
what causes hydraulic pump whine free sample

Excessive or erratic hydraulic pump noise is a symptom of malfunction that could cause damage or accelerated wear if not addressed quickly and correctly. While it’s never nice to hear strange noises emitted from your pump, different forms of noise, which are related to different faults can provide valuable clues that can help you to diagnose your problem and get it fixed before it turns into something major.
So it pays to know what different pump noises mean and with practice you can quickly distinguish between the normal operating sounds and signs that something is wrong. In this article, we’ll talk about what causes some of these sounds, so you can identify them.
A constant hissing sound is indicative of a relief valve that is set too low or is stuck open and is continually releasing pressure. An erratic whistling sound is a symptom that a relief valve is set incorrectly or is damaged. It is common for pump settings to be changed carelessly or inadvertently - sometimes to overcome other issues with the hydraulic system - sometimes due to a lack of understanding of the correct operating conditions, so include this in your regular checks. In addition to noise problems, relief valve damage can be accompanied by slamming of actuators, stalls and excessive heat generation.
Noise issues are just one symptom that gives you a clue when things go wrong with your hydraulic pump. There are several other issues to know and understand, which could help you to identify pump problems quicker. Which means you can sort them out sooner - potentially saving big money down the road. These include heat problems, pressure problems and flow problems.

Every hydraulic pump makes some noise. If all is well with a pump, then this noise stays more or less the same. However, if something goes wrong with the pump or its connected system parts, then you may start to hear sounds that you haven"t heard before.
The fluid that flows through your system needs to move at a smooth and even rate. The pump has to deliver the fluid at a specific flow for things to work.
If something prevents the fluid from achieving and maintaining its optimum flow, then your pump may start to make unusual noises. For example, you may hear a high-pitched whine coming from the pump. This can be a constant or intermittent sound.
If your pump whines constantly, then you may have a cavitation problem. Here, the pump can"t deliver its fluid at the right volume or rate. There isn"t enough fluid coming through the pump"s suction line.
In some cases, this is a sign that your pump"s motor is on the wrong setting. So, the pump itself is working at the wrong speed to create the right flow.
A hydraulic pump might get noisy if one of its parts or connections has a problem. A faulty or failing pressure control, bearing, valve, seal, or coupling can make a noise you haven"t heard before.
In some cases, you may hear vibrating clunks as your pump works if you have a problem with a connecting pipe. A loose seal or connector might allow the pipe to move. It then passes vibrations along to the pump itself.
While some noise problems are easy to fix, some are a sign that your pump is close to the end of its working life. Sometimes, this is due to natural wear, usage, and age. However, in some cases, minor problems cause more widespread damage if you don"t fix them quickly.
For example, if you"ve had cavitation problems for a while, then your system may not have been getting the lubrication it needs; it may have overheated regularly. Even if you fix the cavitation issue, you may be left with a damaged pump that needs a more significant repair, rebuild, or replacement.
So, while new sounds or an increase in operating noise don"t necessarily mean that you have a serious pump problem, you should investigate any unusual noise. Typically, this is a sign that something isn"t working right.
A minor problem in your system could go on to cause significant damage. For an expert diagnosis, contact Quad Fluid Dynamics, Inc. Ourhydraulic pump repair and rebuild servicewill get your pump running smoothly and efficiently again.

The second leading cause of hydraulic pump failure, behind contamination, is cavitation. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation, and collapse of vapors within a hydraulic pump. High vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and or an indirect (not straight or vertical) path from the pump to the reservoir. Flow restrictions, for example, include buildup in the strainer or the use of an incorrect length of hose or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that in order for these implosions to happen, there must be high vacuum at the inlet and high pressure at the outlet.
