
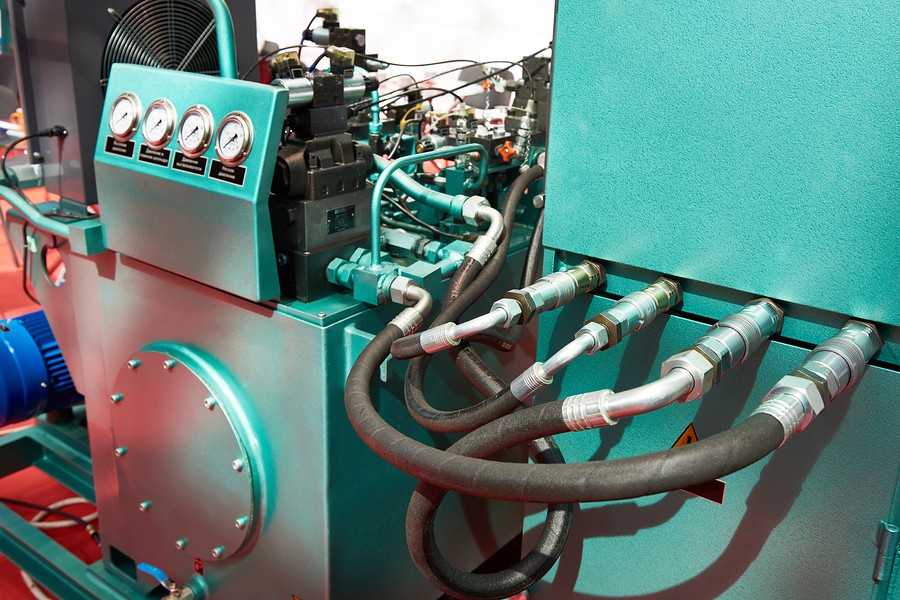
what causes a hydraulic pump to get hot in stock

Overheating isa frequent problemwithin hydraulic systems that may be determined by specific components. Thisinternal problem lies within the pump and causes a hydraulic system to overheat in the following ways:
Contaminated hydraulic fluid is a common cause for a Hydraulic system to overheat. This can occur when the container is not sealed properly which causes dust, dirt,debris,or moisture to contaminate the fluid.With hydraulic systems running at higher pressures and more efficiently than ever before, it is important tomonitorthe cleanliness of one’s hydraulic fluid. Reducing contamination can decrease damage andwillallowoneto get the most out oftheirequipment.
Wrong valve calibration could resultin pressure difficulties which can cause a hydraulic system to overheat. The main cause of this is when a facility’s plant design changes and maintenance recalibrate the pressure relief valves for the updated operating pressure. If maintenance adjusts the pressure,and it stilldoes notsolve the problem, the pressure relief valve may have to be replaced entirely. Erosion to a valve is a common occurrence as dirt and debris settle and collectthroughout time. Maintaining the correct pressure will help your system keep up with production and not slow down.
Aeration in a hydraulic system can bea common issueand is caused by an outside air leak in the suction line.The pressure used in the suction line of hydraulic systems is below atmospheric pressure, so oilcannotleak out, but air can leak in.This will occur when there are loose, leaky seals and fittings which will allowtheair to seep in.Aeration can have severalnegative effectson top of overheatingsuch as increasedpump cavitation, excessive noise, and loss of horsepower.Some symptoms of Aeration may include foaming of the fluid, irregular movements, and banging and or loud clicking noises as the hydraulic system compresses and decompresses.
A blocked heat exchanger is significant toheating one’s hydraulic system, while cooling it down is just as important.Aninfrared thermometer isan effective wayto checkthe temperatureof a heat exchanger. Theadjustments can be made according tothedesign of theflow rateof oil.Make sure to replace the fluid fitterslocatedin the pumpon a regular basis to ensure theywill not get blocked andoverheat.
Oil Type plays a critical role inany hydraulic system. The wrong oil will not only affect the performance of the system but also cut down the lifespan of the machine. Theoil Viscositydeterminesthe maximum and minimum temperatures in which a hydraulic system can safelyoperate.Thin oils have a lowviscosity andflow more easily at low temperaturesthanthicker oils that have a higherviscosity.If the oil is too thin it can cause internal friction whichcreates heat and cancausethe system to overheat.
Low reservoir fluid is a common cause ofoverheating in hydraulic systems as itreleasesbuilt-upheatfrom the machineintothe fluid. Not having enough reservoir fluid cancontribute tocavitation andultimate damage to the pump.
Hydraulic pump failure candamage the entire hydraulic system.When a pump fails,debris, dirt, and grime kick out downstreamand can affect theoil,filter,valves, fluid, and actuator.Contactour KICK@$$ hydraulic system repair professionalsat Allied Hydraulic to avoid these problems.

Is your hydraulic pump getting excessively hot during normal operation? Pumps do generate heat when running, however they are designed with specific heat parameters in mind. Overheating is an abnormal condition that leads to destructive issues such as thinning of hydraulic fluid, which leads to reduced lubrication, metal-on-metal contact of moving parts. And accelerated pump wear and failure.
Therefore it is never a good idea to ignore a pump that is exceeding its heat parameters under normal load. There are a number of factors that contribute to an excess buildup of heat and in this article, we’ll explain some of these issues.
Hydraulic fluid viscosity refers to the thickness or “resistance to pouring” of your hydraulic fluid. This is very important to the correct operation of your pump. The fluid not only transmits the power that moves your drives and actuators. It also lubricates internal components and removes heat from the system. Hydraulic fluid is designed to operate at a specific temperature range. As it heats, it becomes thinner and eventually it will lose the ability to lubricate moving parts. The increased friction may cause the pump to heat up, and naturally increased wear will be taking place when this is happening. On the other hand, hydraulic fluid that is too thick flows less efficiently within the system, which also results in heat buildup.
Fluid that is contaminated with dirt, debris, water and other impurities may cause heat build up in a few ways. Blocked fluid filters, pipes and strainers place undue load on the pump or even lead to pressure drops on the back side of filters that cause cavitation.
Low fluid levels can result in a condition in which not enough flow is reaching the critical hydraulic components and moving parts. This is known as oil starvation and just like running your car without oil, it will increase metal-on-metal friction and lead to increased heat and wear. Oil starvation can also be caused by clogged hydraulic filters, incorrect fluid reservoir design.
