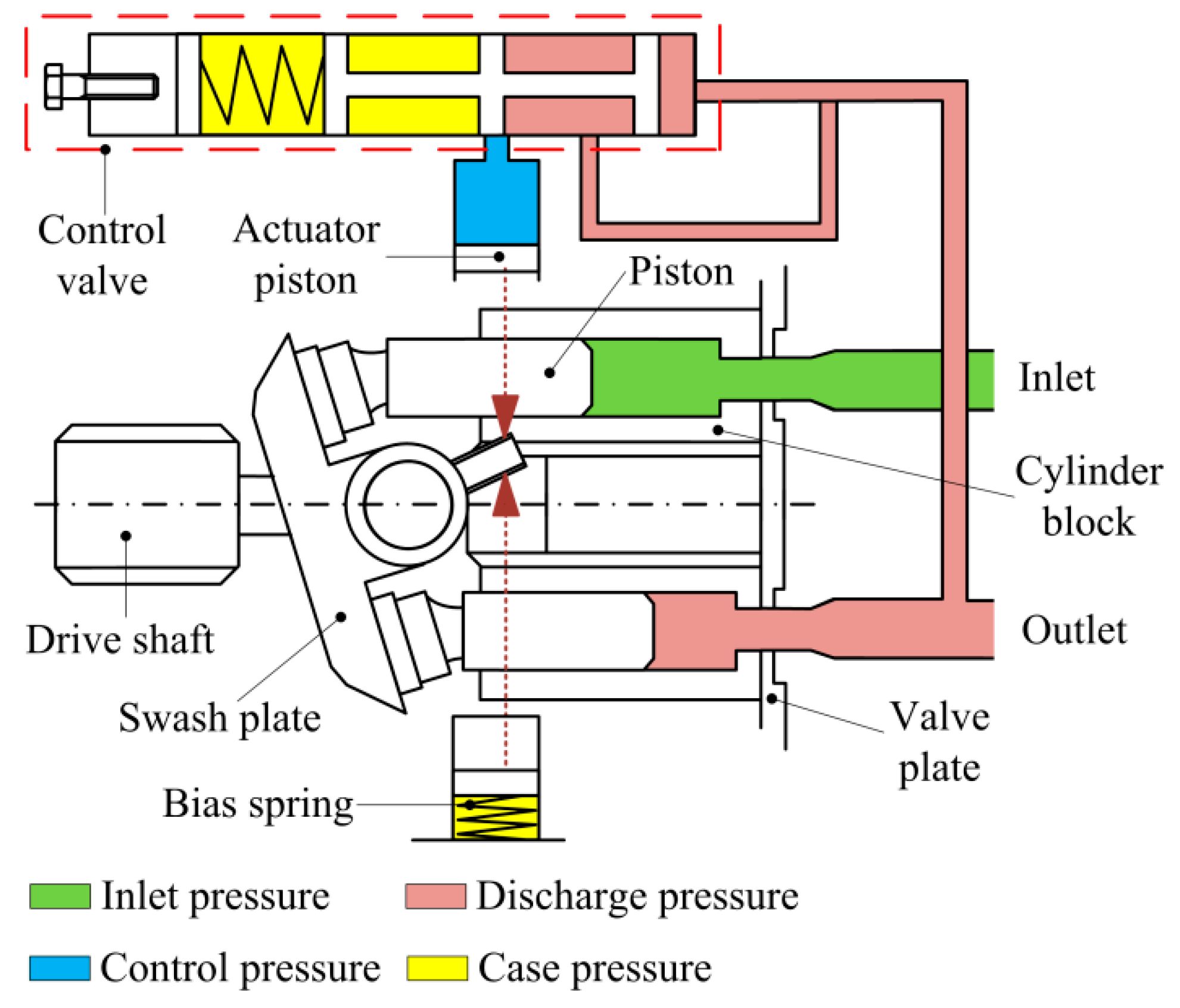
Figure 1 is a schematic of a check valve axial piston pump, variable displacement, controlled with a pressure compensator. The pistons, usually 5, 7, or 9 in number, are stroking inside a piston block which is keyed to and is rotating with the shaft. The left ends of the pistons are attached through swivel joints, to piston shoes which bear against and slide around on the swash plate as the piston block rotates. The swash plate itself does not rotate; it is mounted on a pair of trunnions so it can swivel from neutral (vertical) position to a maximum tilt angle. The angle which the swash plate makes to the vertical causes the pistons to stroke, the length of stroke being proportional to the angle. Normally, at low system pressures, the swash plate remains at its maximum angle, held there by spring force, hydraulic pressure, or by the dynamics of pump construction, and pump flow remains at maximum. The compensator acts by hydraulic pressure obtained internally from the pump outlet port. When pump pressure rises high enough to over-come the adjustable spring behind the compensator piston, the "firing" pressure has been reached, and the compensator piston starts to pull the swash plate back toward neutral, reducing pump displacement and output flow. The spring in the compensator can be adjusted for the desired maximum or "firing" pressure.
Under working conditions, on a moderate system overload, the compensator piston reduces the swash plate angle just enough to prevent the system pressure from exceeding the "firing" pressure adjusted on the compensator. On severe overloads the compensator may swing the swash plate back to neutral (vertical) to reduce pump flow to zero.
Maximum Displacement Stops. Some pumps are available with internal stops to limit the tilt angle of the swash plate. These stops limit the maximum flow and limit the HP consumption of the pump. They may be fixed stops, factory installed and inaccessible from the outside, or they may be externally adjustable with a wrench.
Manual Control Lever. Some pressure compensated pumps, especially hydrostatic transmission pumps, are provided with an external control lever to enable the operator to vary the swash plate angle (and flow) from zero to maximum. On these pumps the pressure compensator is arranged to override the manual lever and to automatically reduce the swash plate angle if a system overload should occur even though the operator control lever is still shifted to maximum displacement position.
Basically the pressure compensator is designed to unload the pump when system pressure reaches the maximum design pressure. When the pump is unloaded in this way, there is little HP consumed and little heat generated even though pressure remains at the maximum level, because there is no flow from the pump.
Variable displacement pumps are usually more expensive than fixed displacement types, but are especially useful in systems where several branch circuits are to be supplied from one pump, and where full pressure may be required simultaneously in more than one branch, and where the pump must be unloaded when none of the branches is ill operation. If individual 4-way valves are used in each branch, each valve must have a closed center spool. The inlet ports on all 4-way valves must be connected in parallel across the pump line. However, if all branch circuits are operated from a bank valve of the parallel type, a pressure compensated variable displacement pump may not be necessary; a fixed displacement pump, gear, vane, or piston, may serve equally well because the bank valve will unload the pump when all valve handles are placed in neutral, but when two or more handles are simultaneously shifted, their branch circuits will automatically be placed in a parallel connection.