Cavitation is usually recognized by sound. The pump will either produce a “whining” sound (more mild conditions) or a “rattling” sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
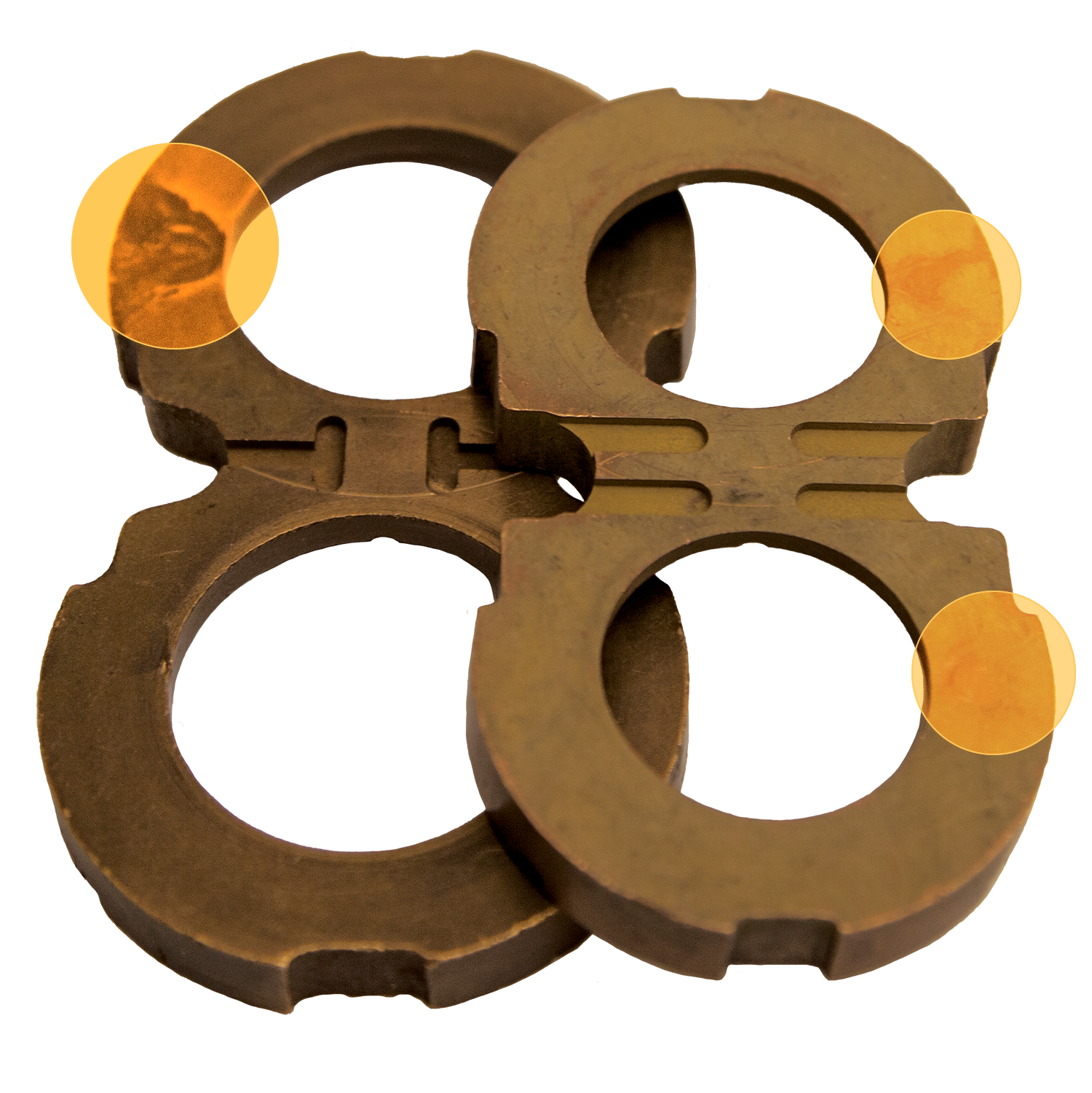
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Since the pump is fed via gravity and atmospheric pressure, the path between the reservoir and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the reservoir as is practical with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the reservoir above the pump and have the largest supply ports in the reservoir as well. And don"t forget, ensure the reservoir has a proper breather cap or is pressurized (3–5 PSI), either with an air system or pressure breather cap.
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a “full-flow” ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg, shut it off, and resume your inspection.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the reservoir should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50 percent compared to a SAE, JIC, or NPT fitting.
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, ensuring the most direct, straight routing from the pump to the reservoir, etc.

Check that the pump shaft is rotating. Even though coupling guards and C-face mounts can make this difficult to confirm, it is important to establish if your pump shaft is rotating. If it isn’t, this could be an indication of a more severe issue, and this should be investigated immediately.
Check the oil level. This one tends to be the more obvious check, as it is often one of the only factors inspected before the pump is changed. The oil level should be three inches above the pump suction. Otherwise, a vortex can form in the reservoir, allowing air into the pump.
What does the pump sound like when it is operating normally? Vane pumps generally are quieter than piston and gear pumps. If the pump has a high-pitched whining sound, it most likely is cavitating. If it has a knocking sound, like marbles rattling around, then aeration is the likely cause.
Cavitation is the formation and collapse of air cavities in the liquid. When the pump cannot get the total volume of oil it needs, cavitation occurs. Hydraulic oil contains approximately nine percent dissolved air. When the pump does not receive adequate oil volume at its suction port, high vacuum pressure occurs.
This dissolved air is pulled out of the oil on the suction side and then collapses or implodes on the pressure side. The implosions produce a very steady, high-pitched sound. As the air bubbles collapse, the inside of the pump is damaged.