Cavitation is the rapid formation and implosion of air cavities in the hydraulic fluid. When these air cavities collapse under pressure, they generate a lot of heat. In fact, temperatures can reach up to 2700 degrees C at the point of implosion! Not only does cavitation compromise the lubrication properties of the oil, the excessive heat that is generated is extremely damaging to the hydraulic pump and the system as a whole. Attacking hoses and seals and causing metal components to expand and wear.
This happens when air makes its way into the system via air leaks at points like pump seals, and pipe fittings. And what happens next in a hydraulic system? Compression! Air generates heat when compressed, which naturally leads to an increase in temperature if left untreated. In extreme circumstances it can also lead to ‘hydraulic dieseling’ whereby compressed air bubbles actually explode in the same process that powers diesel engines. This is not good and leads to degradation of the fluid and damage to system components through loss of lubrication and burning of seals.
As pumps wear, the internal leakage or “slippage” increases. Essentially, fluid is able to make its way past tight fitting components, which reduces the efficiency of the pump, but in addition, as this occurs, fluid moves from a high pressure to a low pressure without doing any mechanical work, since according to the laws of physics energy cannot be destroyed, it is instead converted into heat.
A build-up of excessive heat is a symptom of hydraulic pump problems, but it is far from the only signal that there may be something wrong. There are other important warning signs that you should pay attention to. These include unusual noises, pressure problems and flow problems. Each of these symptoms provide clues about any potential pump problems that need to be addressed - so it’s important to familiarise yourself with all of these issues. To help, we’ve created a downloadable troubleshooting guide containing more information about each of these issues. So that you can keep your system up and running and avoid unplanned downtime. Download ithere.

Hydraulic pumps generate heat while they run. However, hydraulic fluid temperature should never exceed180 degreesF (82 degrees C) under normal working conditions. If your hydraulic pump temperature rises above this, then that is a sign that your pump is likely overheating. One of the most common causes of hydraulic system failure is a hydraulic pump that runs too hot or overheats.
When a hydraulic pump runs at a too-high temperature for too long, it can ultimately lead to pump failure. Once a hydraulic pump begins to fail, it can potentially damage the entire hydraulic system by sending contaminants and debris into the system that can damage its other components.
In addition, when some hydraulic fluids are subject to high temperatures, they can thin and lose their viscosity. When hydraulic fluid is too thin, it is much more likely to leak, and fluid that has lost its viscosity cannot lubricate your pump properly. Extremely hot fluid can also damage pump seals, further increasing the chance of a pump leak.
Some hydraulic fluids thicken and oxidize when exposed to high heat instead of thinning. When hydraulic fluids are too thick, they can restrict flow throughout the entire hydraulic system, which leads to your system heating up even further.
The sooner you determine why your hydraulic pump is running hot and repair the cause of the problem, the less likely your hydraulic system will develop irreversible damage or fail completely.
Hydraulic pumps overheat for many reasons. Just a few of the most common causes of hydraulic pump overheating include: Contaminated hydraulic fluid. When fluid has debris and dirt, contaminant particles can quickly build up on hydraulic system filters, leading to filter clogs. Your pump has to work harder to pump fluid through clogged filters, which leads to overheating.
Aeration. Air leaks at seals and fittings on your hydraulic system components can lead to air entering your system and forming bubbles in your fluid. Air bubbles generate heat when your system compresses them and then pass this heat into the surrounding fluid, overheating it.
Low reservoir fluid. Since your hydraulic system releases some of the heat it creates into reservoir fluid, a low reservoir fluid level can contribute to overheating.
Blocked or damaged heat exchanger. This component is also an important part of your hydraulic pump"s cooling system. If it is blocked or damaged, then it cannot help remove heat from your pump properly.
Once your hydraulic pump beings overheating, you need to find the cause of the problem and repair it. That way, your pump can begin operating within its ideal temperature range again.
If your pump overheats due to fluid contamination, then either remove all contaminants from existing fluid or remove the current contaminated fluid from the system and add fresh fluid. Be sure to filter all fresh hydraulic fluid before you add it to your system because even this fresh fluid can contain contaminants. Also, replace your fluid filters on a regular basis to prevent the overheating that can occur when these filters become blocked with debris.
If air has entered your system through leaky seals and fittings, then have a hydraulic system repair expert inspect and replace or tighten these fittings. Have a hydraulic system repair expert also look at heat exchanger damage to determine if the exchanger needs repairing or replacing.
Finally, be sure to check your system"s reservoir fluid level on a regular basis. Add new fluid when necessary to help this reservoir perform its important task of helping to keep your pump cool.
Your hydraulic pump should always operate within its ideal temperature range. If your pump is running hot, then contact the hydraulic pump experts at Quad Fluid Dynamics, Inc., forhydraulic pump diagnosis and repairtoday.

You can use multiple different upgrades and tuning methods on hydraulic systems. Many users will invest in upgrades that promise more flow and speed. The issue with these upgrades is that they"re not always fit for the hydraulic systems they"re applied to.
Since everything needs to stay in balance, you must make sure your upgrades match the entirety of your hydraulic system. For example, a higher flow pump can help give increased capabilities to a hydraulic system, but did you also check to see if the system"s hoses and piping can handle that increase in flow?
The increased flow can hit your smaller hoses hard and require more pressure just to get through them. This goes for any part of the hydraulic system that isn"t readily capable of handling more flow.
If a component becomes a flow throttle, the increase in pressure at the site can cause an overall pressure drop in the system. Also, the energy required to force flow will directly translate to an increase in heat, which lowers the systems efficiency and effectiveness.
When you make upgrades, also ascertain if you need to change other components. In the example of the higher flow pump, you can simply increase your hose size, and that makes all the difference.
When hydraulic oil is getting overheated, there could be several common causes that also cause the system to overheat. First, it is crucial to understand the type of hydraulic system you are using to begin troubleshooting why the system is overheating.
The first cause of hydraulic oil overheating is when the hydraulic equipment system parts and components are nearing the end of their useful lifespans. As they degrade, due to increased internal leakage, they have to work harder to maintain the desired system pressure.
For example, your hydraulic pump is wearing out and needs to be replaced. Due to internal wear pressurised fluid escapes from the high pressure side to the low pressure side generating heat increasing the temperature of the hydraulic fluid and causing circuit overheating.
