
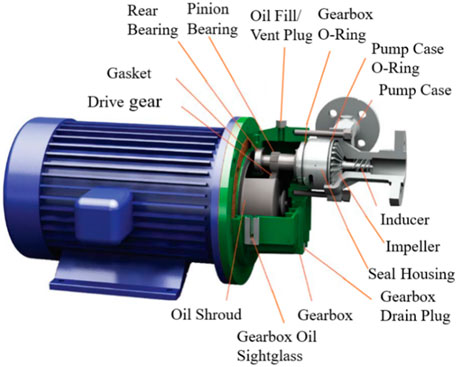
what is hydraulic pump cavitation made in china

The second leading cause of hydraulic pump failure, behind contamination, is cavitation. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation, and collapse of vapors within a hydraulic pump. High vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and or an indirect (not straight or vertical) path from the pump to the reservoir. Flow restrictions, for example, include buildup in the strainer or the use of an incorrect length of hose or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that in order for these implosions to happen, there must be high vacuum at the inlet and high pressure at the outlet.
Without a pressure condition at the outlet, or discharge side, these vapors merely form voids in the oil that reduce lubrication effectiveness. This results in friction and wear, which while seemingly mild compared to the excessive heat and violent implosions, can become detrimental over time.
Cavitation is usually recognized by sound. The pump will either produce a “whining” sound (more mild conditions) or a “rattling” sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Since the pump is fed via gravity and atmospheric pressure, the path between the reservoir and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the reservoir as is practical with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the reservoir above the pump and have the largest supply ports in the reservoir as well. And don"t forget, ensure the reservoir has a proper breather cap or is pressurized (3–5 PSI), either with an air system or pressure breather cap.
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a “full-flow” ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg, shut it off, and resume your inspection.
If a strainer is present in the reservoir, inspect it, and remove any gunk or buildup that may be restricting supply flow. Next, check the inlet (suction) hose for any visible layline (descriptive markings on the hose). The industry standard “suction” hose nomenclature will read 100R4, or possibly SAER4. This will indicate the hose has an inner bladder that’s been vulcanized to a heavy spiral wire.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the reservoir should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50 percent compared to a SAE, JIC, or NPT fitting.
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, ensuring the most direct, straight routing from the pump to the reservoir, etc.
Since joining the company in 2007, Ben Gillum has served in various capacities including shipping and receiving clerk, CS assembly, customer service manager, product application specialist, training and education assistant manager, and warranty and returns manager.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Aerospace systems often require miniaturized high speed centrifugal pumps, which are prone to cavitation, a phenomenon degrading the hydraulic performance of pumps, especially at the blade inlet areas (Guan, 1995; Wang, 2004). Under continuous high-frequency and high-pressure blow by the cavitation bubble, the metal surfaces of flow passage components such as volute casing could sustain metal damage that shortens their service life. Therefore, cavitation prevention in high-speed pumps became an urgent requirement. However, conventional analysis of civil or industrial centrifugal pumps is mainly conducted with clean water or at low speed. No research have been conducted on the different types of impellers with overhung forward-extended blades at high speed in ethylene glycol aqueous solution. Research on the cavitation characteristics of high-speed centrifugal pumps in ethylene glycol aqueous solution is rare. Thus, this study focused on the cavitation under high-speed operation with multi-component non-Newtonian ethylene glycol aqueous solution to address the urgent need for analyzing the effect of impeller shapes on cavitation characteristics of high-speed centrifugal pumps for aerospace temperature control systems in special media.
Cavitation characteristics of centrifugal pumps have been extensively studied. Zhang et al., Feng, and Chao et al. (Feng, 2016; Zhang et al., 2017; Chao and Wang, 2019) investigated the influence of impeller type on cavitation (splitter blade and composite impeller). Zhao et al. and Wang et al. (Wang and Xie, 2016; Zhao and Zhao, 2017) studied the influence of blade adjustment (obstacle arrangement and slotting) on cavitation. Wei et al., Fu et al., and Chao et al. (Fu and Shen, 2016; Wei and Song, 2016; Chao and Wang, 2018) explored the centrifugal pump inlet backflow cavitation characteristics under different working conditions. Hu et al. (Hu and Song, 2017) studied the cavitation characteristics of micro-pump under low flow. Pei et al. (Pei and Yin, 2017) examined the influence of impeller geometric parameters on cavitation performance with the orthogonal experimental design based on Computational Fluid Dynamics (CFD).
Current cavitation prevention measures, such as changing the pump inlet structure and adopting a front inducer, are not applicable to aerospace systems due to their internal structure, shapes, and dimensions. Measures such as reducing the flow resistance of the pipeline and increasing the medium pressure in front of the pump are not applicable due to pipeline structure and pressure specification in the aerospace system. Measures such as using anti-cavitation materials are restricted by the anti-redundancy requirements.
Under the promise that existing cavitation and hydraulic tests conform well to the Pumplinx three-dimensional full flow channel vapor-liquid two-phase numerical simulation, we conducted numerical simulation and explored the internal cavitation characteristics of high-speed centrifugal pumps with four different types of impellers in ethylene glycol aqueous solution (Zindani et al., 2016; Yao and Luo, 2019; Han et al., 2021; Liao and Wuruikang, 2021; Tang et al., 2021) and obtained the influence of different geometric shapes of the blade on the external characteristics and cavitation flow characteristics of high-speed centrifugal pumps. This study could provide a theoretical basis for the better application of high-speed centrifugal pumps in aerospace systems.
Parameters of the research object are follows: the rated flow Qv = 400 L/h, the boost value ΔP = 170 kPa, the rated speed n = 9,400 r/min, and the impellers are four Long and four short blade semi-open compound type. Table 1 shows the geometrical parameters of the pump, and Figures 1, 2 presents the structure diagrams of four centrifugal impeller types.
The fluid passing through the impeller follows the velocity triangle. The axial plane component velocity vm is the component of the fluid flowing out of the impeller along the axis and is related to the fluid flow passing through the impeller. With the same fluid flow, a larger flow area means smaller velocity and minimal energy loss.