While cavitation is a devastating development, with proper preventative maintenance practices and a quality monitoring system, early detection and deterrence remain attainable goals. UE System’s UltraTrak 850S CD pump cavitation sensor is a Smart Analog Sensor designed and optimized to detect cavitation on pumps earlier by measuring the ultrasound produced as cavitation starts to develop early-onset bubbles in the pump. By continuously monitoring the impact caused by cavitation, the system provides a simple, single value to trend and alert when cavitation is occurring.
The oil viscosity is too high. Low oil temperature increases the oil viscosity, making it harder for the oil to reach the pump. Most hydraulic systems should not be started with the oil any colder than 40°F and should not be put under load until the oil is at least 70°F.
Many reservoirs do not have heaters, particularly in the South. Even when heaters are available, they are often disconnected. While the damage may not be immediate, if a pump is continually started up when the oil is too cold, the pump will fail prematurely.
The suction filter or strainer is contaminated. A strainer is typically 74 or 149 microns in size and is used to keep “large” particles out of the pump. The strainer may be located inside or outside the reservoir. Strainers located inside the reservoir are out of sight and out of mind. Many times, maintenance personnel are not even aware that there is a strainer in the reservoir.
The suction strainer should be removed from the line or reservoir and cleaned a minimum of once a year. Years ago, a plant sought out help to troubleshoot a system that had already had five pumps changed within a single week. Upon closer inspection, it was discovered that the breather cap was missing, allowing dirty air to flow directly into the reservoir.
A check of the hydraulic schematic showed a strainer in the suction line inside the tank. When the strainer was removed, a shop rag was found wrapped around the screen mesh. Apparently, someone had used the rag to plug the breather cap opening, and it had then fallen into the tank. Contamination can come from a variety of different sources, so it pays to be vigilant and responsible with our practices and reliability measures.
The electric motor is driving the hydraulic pump at a speed that is higher than the pump’s rating. All pumps have a recommended maximum drive speed. If the speed is too high, a higher volume of oil will be needed at the suction port.
Due to the size of the suction port, adequate oil cannot fill the suction cavity in the pump, resulting in cavitation. Although this rarely happens, some pumps are rated at a maximum drive speed of 1,200 revolutions per minute (RPM), while others have a maximum speed of 3,600 RPM. The drive speed should be checked any time a pump is replaced with a different brand or model.
Every one of these devastating causes of cavitation threatens to cause major, irreversible damage to your equipment. Therefore, it’s not only critical to have proper, proactive practices in place, but also a monitoring system that can continuously protect your valuable assets, such as UE System’s UltraTrak 850S CD pump cavitation senor. These sensors regularly monitor the health of your pumps and alert you immediately if cavitation symptoms are present, allowing you to take corrective action before it’s too late.
Aeration is sometimes known as pseudo cavitation because air is entering the pump suction cavity. However, the causes of aeration are entirely different than that of cavitation. While cavitation pulls air out of the oil, aeration is the result of outside air entering the pump’s suction line.
Several factors can cause aeration, including an air leak in the suction line. This could be in the form of a loose connection, a cracked line, or an improper fitting seal. One method of finding the leak is to squirt oil around the suction line fittings. The fluid will be momentarily drawn into the suction line, and the knocking sound inside the pump will stop for a short period of time once the airflow path is found.
A bad shaft seal can also cause aeration if the system is supplied by one or more fixed displacement pumps. Oil that bypasses inside a fixed displacement pump is ported back to the suction port. If the shaft seal is worn or damaged, air can flow through the seal and into the pump’s suction cavity.
As mentioned previously, if the oil level is too low, oil can enter the suction line and flow into the pump. Therefore, always check the oil level with all cylinders in the retracted position.
If a new pump is installed and pressure will not build, the shaft may be rotating in the wrong direction. Some gear pumps can be rotated in either direction, but most have an arrow on the housing indicating the direction of rotation, as depicted in Figure 2.
Pump rotation should always be viewed from the shaft end. If the pump is rotated in the wrong direction, adequate fluid will not fill the suction port due to the pump’s internal design.
A fixed displacement pump delivers a constant volume of oil for a given shaft speed. A relief valve must be included downstream of the pump to limit the maximum pressure in the system.
After the visual and sound checks are made, the next step is to determine whether you have a volume or pressure problem. If the pressure will not build to the desired level, isolate the pump and relief valve from the system. This can be done by closing a valve, plugging the line downstream, or blocking the relief valve. If the pressure builds when this is done, there is a component downstream of the isolation point that is bypassing. If the pressure does not build up, the pump or relief valve is bad.
If the system is operating at a slower speed, a volume problem exists. Pumps wear over time, which results in less oil being delivered. While a flow meter can be installed in the pump’s outlet line, this is not always practical, as the proper fittings and adapters may not be available. To determine if the pump is badly worn and bypassing, first check the current to the electric motor. If possible, this test should be made when the pump is new to establish a reference. Electric motor horsepower is relative to the hydraulic horsepower required by the system.