It is understood that you may want to make system upgrades or changes to customize the system to reflect your specific needs. However, when you do not consider the entire system, it can cause the system to work hard, give off more heat, and increase hydraulic oil temperatures, leading to circuit overheating.
For instance, you may want to increase the fluid flow rate through the system. However, you did not account for the size of hoses and tubing to accommodate the higher flow rates. As a result, the system has to work hard to force the increased flow rates through incompatible hoses and tubes, resulting in more heat generation and fluid overheating.
Tweaking your hydraulic system is perfectly acceptable to optimize its performance. However, where many people go wrong is they only adjust one part of the system and fail to think about how the adjustment will impact other parts of the system.
For example, suppose you make an adjustment to the pump compensator and increase the pressure yet fail to also make a similar adjustment to the relief valve. In this instance the relief valve will blow off more frequently generating more heat and therefore increasing the circuit fluid temperature.
Every component in a hydraulic system imposes a load on the pump, this is referred to as the pressure drop across the particular component. The figure will vary depending upon the flow rate and the energy lost from the fluid due to the pressure drop is converted into heat. If the overall pressure drop across all the components in the circuit unexpectedly increases so the heat generated across the circuit will also increase.
If the fluid is not cooled to compensate for this the fluid temperature continues to increase as the other parts and components generate excessive heat.
If there is dirt, sludge, debris, or water in the hydraulic fluid, the system will generate more heat as it attempts to compensate for the contaminants and push the fluid through the system. Therefore, it is always vital to check your fluid for contamination and change it and or improve fluid filtration when required.
After troubleshooting overheating problems, if you have determined it is not due to the four common causes mentioned above, then there are two general ways you can resolve fluid overheating problems. You can either increase the reservoir capacity to dissipate heat or decrease the amount of heat being generated by the system.
Another way to increase the heat dissipation is to inspect the current heat exchangers, if they are being used, and make the appropriate adjustments. In some cases, you may want to install additional heat exchangers to help reduce the fluid temperature.
In addition, check the airflow around the reservoir as the higher the airflow the more efficiently the reservoir radiates the heat from the fluid held inside it.
To find hydraulic parts, components, and accessories to help you resolve hydraulic oil overheating problems, or if you require assistance in troubleshooting system overheating, please feel free to contact White House Products, Ltd. at +44 (0) 1475 742500 today!

Overheating ranks No. 2 in the list of most common problems with hydraulic equipment. Unlike leaks, which rank No. 1, the causes of overheating and its remedies are often not well understood by maintenance personnel
Heating of hydraulic fluid in operation is caused by inefficiencies. Inefficiencies result in losses of input power, which are converted to heat. A hydraulic system’s heat load is equal to the total power lost (PL) through inefficiencies and can be expressed as:
If the total input power lost to heat is greater than the heat dissipated, the hydraulic system will eventually overheat. Installed cooling capacity typically ranges between 25 and 40 percent of input power, depending on the type of hydraulic system.
How hot is too hot? Hydraulic fluid temperatures above 180°F (82°C) damage most seal compounds and accelerate degradation of the oil. While the operation of any hydraulic system at temperatures above 180°F should be avoided, fluid temperature is too high when viscosity falls below the optimum value for the hydraulic system’s components. This can occur well below 180°F, depending on the fluid’s viscosity grade.
To achieve stable fluid temperature, a hydraulic system’s capacity to dissipate heat must exceed its heat load. For example, a system with continuous input power of 100 kW and an efficiency of 80 percent needs to be capable of dissipating a heat load of at least 20 kW. Assuming this system has a designed cooling capacity of 25 kW, anything that increases heat load above 25 kW or reduces the cooling system’s capacity below 25 kW will cause the system to overheat.
Consider this example. I was recently asked to investigate and solve an overheating problem in a mobile application. The hydraulic system was comprised of a diesel-hydraulic power unit, which was being used to power a pipe-cutting saw. The saw was designed for sub-sea use and was connected to the hydraulic power unit on the surface via a 710-foot umbilical. The operating requirements for the saw were 24 GPM at 3,000 PSI.
The hydraulic power unit had a continuous power rating of 37 kW and was fitted with an air-blast heat exchanger. The exchanger was capable of dissipating 10 kW of heat under ambient conditions or 27 percent of available input power (10/37 x 100 = 27). The performance of all cooling circuit components were checked and found to be operating within design limits.
At this point it, was clear that the overheating problem was being caused by excessive heat load. Concerned about the length of the umbilical, I calculated its pressure drop. The theoretical pressure drop across 710 feet of ¾-inch pressure hose at 24 GPM is 800 PSI. The pressure drop across the same length of 1-inch return hose is 200 PSI. The theoretical heat load produced by the pressure drop across the umbilical of 1,000 PSI (800 + 200 = 1,000) was 10.35 kW. This meant that the heat load of the umbilical was 0.35 kW more than the heat dissipation capacity of the hydraulic system’s heat exchanger. This, when combined with the system’s normal heat load (inefficiencies) was causing the hydraulic system to overheat.
Hydraulic systems dissipate heat through the reservoir. Therefore, check the reservoir fluid level and if low, fill to the correct level. Check that there are no obstructions to airflow around the reservoir, such as a buildup of dirt or debris.
Inspect the heat exchanger and ensure that the core is not blocked. The ability of the heat exchanger to dissipate heat is dependent on the flow-rate and temperature of both the hydraulic fluid and the cooling air or water circulating through the exchanger. Check the performance of all cooling circuit components and replace as necessary.
An infrared thermometer can be used to check the performance of a heat exchanger, provided the design flow-rate of hydraulic fluid through the exchanger is known. To do this, measure the temperature of the oil entering and exiting the exchanger and substitute the values in the following formula:
For example, if the measured temperature drop across the exchanger is 4ºC and the design oil flow-rate is 90 L/min, the exchanger is dissipating 10 kW of heat. Relating this to a system with a continuous input power of 100 kW, the exchanger is dissipating 10 percent of input power. If the system is overheating, it means that either there is a problem in the cooling circuit or the capacity of the exchanger is insufficient for the ambient operating conditions.
On the other hand, if the measured temperature drop across the exchanger is 10ºC and the design oil flow-rate is 90 L/min, the exchanger is dissipating 26 kW of heat. Relating this to a system with a continuous input power of 100 kW, the exchanger is dissipating 26 percent of input power. If the system is overheating, this means that the efficiency of the system has fallen below 74 percent.