With consistent outlet diameters and outlet widths of volute and impeller, we designed four groups of impellers, namely, twisted overhung forward-extended backswept composite impeller (A), cylindrical overhung forward-extended backswept composite impeller (B), twisted backswept composite impeller (C) and cylindrical backswept composite impeller (D), respectively, using four long blades and four short blades, as shown in Figure 2.
When designing the twisted overhung forward-extended backswept composite impeller (A) with four short blades and four long blades, the corrected blade excretion coefficient k1 was introduced (Eq. (1)). The conventional calculation method for blade inlet velocity of centrifugal pump only considers the blade thickness and ignores the blade width b. This paper proposed to consider both the thickness (k in Eq. 1) and width of the blade when calculating the blade excretion coefficient.
The revise corrected coefficient k1 takes into account the thickness and width of the blade,So K1 is smaller than K.Reduce the blade inlet working face, increase the opening area and flow capacity of the inlet between blades, According to the Bernoulli Equation,The flow rate decreases, the pressure increases,So as to improve the anti cavitation performance.
Formula:F1 is the discharge section area of the calculation point, k is the blade excretion coefficient at the calculation point, k1 is the corrected blade excretion coefficient at the calculation point, D1 is the diameter of the diameter at the calculation point, Su1 is the circumferential thickness of the blade at the calculation point, ?v is the volumetric efficiency, b is the width of the blade at the calculation point, b’ is the width of the forward-extended blade at the calculation point, δb is the width coefficient, Z is the number of blades, and V is the inlet velocity at the calculation point.
The motion of the ethylene glycol aqueous solution in the high-speed centrifugal pump is an unsteady three-dimensional complex turbulent flow with the following Reynolds time-averaged N-S equations:
Formula: ∇ is the vector operator in the Cartesian coordinate system, u is the velocity vector of the fluid; P is the fluid pressure; F is the force vector per unit mass; ρ,μ are the density and molecular viscosity of the fluid, respectively.
Pumplinx numerical simulation software operates with the Singhal full cavitation model “Cavitation” based on the idea of the two-phase flow model. The “Cavitation” model solves the dynamic process of the phase transition of the cavitation bubble with the bubble dynamics Rayleigh-plesset equation and introduces the concept of mixing density, which integrates the non-condensable gas, evaporation condensation processes and the compressibility of liquids (Wen et al., 2018; Ma and Pan, 2020; Bai and Ma, 2021). This model has also been tested and verified by a large number of engineering projects.
The Singhal full cavitation model and the N-S equation were combined, and the RNG k-ε turbulence model was adopted to solve the equation. By combining the Singhal model with the continuity equation, the relationship between the changing rates of density and vapor phase volume fraction was obtained as follows:
The expression for the phase transition rate is obtained by neglecting the viscosity and surface tension effects and combining the continuity equation of each phase:
In the simulation of internal flow cavitation of centrifugal pump, the phase change rate is related to vapor phase density, liquid density and mixture density. The Singhal model takes into account the effects of turbulence and non-condensable gas. The Singhal vapor phase mass fraction transport equation is as follows:
Where: ρV are vapor phase density and volume fraction and vV¯ is the average vapor phase velocity; Re and Rc are the phase change rates of vaporization and condensation, respectively, and their expressions are:
The flow in the centrifugal pump is mainly three-dimensional viscous and incompressible unsteady turbulent flow. Reynolds time averaged N-S equations, RNG K-andepsi; two-side turbulence model and SIMPLE algorithm are selected, Singhal full Cavitation model. The first phase is the ethylene glycol aqueous solution, and the second phase is the bubble. The saturated vapor pressure of ethylene glycol aqueous solution is 1.41 kPa.
During the calculation, the speed of centrifugal pump impeller n = 9,400 r/min and volute outlet volume flow rate Qv = 400 L/h(0.000111 m3/s)and inlet pressure (Pj=(−20, −30, −40, −50, −60)kPa). During the numerical calculation, the NPSH of the pump is changed by gradually decreasing the inlet pressure from 0 Pa to control the cavitation degree in the pump.
The quality of the fluid domain grid is decisive for the accuracy of the numerical simulation results. PumpLinx uses the finite volume method for CFD simulation solution, that is, the unstructured grid. PumpLinx grid generator uses a proprietary CAB geometric equirectangular height adaptive binary tree Cartesian coordinate algorithm and a more regular Cartesian hexahedral mesh, which can generate body-fitted grid near wall surfaces. The CAB algorithm can automatically adjust the grid size to fit the geometric surfaces and geometric boundary lines by continuously splitting the grid. Adaptive algorithm was also incorporated when generating grids for automatic encrypted resolution of the geometry of complex details. At the same accuracy level, the proprietary grid generation algorithm has a smaller grid number than the tetrahedral mesh.
Figure 3 shows the three-dimensional diagram of the flow channel of the flow passage component, and Figure 4 shows the grid diagram of the impeller, where the computational domain consists of the impeller, the volute, and the tip clearance layer of the impeller. Since this study focuses on the cavitation characteristics of high-speed centrifugal pumps, the grid topology, number of grids, and the grid aspect ratio are controlled to ensure a relatively smaller size difference between adjacent grid nodes and more accurate numerical simulation results. Following the grid independence verification, the total number of grids in the computational domain is finally determined to be approximately 2.6 million considering the computer capability and efficiency. Table 2 verification of grid independence.
In this paper, the hydraulic performance characteristics of a semi-open composite impeller low-specific speed centrifugal pump used for cryogenic circulation in a certain space station with a shrinkage coefficient of one were tested on the AECC Xi’an Engine Control Co. Ltd. open test bench, of which glass rotameter type: LZB-20D, 60–600 L/h, class 2.5 level, sensor type: MPM 480, 0–0.6 MPa, class 0.25 level.as shown in Figure 5. The working medium of the test was low-temperature glycol aqueous solution.
The cavitation test was carried out on a hydraulic test bench with a four Long and four short blade composite centrifugal pump according to the test standard GB/T3216-2005. The ethylene glycol aqueous solution density ρ = 1,030 kg/m3, the temperature t = 7.6°C, and the flow rate QV = 400 L/h. The initial inlet pressure Pj = 0 kPa. The inlet pressure of the pump was gradually reduced by adjusting the inlet valve until the decreased value of inlet and outlet pressure difference was 3% of the rated inlet and outlet pressure difference. At this time, the critical cavitation margin was reached. The cavitation test results were compared with the numerical simulation results to verify the accuracy of the numerical simulation. The test setup is shown in Figure 5.