For example, if a 50-GPM pump is used and the maximum pressure is 1,500 psi, a 50-hp motor will be required. If the pump is delivering less oil than when it was new, the current to drive the pump will drop. A 230-volt, 50-hp motor has an average full load rating of 130 amps. If the amperage is considerably lower, the pump is most likely bypassing and should be changed.
Figure 4.To isolate a fixed displacement pump and relief valve from the system, close a valve or plug the line downstream (left). If pressure builds, a component downstream of the isolation point is bypassing (right).
The most common type of variable displacement pump is the pressure-compensating design. The compensator setting limits the maximum pressure at the pump’s outlet port. The pump should be isolated as described for the fixed displacement pump.
If pressure does not build up, the relief valve or pump compensator may be bad. Prior to checking either component, perform the necessary lockout procedures and verify that the pressure at the outlet port is zero psi. The relief valve and compensator can then be taken apart and checked for contamination, wear, and broken springs.
Install a flow meter in the case drain line and check the flow rate. Most variable displacement pumps bypass one to three percent of the maximum pump volume through the case drain line. If the flow rate reaches 10 percent, the pump should be changed. Permanently installing a flow meter in the case drain line is an excellent reliability and troubleshooting tool.
Ensure the compensator is 200 psi above the maximum load pressure. If set too low, the compensator spool will shift and start reducing the pump volume when the system is calling for maximum volume.
Performing these recommended tests should help you make good decisions about the condition of your pumps or the cause of pump failures. If you change a pump, have a reason for changing it. Don’t just do it because you have a spare one in stock.
Conduct a reliability assessment on each of your hydraulic systems so when an issue occurs, you will have current pressure and temperature readings to consult.
Al Smiley is the president of GPM Hydraulic Consulting Inc., located in Monroe, Georgia. Since 1994, GPM has provided hydraulic training, consulting and reliability assessments to companies in t...
Commercial high pressure pumps used for agricultural, commercial cleaning, pest control, and other industries have a lot of moving parts. Those parts inevitably make some noise.
Some plunger pump noise is acceptable, but there are times when high noise levels indicate that something is wrong. Noises that begin suddenly or increase in volume over time might indicate one of the following problems and be a sign that it’s time to do some critical pump maintenance to achieve pump noise reduction.
A rattling sound inside a pump may be caused by damaging cavitation, resulting from imploding internal gaseous bubbles due to restricted flow, improper pressure, or other issues. Likewise, water hammering, a single implosion of a large gaseous bubble or air pocket might sound like a loud bang. Take steps to eliminate cavitation.
If a pump’s seals are going bad, cracked, or dried out, they can form leaks. Air leaks in inlet plumbing can create very loud noises. Similarly to cavitation, it can ruin a pump if not corrected. Check all the connections regularly to verify a proper seal.
If you have a big plastic housing that has a built-in tank, or hoses that run loosely along the floor of the plastic housing and you place a pump on top of it, it will likely result in excessive noise. Likewise, any hose that’s not routed in a way that keeps it away from the walls and housing could cause issues.
If a pump is nearing the end of its life, the plunger slot and cam bearing that’s attached to the end of the motor can wear out. Proper maintenance can help avoid this issue.
Particulates in the lubricant could scratch and damage a pump system, resulting in noise. A lack of preventative maintenance or a dirty environment can cause issues and even lead to a loss of lubricating grease. Water contamination could cause connecting rods to open up. The pump will knock like a car engine, especially with the change of speed/load and the starting and stopping of the motor.
Many pumps use an oil bath that will drain out if the pump is not kept upright. The resulting low oil levels will cause the pump to wear out and could even cause the connecting rod to blow out the top of the pump. Pumptec pumps do not use an oil bath and can run in any orientation and be stored on their sides, so no worries.
If a pump isn’t properly secured to the equipment, it can cause components to rattle or bang around. Use rubber vibration isolation mounts to dampen the impact and make sure all fittings are tightened.
If you have a check valve that’s plugged or worn out, you can lose flow from one head of the pump, cutting flow in half. In this case, only one side of the pump is working and will cause a noticeable pulsation.
While not a problem, high flow — especially at low pressure — is more prone to noise and should be expected at some level. As you go up in performance, especially flow, you’ll get more noise. Higher flow rate pumps have larger plungers with more movement because the cam is offset farther than with smaller pumps, creating more vibration and noise.
What if you feel like the pump is too noisy right out of the box? The type of pump and the desired performance will help inform what an acceptable decibel level should be. An electric or battery-powered pump should have a consistent hum and will generally operate around 80-85 dB or lower. Some gas-powered pumps can be over 100 dB due to their internal combustion engines, requiring hearing protection. The benefits of electric vs. gas-powered pump noise levels are easy to see.