Where there is a pressure drop, heat is generated. This means that any component in the system that has abnormal, internal leakage will increase the heat load on the system and can cause the system to overheat. This could be anything from a cylinder that is leaking high-pressure fluid past its piston seal, to an incorrectly adjusted relief valve. Identify and change-out any heat-generating components.
A common cause of heat generation in closed center circuits is the setting of relief valves below, or too close to, the pressure setting of the variable-displacement pump’s pressure compensator. This prevents system pressure from reaching the setting of the pressure compensator. Instead of pump displacement reducing to zero, the pump continues to produce flow, which passes over the relief valve, generating heat. To prevent this problem in closed center circuits, the pressure setting of the relief valve(s) should be 250 PSI above the pressure setting of the pump’s pressure compensator (Figure 1).
Continuing to operate a hydraulic system when the fluid is over-temperature is similar to operating an internal combustion engine with high coolant temperature. Damage is guaranteed. Therefore, whenever a hydraulic system starts to overheat, shut it down, identify the cause and fix it.
Brendan Casey has more than 20 years experience in the maintenance, repair and overhaul of mobile and industrial equipment. For more information on reducing the operating cost and increasing the...

Based on polls I’ve conducted with my Hydraulics Pro Club members over the years, overheating ranks number two in the list of most common problems with hydraulic equipment. But unlike leaks, which rank number one, the causes of overheating and its remedies are often not as well understood. With the northern summer rapidly approaching, now is a good time for a little revision.
Heating of hydraulic fluid in operation is caused by inefficiencies. Inefficiencies result in losses of input power, which are converted to heat. A hydraulic system’s heat load is equal to the total power lost (PL) through inefficiencies and can be expressed as PLtotal = PLpump + PLvalves + PLconductors + PLactuators.
If the total input power lost to heat is greater than the heat dissipated, the hydraulic system will eventually overheat. Installed cooling capacity typically ranges between 25% and 50% of continuous input power, depending on the type of hydraulic system and its application.
Hydraulic fluid temperatures above 82°C (180°F) damage most seal compounds and accelerate degradation of the oil. While the operation of any hydraulic system at temperatures above 82°C should be avoided, as I explained in my previous column, fluid temperature is too high when viscosity falls below the optimum value for the hydraulic system’s components. This can occur well below 82°C, depending on the fluid’s viscosity grade (weight).
To achieve stable fluid temperature, a hydraulic system’s capacity to dissipate heat must exceed its heat load. For example, a system with continuous input power of 100 kW and an efficiency of 80% needs to be capable of dissipating a heat load of at least 20 kW. Assuming this system has an installed cooling capacity of 25kW, anything that increases heat load above 25 kW or reduces the cooling system’s capacity below 25kW will cause the system to overheat.
Consider this example. I was asked to investigate and solve an overheating problem in a mobile application. The hydraulic system comprised a diesel-hydraulic power unit, which was being used to power a pipe-cutting saw. The saw was designed for sub-sea use and was connected to the hydraulic power unit on the surface via a 710-ft umbilical. The operating requirements for the saw were 24 gpm at 3,000 psi.
The hydraulic power unit had a continuous power rating of 37 kW and was fitted with an air-blast heat exchanger. The exchanger was capable of dissipating 10 kW of heat at the prevailing ambient conditions at the work site or 27% of available input power (10/37 x 100 = 27). The performance of all cooling circuit components were checked and found to be operating within design limits.
At this point it was clear that the overheating problem was caused by excessive heat load. Concerned about the length of the umbilical, I calculated its pressure drop. The theoretical pressure drop across 710 feet of 3/4″ pressure hose at 24 gpm is 800 psi. The pressure drop across the same length of 1″ return hose is 200 psi. The theoretical heat load produced by the pressure drop across the umbilical of 1,000 psi (800 + 200 = 1,000) was 10.35 kW. This meant that the heat load of the umbilical was 0.35 kW more than the heat dissipation capacity of the hydraulic system’s heat exchanger. This, when combined with the system’s normal heat load (inefficiencies), was causing the hydraulic system to overheat.
Hydraulic systems dissipate heat, albeit a relatively small amount, through the reservoir. Therefore, check the reservoir fluid level and, if low, fill to the correct level. Check that there are no obstructions to airflow around the reservoir, such as a build-up of dirt or debris.
As the long-umbilical story above illustrates, where there is a pressure drop, heat is generated. This means that any component in the system that has abnormal internal leakage will increase the heat load on the system and can cause the system to overheat. This could be anything from a cylinder that is leaking high-pressure fluid past its piston seal to an incorrectly adjusted relief valve. So identify and change-out any heat-generating components.
A common cause of heat generation in closed-center circuits is the setting of relief valves below, or too close to, the pressure setting of the variable-displacement pump’s pressure compensator. This prevents system pressure from reaching the setting of the pressure compensator. Instead of pump displacement reducing to zero, the pump continues to produce flow, which passes over the relief valve, generating heat. To prevent this problem in closed-center circuits, the pressure setting of the relief valve(s) should be 250 psi above the pressure setting of the pump’s pressure compensator (Fig. 1).
Continuing to operate a hydraulic system when the fluid is over-temperature is similar to operating an internal combustion engine with high coolant temperature. Damage is guaranteed. Therefore, whenever a hydraulic system starts to overheat, shut it down, identify the cause, and fix it.
Brendan Casey is the founder of HydraulicSupermarket.com and the author of Insider Secrets to Hydraulics,Preventing Hydraulic Failures, HydraulicsMade Easy and Advanced Hydraulic Control.A fluid power specialist with an MBA, he has more than 20 years experience in the design, maintenance and repair of mobile and industrial hydraulic equipment. Visit his Web site: www.HydraulicSupermarket.com.

Hot hydraulic fluid can be one of the causes of an overheating final drive motor. If your hydraulic fluid is running at a higher than normal temperature then it can cause problems for your entire hydraulic system. In this Shop Talk Blog post, we are going to talk about what can cause hydraulic fluid to overheat.
Another potential source of problems is a relief valve. If a relief valve fails or is out of adjustment, it can affect the system pressure. Changes in system pressure, as we just discussed, can also affect the temperature of the hydraulic fluid.
If you use the wrong type of hydraulic fluid for your machine, that, too, can cause the fluid to overheat. If that’s the case, then you need to replace the hydraulic fluid to fully address the problem.