Figure 6 shows the error between the experimental performance value and the performance parameter predicted by the numerical simulation of the cylindrical backswept compound impeller (D) at the design operation point under the non-cavitation condition. It can be seen that the errors between the head value and the test value are all below 5%, indicating that the numerical calculation simulation can simulate the internal flow field of the centrifugal pump at the design operation point and the numerical simulation results in this paper are accurate. Although the power error did not exceed 10%, the error is still large because the mechanical friction loss of various bearings and friction pairs in the operation of the centrifugal pump is not considered in the numerical simulation process.
Figure 7 shows the error between the experimental performance value and the performance parameter predicted by the numerical simulation of the cylindrical backswept compound impeller (D) under the cavitation condition. It can be seen that the errors between the head value and the test value are all less than 5%, indicating that the numerical calculation simulation can simulate the internal flow field of the centrifugal pump at the design operation point and numerical simulation results in this paper are accurate. When the inlet negative pressure Pj = −50 kPa, the inlet and outlet pressure difference ∆p = 155 kPa and is close to 3% of the rated pressure difference. At this time, the pump outlet pressure P2 = 105 kPa, which is critical cavitation outlet pressure.
Figure 8 shows that when the inlet negative pressure is −50 kPa, the pump outlet flow rate remains at 400 L/h, but when the inlet negative pressure is −60 kPa, the outlet flow rate decrease to 300 L/h, indicating that a large amount of steam has been generated in the centrifugal pump at this time, with the largest volume of steam in the blade and the most intense bubble activity.
Figure 9 shows the cavitation bubble volume distribution diagrams of the midsections of the four types of pumps when the inlet negative pressure (Pj = −50 kPa; Pj = −60 kPa) and the design flowrate. In general, cavitation regions of the four types of pumps show a similar pattern. They all appear at the inlets of impellers and are mainly concentrated on the blade back (non-working surface). However, the cavitation regions vary due to the difference in impeller type. When Pj = −50 kPa, the cavitation regions of type A and type C are round, the volume fractions are both below 0.5; the cavitation regions of type B and type D are rectangular, the volume fractions are both below 0.875. The cavitation severity is ranked as B > D > A > C. When Pj = −60 kPa, the cavitation regions of the four types of impellers expand from the back of the blade to the working surface of the blade and gradually expand from the low-pressure area of the blade to the flow channel. The cavitation strength is obviously deepened, especially for type C, whose volume fraction increases from a level below 0.5 to 0.875. The cavitation regions of type A and type C are still round, and the volume fraction of type A is below 0.625. The cavitation regions of type B and type D gradually turn into round, and the volume fractions are still within the range of below 0.875. The cavitation severity ranking becomes C > D > B > A. Therefore, the non-forward-extended blade has a weaker cavitation resistance than the forward-extended blade.
Due to the asymmetry of the volutes of the centrifugal pumps, the pressure and velocity at the dynamic and static coupling are non-uniformly distributed. In addition, the blades are arranged in a 4 × 4 staggered layout, resulting in the asymmetry distribution of the cavitation region. The most serious cavitation is at four in Figure E, followed by that at 3 and 2, and the lightest at 1, forming a reciprocating 4, 3, 1, two cavitation bubble cycle. As the inlet negative pressure of the high-speed centrifugal pump increases from Pj = −50 kPa (critical point) to Pj = −60 kPa, the distribution area of cavitation bubbles on the blade surface gradually expands.
To analyze the cavitation evolution process in different types of impellers, the cavitation region with the volume fraction larger or equal to the 0.5 iso-surface in impeller axial view and the lateral view is extracted under the rated operating condition with the same speed and different inlet negative pressure values Taking a pair of blades in Figure 10 as an example. In Figure 10, the cavitation characteristics of the high-speed.
FIGURE 10. The distribution cloud diagrams of gas-phase volume fractions of different types of pumps at different inlet negative pressures under the design flow. (A) Spiral forward-extended impeller (B) Cylinder forward-extended impeller (C) Spiral non-forward-extended impeller (D) Cylinder non-forward-extended impeller.
centrifugal pump can be divided into three processes:1) Cavitation bubble first appears at the head of the suction surface of the blade and at the rear of the blade inlet. The distribution of cavitation bubbles at the four blades is different. This is the initial stage of the cavitation bubble, except the cavitation bubbles at type A blade suction surface, which are few and sporadic-dot-shaped and initially occur everywhere except the contact between the blade and the back shroud. 2) As the inlet negative pressure continues to increase, the cavitation bubbles gradually grow and increase, and there is no obvious sharp increase. At this time, the performance of the pump does not change. The number of cavitation bubbles at the suction surface of the type A blade increases more uniformly, the increase is small. The cavitation bubbles of the type A blade are sporadic spot-shaped. The lateral view shows that cavitation bubbles appear at the area from the blade inlet to the middle of the blade. When the inlet negative pressure reaches Pj = −50 kPa, the increase becomes significant, and the cavitation bubbles are star-shot-shaped. The cavitation bubble with a strength level of 0.875 does not occur until the negative inlet pressure reaches this level. Type B cavitation bubbles are tadpole-shaped and opposite to the direction of rotation of the impeller. Four tadpole shapes form a ring shape attached to the forward-extended section of the blade in the lateral view. With the increase of inlet negative pressure, the tadpole-shaped cavitation bubbles become longer and wider, the cavitation strength deepens, and the ring gradually closes. When Pj = −20 kPa, type B has the cavitation bubble with a strength level of 0.875, and when Pj = −40 kPa, the cavitation bubble with a strength level of one appears. Type C cavitation bubbles occur at the inlet of the blade. When Pj = −20 kPa, there is almost no cavitation bubble; when Pj = −40 kPa, cavitation bubbles increase, and the ring-type cavitation bubbles are more obvious; when Pj = -50 kPa, eight cavitation bubble rounds are presented, each having two rounds, underside of the blade tip has one round, and the rear of the blade tip at the suction surface has one round. The two cavitation bubbles are laterally zygomorphic at 45°; when Pj = −40 kPa, the cavitation bubble with a strength level of 0.875 appears. Type D cavitation bubbles present four lentil shapes, forming a ring. When Pj = −30 kPa, small cavitation bubbles of different sizes appear in the middle of the four lentil shapes in the axial view. In the lateral view, the four lentil shapes are at the root of the blade, and small cavitation bubbles are at the tip of the blade. With the increase of the inlet negative pressure, the tadpole-like cavitation bubbles become longer and wider, the cavitation strength deepens, and the ring is closed. Type D blade has the cavitation bubble with a strength level of 0.87 when Pj = −20 kPa, and when Pj = −40 kPa, the cavitation bubble with a strength level of one appears. Cavitation bubble volume change of type C impeller is more significant than cavitation bubble volume changes of other types of impellers before Pj = −50 kPa. Type B and type D impellers have larger cavitation volumes than type A and type C impellers. This stage is called the development of cavitation. (3) When Pj = −60 kPa, the cavitation bubble volumes of the four types of impellers increase suddenly, forming complete cavitation or severe cavitation. The sudden increments are ranked as C > D > B > A. The bottom layers of type B and type D cavitation bubbles become thickened, and the cavitation bubble trails at the outlet of the impeller completely block the outflow of the liquid flow. The bottom layers of type C cavitation bubbles become thickened, and the cavitation bubble trail at the inlet of the impeller completely blocks the outflow of the liquid flow. The outflow blocked by the three types of cavitation bubbles accounts for 3/4 of the impeller flow. At this time, the performance of the centrifugal pump is severely degraded. Although type A cavitation bubbles have a sudden increase, the increase is one order of magnitude less than the increases of the other three types.