A centrifugal pump is typically the quietest because it doesn’t have parts changing direction; it mostly has a fan that spins. But it’s also the least efficient, requiring four times as much horsepower as a plunger pump to achieve the same GPM and PSI.
Diaphragm pumps are also quiet because valves are usually made of rubber. However, to achieve high pressure that compares with plunger pumps, valves need to be manufactured out of rigid materials like stainless steel which produce a mechanical noise.
Plunger pumps may have a slightly higher noise level than standard centrifugal or diaphragm pumps, but are often much more suited to commercial uses that require long-lasting durability and precise flow and coverage.
But the hard truth is that it’s difficult to pinpoint acceptable pump noise levels due to the subjective nature of defining noise. The location or setting where a pump is operated might inform someone’s opinion of whether a pump is too noisy. For example, a certain decibel level might be acceptable in an agricultural setting, but seem too loud in a residential neighborhood.
The problem is that an operator with a decibel reader app on their iPhone isn’t following those rules or operating their pump in such a controlled environment. They might hold their phone a foot away from the pump on the back of their pickup truck and be frustrated that it exceeds the stated rating that was taken at a 3-meter distance in a soundproof booth. Their meter reading will inevitably be inconsistent with those published in the owner"s manual, but it may, in fact, be operating exactly according to specifications.
Pumps also come in different models and may be rated at specific performance levels using certain nozzles. There’s no guarantee that the operator will run it at the same performance level or with the same accessories.
As you can see, decibel ratings are sometimes a moving target. Unless your pump is experiencing some of the problems noted earlier, your pump may be operating exactly as designed.
Of course, you could choose a pump model rated at lower decibel levels, but there are trade offs to consider. Will reducing pump noise inevitably lead to reduced power, flow, and overall performance? Are there pumps that deliver quieter operation but fail to hold up over time?
It’s important to consider all the factors when gauging noise levels, including desired GPM and PSI. For more information on industry standards for pump GPM and PSI, be sure to check out our free guide below.
A small amount of noise may be acceptable if you’re getting the power, flow, and performance you need. At Pumptec, our pumps are sought after for their quiet yet powerful performance. If you have questions about pump noise levels or want to explore replacing your current pump systems, contact our pump experts today.

When a hydraulic system fails, finding the source of the problem can be a challenge. Though hydraulic systems primarily consist of a sump, motor, pump, valves, actuators and hydraulic fluid, any of these parts could be the source of failure. That"s not to mention the additional potential for failure through human error and faulty maintenance practices. If your system fails, you need to know why it fails, how to find the failure and how to keep it running smoothly in the future, all while keeping personnel safe.
It"s often easy to tell when a hydraulic system fails — symptoms can include high temperatures, low pressure readings and slow or erratic operation are glaring problems. But what are the most common causes of hydraulic systems failures? We can trace most hydraulic issues back to a few common causes, listed below.
Air and water contamination are the leading causes of hydraulic failure, accounting for 80 to 90% of hydraulic failures. Faulty pumps, system breaches or temperature issues often cause both types of contamination.
Air contamination is the entrance of air into a hydraulic system and consists of two types — aeration and cavitation. Both can cause severe damage to the hydraulic system over time by wearing down the pump and surrounding components, contaminating hydraulic fluids and even overheating the system. Although we are not pump manufacturers, we know it is essential to be aware of these types of contamination and how to identify their symptoms.
Cavitation:Hydraulic oil consists of about 9% dissolved air, which the pump can pull out and implode, causing pump problems and damage to the pump and to other components in a hydraulic system over time. You can identify this problem if your hydraulic pump is making a whining noise.
Aeration:Aeration occurs when air enters the pump cavity from an outside source. Usually, loose connections or leaks in the system cause this issue. Aeration also creates a sound when the pump is running, which sounds like knocking.
Water contamination is also a common problem in hydraulic systems, often caused by system leaks or condensation due to temperature changes. Water can degrade hydraulic components over time through oxidation and freeze damage. A milky appearance in hydraulic fluid can help you identify water contamination.
Fluid oxidization: Extreme heat can cause hydraulic fluid to oxidize and thicken. This fluid thickening can cause buildups in the system that restrict flow, but can also further reduce the ability of the system to dissipate heat.
Fluid thickening:Low temperatures increase the viscosity of hydraulic oil, making it harder for the oil to reach the pump. Putting systems under load before the oil reaches 70 degrees or more can damage the system through cavitation.
Fluid levels and quality can affect hydraulic system performance. Low fluid levels and inappropriate filtration can result in air contamination, while fluid contamination can cause temperature problems. Leaks can further exacerbate both issues.