If the oil cooler gets dirty or becomes plugged, that can also cause hydraulic fluid to run too hot. The solution to this problem is to take some time to clean off the oil cooler fins. Another potential source of problems is the cooling fan. If it is damaged, or if the fan belt isn’t at a right tension, then it can be the source of hot hydraulic fluid.
Another source of overheating lies in the level of your hydraulic fluid. If your reservoir is low on hydraulic fluid, that can cause the fluid that is in the system to overheat. However, that points to another problem: a leak somewhere. Don’t just top off the hydraulic fluid level, but also check for leaks that could be responsible for a low level of fluid.
If your hydraulic system is running too hot, then you need to track down the source of the problem. Hot hydraulic fluid will lead to damage and is a sign that something is wrong and needs to be addressed. If left unaddressed, then expensive issues and unnecessary downtime are bound to be the results.
is your partner in providing new or remanufactured final drive hydraulic motors from a single mini-excavator to a fleet of heavy equipment. Call today so we can find the right final drive or hydraulic component for you, or check out our online store to.

Whether you have a welded rod cylinder or telescopic cylinder, chances are you already know how destructive cylinder issues like fluid leaks can be. While leaks are known to cause cylinder issues, system overheating can be less obvious but just as pervasive. Hydraulic system overheating problems can be caused by different factors, including high heat hydraulic oil temperatures as well as system design pressure issues.
Hydraulic system heat contamination issues can be caused by different factors. With heat loading issues occurring from different sources, it is important to determine the correct cause of overheating for your hydraulic system. Common causes of hydraulic system overheating include:
Hydraulic fluid temperatures should stay within operating norms. Elevated or hot hydraulic oil can increase the chance of a system breakdown. High heat on hydraulic oil can increase oxidation, decreasing the oil’s performance and ability to maintain proper temperatures.
Higher hydraulic fluid temperatures can also create low viscosity issues. Maintaining normal viscosity levels allows your hydraulic system to function without added concerns about pump and valve wear and damage due to low viscosity.
Lack of fluid flow throughout your hydraulic system can cause motor issues as well as pump malfunctions and failure. Damage to your motor or pumps can require repair or component replacement.
When systems have component repair or replacement, there can often be incorrect upgrades or adjustments that adversely affect your system’s operating temperature.
Pressure issues can cause lack of fluid flow through your system. Pressure drop can occur due to lack of fluid flow through your system, resulting in higher operating temperatures and overheating.
While system damage from heat load can occur at any time, there are ways you can reduce and minimize system overheating. Troubleshooting tips for preventing hydraulic system overheating include:
Need performance-built replacement hydraulic cylinders or components? HCI stocks a wide inventory of high-performance hydraulic cylinders and component parts. We also design custom hydraulic cylinders manufactured with American-made machined parts. Contact us to discuss your hydraulic requirements with us today.
Is it really possible to design reliability into a hydraulic system? Let’s consider one of oldest problems that plague many hydraulic system designers, reliability engineers and maintenance technicians. They ask, "My hydraulic system is running hot—what’s causing that?"
First, we must understand that hydraulic horsepower either goes to work as energy or is wasted energy in the form of heat. If a hydraulic system is designed to be efficient and is operated and maintained properly, it won’t get hot.
There must be a pressure drop for oil to flow in a hydraulic system. However, there are certain pressure drops that are unnecessary and create a given amount of heat. If you look at the pressure drop for a half-inch standard 90-degree fitting with a 22.10-psi drop per fitting and then compare that to the pressure drop of a long-radius 90-degree fitting, it is significantly less at 2.98 psi drop per fitting.
With a 22.10-psi drop multiplied by 25 gallons/minute (gpm), divided by a 1,714-psi constant, you get 0.322 wasted horsepower. Multiply that by 2,545 Btus/hour per 1 hp, or by 819.5 Btus per hour of heat that will be generated as a result of using this type of fitting.
If you think that is insignificant, go out and count the 90-degree fittings in one of your circuits. I think you will be surprised at the amount of heat being generated for no apparent reason. If your circuit had 20 of the 90-degree fittings, that would generate 16,390 Btus of heat that your system was not designed to eliminate.
At this point, many clients ask for a heat exchanger to "mask" the real problem of a system that wasn’t designed properly. If you really think about it, you are paying extra money to produce this additional heat, and then paying more money to eliminate it with a cooling device. What you are paying for is the expenses of extra horsepower for an air-type cooler, the cost of treating the water with a water-type cooler, plus installation and maintenance.
With a 2.98-psi drop multiplied by 25 gpm divided by the 1,714-psi constant, you get 0.043 wasted horsepower. Multiply that by 2,545 Btus/hour per 1 hp, and you get 109.4 Btus per hour of heat generated as a result of using the long-radius fitting.
How much is that costing you per year in dollars? As a general rule, at 440 V, a three-phase motor draws 1.25 amp per horsepower. For this example, let’s assume our power factor (pf) is 1.0 and our plant is in Florida, where the average commercial electricity rate is $9.66/kWh.
With the standard 90-degree fitting, you’re wasting 6.4 hp multiplied by 1.25 amps per horsepower for a 440 V electric motor, or 8 amps. At more than 8,760 hours of operation per year, you’d wind up with 53,345 kWh per year. And at $0.0966/kWh, that comes to $5,153.11/year per fitting.
With the long-radius 90-degree fitting, you’re wasting 1.07 amps. Over the same 8,760 hours of operation, that’s 7095.95 kWh/year, or just $685.43/year per fitting.
Paul Craven, CFPHS, manages one of Motion Industries’ repair shops. He is a fluid power specialist and is certified by the International Fluid Power Society as a fluid power hydraulic specialist. For more information, go to www.motionindustries.com.
Do you have experience and expertise with the topics mentioned in this content? You should consider contributing to our CFE Media editorial team and getting the recognition you and your company deserve. Click here to start this process.

The hydraulic pumps on construction equipment are critical components of the machines and even though they are often designed to work under vigorous and intense conditions, no pump will last forever. Discovering a problematic pump can be complicated as the effects might seem to originate in other connected parts, and, if failures are gradual, the cascading effects of a pump failure can spread throughout a machine.
To help in your diagnosis — and with a small dash of preventive maintenance — we’ve put together this basic, short list of common pump problems and their causes.
Not every hydraulic pump on a machine is simple to inspect, but this Volvo main hydraulic pump on a EC220B-LC excavator sits behind a quick access door so an operator can check it often.