It can be seen from Figure 7 and Figure 8 that when the inlet negative pressure is reduced from Pj = −20 kPa to Pj = −60 kPa, type A and type C impellers reduce the impact loss of the blade on the medium with the impact changing from the axial direction to the radial direction, and reduce the energy loss at the inlet, improving the fuel flow characteristics. The forward-extended sections of type A and type B blades occupy a smaller inlet space and have a smaller excretion towards the medium compared to those of type C and type D blades, which makes the inlet velocity small. In conventional inlet velocity calculation, the excretion coefficient, such as coefficient k in Eq. (1), is calculated by considering only the blade thickness and ignoring the blade width. In this paper, the corrected inlet excretion coefficient, such as the coefficient k1 in Eq. (1), is proposed after considering the blade width.
In general, impellers with forward-extended blades (type A and type B) have less variation in cavitation strength and cavitation region compared to those without forward-extended blades (type C and type D), indicating that impellers with forward-extended blades (type A and type B) have stronger cavitation resistance.
Under the condition that the design parameters, such as the outlet diameter of the volute and the impeller and the specific speed, remain unchanged, we designed four sets of impellers with different blade forms and studied the anti-cavitation characteristics of the high-speed centrifugal pump using ethylene glycol aqueous solution as the medium in the aerospace temperature control system under different inlet negative pressures. The following conclusions are drawn:
(1) For the design of blades in the centrifugal pump, while ensuring the blade thickness and taking into account the blade inlet width, the corrected coefficient k1 of the blade was introduced to obtain the twisted, overhung and forward-extended blade beyond the conventional design.
(2) When the inlet negative pressure decreased from Pj = −50 kPa to Pj = −60 kPa, the volume fraction of type A was below 0.625, and the volume fractions of other types were increased to 0.875. The cavitation severity changed from B > D > A > C to C > D > B > A.
(3) When the inlet negative pressure decreased from Pj = −20 kPa to Pj = −60 kPa, type A had the smallest cavitation area and cavitation strength. The shape, size, and position of the cavitation regions of the four types of impellers varied significantly. The change of type C subject to inlet negative pressure gradient was the most sensitive. Type B and type D both had cavitation bubbles with the strength level of 0.875 when Pj = −20 kPa and cavitation bubbles with the strength level of one when Pj = −40 kPa.
(4) The width of the blade inlet was reduced so that the excretion strength of the blade inlet to the medium was weakened, the inlet energy loss of the blade was improved, and the flow loss at the blade inlet was reduced, improving the anti-cavitation characteristics, especially when Pj = −60 kPa.
Chao Wenxiong (1985-), male, postgraduate, associate professor, mainly engaged in the research and optimization of the int-ernal fluid drive and control of aerospace centrifugal pumps.
W-xC:Conceptualization, Methodology, Software, Investigation, Formal Analysis, Writing—Original Draft; B-lS:Data Curation, Writing—Original Draft; HR: Visualization, Investigation; WD:Resources, Supervision.
All claims expressed in this article are solely those of the authors and do not necessarily represent those of their affiliated organizations, or those of the publisher, the editors and the reviewers. Any product that may be evaluated in this article, or claim that may be made by its manufacturer, is not guaranteed or endorsed by the publisher.
Bai, K., and Ma, X. (2021). Nume-rical Simulations of Internal Flow Fieldand Mass Flow Characteristic of Gear Pumps in torpedo Based on Pumplinx[J]. Ship Sci. Technology 43 (3), 56–59.
Chao, W., and Wang, J. (2018). Hydraulic Characteristics Analysis of Centrifugal Pump with Unshrouded Composite Impeller at Different Tip Clearances[J]. Chin. Hydraulics Pn-eumatics (11), 89–93.
Chao, W., and Wang, J. (2019). Numerical Simulation and Experimental Analysis for Cavitation in Compos-Ite Centrifugal Pump. [J].Chinese SpaceScience and Technolongy. 39 (3), 64–70. doi:10.16708/j.cnki.1000-758X.2019.0020
Feng, J. (2016). Numerical Analysis of Unsteady Flow Field of Centrifugal Pump under Different Impeller Type[J]. China Pet. Chem. Stand-ard Qual. 36 (11), 9–11.