Using the correct type of fluid is also essential, as certain hydraulic oils are compatible with specific applications. There are even oil options that offer higher resistance to temperature-related problems. Some oils even offer anti-wear and anti-foam additives to help prevent against wear and air contamination, respectively.
Human error is the base cause of many hydraulic system problems. Some of the most common errors that may result in your hydraulic pump not building pressure include the following.
Faulty installations: Improper installation of any component in a hydraulic system can result in severe errors. For example, the pump shaft may be rotating in the wrong direction, negatively affecting pressure buildup, or pipes may be incorrectly fitted, resulting in leaks.
Incompatible parts: An inexperienced installer may put mismatched components together, resulting in functional failures. For example, a pump may have a motor that runs beyond its maximum drive speed.
Improper maintenance or usage:Using systems outside their operational capabilities or failing to perform regular maintenance are some of the most common causes of hydraulic system damage, but are easy to rectify through updated maintenance policies and training.
The sources of system failures can be tricky to identify, but some hydraulic troubleshooting steps can help narrow down the options. So how do you troubleshoot a hydraulic system? Here are some of the fundamentals.
Check the pump: Take the pump assembly apart and assess all parts to ensure that they are functional and installed correctly. The most common problem areas include the pump shaft, coupling and filter.
Check the fluids:Check the level, color and viscosity of the hydraulic oil to ensure it meets specifications and has not become contaminated. Low hydraulic fluid symptoms include pressure or power loss. When in doubt, drain and replace the fluids.
Check the seals: Look for evidence of any fluid leakage around your hydraulic system"s seals, especially the shaft seal. Leakage can indicate worn-out or blown seals that can cause malfunctions with pumps, motors and control valves.
Check the filters: Ensure filters are clear of plugs and blockages. Common clogged hydraulic filter symptoms include sluggish operation and noisy operation.
Hydraulic system issues are inevitable at some point. However, simple steps can help you avoid these issues and increase the longevity of your hydraulic system. On top of effective troubleshooting, you can prevent hydraulic system failure by taking the following steps.
Follow specifications: We can trace the most common hydraulic system issues back to fundamental system problems like incompatible or improperly installed parts. For this reason, it"s essential to always double-check specifications to ensure your purchased parts can work together seamlessly.
Consult with professionals: When purchasing new equipment, consult with industry peers and professionals to discover what they recommend. While manufacturers can tell you how a product should work, industry professionals can provide concrete examples of how well the equipment works for their industry.
On top of these steps, look into hydraulic system products that are specifically designed to help prevent failures. One such product is Bear-Loc® by York Precision. This innovative locking actuator is a safe, reliable feature for hydraulic components, automatically locking when sleeve pressure is relieved, preventing movement if a hydraulic system fails. This way, your can protect your personnel from injuries related to hydraulic failures. Even better, York Precision offers in-house design, engineering expertise and machining and manufacturing capabilities to produce a hydraulic locking device that meets your exact specifications.
Regularly review hydraulic system maintenance, always following manufacturer recommendations and industry best practices. Also, consider the storage condition, external influences, working pressure and usage frequency of your system to tailor your maintenance schedule and procedures.
Daily tasks:Take care of a few simple daily checks to avoid issues. For example, personnel should check the oil levels, hoses and connections and listen to the pump for abnormal sounds.
Be mindful of location:Do not stand at endpoints while working on hydraulic systems. This safety measure can help prevent loss of limb and life, as there is a lot of pressure built up in these areas that can release and result in life-threatening situations.
The best safety measures, however, are to perform excellent maintenance and use high-quality parts. If you"re looking for a quality hydraulic component manufacturer, York Precision Machining & Hydraulics can help.

Most ship’s hydraulic systems cry out with a noise where this becomes specifically unbearable for those who are in the vicinity. At this moment, shipping is busy combating exhaust gas emissions. While there are no regulations or any stringent requirements to be met for Noise emissions, the shipping industry can soon witness it.
There are some tankers and other ships with hydraulic driven cargo pumps and some high capacity fuel oil transfer pumps which are hydraulic driven that cause significant noise during their operation.
The dominant source of noise in hydraulic systems is the pump. The hydraulic pump transmits structure-borne and fluid-borne noise into the system and radiates air-borne noise.All positive-displacement hydraulic pumps have a specific number of pumping chambers, which operate in a continuous cycle of:
These separate but superimposed flows result in a pulsating delivery, which causes a corresponding sequence of pressure pulsations. These pulsations create fluid-borne noise, which causes all downstream components to vibrate.The pump also creates structure-borne noise by exciting vibration in any component with which it is mechanically linked, e.g. pump casing, tank top, pipings, bulkheads etc. The transfer of fluid and structure induced vibration to the adjacent air mass results in air-borne noise.