A failing hydraulic pump can be a long and subtle process, a sudden and catastrophic calamity, and all shades in-between, but often a perceptive operator will notice the signs of a pump failure in advance. It might take a few minutes of stopping and inspecting, but knowing what to watch for and taking the time to inspect your hydraulic pumps can often pay off in the long run and lead to fast and simple fixes, instead of prolonged and labor-intensive downtimes.
A hydraulic pump is often secured behind a door or guard or integrated deeply into the body of a machine, but taking the time to inspect the pump for the presence of oil (or oil and dirt clumping) can lead to the early discovery of problems. If the issue is simply a loose connection, a quick tightening can often stop a small issue from growing.
Since a hydraulic pump has both seals to prevent fluid from exiting the pump and also fluid from prematurely entering from one chamber to the next, failing seals can be both internal and external. Spotting an exterior leak is, of course, simpler, but being aware of where seals exist inside the pump can also help you diagnose a failing internal seal.
The most frequently noticed indication of a failing pump is often the start of a new sound coming from the hydraulic pump. An experienced operator will often immediately know and recognize a pump that is indicating issues through sounds, but for many it can be harder to pinpoint.
A problem with a pump can cause it to simply become louder in its operations, develop a whining sound, or even create a knocking sound. The sounds can indicate a number of problems, but often the cause is either cavitation or aeration in the pump.
Over long spans of work and under intense conditions, a hydraulic pump will often heat up, but excessive heating is often a sign of internal issues in the hydraulic pump. Checking a hydraulic pump for excess heat should always be done with safety in mind and with a secure machine and proper protective equipment. Periodically ensuring a hydraulic pump isn’t overheating allows an operator to discover if the pump is under undue strain and on a path to failure.
Overheating in a hydraulic pump can also cause fluid to thin, cause internal components to more rapidly degrade, and introduce dangerous working conditions to the machine. Overheating in a pump is both a sign of current trouble and a cause of other growing problems.
Unexpected and non-fluid movement of parts can be caused by issues with the hydraulic pump, but since the culprit can be a number of other parts in the system, diagnosing pump issues from these movements isn’t always simple. Still, if you do notice non-uniform movements in your machine, taking time to rule out the hydraulic pump is important.
A main hydraulic pump, like this one from a Komatsu PC400LC-6 excavator, comes with a working life and will need to be replaced or rebuilt at some time. This one is fresh from an H&R Recon and Rebuild shop and is headed to a customer.
Knowing some of the common causes of hydraulic pump failures is a proven way of proactively discovering developing issues and correcting them before they become disastrous to the pump and the machine.
The internals of a hydraulic pump are designed to work with fluid that meets exacting specifications. When hydraulic fluid is contaminated it can lead to issues developing in the pump, force the pump to work harder, and cause the pump to work erratically. One common culprit for contamination is water, and it can quickly lead to increased corrosion, changes in viscosity that lead to inefficiencies, and the inability to properly regulate heat in the pump.
Other debris, either introduced from outside or from the degradation of internal elements, can also lead to issues in the pump and signal failing seals or other parts.
A hydraulic pump is often containing a high level of pressure and as this pressure exerts force on seals in the pump, the seals can begin to leak or fail. Even minor leaks in seals can lead to loss of fluid and create issues in the system. Leaks can be both external and internal. For an internal leak, fluid will move from one part of the pump to another in unintended ways and force inefficiencies into the pump as it has to work harder to compensate.
While many hydraulic pumps are built to stand up to tough and continuous working conditions, every hydraulic pump is designed with an upper limit. Every time a hydraulic pump is subjected to overpressuring and overloading beyond what the manufacturer has specified, the pump is more prone to damage.
All hydraulic oil has a defined amount of air dissolved in it, but increases to this amount can lead to inefficiencies in the pump and force the pump to work harder or erratically. An increase in air can also happen inside the pump and create similar problems. Even though the pump and hydraulic system have mechanisms in place to regulate air in the system, if excess air is introduced the system should be returned to a balanced system before prolonged use of the pump.
The hydraulic system on a construction equipment machine is designed to work within defined parameters. Operating a machine with too little oil or too much oil for even the briefest amount of time can cause the pump to overwork, lead to increases in working temperatures, or create conditions for non-uniform movement. The exact type of oil used — matched to the machine and the working environment — can also impact how the hydraulic pump operates.
A simple and well-practiced maintenance plan can help prevent issues from developing and even discover issues early, leading to shorter and less costly downtimes.
The operator’s guide of your machine will define the hydraulic oil change schedule and adhering to that schedule can extend the life of your hydraulic pump. When oil is changed, take time to examine the spent oil for signs of debris
The operator’s guide of your machine will indicate the correct oil to use in your machine, but operators should also be aware of the conditions they are working under and be mindful if oil should be updated to match those conditions.
Keeping a pump on a hard-working machine looking new every day is nearly impossible, but routinely peeling back dirt, grime, and oil can help catch issues early.
No one wants to take a machine out of work for cleaning, but keeping the machine clean and ensuring pumps are not covered in mud, dirt, or other debris can allow them to be inspected more easily and avoid contamination and overheating.
The hydraulic hoses connected to a hydraulic pump can wear out over time and ensuring they are well-maintained can help you avoid the introduction of debris and even catastrophic issues in the case of sudden failures.
If a hydraulic pump fails on your machine, taking time to ensure you properly diagnose why and how the failure occurred will help you avoid repeating the failure with your replacement pump. Even if the pump failed simply from prolonged use and age, taking time to confirm that can lead to insights about how to extend the life of the next pump.
A hydraulic pump on an excavator, wheel loader, dozer, or articulated truck can be an often ignored component of the machine — until it starts to act up and cause issues. If problems have brought a pump to the forefront of your mind, hopefully, this short guide has helped simplify your pump problem solving.
If you find yourself in need of a replacement hydraulic pump, our Parts Specialists are always here to help. As a supplier of new, used, and rebuilt hydraulic pumps and with our deep inventory of parts, our Parts Specialists can often find the perfect solution to get a customer back up and running quickly. Simplify your search and give them a call.
Don"t see what you are looking for? With access to specialized search tools and our extensive vendor network, our parts specialists are here to search for you and to connect you to your parts, fast and simple.
The look and design of a hydraulic pump is customized to fit the machine and the available space. This main hydraulic pump is freshly reconditioned from a Kobelco SK160LC-VI excavator.