As in all hydraulic systems, more pump oil will flow to the branch with the lightest load. Bank valve handles can be modulated to equalize the flow to each branch. When individual 4-way valves are used in each branch, flow control valves may be installed in the branch circuits and adjusted to give the flow desired in each branch.
Figure 2 shows a multiple branch circuit in which a variable displacement pump is used to advantage. Individual 4-way valves, solenoid operated, are used for each branch, and they have closed center porting. Please refer to Design Data Sheet 54 for possible drift problems on a pressure manifold system. A pressure relief valve is usually required even with a pressure compensated pump due to the time interval required for the swash plate to reduce its tilt angle when a sudden overload occurs. The relief valve will help absorb part of the pressure spike generated during this brief interval. It should be adjusted to crack at about 500 PSI higher than the pressure adjustment of the compensator piston spring to prevent oil discharge across it during normal operation.
All hydrostatic transmission systems use a variable displacement pump with pressure compensator, and often combine the compensator with other controls such as the horsepower input limiter, load sensing, flow sensing, or constant flow control.
© 1990 by Womack Machine Supply Co. This company assumes no liability for errors in data nor in safe and/or satisfactory operation of equipment designed from this information.

A hydraulic pump is a mechanical device that converts mechanical power into hydraulic energy. It generates flow with enough power to overcome pressure induced by the load.
A hydraulic pump performs two functions when it operates. Firstly, its mechanical action creates a vacuum at the pump inlet, subsequently allowing atmospheric pressure to force liquid from the reservoir and then pumping it through to the inlet line of the pump. Secondly, its mechanical action delivers this liquid to the pump outlet and forces it into the hydraulic system.
The three most common hydraulic pump designs are: vane pump, gear pump and radial piston pump. All are well suited to common hydraulic uses, however the piston design is recommended for higher pressures.
Most pumps used in hydraulic systems are positive-displacement pumps. This means that they displace (deliver) the same amount of liquid for each rotating cycle of the pumping element. The delivery per cycle remains almost constant, regardless of changes in pressure.
Positive-displacement pumps are grouped into fixed or variable displacement. A fixed displacement pump’s output remains constant during each pumping cycle and at a given pump speed. Altering the geometry of the displacement chamber changes the variable displacement pump’s output.
Fixed displacement pumps (or screw pumps) make little noise, so they are perfect for use in for example theatres and opera houses. Variable displacement pumps, on the other hand, are particularly well suited in circuits using hydraulic motors and where variable speeds or the ability to reverse is needed.
Applications commonly using a piston pump include: marine auxiliary power, machine tools, mobile and construction equipment, metal forming and oil field equipment.
As the name suggests, a piston pump operates through pistons that move back and forth in the cylinders connected to the hydraulic pump. A piston pump also has excellent sealing capabilities.
A hydraulic piston pump can operate at large volumetric levels thanks to low oil leakage. Some plungers require valves at the suction and pressure ports, whilst others require them with the input and output channels. Valves (and their sealing properties) at the end of the piston pumps will further enhance the performance at higher pressures.
The axial piston pump is possibly the most widely used variable displacement pump. It’s used in everything from heavy industrial to mobile applications. Different compensation techniques will continuously alter the pump’s fluid discharge per revolution. And moreover, also alter the system pressure based on load requirements, maximum pressure cut-off settings and ratio control. This implies significant power savings.
Two principles characterise the axial piston pump. Firstly the swash plate or bent axis design and secondly the system parameters. System parameters include the decision on whether or not the pump is used in an open or closed circuit.
The return line in a closed loop circuit is under constant pressure. This must be considered when designing an axial piston pump that is used in a closed loop circuit. It is also very important that a variable displacement volume pump is installed and operates alongside the axial piston pump in the systems. Axial piston pumps can interchange between a pump and a motor in some fixed displacement configurations.
The swivel angle determines the displacement volume of the bent axis pump. The pistons in the cylinder bore moves when the shaft rotates. The swash plate, in the swash plate design, sustain the turning pistons. Moreover, the angle of the swash plate decides the piston stroke.
The bent axis principle, fixed or adjustable displacement, exist in two different designs. The first design is the Thoma-principle with maximum 25 degrees angle, designed by the German engineer Hans Thoma and patented in 1935. The second design goes under the name Wahlmark-principle, named after Gunnar Axel Wahlmark (patent 1960). The latter features spherical-shaped pistons in one piece with the piston rod and piston rings. And moreover a maximum 40 degrees between the driveshaft centre-line and pistons.
In general, the largest displacements are approximately one litre per revolution. However if necessary, a two-litre swept volume pump can be built. Often variable-displacement pumps are used, so that the oil flow can be adjusted carefully. These pumps generally operate with a working pressure of up to 350–420 bars in continuous work
Radial piston pumps are used especially for high pressure and relatively small flows. Pressures of up to 650 bar are normal. The plungers are connected to a floating ring. A control lever moves the floating ring horizontally by a control lever and thus causes an eccentricity in the centre of rotation of the plungers. The amount of eccentricity is controlled to vary the discharge. Moreover, shifting the eccentricity to the opposite side seamlessly reverses the suction and discharge.
Radial piston pumps are the only pumps that work continuously under high pressure for long periods of time. Examples of applications include: presses, machines for processing plastic and machine tools.
A vane pump uses the back and forth movement of rectangle-shaped vanes inside slots to move fluids. They are sometimes also referred to as sliding vane pumps.
The simplest vane pump consists of a circular rotor, rotating inside of a larger circular cavity. The centres of the two circles are offset, causing eccentricity. Vanes slide into and out of the rotor and seal on all edges. This creates vane chambers that do the pumping work.
A vacuum is generated when the vanes travel further than the suction port of the pump. This is how the oil is drawn into the pumping chamber. The oil travels through the ports and is then forced out of the discharge port of the pump. Direction of the oil flow may alter, dependent on the rotation of the pump. This is the case for many rotary pumps.
Vane pumps operate most efficiently with low viscosity oils, such as water and petrol. Higher viscosity fluids on the other hand, may cause issues for the vane’s rotation, preventing them from moving easily in the slots.
