
kelly bushing and rotary table brands

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

An adapter that serves to connect the rotary table to the kelly. The kelly bushing has an inside diameter profile that matches that of the kelly, usually square or hexagonal. It is connected to the rotary table by four large steel pins that fit into mating holes in the rotary table. The rotary motion from the rotary table is transmitted to the bushing through the pins, and then to the kelly itself through the square or hexagonal flat surfaces between the kelly and the kelly bushing. The kelly then turns the entire drillstring because it is screwed into the top of the drillstring itself. Depth measurements are commonly referenced to the KB, such as 8327 ft KB, meaning 8327 feet below the kelly bushing.

Start shopping at Alibaba.com to discover wholesale rotary kelly bushing at incredible prices.Browse through rotary kelly bushing for any type of vehicle.Bearings can be produced from a broad variety of materials, such as different steel, rubber, plastic, brass, and ceramic. These materials, each having their own benefits that render them appropriate to specific operations, including noise level, mass, weight, capacity, and resistance, and a series of options to match your individual needs and requirements.
This particular type of rolling component has had a lengthy lifespan, originally made popular in bicycles then, automobiles. It decreases spinning rubbing while withstanding axial and radial loads and has the potential to be used across a broad spectrum of different industries, of which aerospace, agricultural and machinery, wagons and other automobiles, skateboards, and of course fidget spinners!
However, getting a bushing that is properly functioning is critical to a comfortable and smooth ride, as they maintain the car in good conditions. We have variously available bushings including, grounding bushing, polyurethane bushings, energy suspension bushings, brass bushings, and even drill bushings.Buy our selection of rotary kelly bushing now. For those of you who are looking for quality wholesale rotary kelly bushing at a bargain price, well then you should look no further! At Alibaba.com, you may find a great array of quality automotive accessories and everything at an awesome price.

Buyer acknowledges and agrees that all equipment / parts are sold as is / where is without guarantee or warranty of any kind, either expressed or implied.

The NOV CUL & CB Casing Bushings are inserted directly into the rotary table and insure that the casing being run is perfectly aligned with the center of the hole. Model CU is a solid bushing and model CB is a split bushing. All of the bushings accept bowls of different sizes to accommodate a wide range of casing. Using CMS-XL or CP-S slips, since these bushings fit into the rotary table, the casing string can be easily rotated during cementing operations.

P/F PIN DRIVE ROLLER KELLY BUSHING INTERCHANGEABLE WITH TYPE 27HDP HEAVY DUTY FOR 3 1/2", 5", 5 1/4", 6" HEXAGONAL KELLY REF : ALL MANUFACTURERS AS 27 HDP TYPE WITH API 7K MONOGRAM ROLLER ASSY. COMPLETE FOR 5-1/4" HEX

P/F PIN DRIVE ROLLER KELLY BUSHING INTERCHANGEABLE WITH TYPE 27HDP HEAVY DUTY FOR 3 1/2", 5", 5 1/4", 6" HEXAGONAL KELLY REF : ALL MANUFACTURERS AS 27 HDP TYPE WITH API 7K MONOGRAM ROLLER ASSY. COMPLETE FOR 5-1/4" HEX

The College of Earth and Mineral Sciences is committed to making its websites accessible to all users, and welcomes comments or suggestions on access improvements. Please send comments or suggestions on accessibility to the site editor. The site editor may also be contacted with questions or comments about this Open Educational Resource.
The College of Earth and Mineral Sciences is committed to making its websites accessible to all users, and welcomes comments or suggestions on access improvements. Please send comments or suggestions on accessibility to the site editor. The site editor may also be contacted with questions or comments about this course.