Hydraulic pumps come in a wide range of shapes and sizes. This large Volvo main hydraulic pump requires assistive overhead cranes and forklifts to move around the warehouse.
This article is part of the H&R Construction Equipment Parts How To series, designed to give readers and viewers a brief glimpse of the work of our Recon and Rebuild team or to provide basic maintenance and help tips. Whether you’re rolling up your sleeves and about to get your hands greasy or you’re just looking for a better understanding of a part, please practice proper safety protocols and understand this is only a basic guide. Consult a trained professional before performing any unfamiliar tasks.

If you have forklifts or other hydraulic equipment, you know how important it is to keep up on regular maintenance. However, even the most consistently-maintained machinery may eventually develop problems. One of the most common issues that arises in forklifts is overheating fluids. The overheating of hydraulic fluid can be caused by a number of things, and it can result in major issues for your machinery. It’s important to understand why fluid overheats, what kind of effects it can have on your machinery and what you can do to resolve this problem. Read on for more information from a forklift dealer in Abilene, TX.
Put simply, hydraulic systems overheat as a result of inefficient operation. When the power that is input in your system can’t be used to effectively promote mechanical function, that power is lost as heat. Your forklift’s hydraulic system is designed to dissipate much of this extra heat, but sometimes the heat that’s put off due to inefficient operation is greater than what the system is capable of handling. When this happens, you get overheated hydraulic fluid.
When hydraulic fluids reach temperatures of 180°F or more, they start to damage your system components. At this temperature, seal compounds start to break down and your oil will degrade at a much faster rate. There are short-term and long-term effects of a habitually overheating hydraulic system. Systems that frequently overheat have lower performance and decreased longevity.
The good news is that there are things that you can do to address an overheating hydraulic system. To solve the problem, you should focus either on increasing heat dissipation or decreasing the heat load, both of which will result in a decreased likelihood of overheating. To optimize heat dissipation, check the reservoir fluid level in your forklift. Top off this fluid level and then clean your system to clear away any obstructions that might be inhibiting proper airflow.
To decrease the heat load of your hydraulic system, you should inspect the condition of all of your system components. Any small leaks or inefficient parts could be contributing to a higher heat output that puts more strain on your hydraulic system. Identify leaks, aging and wear, and switch out old parts for new ones from a forklift dealer in Abilene, TX. You should also invest in regular service and maintenance for your forklift to promote effective operation. A forklift technician may be able to identify additional issues that might be contributing to overheating concerns.
Resolving issues with your forklift isn’t always easy, and that’s why the team at V-Bar Equipment Company is here to help. Our locally owned company has been serving the community since 1993 with forklift sales, rentals, repairs, maintenance and parts. We are proud to staff an expert team that has extensive knowledge, training and experience dealing with a wide variety of forklift models and mechanical issues. Regardless of your specific concerns, we would be more than happy to help. Simply give us a call today to find out more and to schedule an appointment.

Everyone knows that contamination can be catastrophic to a hydraulic system. But heat can also be detrimental to hydraulic fluid and the components within that system.
Heat contamination reduces oil viscosity, which in turn reduces the fluid’s ability to lubricate components. This thinning of the oil causes surface-on-surface wear. Without proper viscosity levels, as components rub against each other — such as a wear plate and the slippers on a piston pump — they wear at accelerated rates.
This wearing also softens metals, which in turn increases the rate of wear. For example, anywhere there’s metal rubbing on and near to other pieces of metal (even if it’s two different materials such as bronze or stainless) as the metal heats up, it becomes softer and it wears away more quickly. This problem is exacerbated if other forms of contamination are present.
Additionally, heat can break down system seals. As they break down, flecks of rubber can enter the system, causing internal contamination. And, if a seal fails, external contamination will easily enter through cylinder rods.
Heat enters a hydraulic system in multiple ways. One culprit is ambient heat. For example, you may have a blast furnace dipping molten metal into a ladle. It is imperative that the hydraulic actuators and the oil used within them are designed for that type of environment.
Another thing to be aware of is internally generated heat; this often is generated from piston pumps, inefficient gear pumps or friction created by other internal components. For example, while useful in specific applications, low-speed, high-torque motors may only have a 60-70% efficiency rating. This means 30 to 40% of the system energy is wasted as pure heat. This internal heat reduces lubrication, increasing friction and reducing lubricity. This may eventually cause the motor to wear out.
So how to do you filter out or remove heat from a system? First, you should try to design a system that doesn’t create it in the first place. Second, in regular maintenance, always keep an eye on the reservoir levels. You should have three times the pump capacity available in the reservoir. Ensure also that the reservoir is clean and not near heat sources (such as direct sunlight or machines that generate heat).
Finally, if there is any device that could be considered a heat filter, it would be a cooler or heat exchanger, which uses water or air to bring hydraulic fluid temperature down. Several types exist.
The first is a shell and tube heat exchanger, in which coolant water flows through internal system ports and tubing while the warmer hydraulic fluid circulates through others. The heat is transferred from one fluid to the other, thus bringing the overall fluid temperature down.
Air coolers can also be used. While not as effective, they are sufficient and often easier to use. These use a fan and radiator-type cooler, and often can be driven by hydraulic motors, simply to force cold air over the hot fluid inside.

Hydraulic systems are crucial to the operation of many aspects of modern life, from massive plants that depend on hydraulics to manufacture parts to the hydraulic system that powers a local garbage truck. As massive and powerful as these systems may be, they do have a proverbial Achilles heel: temperature extremes. Both low and high temperatures can affect the performance and efficiency of hydraulic systems, both large and small. If your system is not performing as expected, perhaps it is an issue with temperature that needs to be investigated and addressed.
When most people think of the effects of temperature on hydraulics, their immediate thought is heat; however, cold temperatures can have a devastating effect on hydraulic systems as well. Such sub-optimal operating temperatures can result from well-below-freezing ambient temperatures or the operation of a hydraulic system at high-altitude, low-atmospheric conditions. Low-temperature effects can be especially problematic for mobile hydraulic systems found on outdoor equipment during the winter months.
Elastomeric materials like rubber are commonly found on hydraulic systems of all sizes, and rubber (as well as other types of elastomers) is sensitive to cold temperatures and can behave as a brittle material when temperatures drop sufficiently low. When hydraulic equipment is exposed to cold temperatures, rubber components such as seals, fittings, mounts, and hoses can be seriously damaged during operation. It is important to check the condition of exterior rubber components for cracks or tears before starting the system and always have replacement parts on hand for rubber components just in case something is damaged.