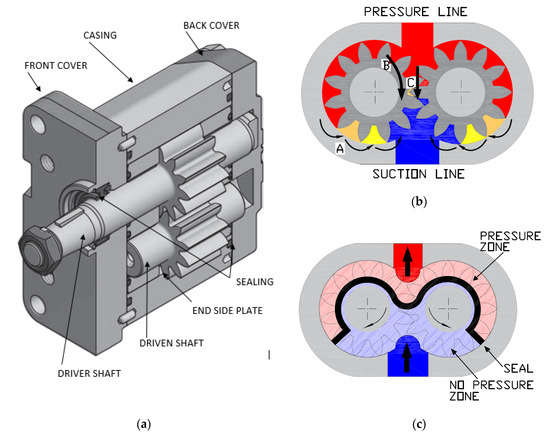
Gear pumps are one of the most common types of pumps for hydraulic fluid power applications. Here at Hydraulics Online, we offer a wide range of high-powered hydraulic gear pumps suitable for industrial, commercial and domestic use. We provide a reliable pump model, whatever the specifications of your hydraulic system. And we furthermore ensure that it operates as efficiently as possible.
Johannes Kepler invented the gear pump around year 1600. Fluid carried between the teeth of two meshing gears produces the flow. The pump housing and side plates, also called wear or pressure plates, enclose the chambers, which are formed between adjacent gear teeth. The pump suction creates a partial vacuum. Thereafter fluid flows in to fill the space and is carried around the discharge of the gears. Next the fluid is forced out as the teeth mesh (at the discharge end).
Some gear pumps are quite noisy. However, modern designs incorporating split gears, helical gear teeth and higher precision/quality tooth profiles are much quieter. On top of this, they can mesh and un-mesh more smoothly. Subsequently this reduces pressure ripples and related detrimental problems.
Catastrophic breakdowns are easier to prevent with hydraulic gear pumps. This is because the gears gradually wear down the housing and/or main bushings. Therefore reducing the volumetric efficiency of the pump gradually until it is all but useless. This often happens long before wear causes the unit to seize or break down.
Can hydraulic gear pumps be reversed? Yes, most pumps can be reversed by taking the pump apart and flipping the center section. This is why most gear pumps are symmetrical.
External gear pumps use two external spur gears. Internal gear pumps use an external and an internal spur gear. Moreover, the spur gear teeth face inwards for internal gear pumps. Gear pumps are positive displacement (or fixed displacement). In other words, they pump a constant amount of fluid for each revolution. Some gear pumps are interchangeable and function both as a motor and a pump.
The petrochemical industry uses gear pumps to move: diesel oil, pitch, lube oil, crude oil and other fluids. The chemical industry also uses them for materials such as: plastics, acids, sodium silicate, mixed chemicals and other media. Finally, these pumps are also used to transport: ink, paint, resins and adhesives and in the food industry.
Mathematical calculations are key to any type of hydraulic motor or pump design, but are especially interesting in the gerotor design. The inner rotor has N teeth, where N > 2. The outer rotor must have N + 1 teeth (= one more tooth than the inner rotor) in order for the design to work.
If you’d like to access more information about an introduction to hydraulic pumps, we highly recommend that you visit LunchBox Sessions’ website and make use of the fabulous resources available there.
Some of the sessions are free; you don’t need to sign up. However, if you are serious about expanding your knowledge of hydraulic systems, we recommend you consider signing up for a subscription to the entire LunchBox Session service. This way, you get full access to all the interactive training materials, tests and simulations for just $29 per month. Students are entitled to a 60% discount off this price when they share their college or university ID.

Every OEM says it wants quality, but the reality is that machine builders can choose from countless hydraulic components that vary widely in performance and price—from cheap, “throw-away” parts to high-quality and, more-expensive, products that are built to last.
How does an engineer sort out the various offerings? Here’s a look at one fluid-power manufacturer’s unique philosophy on making a well-crafted pump, thanks to a keen understanding of how poorly built pumps fail.
Most pump designers begin with theoretical concepts of fluid power and mechanical engineering to create a product that should suit the customer’s needs. Hydraulics manufacturer Permco Inc., based in Streetsboro, Ohio, has taken a different tack on the route to building high-quality parts.
Permco’s roots began in the early 20th century as a small shop servicing Appalachian mining equipment. “Unlike most traditional manufacturers, we got our start in this industry on the repair side. We had the chance to start at the opposite end of the learning curve—with failures—and looked at all the things that could possibly go wrong,” said Robby Shell, the company’s chief operating officer.
It’s hard to imagine worse operating conditions for hydraulics than in underground coal mines, he explained. Mechanics routinely dealt with units with internal parts burned due to overheating, seized from lack of lubrication, fouled with contaminants or damaged due to overpressure conditions. They also learned firsthand a sense of urgency to make a repair right the first time and get machines up and running quickly, as the cost of unexpected breakdowns can run into the tens of thousands of dollars an hour.
“So from that rebuild failure analysis experience, we got to see what impact engineering design, manufacturing processes and quality control, as well as operating conditions and servicing, played on the overall performance and life of components,” Shell continued.
“By virtue of our background, we got to see what worked and didn’t work, and what failed under normal circumstances. Therefore, when we started to manufacture these parts, we had the benefit of touching thousands of failed units before we ever made our first new one,” said Shell.
“Take our gear pumps. We looked at many designs and the best gear design, based on our experience in differentials and transmissions for these applications, has a gear tooth that is shaped vertically, and then shaved after the shaping process,” he said.
Why? Well, cutting a gear tooth vertically produces little tiny cut marks, he indicated. Left as is, those imperfections would grind against each other, generate noise and wear debris, and hurt efficiency. A post-machining shaving process, however, removes the marks and smooths the face for quiet operations, and it also ensures parallel contact between the housing and gear profile.
In contrast, virtually every other competitor cuts their gears on horizontal hobbing machines, said Shell. “Just by the nature of a hobbing tool, those gears will have a crowned profile from end to end. When new, the difference isn’t noticeable.” But over time, as the gears rotate against each other and the housing, a crowned gear creates leak paths. Pumps with vertically cut gears, in contrast, have a straighter tooth profile and wear more uniformly, and thus maintain efficiencies longer, he said. “We were gear cutters in the old days, and that background taught us to implement design features that enhance the operation of our pumps. The way we shape and shave our gears creates a better tooth profile.”
Some hydraulics manufacturers rely on their own foundries and pour their own housing castings. “Well, in the foundry world, technology is really, really expensive. Upgrades are very costly, so there is a natural reluctance against constantly investing in the newest systems,” noted Shell.