While fluid-borne noise attributable to pressure pulsation can be minimized through hydraulic pump design, it cannot be completely eliminated. In large hydraulic systems or noise-sensitive applications, the propagation of fluid-borne noise can be reduced by the installation of a silencer. The simplest type of silencer used in hydraulic applications is the reflection silencer, which eliminates sound waves by superimposing a second sound wave of the same amplitude and frequency at a 180-degree phase angle to the first.
The propagation of structure-borne noise created by the vibrating mass of the power unit (the hydraulic pump and its prime mover) can be minimized through the elimination of sound bridges between the power unit and tank, and the power unit and valves.This is normally achieved through the use of flexible connections i.e. rubber mounting blocks and flexible hoses, but in some situations it is necessary to introduce additional mass, the inertia of which reduces the transmission of vibration at bridging points.
The magnitude of noise radiation from an object is proportional to its area and inversely proportional to its mass. Reducing an object’s surface area or increasing its mass can therefore reduce its noise radiation.For example, constructing the hydraulic reservoir from thicker plate (increases mass) will reduce its noise radiation.The magnitude of air-borne noise radiated directly from the hydraulic pump can be reduced by mounting the pump inside the tank. For full effectiveness, there must be a clearance of 0.5 meter between the pump and the sides of tank, and the mounting arrangement must incorporate decoupling between the power unit and tank to insulate against structure-borne noise.The obvious disadvantage of mounting the hydraulic pump inside the tank is that it restricts access for maintenance and adjustment.If hydraulic system noise remains outside the required level after all of the above noise propagation countermeasures have been exhausted, encapsulation or screening must be considered.

When hydraulic systems do not receive the routine maintenance they need, they become vulnerable to a number of major performance problems. Few of these issues are more annoying than excessive noise.
A noisy system not only creates unnecessary disruptions in the workplace, it’s also the symptom of a potentially severe mechanical issue. Therefore, a hydraulic system that keeps emitting loud vibrations, knocking sounds, or other hard-to-ignore noises should be inspected at the earliest opportunity so the problem can be located and properly corrected.
A hydraulic system that won’t stop emitting strange noises is an irritation that no one should have to endure, as it tends to disrupt the concentration and peace of mind of personnel who work in the area.
An excessively noisy hydraulic system may even violate the law. In the U.K., employers are required to ensure that workplaces do not have pieces of equipment that generate excessive noise levels. The relevant legislation is the Control of Noise at Work Regulations 2005.
Although noise can emit from many areas along the system, the most common cause is a defect with the pump(s). Noise may be generated by the mechanical motion of the unit (e.g., the bearings) and/or the movement of the hydraulic fluid through the pump. If you’re searching for the source of system noise, it’s a good practice to start with these components.
Another frequent culprit is the electric motor connected to the pump. Fluid conductors such as hoses and tubes can also generate excessive noise if these components are worn out or improperly connected to the system. Later on, we’ll explore some specific tips for pinpointing issues with these kinds of parts.
Aeration – The presence of air in the hydraulic fluid is known as aeration, and it can trigger serious problems. Aeration can lead to a reduction inf fluid quality, compromising its ability to lubricate moving parts and prevent overheating. Pockets of air in the system tend to make a loud knocking or banging noise as they travel through the hydraulic system.
Cavitation – When a hydraulic system fails to provide a sufficient amount of fluid to a particular area, vapor bubbles (or cavities) can form. This is known as cavitation. An increase of system pressure makes the cavities implode, generating a shock wave. Cavitation in a hydraulic system makes a distinctive knocking sound—but the problem is more serious than mere annoying noises. The imploding cavities can harm system components, possibly causing them to fail altogether.
Check the Hoses – Improperly configured hoses are a frequent cause of excessive noise in hydraulic systems. The problem develops when the hose is bent at a sharp angle in order to connect it properly. Bent hose, however, tends to generate noise, significantly more than straight hose does. You may be able to reduce noise levels dramatically simply by replacing these bent hoses with metal tubing, which will not generate as much racket. If it is the inlet hose that is bent, oil supply may become restricted by the end leading to noise as a result of pump cavitation.
Check the Electric Motor – The cooling fan in the motor may be contributing to the noise emanating from your hydraulic system. Bi-directional fans produce more racket than ones designed to move in one direction. If you have a fan of the former type, it may be worth the expense of replacing it with a uni-directional fan. It may also be that the fan cowling is blocked or the motor bearings are needing to be replaced.
Pumps—even brand-new modern pumps—produce a certain amount of vibration that generates noise. Reducing these vibrations can substantially contribute to your efforts to solve your noise problem. How can you go about achieving this? An accumulator teed into the pressure line is an excellent shock absorber that has the effect of dampening noise. If your system already has an accumulator, check it to ensure that nothing is amiss—keep in mind that these units require periodic maintenance. You may also wish to change the type of accumulator in your system, as each kind has its own particular advantages. Accumulators are available in three basic types: piston, bladder, and diaphragm. Bladder accumulators are known for their fast response time, while piston accumulators are capable of managing a higher gas compression ratio.