Cold temperatures will affect the viscosity of the fluids in your hydraulic system, which means not just the hydraulic fluid but lubricants. Low temperatures will increase the viscosity of hydraulic fluid and oil, which means that it will behave as a thicker fluid. If the viscosity increases too much, the fluid will not behave normally; for example, on startup, oil with a higher than normal viscosity may not distribute evenly around critical parts fast enough to prevent damage. Keep in mind that fluids can actually congeal to the point where they will no longer flow. This will result in starved pumps, cavitation, and lack of lubrication, in turn leading to expensive damage to your hydraulic equipment and the components it is comprised of.
A wise practice is to check the fluids in your hydraulic equipment — including not just the hydraulic fluid but also engine fluid and transmission fluid — before starting it up. You are not checking the levels, but rather checking the viscosity: if the fluid is too thick to drip off the end of the dipstick, it is too viscous to function properly. Trying to run your system in that condition will seriously damage it. This increase in viscosity is also why it is important to give your hydraulic equipment a chance to warm up before use. Start up the equipment and let it idle in order to warm up the hydraulic system and the fluids that it depends on before you put the equipment to work.
In general, it is important to make sure the fluids used in the system are appropriate for the expected temperatures, taking into account atmospheric pressure if high altitude conditions are involved. Manufacturer guidance should be sought if there is any question as to what type of fluids are appropriate in cold temperatures.
When hydraulic fluids and lubricants are exposed to high temperatures for extended periods of time, the fluids will begin to experience permanent deterioration and a severe reduction in viscosity (i.e., the fluid will be much thinner and less viscous). The deterioration of hydraulic fluid leads to oxidation (in fact, the oxidation rate itself significantly increases with temperature) and the formation of problematic sludge. At the same time, the fluid will experience chemical reactions between degrading additives, all of which seriously compromise the performance of the fluid and the hydraulic system as a whole.
The reduced viscosity can render lubricants and hydraulic oil useless when it comes to protecting components through reducing friction, preventing abrasive damage, and minimizing the speed of wear. A change in viscosity also affects the behavior of the hydraulic fluid itself, negatively impacting the performance of the hydraulic system as a whole. Depending on a combination of pressure and temperature, some fluids may actually reach a vapor state — which will obviously lead to damaged systems and components.
While the use of a hydraulic fluid that includes a VI (Viscosity Index) improving additive may alleviate the problem of reduced viscosity in high temperatures, it is vital to remember that extended exposure to high temperatures can cause this very additive to breakdown — meaning that VI improving additives are not an easy solution to the problem. Even more interesting is the fact that extended high-temperature operation can deplete other critical additives, including foam depressants, rust inhibitors, antiwear ingredients, and antioxidants.
As fluid deterioration continues and key additives such as rust inhibitors and antiwear ingredients begin to deplete, then the components within the system (hydraulic motors, pumps, valves) will begin to experience accelerated wear. System performance and efficiency continue to drop and the system will begin generating its own heat. The result is a lethal cycle of damage to your hydraulic system as a whole and the components within. If the accelerated wear is allowed to continue unhindered, then bits of surface metal may begin to wear away, forming flakes and tiny particles that will contaminate the hydraulic fluid and exacerbate the wear.
High temperatures can result from extreme ambient temperature but are more likely to be the result of heat generation within the hydraulic system. Because heat can be so damaging to a hydraulic system, it is important to track down the source of heat generation. Heat generation commonly results from fluid flowing from an area of high pressure to an area of low pressure without any output of mechanical work. One source of such a loss of pressure is friction. High friction in the system will generate heat, and sources can include the following:
Other heat sources can include the compression of aerated fluids, which occurs when the hydraulic fluid is contaminated with air. The compression of aerated fluid within a pump can quickly lead to temperatures around 2000°F.
In some cases, the heat may not be generated by the system itself. If the hydraulic system is operating near a heat source, that could cause problems for the hydraulic system. A lack of proper ventilation can also result in elevated temperatures.
Temperature extremes will affect the performance of your hydraulic system and result in serious (and expensive) damage if nothing is done to either address the temperature issues or protect the system from the effects of the temperature. This is true whether it is a small snowplow operating during extremely cold ambient conditions or a hydraulic system in a manufacturing plant that is generating enough heat to raise its operating temperature beyond recommended limits. The most immediate effect of temperature involves the viscosity of the fluid: cold temperatures will increase fluid viscosity, making it thicker; high temperatures, on the other hand, will decrease the viscosity of the fluid. Such changes in viscosity can quickly lead to permanent damage to the hydraulic system and its components.
Changes in performance can be due to operating temperatures, and addressing those issues for high temperature situations involves some investigative work to determine the source and cause of the heat generation.
As one of our many services, MAC Hydraulics offers on-site maintenance of hydraulic systems and equipment with fully equipped service vehicles and skilled technicians who only work on hydraulics. Our experienced technicians will perform fluid analysis, inspect and replace hydraulic hoses, check fluid levels, replace filters, and perform other necessary maintenance tasks. If you have problems — including temperature issues — any time, day or night, MAC Hydraulics will send out one of our technicians to inspect, troubleshoot, and address your hydraulic problems using state-of-the-art equipment they have been trained to use. We even offer machining and welding services as needed. Whether you have a small hydraulic system on mobile equipment or a massive, complex hydraulic system that is the heart of your plant, contact us today to see how our technicians can help you develop the ideal maintenance plan for your hydraulic machinery!

Every hydraulic system is adversely affected by excessive heat. The impact of excessive heat in a hydraulic system can be particularly insidious because of the subtlety of its effects. Over time, excessive heat can lead to system damage due to seal failure as well as hydraulic fluid breakdown. It is important to remember that hydraulic fluid is critical to protection of the metal components in any system and its degradation will lead to shorter component life.
While good design techniques can be employed to reduce overall heat load in a system, it is generally a mistake to believe that good design alone can prevent overheating in the absence of a cooler. Learning what causes excessive heat, and how to reduce that heat, will extend your system components life expectancy. Reducing heat can be as easy as adjusting a relief valve, or as complex as performing a complete heat load analysis, and adding in the p



 8613371530291
8613371530291