Companies like Permco aren’t boxed in. They have the luxury of choosing foundries that rely on the latest and best technology. Not only are there cosmetic differences between state-of-the-art castings versus older offerings. It also results in higher density and fewer porosity issues, which translate into better mechanical integrity and machinability.
Another differentiator among pump manufacturers, in Shell’s view, is that some make high-quality, well-engineered products, and others either don’t understand the basics or simply don’t care.
“For instance, some years ago Permco developed a game-changing thrust plate called a diverter plate,” he said. When subjected to system pressure, the gears in a pump tend to flex and move toward the low-pressure side. To compensate, company engineers developed thrust plates incorporating precision grooves that create a minute flow path to divert high-pressure fluid to the inlet side. In turn, that helps balance bearing loads.
When the patents expired some competitors copied the plates and, without understanding why the feature is there, went one step further and introduced a bi-rotational version—with flow paths in both directions for running a pump clockwise and counterclockwise. They surmised that if the diverter works in one direction, a design suited for both directions would be even better. In reality, the bi-ro design doesn’t work because it creates too many leak paths and efficiency drops severely. But unsophisticated pump builders don’t know that. “We see a lot of those types of issues. They don’t understand the nuances of what this groove really does. They know it has 14° a chamfer on it. Why 14° not 16°? They can’t tell you those things,” said Shell.
Not only do such differences matter in design and manufacturing, they hold for how pumps are assembled, too. Building a high-quality pump is meticulous work, stressed Shell. “Our people do prep work very similar to what you would see in a good engine rebuild shop.” For instance, they might take a honing stone or emery cloth and kiss a few areas on the gear before installation. That’s because when gears are pulled from a warehouse shelf and moved to the assembly station, it’s not unheard of to accidentally bump and nick a gear. If that gear gets assembled as is, and it subsequently rides on the soft bronze plate, the burr will cut a groove and create a leak path. Left unchecked, that pump will run inefficiently and underperform. Few manufacturers take such a hands-on approach to quality, emphasized Shell.
“But probably the biggest thing that differentiates us is we test every pump that goes out of this building. For peace of mind from the customer’s standpoint, that’s huge,” he stressed. Each pump gets assembled with new parts to create a tight package. Then it’s run up to 2,000 psi pressure, where the components flex and the gears will take a take a slight wipe—removing perhaps 0.0005 to 0.001 in. of material from the housing. That’s acceptable, notes Shell, because filters on the test benches trap the wear particles, instead of remaining behind to contaminate a customer’s hydraulic system.
Tests confirm leak-free and quiet operation and that flow meets design specs. And any problem gets flagged immediately, not at the customer’s site. It’s a significant undertaking. That’s why most other manufacturers only test 1 in 10 or 1 in 50 units, said Shell.
Finally, the approved product is assigned a serial number that includes the initials of the assembler—as a further sign of the workmanship that stands behind a high-quality pump.
“I guarantee you many other manufacturers don’t take the extra care we put into these units,” said Shell, and it shows when they test competing products. “Some of the dump-truck pumps coming in from offshore sources—mainly China—have failure rates upwards of 10 to 15%. Ours is less than one quarter of 1%.”
It’s due to a different mindset behind the way they build pumps, versus Permco’s philosophy, he emphasized. Some manufacturers feel units made to less-stringent standards are acceptable because often, they only see light duty. Take the case of a typical dump truck: the duty cycle for the hydraulics is often quite limited, he noted. Generally, a truck gets loaded, transports material to a site, and only then is the pump switched on—where it operates for perhaps a minute to raise, dump and lower the bed. And the cycle might get repeated perhaps a dozen times per day.
So, in theory, a dump pump designed and built to handle just light, intermittent duty should be more than adequate, he continued. But the world isn’t perfect—many things can and will go wrong, said Shell. For instance, the operator keeps the pump on too long and it overheats; or it runs low on oil; or the truck bed is overloaded, and a pump with no margin of safety is overtaxed and fails.
A well-engineered, high-quality pump can overcome many of these issues; lesser products can’t, he said. “We understand how offshore units are built and we can predict, generally speaking, how they will fail.” Almost all of these areas of weakness get addressed in Permco’s engineering, manufacturing, assembly and testing processes—steps that are missing in pumps coming from offshore sources. But those manufacturers justify an increased failure rate because their pump costs $50 less to make, said Shell.
“We saw the invasion of these offshore dump pumps a few years ago, and we had plenty of opportunity to make this same pump in China. So we had two choices in that market. Either join it, and it’s just a race to the bottom. Or offer something that differentiates us from the rest of the market.” That’s where the American Champ, Permco’s pumps like the Gemini series comes in, he explained.
The pumps are engineered and manufactured based on Permco’s years of experience, and assembled in the U.S. from globally sourced, world-class components. What’s interesting is that many of the pump components are made not only in the company’s Ohio plant, but in Permco’s manufacturing operation in Tianjin, China.
“There’s virtually zero difference between our China and U.S. products, and there’s a reason for that,” explained Shell. Instead of relying on subcontractors or joint ventures, 16 years ago the U.S. plant manager (now with 44 years of experience) moved to China to set up a gear manufacturing plant, with processes identical to those in the domestic plant. By installing the same types of machine tools, instituting the same procedures, and with in-depth training and constant supervision, the Chinese workers have come to understand how important quality really is.
“It’s all about a different way of thinking. Again, we came out of the mining component repair world. When a Joy mining machine breaks down and sits idle for 16 hours, and a rebuilt transmission gets carted six miles underground to make the repair, it is imperative that when power is switched on, the work was done right.” The focus is on getting the equipment up and running again, not on saving a few dollars on a pump that might fail in short order, or may not work at all.
Dump pumps, as the name indicates, are routinely used in hydraulic circuits for lifting and lowering dump truck and trailer beds. The basic design typically includes a pump section, a directional control valve and a relief valve incorporated into the pump as a complete package, with internal fluid connections to the components. They have been around for more than 50 years and are common throughout the industry.
A notable innovation is now shaking up that market. Permco has developed a unit that sets it apart from conventional dump pumps. The Gemini DG-20/RG-20 is designed for-dual use applications, thanks to a second set of relief valves and selector valves. That lets the Gemini not only control a dump bed, it can also control a walking (live) floor.
Walking floors are used on trailers that do not tip, like a dump trailer. Instead, slats on the movable floor transport and “walk” the load off the end. They’re frequently used in the refuse industry, in landscaping to handle mulch and wood chips, and in other areas where height restrictions would severely limit the capability to raise a dump bed.