A 27-year-old gas drilling rig worker died on May 23, 2003 from blunt force trauma to the head, neck, and chest during a cleanout operation at the well. At the time of the incident, the victim was working within eight feet of the kelly on the drilling rig floor. Compressed air was used to blow out the conductor pipe, but due to a lack of communication, the compressor was turned on before the valves were prepared to control the flow of debris out of the hole. The excess pressure caused the kelly bushing, drillpipe slips, and debris to be blown out of the rotary table. The victim was struck by these objects and was pronounced dead on arrival to the hospital.
Ensure that all employees are trained properly and possess the skills necessary to recognize and control hazards for all operations in which they participate.
A 27-year-old gas drilling rig worker died on May 23, 2003 from blunt force trauma to the head, neck, and chest after he was struck by the kelly bushing and drillpipe slips. OKFACE investigators reviewed the death certificate, related local news articles, and reports from the sheriff’s office, Medical Examiner, Occupational Safety and Health Administration (OSHA),
and emergency medical services (EMS). Interviews were conducted with company officials, including safety representatives, at the company headquarters on August 19, 2003.
The drilling company that employed the decedent had been in business for 33 years and, at the time of the incident, employed 140 individuals. The victim had five years of experience in drilling operations and had worked for this drilling company off and on over that five-year period. However, during this time of employment, he had been working for the employer for only three days. At the time of the incident, the decedent was part of a five-person crew that was working at a gas well site, which had been in operation for three days (Figure 1). The victim was fatally injured during a cleanout operation. The cleanout process is a normal part of drilling operations and involves blowing out mud, water, and debris by pressurizing the well shaft with either air or liquid as the standard cleaning media. The victim had performed the cleanout process many times in the past.
The company did have a comprehensive written safety program in place at the time of the incident. The victim had received formal company safety training and informal on-the-job training specifically relating to cleanout operations. Safety meetings were held regularly, and levels of training were measured by employee testing and demonstration. Two of the five workers at the site had recently joined the crew from other drilling companies; however, they each had years of experience in oil and gas drilling.
At the time of the incident, the rig floor and working surfaces were level and dry; the weather was warm with light to no wind. The victim was working with four other crew members on a gas drilling rig, wearing the necessary personal protective equipment (e.g., steel toe boots, hard hat, eye protection). Prior to the incident, the decedent was assigned the task of driller and was asked to find the bottom of the conductor hole with the kelly (Figure 2). The kelly is used to transmit power (rotary motion) from the rotary table and kelly bushing to the drillstring (Table 1). After unlatching the brake handle, the driller allowed the kelly to free fall to the bottom. The uncontrolled fall caused the kelly to become jammed with debris, such as water, mud, and other material, that had collected in the conductor hole since the time it was originally drilled for the well. As a result, a cleanout operation became necessary. Cleanout procedures involving air or mud drilling fluid are acceptable norms in the oil and gas drilling industry; however, drilling fluid is more commonly used than compressed air.
a long square or hexagonal steel bar with a hole drilled through the middle for a fluid path; goes through the kelly bushing, which is driven by the rotary table
After the kelly became jammed, a senior driller was assigned to take over the brake handle and kelly; however, the decedent remained approximately eight feet away on the rig floor. A newly hired, yet experienced, derrickman had the job of running the air compressor. While the drillers were switching positions, the derrickman realized that he had not started that particular type of compressor in quite some time and left the rig floor to seek help from another driller onsite.
In normal cleanout operation procedures, certain valves are closed prior to turning on the compressed air, which allows control over the flow of debris out of the hole and into a catch pond. Once the valves are prepared, the driller indicates to the derrickman that the area is ready for the compressed air. At some point between the senior driller preparing for cleanout and the derrickman leaving the floor to turn on the air compressor, there was a lack of communication and the air compressor was activated without the senior driller’s knowledge, prior to the prescribed valves being shut. After starting the air compressor, the derrickman returned to the rig floor and, as he walked to his next assignment, the rotary table erupted. The pressure normally used to complete the cleanout work is a minimum of 20 pounds per square inch. Within minutes, the kelly had pressurized well beyond this point to 150 pounds per square inch. The victim, who was still on the rig floor in close proximity to the kelly, was also unaware that the air compressor had been turned on. The compressed air, at full pressure with no valves closed to control or direct the flow, blew the kelly bushing, drillpipe slips, and debris out of the rotary table; all of which struck and landed on the victim.
The victim was the only crew member injured by the flying debris and equipment. The victim was pulled away from the hazardous area, laid down, and kept calm. There was some initial confusion over whom to call for help, which caused a lack of quick medical response. Apparently no emergency numbers were posted on-site; although, a cell phone was available, there may have been some trouble getting through. One of the crew members went to the nearest farmhouse to find out how to call local EMS, while another was sent out to the road to direct first responders. EMS arrived at the scene approximately 30 minutes after the incident and loaded the victim for transport to the hospital. The victim was pronounced dead on arrival to the hospital, which was approximately 20 miles away.