Fu, Y., and Shen, C. (2016). Cav-itation Characteristic Induced by Inlet Back Flow in a Centrifugal Pump[J]. J. Drainage Irrigation Machinery Eng. (10), 841–846. doi:10.3969/j.issn.1674-8530.15.0183
Han, Y., Zhou, L., Bai, L., Shi, W., and Agarwal, R. (2021). Comparison and Validation of Various Turbulence Models for U-bend Flow with a Magnetic Resonance Velocimetry experiment. Phys. Fluids 33, 125117. doi:10.1063/5.0073910
Hu, S., and Song, W. (2017). Numerical Analysis of Cavitation Characteristics of High Speed Micro-pump in Low Flow[J]. J. Eng. Therm. Energ. Power 32 (8), 100–106. doi:10.16146/j.cnki.rndlgc.2017.08.0016
Liao, W., and Wuruikang, F. (2021). The Hydraulic Design and Opt-Imization for Ultra-thin Centrifugal Micropump[J]. J. Eng. Thermophys. 42 (5), 1251–1256.
Ma, H., and Pan, Y. (2020). Research on Influence of Blade Outlet Angle on Int-Ernal and External Performance of Centrifugal Pump Based on Pumplinx[J]. Coal Mine Machinery 41 (05), 60–63. doi:10.13436/j.mkjx.202005020
Pei, J., and Yin, T. (2017). Cavitation Optimization for a Centrifugal Pump Impeller by Using Orthogonal Designof Experiment[J]. Chin. J. Mech. Eng. 30 (01), 103–109. doi:10.3901/cjme.2016.1024.125
Tang, S., Zhu, Y., and Yuan, S. (2021). An Improved Convolutional Neural Network with an Adaptable Learning Rate towards Multi-Signal Fault Diagnosis of Hydraulic Piston Pump. Adv. Eng. Inform. 50, 101406. doi:10.1016/j.aei.2021.101406
Wang, Y., and Xie, S. (2016). Nu-merical Simulation of Cavitation Performance of Low Specific Speed Centrifu-Gal Pump with Slotted Blades[J]. Journ-al Drainage Irrigation Machin-ery Eng. 34 (3), 210–215. doi:10.3969/j.issn.1674-8530.15.0009
Wei, L., and Song, W. (2016). Num-erical Simulation and Analysis of the Flow at the Inlet of a High Speed Centrifugal Pump Based on the Soft ware CFD[J]. J. Eng. Therm. Energ. Power 31 (7), 103–109. doi:10.16146/j.cnki.rndlgc.2016.07.017
Zhang, X., Lai, X., and Liao, J. (2017). Analysis of Influence of Splitter Bladeon Unsteady Cavitation Flow Character-Istics of Centrifugal Pump[J]. J. Eng. Therm. Energ. Power 32 (4), 109–114. doi:10.16146/j.cnki.rndlgc.2017.04.017
Zhao, W., and Zhao, G. (2017). Numerical Simulation and Experi-Mentof Obstacle Arrangement on Centrifugalpump Blade to Suppress Cavitation[J]. Trans. Chin. Soc. Agric. Machinery 48 (9), 111–120. doi:10.6041/j.issn.1000-1298.2017.09.014
Zindani, D., Roy, A. K., and Kumar, K. (2016). Design of Blade of Mixed Flow Pump Impeller Using Mean Stream Line Method. Proced. Technology 23, 464–471. doi:10.1016/j.protcy.2016.03.051
Gaseous and vaporous cavitation is extremely harmful to axial piston pumps, such as reducing flow rate, increasing flow pulsation, increasing vibration, increasing noise, and shortening life. To suppress the cavitation and improve the performance of axial piston pumps, a mathematical model for suppressing cavitation in the plunger chamber with a constant theoretical flow rate is innovatively established by combining the flow equation of the plunger pump and the pressure drop equation of the plunger chamber. Based on the model, two methods to suppress cavitation in the plunger chamber under the condition of a constant theoretical flow rate are proposed. The first method is to increase the distribution circle radius and correspondingly reduce the rotation speed, and the second method is to increase the plunger chamber radius and correspondingly reduce the rotation speed. To verify the effectiveness of these two methods, the CFD model of the axial piston pump is established, and the correctness of the model is verified by experiments. The results show that the two methods can effectively suppress cavitation in the plunger chamber, improve the actual flow rate, and reduce the flow pulsation under the condition of a constant theoretical flow rate. The research results can provide an important reference for the design and optimization of the plunger pump.
Axial piston pumps are one of the positive displacement hydraulic pumps, which can convert mechanical power into hydraulic power. They are widely used in aerospace, machinery, ships, and other fields because of their compact structure, high functional density, high reliability, easy automation, and long life [1, 2].
Cavitation is a dynamic process where vapor bubbles form in the liquid when the localized pressure drops below the vapor pressure and then collapse when the localized pressure rises above the vapor pressure [3, 4]. In recent years, cavitation has been observed in plunger pumps, and the plunger chamber and the relief groove are the main areas where cavitation occurs [5–10]. When the bubbles generated by vaporous cavitation collapse, severe pressure fluctuation, pressure impact, and high-speed jet flow will be generated [11–13], accompanied by vibration and noise [14–18], which will lead to the formation of pits on the metal surface [19, 20]. The hydraulic oil is contaminated by the chipped metal particles, which further causes particle wear, resulting in a decrease in the sealing and load-bearing capacity of the friction pair. The air bubbles generated by the gaseous cavitation destroy the continuity of the oil discharge of the plunger pump, which leads to the reduction of the effective delivery flow rate and the decrease of the volumetric efficiency of plunger pumps [21–23].
Suppressing cavitation in the plunger chamber has always been one of the goals of scholars at home and abroad. Research shows that pressure drop is the main cause of cavitation in the plunger chamber [12, 24]. Two factors cause pressure drop are as follows: the first is the pressure loss along the way during the oil suction process of the plunger chamber [25, 26]. The second is the pressure drop near the center of rotation caused by centrifugal force when the plunger chamber rotates around the shaft [27, 28].