Walking-floor trailers tend to operate at higher pressures than hydraulics in dump applications. Traditionally, that has meant a fleet operator with dump trucks requires separate tractors for walking floors. Now, thanks to the Gemini pump, an operator can run a dump truck, and then switch the same tractor to a trailer with a walking floor. Equipping the vehicle with a Gemini pump system lets the operator easily change pressure settings on demand, and eliminates the need for a dedicated rig that can easily cost $150,000.
Another notable engineering feature is that the Gemini also incorporates a load check feature into the valve design, letting the operator raise the bed and then hold the load in place—say when spreading asphalt. To enhance reliability, the design differs from conventional units in that it’s direct-acting.
Typical designs incorporate a load check into a pilot-operated relief valve. As a result, the tiny orifice pilot senses operating pressure before it activates, but the orifice can easily get plugged by contaminants and the valve fails. The Permco direct-acting relief valve eliminates orifice plugging issues.
The load check and relief are also self-cleaning. Because it mounts in the flow stream, and clearances are sufficiently large, contaminants are flushed away—so there are few occurrences where the relief valve can’t open or close and a bed drifts or hangs up. That, according to Permco officials, offers a distinct advantage over competing designs.
The Gemini is rated for 37 gpm at 1,800 gpm and runs at two pressures, low (2,000 psi) for dump bodies and high (typically 3,200 psi) for live floors. Operators can easily switch from low to high pressure using cab-mounted controls. The pump includes dowelled construction and is assembled in the U.S. and 100% factory tested. In addition to use on dump trailers and walking floors, the Gemini is also suitable for gooseneck transporters, dump trucks, crane-equipment vehicles, roll-off trucks and refuse collection

Hydraulic pumps are an incredibly important component within hydraulic systems. IFP Automation offers a variety of pump and hydraulic system products that deliver exceptional functionality and durability. Our partner Parker’s extensive line of hydraulic pumps deliver ideal performance in even the most demanding industrial and mobile applications. In this post, we are going to spend time discussing pressure compensated and load sensing hydraulic pumps.
Do to the surface area of the servo piston and the pressure exerted on that area, a force is generated that pushes the swash plate of the pump to a lower degree of stroke angle.
The pump tries to maintain compensator setting pressure, and will provide whatever flow (up to it’s maximum flow rate) that is necessary to reach that pressure setting.
For more information on how you can make use of hydraulic pump technology in your applications, please contact us here to receive a personalized contact by an IFP Application Engineer:
IFP Automation supplies innovative technology and design solutions to the automation and mobile marketplaces. Our firm is a technology supplier specializing in the design and supply of automation and motion control products to OEM, integrator, and end user customers. Companies partner with IFP because they like the depth of our product and application knowledge and our commitment to outstanding customer service.

These pumps are designed for applications where light weight design, lower displacements, and multiple configuration capabolities are design requirements.
This Pressure Compensated Piston Pump is one of many pumps that the Hydraulic Megastore has to offer and they are all available for next day delivery.

Hengli respects your privacy. Whether you are buying one of Hengli’s quality products, or just browsing the Hengli websites, Hengli wants to make you comfortable with our privacy policy and the security measures that we take to protect your personal data.
If you provide Hengli with personal data or we collect personal data about you from other sources, Hengli will treat it in accordance with this policy. Hengli encourages you to read this privacy policy in full.
In order to ensure that your personal data is processed correctly and with a suitable level of data protection, Hengli has adopted the following processing principles:
• Personal data is collected only for specified, explicit and legitimate purposes and not further processed in a manner that is incompatible with those purposes.
• Personal data shall not be kept in a form which permits identification of the Data Subjects for longer time than necessary for the purposes for which the data was collected or for which it is further processed.
Some of the personal data is necessary to process in order for us to provide you with the services you have requested and some personal data you can choose to provide voluntarily. We will always let you know which personal data is necessary (e.g. via the use of an asterisk (*)) and the consequences of not providing such data to us, for instance that we will not be able to (fully) satisfy your request.
• User information such as technical data regarding usage and viewing, including IP addresses when you visit our websites or applications, including on third party sites
• Application information, including your CV, in case you apply for a job with Hengli. You will receive separate information regarding the processing of personal data in such respect when you submit your application.
As a general rule we will not process any special categories of personal data (special personal data) about you unless you have provided your explicit consent thereto or we are required to do in order to comply with applicable regulation.
• The processing is necessary for the purposes of the legitimate interests pursued by us or by a third party and such processing is not considered to be harmful towards you.
• To gain customer insights and knowledge of how our various services, including websites and applications, and products are used as well as evaluation and improvement hereof; or
We may use cookies on our websites or our applications. Please read more about the use of cookies in our cookie policy, which you can find in the footer of each website.
Hengli is a global organization with entities across the world. As a general rule, the data controller with respect to the personal data processed about you will be the local Hengli entity in which you are a customer, with whom you engage in contact or enter into an agreement with. However, in order to pursue the purposes listed above in section 3, we may share your personal data with other Hengli group entities either to carry out a task as instructed by the data controller (recipient acting as data processor) or to pursue a legitimate purpose of its own (recipient acting as individual data controller) provided that such making available or disclosure of your personal data is not restricted by law.
Our disclosure and transfer of your personal data to recipients (natural or legal persons, public authorities, agencies or another body, to which the personal data is disclosed) is kept to a minimum and is subject to the existence of an adequate level of data protection.
• Recipients who carry out services on our behalf, such as e.g. hosting, cloud computing, IT-support, marketing services, administrative services, training services or other data processing. Such recipients are only allowed to process the personal data in accordance with our instructions and the relationship will be governed by a written data processor agreement; or
• In the event of any merger, sale, joint venture, assignment, transfer or other disposition of all or any portion of Hengli’ assets or stock (including without limitation in connection with any bankruptcy or similar proceedings) or
Special personal data will in no event be subject to automated decision making unless you have provided your explicit consent or the processing is necessary for reasons of substantial public interest, on the basis of applicable law.
As stated above some of our processing activities will be based on your consent. In such case, you will have the right to withdraw your consent at any time.
If you withdraw your consent, we will cease to process your personal data, unless and to the extent the continued processing or storage is permitted or required according to the applicable personal data legislation or other applicable laws and regulations.
Please note that the withdrawal of your consent will not affect the lawfulness of processing conducted prior to the withdrawal. Further, as a consequence of your withdrawal of your consent, we may not be able to satisfy your requests or provide you with our services.