Check the Pump Intake Lines – As we mentioned earlier, aeration is a potentially serious issue. When air gets into the system, it often does so via the pump intake lines, so you should examine these to ensure that they are properly connected and still in acceptable condition.
Check the Pump Speed – Reducing the pump speed, when possible, helps to reduce the amount of noise produced by this device. Adding more pumps to the system may allow you to run them at a lower speed without interfering with performance. Figuring out how many pumps to use at which speed can be problematic, so make sure that you have considered all variables before proceeding.
To a large extent, the task of reducing hydraulic system noise requires using high-quality components and performing routine maintenance checks to ensure that everything is in good working condition. White House Products Ltd. is a reliable resource for many organizations across the U.K. that need state-of-the-art hydraulic parts and components. Please explore our online catalog for first-class products from the leading manufacturers active today. Please contact uswith any questions you have about our range—we will respond as soon as possible.
Pump cavitation is first and foremost caused by insufficient flow. This happens when the volume of fluid being supplied doesn’t meet the demands of the hydraulic circuit, and the pressure at the suction end of the pump isn’t sufficient. This leads to the absolute pressure falling below the vapor pressure of the liquid, which leads to air bubbles being formed. These tiny bubbles implode as they pass through the system, creating shockwaves and causing pump vibrations.
The process of these bubbles forming and collapsing is done with a great deal of force, and leads to eventual metal erosion inside the pump. The mechanical damage caused by cavitation can have irreversible impacts on system components and may possibly lead to complete failure. Cavitation happens only on the suction side of the pump, and may be caused by a series of different malfunctions, including:
Cavitation is typically characterised as a high-pitched whining or screeching sound, and in some extreme cases, can present itself as a loud rattling sound. Whilst these hydraulic pump whine noises are generally the most obvious telltale signs of cavitation, other symptoms to look out for also include:
By design, hydraulic pumps contain a miniscule amount of air which allows space for the hydraulic fluid to heat up and expand. However, too much air in the pump can cause serious issues – this is known as aeration.
Aeration in a hydraulic pump occurs when there is an air leak in the suction line. When outside air enters the pump through a damaged connector, loose pump seal, pipe fitting, or any other damage, it gets drawn into the pump’s hydraulic fluid supply. This unwanted air quickly gets dissolved into the hydraulic fluid and leads to contamination.
Contaminated hydraulic fluid can have serious implications for the system, as the excess air means that it cannot conduct heat as efficiently and can cause the fluid to foam. This can lead to overheating and in some cases, a substantial decrease in power. Aeration may happen on both sides of the pump, and has several causes including:
Similar to cavitation, aeration is usually indicated by a sudden change in noise, which can sometimes make it difficult to differentiate between the two causes However, aeration tends to produce a more erratic low-pitched ‘rumbling’ or ‘rattling sound, as opposed to the more consistent whining noise of cavitation.

Continuum pumps are used to pump fluids in a continuous flow. They are often used in industries such as the chemical, oil and gas industry, water treatment plants, and power stations as well as in forklifts, machine tools, and on boats.
These silent pumps’ helical rotors don’t trap any fluid volume. Continuum pumps run highly efficiently while still producing minimal sound, continuous flow can be maintained even at maximum operating speed. They produce exremely low vibrations and low pulsations, operating silently which helps to not disrupt operations and prevent noise pollution or complaints.
Pumps are a vital part of any water or wastewater project, and choosing the right one is an important decision. Continuum pumps are one of the most popular options because they offer a number of advantages over other types, such as centrifugal pumps. Here at Antech, we can help you choose the right pump for your project or application, we have a team of experts who have been supplying hydraulic equipment for many years and know all the ins and outs of it.
Here at Antech, we’re complete experts in everything to do with hydraulic engineering, as well as our team always being happy to help our existing customers, past customers, and potential future customers. We always provide fantastic customer service and our team is always here to provide advice and guidance when you need it. Simply use our contact form, email us, or call our number and you’ll be put through to a member of our fantastic sales team.

While fluid-borne noise attributable to pressure pulsation can be minimized through hydraulic pump design, it cannot be completely eliminated. In large hydraulic systems or noise-sensitive applications, the propagation of fluid-borne noise can be reduced by the installation of a silencer. The simplest type of silencer used in hydraulic applications is the reflection silencer, which eliminates sound waves by superimposing a second sound wave of the same amplitude and frequency at a 180-degree phase angle to the first.
?I just love this newsletter. As a Hydraulics Instructor for Eaton, I make copies and distribute them to my students as I address various topics. Please keep "em coming.?



 8613371530291
8613371530291