The plunger chamber is the most important hydraulic oil transmission area of the plunger pump. Therefore, the cavitation in the plunger chamber should be suppressed. At present, the main methods for suppressing cavitation in the plunger chamber are as follows: the first method is to increase oil suction pressure. In this method, the initial pressure energy of hydraulic oil is increased by adding a turbine-increasing device at the oil suction port, which prevents the oil pressure from being affected by the energy loss along the way during the oil suction process, and finally achieves the purpose of suppressing cavitation [28, 29]. The second method is to decrease the oil discharge pressure [30]. This method can suppress cavitation by reducing the jet flow and backflow during the high-pressure and low-pressure conversion of the plunger chamber. The third method is to optimize the suction pipeline. This method can effectively reduce the suction pressure drop and achieve the purpose of suppressing cavitation by keeping the oil suction direction of the oil suction pipeline consistent with the tangential velocity direction of the plunger chamber [31–33]. The fourth method is to reduce the rotation speed. The method can suppress cavitation in the plunger chamber by reducing pressure difference and increasing the pressure near the inside wall of the plunger chamber [12, 34]. The fifth method is to reduce the swash plate inclination angle. The method can reduce the oil suction force by reducing the relative axial speed, thereby reducing the energy loss along the way and suppressing cavitation in the plunger chamber [35].
Although some achievements have been made in suppressing cavitation in the plunger chamber, there are still some shortcomings. For example, the theoretical flow rate will decrease when decreasing the rotation speed or decreasing the swash plate inclination angle.
Faced with the problem that reducing the rotation speed or decreasing the swash plate inclination angle will reduce the theoretical flow rate, in this paper, the pressure drop equation of the plunger chamber is deduced, and by combining the theoretical flow equation of the plunger pump and the pressure drop equation of the plunger chamber, the pressure drop model of the plunger chamber with an invariable theoretical flow rate is innovatively established. Based on this model, the measures to suppress cavitation in the plunger chamber with a constant theoretical flow rate are proposed and verified. The results can provide an important reference for suppressing cavitation in the plunger chamber.
During the operation of the plunger pump, the viscosity and compressibility can be ignored because the hydraulic oil flow rate is extremely fast and the oil will not be subject to the high pressure during the normal oil suction process. Consider a fluid particle P that flows from the suction port to the plunger chamber. For inviscid flow, Euler’s equations can be expressed in vector notation as
where is the fluid density, is the velocity of the fluid particle, is the body force, and is the pressure at an arbitrary location in the cylinder chamber.
Because the plunger chamber pressure drop model needs to be studied from an analytical equation point of view, the hydraulic oil flow is assumed to be steady state.
Because the axial piston pump is a rotating fluid machine, the Cartesian coordinate system should be converted into a cylindrical coordinate system. The origin and -axis of the cylindrical coordinate system coincide with the origin and -axis of the Cartesian coordinate system, respectively. Figure 1 shows the schematic diagram of the oil location in the plunger chamber. The blue coordinate is the local coordinate system, the distance between the fluid particle in the plunger chamber and the origin of the cylindrical coordinate system is , and the distance between the fluid particle and the origin of the local coordinate system is . According to the geometric structure of the plunger pump and the rotating cylindrical coordinate system, can be expressed as
Compared with the centrifugal force on the fluid particle, the gravity is very small and can be ignored. In the rotating cylindrical coordinate system, Equation (3) can be written as
where is the integral constant. Considering two situations of hydraulic oil, the first is when the fluid particle flows from the valve plate into the cylinder block, and the second is when the fluid particle reciprocates in the plunger chamber, and the following two expressions can be obtained according to Equation (10).
where and are the velocity and pressure of the fluid particle at the oil suction port of the valve plate, respectively, and are the flow rate and pressure of the fluid particle in the plunger chamber, respectively, is the distance between the fluid particle in the plunger chamber and the center of the plunger chamber window.
where is the axial velocity of the plunger. The inlet pressure can be obtained if the flow resistance from the pump inlet to the valve-plate suction port is neglected.
where is the pressure of fluid particle in the valve plate, is the flow rate under the damping action, is the cylinder block window area. Equation (18) can be obtained by combining Equations (16) and (17).
The relationship between the pressure at an arbitrary location in the plunger chamber and the pressure at the suction port of the plunger pump can be expressed as
According to Equation (21), the pressure of the oil suction port and the overall pressure drop coefficient are the factors that affect the pressure in the plunger chamber. The overall pressure drop coefficient includes and , is the pressure drop coefficient caused by the loss along the way during the oil suction process of the plunger chamber, and is the centrifugal pressure drop coefficient caused by the centrifugal force.
In the equations, means that the plunger chamber is at the dead center position of the distribution circle, means that the plunger chamber is in the middle of the two dead centers of the distribution circle, means that the fluid particle is at the near rotation center of the plunger chamber, means that the fluid particle is at the far rotation center of the plunger chamber. The pressure drop usually occurs at the near rotation center of the plunger chamber, while the pressure increase occurs at the far rotation center, so only the case of the near rotation center ( and ) is considered. The pressure drop coefficient of the loss along the way is the largest when the plunger chamber is located in the middle of the upper and lower dead centers, so only the case of needs to be considered. To sum up, the centrifugal pressure drop coefficient can be expressed as
In order to suppress cavitation in the plunger chamber, it is necessary to increase the pressure in the plunger chamber by reducing the pressure drop coefficient .
According to Equation (28), the pressure drop can be suppressed by four methods, which are reducing the swash plate inclination angle , reducing the cylinder rotation speed , reducing the distribution circle radius , and reducing the plunger chamber radius .
Although the cavitation in the plunger chamber can be effectively suppressed by reducing the rotation speed, reducing the swash plate inclination angle, reducing the distribution circle radius, and reducing the plunger chamber radius, the theoretical flow rate, the most key parameter of a plunger pump, will decrease by these methods to suppress cavitation. To solve this problem, it is necessary to suppress cavitation in the plunger chamber based on the constant theoretical flow rate. Because the flow rate of the axial piston pump is determined by the flow rate of a single plunger chamber, the theoretical flow rate formula of a single plunger chamber is introduced here.
Because the theoretical flow rate of the axial piston pump is not affected by , is considered. Through simplification, the theoretical flow formula of a single plunger chamber can be expressed as
According to Equation (30), the four variable parameters are the plunger chamber radius , the cylinder rotation speed , the distribution circle radius , and the swash plate inclination angle β. In order to keep the theoretical flow constant, the following two cases can be considered, namely, and .