Discussion: Employers should develop, implement, and enforce standard operating practices and procedures for all drilling operations to safeguard against unexpected energization or startup of equipment/machinery, or hazardous energy release during servicing and maintenance. These written practices and procedures should be reviewed at least annually. In this incident, standard operating procedures for performing cleanout, and training to those procedures, were needed to help monitor air and hydraulic pressure and control pumps and compressors. Had a standard written operating procedure been in place and complied with by the crew, this incident may have been prevented. While using compressed air is a normal cleanout practice, the area around the rotary table becomes highly hazardous during the procedure and requires certain precautions, such as following each step in order, knowing where debris will go before the air is started, and clearing crew members from dangerous areas. With enforced, documented procedures, the chances of inadvertent hazardous energy release are reduced.
Recommendation #2: Employers should monitor all job tasks to ensure that employees are not directly positioned in areas that are subject to flying parts, debris, and other hazards.
Discussion: The employer and designated site supervisors should monitor the site for hazardous situations and non-compliance. Any deviations from written job procedures or safety standards, or any unsafe situations that arise from site-specific work, should be addressed by management and corrected immediately. All employees should take steps to address unsafe work procedures and to eliminate them by accepted means of control or modification, including, but not limited to, engineering controls, work practice controls, and the use of personal protective equipment. Employees should be aware of how they are positioned at all times to avoid standing, sitting, or working in hazardous zones.
Recommendation #3: Employers should ensure that all employees are trained properly and possess the skills necessary to recognize and control hazards for all operations in which they participate.
Discussion: Employees should be trained thoroughly and formally on the standard operating procedures that are relevant to their duties and assignments. In addition, employers should consider thorough skill evaluations or screening for functional skills prior to hire or work assignment. For operations, such as performing cleanout on a drilling rig, the potential hazards of blowouts during the operation should be addressed, as well as ways to minimize or eliminate the hazards. In addition, training should emphasize the importance of establishing and maintaining good communication between all crew members while performing all work procedures. Documentation of the training should be kept on file with the company, and periodic retraining of employees should be done. Retraining should always occur when there are changes in the equipment, processes, or hazards present. Oil and gas industries should consider consulting sources such as publications from the International Association of Drilling Contractors (IADC; http://www.iadc.org/external icon) (Link Updated 4/1/2013) and OSHA’s Oil and Gas Well Drilling and Servicing eTool (https://www.osha.gov/SLTC/etools/oilandgas/ general_safety/general_safety.htmlexternal icon) for information on safety and training.
Recommendation #4: Employers should develop and utilize a written emergency action plan and should train employees on site-specific emergency response plans.
Discussion: The emergency action plan should be in written form and include all necessary steps to take when an emergency occurs. The plan should contain steps for providing emergency first aid and cardiopulmonary resuscitation (CPR), the phone numbers for all emergency providers and appropriate company officials, and the proper documentation forms to complete following an emergency. The plan should also address fire evacuation and prevention, severe weather procedures, and workplace violence and safety. Every employee should be trained annually on the company’s emergency action plan. Information should be provided on the scope, purpose, and application of the plan. Site-specific information (e.g., severe weather shelters, fire evacuation plan, location of nearest medical care facilities, and pertinent contact phone numbers) should be given to or posted for employees each time a rig is moved. Employees should know where copies of site-specific plans are kept and who to notify if the plans are not readily available. In addition, remote jobsites should have cell phones, two-way radios, or other reliable means of quick communication in the event of an emergency.
Occupational Safety and Health Administration. Oil and Gas Well Drilling and Servicing eTool. (https://www.osha.gov/SLTC/etools/oilandgas/general_safety/general_safety.htmlexternal icon)
The Oklahoma Fatality Assessment and Control Evaluation (OKFACE) is an occupational fatality surveillance project to determine the epidemiology of all fatal work-related injuries and identify and recommend prevention strategies. FACE is a research program of the National Institute for Occupational Safety and Health (NIOSH), Division of Safety Research.
These fatality investigations serve to prevent fatal work-related injuries in the future by studying the work environment, the worker, the task the worker was performing, the tools the worker was using, the energy exchange resulting in injury, and the role of management in controlling how these factors interact.
To contact Oklahoma State FACE program personnel regarding State-based FACE reports, please use information listed on the Contact Sheet on the NIOSH FACE website. Please contact In-house FACE program personnel regarding In-house FACE reports and to gain assistance when State-FACE program personnel cannot be reached.
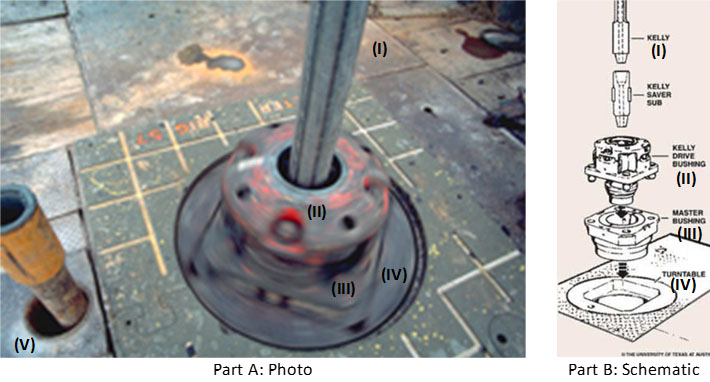
The Kelly Drive Bushing acts as an adapter that serves to connect the rotary table to the Kelly. The Kelly bushing has an inside diameter profile that matches that of the Kelly, usually square or hexagonal. It is connected to the rotary table by four large steel pins that fit into mating holes in the rotary table. The rotary motion from the rotary table is transmitted to the bushing through the pins, and then to the kelly itself through the square or hexagonal flat surfaces between the Kelly and the Kelly drive bushing. The Kelly then turns the entire drillstring because it is screwed into the top of the drillstring itself.

DEN-CON manufactures a wide range of Rotary Adapter Rings for 75 1/2", 60 1/2”, 49 1/2” & 37 1/2” Rotary Tables. The rings may be either solid or split design and the configurations of the bushings can be from one maker of rotary to that same maker (i.e. LTI-LTI) or from one brand to a different brand (i.e. OILWELL-NATL).



 8613371530291
8613371530291