In order to safeguard your personal data, Hengli has implemented appropriate technical and organizational measures to ensure a level of security appropriate to the risks represented by the processing and the nature of the personal data to be protected, having regard to the state of art and the costs of their implementation.
You have the right to access to the data processed about you, subject to certain statutory exceptions. Furthermore, you can object to the collection and further processing of your personal data. In addition, you have the right to correct your personal data, if necessary. You may also choose to request us to restrict the processing.
We will delete or correct any information, which is inaccurate or out of date by reason of the time elapsed since it was collected or by reason of any other information in our possession.
If you provide us with a written request, we will also delete your personal data without undue delay, unless we have a legal basis to continue the processing, e.g. if the processing is necessary to establish, exercise or defeat a legal claim or necessary to the performance of a contract with you.
With regard to such requests, kindly provide us with relevant information to take care of your request, including your full name and email address so that we can identify you. We will respond to your request as soon as possible and within one month.
We strive at processing any complaint or objection within one month. If it is not possible to make a decision within one month, we will inform you grounds for the delay and of the time (not exceeding 6 months from receipt) at which the decision can be expected to be provided.
Our websites may contain links to other websites or to integrated sites. We are not responsible for the contents of the websites of other companies (third-party websites) or for the practices of such companies regarding the collection of personal data. When you visit third-party websites, you should read the owners’ policies on the protection of personal data and other relevant policies.
Pumps are usually arranged so that the pump with the larger capacity is located at the shaft side. The fluid pumped from the two pumps can be delivered to separate circuits to drive individual ac tuators or can be merged to drive a single actuator.
The pump provides a pressure and fluid flow appropriate for the load to save power and reduce fluid temperature rise, thus ensuring economical operation.
In operations at 14 MPa, the noise measured at a point 1 meter from the pump running at 1,200 min-1 is 53 dB (A) at cut-off and 58 dB (A) before cut-off.
In operations at 14 MPa, the noise measured at a point 1 meter from the pump running at 1,200 min-1 is 56 dB (A) at cut-off and 60 dB (A) before cut-off.
Two single pump units are assembled into one unit and driven by the common shaft. The fluid pumped from the two pumps can be delivered to separate circuits to drive individual actuators or can be merged to drive a single actuator.
The TC series pump, in which two single pumps are assembled serially in two stages in one housing, enables operation at a maximum discharge pressure of 30 MPa

A pressure-compensated flow control valve is designed to provide a constant volume flow rate regardless of the pressure drop across it. By contrast, non-pressure-compensated flow control valves have a variable flow rate that changes when the pressure drop fluctuates.
Pressure-compensated flow control valves are used in a variety of hydraulic applications. They are useful, for example, when it is necessary to maintain a constant speed on a hydraulic cylinder, regardless of the amount of load that the cylinder is under. Because speed is directly proportional to hydraulic fluid flow rate, a hydraulic cylinder’s speed depends on how much fluid is flowing through it.
In a flow control valve without pressure compensation, the flow rate will fluctuate depending on the load on the cylinder. A heavy load on the cylinder will increase the pressure at the valve’s outlet compared to one with a lighter load. By changing the pressure drop across the valve, the flow rate it delivers to the cylinder is altered. Pressure-compensated flow control valves adapt to such pressure changes to maintain a constant flow rate that provides fluid motion at constant speed
Pressure-compensated flow control valves are also useful in maintaining constant rpm of a hydraulic motor independent of load on the motor. Much like the example above, changing loads on the motor will result in a fluctuating pressure drop across the valve ahead of the motor. These fluctuations are compensated for by pressure-compensated flow control valves, which maintain the hydraulic motor’s rpm at a constant level.
It is possible for pressure-compensated flow control valves to compensate pressure fluctuations on either the supply (inlet) or the load (outlet) side of the valve.
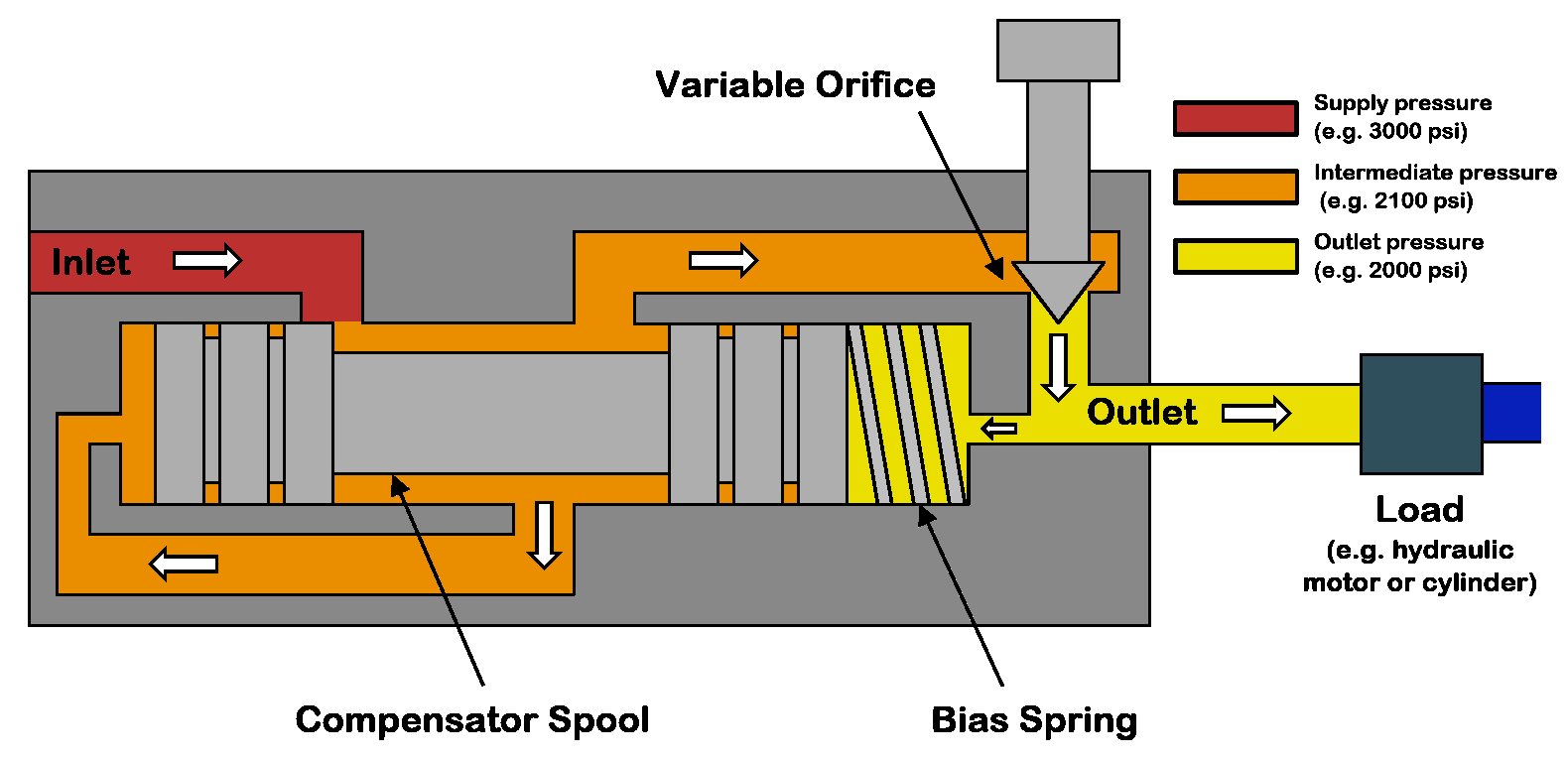
Flow control valves that are pressure-compensated normally consist of a variable orifice and a pressure compensator incorporated into one valve body. Flow goes from the supply valve through the inlet and compensated orifice, around the compensated spool, through the variable orifice, and then out the outlet.