According to Equation (34), the fixed pressure drop term and the variable pressure drop term are the two-plunger chamber pressure drop terms related to the plunger chamber radius and the distribution circle radius. The expressions for and are Equations (35) and (36), respectively
Because the influence of the distribution circle radius on the variable pressure drop term needs to be studied, by combining Equations (30) and (36), Equation (36) can be rewritten as
Figure 2 shows the relationship curves between the distribution circle radius , the rotation speed , and the variable pressure drop term . Figure 3 shows the projected contour plot of the variable pressure drop term on the plane, and the black solid line is the relationship curve between the distribution circle radius and the rotation speed under the condition of constant oil discharge flow rate in this paper. Under the premise of , the variable pressure drop term decreases as the distribution circle radius increases. Therefore, under the condition of the constant theoretical flow rate, the cavitation in the plunger chamber can be suppressed by increasing the distribution circle radius and correspondingly reducing the rotation speed.
Figure 4 shows the relationship curves between the plunger chamber radius , the rotation speed , and the variable pressure drop term . Figure 5 shows the projected contour plot of the variable pressure drop term on the plane, and the black solid line is the relationship curve between the plunger chamber radius and the rotation speed under the condition of a constant oil discharge flow rate. Under the premise of , the variable pressure drop term c6 decreases as the plunger chamber radius increases. Therefore, under the condition of a constant theoretical flow rate, the cavitation in the plunger chamber can be suppressed by increasing the plunger chamber radius and correspondingly reducing the rotation speed.
Flow pulsation is one of the key indicators to evaluate the performance of the axial plunger pump. Assuming is the flow pulsation, then can be expressed as
Figure 6 shows the fluid domain model and mesh model of the plunger pump. Because there is relative motion among the components of the axial piston pump during operation, the fluid domain of the piston pump is divided into 5 parts: inlet, outlet, inlet of valve plate, outlet of valve plate, and plunger chamber. To accurately locate the position of the plunger chamber, the plunger chamber is divided into four areas according to the order in which the hydraulic oil is sucked, which are the chamber window area, the chamber overflow area, the chamber expansion and compression area and the chamber top area. Table 1 shows the parameters of the fluid domain of the plunger pump. The type of the relief groove is a triangular relief groove, and the type of the pump is a 9-piston variable displacement axial piston pump.
Figure 7 shows the fluid domain and mesh motion diagram of the plunger chamber. The fluid domain of the axial piston pump is divided by the Cartesian grid, which has the advantages of high accuracy, fast speed, less grid quantity demand, and high flow field resolution. The meshed parts are connected by a Mismatched Grid Interface (MGI), which is treated as the common face connecting cells on both sides of the interface. During the simulation process, the interface is the same as an internal interface between two neighboring cells in the same grid domain.
In Figure 7, the bottom dead point is set to 0°, and the top dead point is set to 180°. In actual working conditions, the oil is sucked in when the plunger chamber rotates from 0° to 180°, the oil is discharged when the plunger chamber rotates from 180° to 360°. During the oil suction stage, the length of the plunger chamber increases regularly because the expansion and compression region of the plunger chamber is stretched. During the oil discharge stage, the length of the plunger chamber decreases regularly because the expansion and compression region is compressed.
The boundary conditions and fluid properties for the CFD model are shown as in Figure 6 and Table 2. During the operation of the plunger pump, the pressure, flow rate, and cavitation of the fluid will change with time. Therefore, the simulation type is unsteady, and the plunger chamber rotates by 1° in each iteration step. Before the simulation is started, the internal flow field of the plunger pump is in a static state, and after the simulation is started, the flow field is in a turbulent state. After the plunger chamber rotates 13 times, the simulation results gradually become stable. Therefore, the total iteration step in this paper is 5400 steps, that is, the plunger chamber rotates 15 times in total. All the simulation results in this paper are the results after the flow field becomes stable. In the simulation model, the full cavitation model is selected as the cavitation model, and the standard k-ɛ turbulence model is selected as the turbulence model.
To verify that the simulation results are independent of the grid size, a working condition is selected for simulation, in which the pressure at the oil suction port is one atmosphere, the pressure at the oil discharge port is 20 Mpa, and the rotation speed is 1800 r/min.
In the study of suppressing cavitation in the plunger chamber, the characteristic parameters include the peak value of the gas phase volume fraction of the plunger chamber, the valley value of the flow rate, and the peak value of the flow rate. Figure 8 shows the variation curves of three characteristic parameters with the number of grids. When the number of grids is more than 500000, three characteristic parameters become stable. Therefore, to ensure the accuracy of the simulation results, the number of grids is 800000.
To verify the correctness of the simulation model, the flow rate of the plunger pump under the conditions of different pressures and rotation speeds is tested, and the tested axial plunger pump is shown in Figure 9.
Figure 10 shows the comparison of the theoretical flow rate, simulation flow rate and experimental flow rate of the plunger pump when is equal to 0.5 Mpa. Figure 11 shows the relative error between theoretical results and simulation results; Figure 12 shows the relative error between simulation results and experiment results. From the point of view of pressure and rotation speed, the simulation flow rate is basically consistent with the experimental flow rate, the relative error between theoretical results and simulation results does not exceed 5% and the relative error between the simulation results and the experimental results does not exceed 3.5%, which verifies the correctness of the simulation model of the plunger pump. The difference between the theoretical flow rate and the simulation flow rate increases with the increase of pressure, which is caused by the aggravation of backflow. The difference between the theoretical flow rate and the experimental flow rate increases with the increase of pressure, which is caused by the aggravation of backflow and leakage. The difference between the theoretical flow rate, the simulation flow rate, and the experimental flow rate increases with the increase of the rotation speed, which is caused by the increased cavitation caused by the increase of the rotation speed.
In order to study the cavitation suppression in the plunger chamber based on distribution circle radius and rotation speed, 6 groups of data of distribution circle radius and rotation speed are selected, and the data are shown in Table 3.
Figure 13 shows the curves of the gas phase volume fraction in the plunger chamber with different distribution circle radii and rotation speeds. Under the condition of a constant theoretical flow rate, the gas phase volume fraction in the plunger chamber decreases with the increase of the distribution circle radius. When the distribution circle radius increases from 0.036735 m to 0.047334 m, the peak value of the gas phase volume fraction in the plunger chamber decreases from 5.638% to 4.138%, and the average gas phase volume fraction decreases from 1.080% to 0.963%. Figure 14 shows the curves of the vapor volume fraction in the plunger chamber with different distribution circle radii and rotation speeds. Under the condition of a constant theoretical flow rate, with the increase of the distribution circle radius and the corresponding decrease of the rotation speed, the vapor volume fraction in the plunger chamber decreases. When the distribution circle radius increases from 0.036735 m to 0.047334 m and the rotation speed decreases from 1984.5 r/min to 1540.125 r/min, the vapor volume fraction in the plunger chamber decreases from 0.139% to zero. To sum up, under the condition of a constant theoretical flow rate, the gaseous cavitation and vaporous cavitation in the plunger chamber can be effectively suppressed by increasing the distribution circle radius and correspondingly reducing the rotation speed.
Figure 15 shows the flow rate curves of the outlet port with different distribution circle radii and rotation speeds. With the increase of the distribution circle radius and the corresponding decrease of the rotation speed, the peak values of the outlet port flow rate decrease and the valley values increase, which plays the role of “cutting the peak and filling the valley.” Under the condition of a constant theoretical flow rate, when the distribution circle radius increases from 0.036735 m to 0.047334 m, the peak value of the flow rate decreases from 1.642 kg/s to 1.432 kg/s, and the valley value increases from 0.474 kg/s to 0.972 kg/s. Figure 16 shows the average oil discharge flow rate curve and flow pulsation rate curve with different distribution circle radii and rotation speeds. By increasing the distribution circle radius, the cavitation in the plunger chamber can be suppressed, and the backflow and jet flow rate can be reduced, thereby increasing the actual flow rate and reducing the flow pulsation. When the distribution circle radius increases from 0.036735 m to 0.047333 m, the actual flow rate increases from 1.164 kg/s to 1.201 kg/s, and the flow pulsation rate decreased from 4.564% to 1.153%. To sum up, the actual flow rate can be effectively increased and the flow pulsation can be reduced by increasing the distribution circle radius and correspondingly reducing the rotation speed.
In order to study the cavitation suppression of the plunger chamber based on plunger chamber radius and rotation speed, 6 groups of data of plunger chamber radius and rotation speed are selected, and the data are shown in Table 4.
Figure 17 shows the curves of the gas phase volume fraction in the plunger chamber with different plunger chamber radii and rotation speeds. Under the condition of a constant theoretical flow rate, the gas phase volume fraction in the plunger chamber decreases with the increase of the plunger chamber radius. When the plunger chamber radius increases from 0.00925 m to 0.0105 m, the peak value of the gas phase volume fraction decreases from 6.348% to 4.010%, and the average gas phase volume fraction decreases from 1.186% to 0.942%. Figure 18 shows the curves of the vapor volume fraction in the plunger chamber with different plunger chamber radii and rotation speeds. Under the condition of a constant theoretical flow rate, with the increase of the plunger chamber radius and the corresponding decrease of the rotation speed, the vapor volume fraction in the plunger chamber decreases. When the plunger chamber radius increases from 9.25 mm to 10.5 mm, the vapor volume fraction decreases from 3.74% to zero. To sum up, under the condition of a constant theoretical flow rate, the gaseous cavitation and vaporous cavitation in the plunger chamber can be effectively suppressed by increasing the plunger chamber radius and correspondingly reducing the rotation speed.
Figure 19 shows the flow rate curves of the outlet port with different plunger chamber radii and rotation speeds. With the increase of the plunger chamber radius and the corresponding decrease of the rotation speed, the peak values of the outlet port flow rate decrease and the valley values increase, which plays the role of “cutting the peak and filling the valley.” When the plunger chamber radius increases from 0.00925 m to 0.0105 m, the peak value of the oil discharge flow rate decreases from 1.66 kg/s to 1.49 kg/s, and the valley value increases from 0.49 kg/s to 0.83 kg/s. Figure 20 shows the average oil discharge flow rate carve and flow pulsation curve with different plunger chamber radii and rotation speeds. By increasing the plunger chamber radius and correspondingly reducing the rotation speed, the filling rate of the plunger chamber is increased and the backflow is reduced because the cavitation in the plunger chamber is suppressed, thereby increasing the actual flow rate and reducing the flow pulsation rate. When the plunger chamber radius increases from 0.00925 m to 0.0105 m, the actual flow rate increases from 1.157 kg/s to 1.194 kg/s, and the flow pulsation rate decreases from 4.7% to 1.7%. To sum up, under the condition of a constant theoretical flow rate, by increasing the plunger chamber radius and correspondingly reducing the rotation speed, the cavitation in the plunger chamber can be effectively suppressed, the oil discharge flow rate is increased, and the flow pulsation rate is reduced, which can improve the stability and prolong the life of pumps.
In this paper, the axial piston pump is taken as the research object, and the research on suppressing cavitation, reducing flow pulsation, and increasing the actual flow rate is carried out by theoretical analysis, numerical calculation, and experimental test. By deriving the pressure drop equation of the plunger chamber considering the window pressure loss, it is found that the cavitation of the plunger chamber can be suppressed by reducing the swash plate inclination angle, reducing the cylinder rotation speed, reducing the distribution circle radius, and reducing the plunger chamber radius. However, the theoretical flow rate will be reduced when these methods are used to suppress cavitation in the plunger chamber, which has no practical engineering significance. In order to suppress the gaseous cavitation and vaporous cavitation in the plunger chamber under the condition of a constant theoretical flow rate, a model for suppressing cavitation in the plunger chamber with a constant theoretical flow rate is innovatively established by combining the flow equation of the plunger pump and the pressure drop equation of the plunger chamber. Based on this model, two methods for suppressing cavitation in the plunger chamber with an invariable theoretical flow rate are proposed. The first method is to increase the distribution circle radius and correspondingly reduce the rotation speed. The second method is to increase the plunger chamber radius and correspondingly reduce the rotation speed. Through the numerical calculation of the CFD model of the plunger pump and the flow rate test of the plunger pump at different pressures and speeds, the effectiveness of the two methods in suppressing cavitation of the plunger chamber, increasing the actual flow rate, and reducing the flow pulsation is further verified. The two methods of suppressing cavitation in the plunger chamber have important reference significance for the design and manufacture of axial plunger pumps.

If you ended up on this page doing normal allowed operations, please contact our support at support@mdpi.com. Please include what you were doing when this page came up and the Ray ID & Yo



 8613371530291
8613371530291