By adjusting the pass-through area of the orifice, the desired flow rate is set on the variable orifice. You can make this adjustment either manually using a knob, screw or lever on the valve. Alternatively, by means of electronic signals that are sent to an actuator attached to the variable orifice. Using the pressure compensator, a constant pressure drop is achieved across the variable orifice by modulating the flow of fluid entering the valve. It also provides a constant flow rate across the valve by adjusting the orifice between the inlet flow and the compensator spool.
Variable orifices are made up of valve stems that have a pointed end that can move toward and away from a seat in order to achieve different sizes of openings. Whenever the tip of the stem is in full contact with the seat, the orifice becomes closed, and no fluid can pass. With the stem tip moved away from the seat, the orifice opening becomes larger and more fluid can pass through.
A spool valve with a spring anchors the pressure compensator. Compensation spools consist of a cylindrical barrel with a plunger that slides inside. Plungers have thin and wide sections along their length. As long as the lands and ports are adjacent to each other, they block fluid flow. The wide sections of the barrel are called lands. Spools with narrow, waisted sections allow fluid to pass through them.
By applying a force to the end of the spool attached to the valve housing, a spring keeps the spool attached to it. An additional force is applied to the anchored end of the spool by flowing past the variable orifice in the outlet of the valve. There is a pressure gradient along the line leading from the pressure-compensated flow control valve to the load, such as a hydraulic motor or cylinder.
The fluid that has passed the variable orifice but not yet reached the inlet and compensator is ported to the other end of the spool (the end opposite the end attached to the spring). A force is applied to the spool at this end by the fluid that opposes the force applied by the load pressure and spring pressure. The opposing forces distort the opening of the orifice through which fluid flows from the flow source, modulating the opening of the orifice until the forces at either end of the spool are balanced.
Consequently, fluid flows from the supply, across the compensator spool, and through the variable orifice, while a constant pressure drop across the variable orifice keeps the flow rate constant regardless of changes in pressure between supply and load.
As fluid temperature increases, viscosity increases as well, affecting flow rate. A temperature-sensitive element is incorporated in some pressure-compensated flow control valves, which adapts the position of the compensator when fluid temperatures and viscosity vary. This ensures a constant flow rate regardless of fluid temperature and viscosity. By using a sharp-edged orifice design for the variable orifice, some designs are also able to minimize the variations in flow rate due to changes in viscosity.
An integral part of a pressure-compensated flow control valve is the pressure compensator. A valve without it would have a variable flow rate when pressure across the valve varies. If more fluid is forced through the valve as a result of a higher pressure drop, the flow rate will be higher; if the pressure drop is lower, the flow rate will be lower.
By automatically adjusting the volume flow rate from the flow supply to the variable orifice, the pressure compensator keeps the internal pressure drop across the variable orifice constant, regardless of the change in pressure drop between the inlet and outlet. With a constant internal pressure drop across the variable orifice, the valve always produces a constant volumetric flow rate regardless of the pressure differences between the valve inlet and outlet. T
his decreases the incoming input process on the inlet port to the lowest operation working pressure for the valve to output accurate flow rates. After regulation, this lowered pressure is applied to the proportional valve orifice, thereby allowing for consistent flow rates even with fluctuating input pressures. So long as the incoming pressure does not drop below the minimum required pressure, accurate proportional flow is maintained to the system.
Kelly Pneumatics offers its Pressure Compensated Proportional Valve for projects that require a pressure-compensated flow control valve. There is a mechanical pressure regulator built into the unit, which lowers the incoming input process on the inlet port to the lowest operating working pressure recommended for the valve to output accurate flow rates. By lowering the pressure after regulation, a consistent flow rate can be achieved despite fluctuating input pressures. A proportional flow to the system is maintained so long as the incoming pressure does not drop below the minimum required pressure.

Designed for the toughest demands of open circuit systems, our axial piston pumps offer the right displacements to meet your unique system needs. A full line of controls and configurations have been engineered to meet multiple application needs.
Target Hydraulics is a hydraulic manifold block manufacturer for industry and mobile hydraulics designed and made in China. Our engineers’ design cartridge valve manifolds, hydraulic lift valves, and custom hydraulic manifolds with Solidworks.
Target Hydraulics provides high quality products and responsive and high quality service to our clients and distributors around the world. You have found your target at Target Hydraulics.
A hydraulic manifold blockis the main component of a hydraulic system. It is a variety of different hydraulic valves joined together, hence the name, hydraulic manifold.
This lego-like block is responsible for controlling/regulating the flow of other hydraulic system components such as pumps and actuators. It is found connected to the levers in the operator’s cab attached with other components.
Comparable to the switchboard of an electrical circuit, it will allow you to control the amount of fluid that runs in a piece of machinery as well as its desired behavior.
This includes food processing factories, heavy construction machines, industrial hydraulic equipment, oil reservoirs, mining equipment, and even farm equipment.
The hydraulic manifold circulate’s hydraulic oil throughout the system of a machine. With this process of transmitting fluid, machines are controllable whenever or whatever is needed.
The flow of the oil/fluid is monitored by the assembly ofhydraulic valvesinstalled within the manifold, then it directs the oil/fluid through hoses to any kind of work devices such as a hydraulic cylinder or a hydraulic motor. Similar to the movement principle of a backhoe loader’s arm.
The pressurized fluid that circulates within its telescopic arms is controlled by hydraulic valves of the manifold. Thus, making it perform more efficiently.
Advantageous functions in utilizing hydraulic blocksinclude reducing the required space when installed since it has a compact design, can easily be removed/replace or install when improving the suitability of a hydraulic system, cutting the number of potential leak points, reducing the labor and assembly time taken in setting up a hydraulic system, reducing the possibility of any drop of pressure.
Electrical connections to your manifold block can be made with the use of electric cables and other types of electricity channels. These wires are directly connected from the power source to the solenoid. So, you can use different kinds of hydraulic systems with electric wires to operate your hydraulic valve block system.
Designing a hydraulic manifoldrequires both creativity and high attention to detail. Additionally, you need to have the ability to preview the results of your design.
Experience hydraulic design engineers discovered that optimized systems are more efficient with the use of a custom manifold that has the right size combination of valves like the solenoid valve, pressure valve, pilot valve, and even pressure gauge.
So the size of thehydraulic valves/componentsthat you mounted should not interfere with each other. This is crucial so that the valve/components of the assembly have sufficient space between each other. For them to not overhang or collide with other parts.
As important as having the right size hose and pipe connecting the manifold, the correct size valves and drillings should flow within the manifold. You should also know that horizontally arrange valves has less impact sensitivity.
The design of your hydraulic manifold can be determined with the connective ports needed, type location and drilling size, diameter of valve block port, and the numbers of holes and their depth.
Check if the hydraulic manifold valve/componentsscrew holes do not come across with the oil channels. The strength and thickness of the walls between channels should also be check.
The number of hydraulic motors/cylinders it can control depends on the amount of spool on the block. It also has compact valves with fixed pull rods for controlling the direction which provides ports and circuit valves.
Traditional hydraulic manifold blocksare usually made from various metal elements like:Ductile Iron– This material has a wide variety of use due to its versatility. Ductile iron can be easily cut, it has high shock absorption ability, and also very durable. But ductile iron can’t be used for large hydraulic manifolds.
Aluminum– Most aluminum manifolds blocks are mainly machined from 6061 alloy bars/billets or plates which are easy to weld and have good corrosion resistance. Even though this material is known to have low-end machinability it can still be utilized if used with the right tools.
Alloy Stainless– Stainless steel is well-suited for the corrosive effects of saltwater. It may be lightweight compared to regular steel/iron but higher durability than aluminum. It also has an advantage in dealing with internal circuits and low-viscosity fluids, increasing the lifespan of your manifold block.
On choosing the hydraulic blockcheck different fundamentals like the electrical voltage and environmental conditions such as temperatures and humidity.
Hydraulic solenoid valves commonly used in many types of industrial works like manufacturing, aerospace, construction, and almost any work that requires hydraulic systems.
Hydraulic solenoid manifolds serve as directional control valves. It is used to control the opening, closing, and directional flow of liquid in a hydraulic system.
Hydraulic solenoid function with an electric coil turns around a ferromagnetic core in the center, called a solenoid. The solenoid is for sliding the spool so that the ports of the block can be closed or opened. The valve blocks also have multiple chamber ports.
A DO3 sized valve can also give both high levels of pressure and flow despite having a very compact size. The level of the pressure drop it can provide is exceptional.
Thecentral hydraulic manifold blocklies at the center of the hydraulic power packand it is the reason why the motor and the pump of the hydraulic power pack connects. Its expected function is to support both single and double-acting hydraulic circuits. The central manifold block also called the hydraulic endhead manifold block.
The mounting holes found in the hydraulic center block are for the hydraulic power unit, cartridge valves, gear pump, suction, and return pipes, oil port, and stacking manifold block.
The major use of stacked manifolds is for complex and flexible functions. It combines multiple assemblies into one, reducing the risk of a pressure drop.
You can use this type of manifold when the space of your central manifold is unable to hold either a hydraulic modular valve or large-sized cartridge valves.
With custom hydraulic manifolds, critical manifold problems that are caused by a mountain of stock valves can be addressed; such problems include leak points and manifold maintenance issues.
Like knowing the type of material used in manifold block finish. Knowing this will help you determine the durability and the pressure the block can handle.
Other key factors include the valve block’s number, types, and mounting position. The capacity of electrical voltage, temperature, and pressure it can take.
Then inspect all of the holes and ports from each side of the manifold block to make sure it’s free from chips and debris. You can use an inspection scope for this process.
Make sure to flood water in each of the holes and ports extensively when washing. A pressure washer can also be utilized to clean the inside of the holes and to wash away the solid clogged oil and grease. Industrial detergent can also be applied to your cleaning solution.
After this, inspect all ports and holes of the manifold block to verify if it’s cleaned properly. You can now insert all the disassemble fittings, but make sure you clean and dress the fittings before reattaching.
Factors that can limit or affect the performance of hydraulic manifold blocks include liquid flow-rates GPM, pressures psi, and sometimes the length of the manifold itself.
Individual valve bodies are connected to each other to create integrated circuits. Resulting in a tangled pipe and hose connection. With this, leak points are hard to resolve.
The internal passages of bar manifolds could be equal to or more than that of regular port connections. In this way, fluid flows and pressure drops can be reduced.
Parallel manifolds blocks are for pressure compensated hydraulic pumps that mostly have closed P-port valves, rather than used with displacement pumps.
The series of circuits in parallel manifold blocks will travel from displacement pumps to the first valve’s pressure port then returns to the tank port of the manifold block.
Yes, Target Hydraulics designing&Manufacturing hydraulic blocks. We are glad to work with you on your new hydraulic application projects. 3D or 2D valve block drawing design service for your hydraulic system is available.
Target Hydraulics main business work with aluminum material hydraulic manifold, sometimes iron steel material or other material also available, Please check with our team for more details.
Target Hydraulics valve manifold blocks are designed for different hydraulic applications. Such as Construction Machinery/Agricultural Machinery/Hydraulic power unit systems/Hydraulic lifts, etc
Target Hydraulics products including different product lines and applications. Hydraulic manifold blocks and systems are our main business. Hydraulic power pack manifolds, hydraulic solenoid valve manifolds, and cetop 3 manifolds are aluminum manifold blocks, some other material manifolds are also available.



 8613371530291
8613371530291