
mechanical seal failure analysis pricelist
At Gaddis Mechanical Seals, our industry-leading seal repair services allow us to repair or upgrade most mechanical seals. In rare cases, though, the damage to a mechanical seal is too severe to repair. Gaddis Mechanical Seals has replacement seals for over 400 brands of OEM pumps, mixers and grinders. We have the ability to provide these replacement seals at a significant cost savings over OEM seals due to the cross referencing ability of our records that go back almost 40 years and our inside engineers ability to identify the type of seals used in your equipment. Over the years, Gaddis Mechanical Seals has formed close relationships with some of the best mechanical seal providers in the world today. By leveraging these relationships, we are able to pass our sizable savings on to our customers in order to offer the best mechanical seals on the market at the lowest prices you will find.
Our engineers will also work with you to fully understand your specific requirements in order to ensure that we provide the perfect mechanical seal for your needs. If you want to guarantee that you purchase a mechanical seal that will function in the application while also ensuring that you receive the best price on the market today, we at Gaddis Mechanical Seals are able to help.

When a mechanical seal fails in one of your operation’s vital pieces of equipment, figuring out the cause of the failure is often even more important than procuring a replacement seal. After all, if there is an underlying issue causing your seals to fail, replacing the seal is only going to be a temporary fix. Unless you plan on purchasing and installing new seals on a regular basis – something that can quickly become both expensive and time-consuming – figuring out the cause of your seal failures is an essential objective.
This is where mechanical seal failure diagnostic services can prove highly valuable. By simply examining your broken seal, we at Gaddis Mechanical Seals are able to pinpoint the exact cause of its failure, enabling you to perform whatever repairs are necessary to keep the same issue from happening again in the future.
At Gaddis Mechanical Seals, we strive to make our seal failure diagnostic services as convenient as possible for our valued customers. All you have to do is send us your broken seal along with any available information regarding where the seal was located and the events leading up to its failure. From there, our expert team will perform a wide range of diagnostics to determine the exact cause behind the seal’s failure.
This includes inspecting the seal’s O-rings, face, springs, gasket, and every other component. By determining the exact component within the seal that failed and analyzing the design of the equipment that it came from, we are able to provide our customers with an accurate and detailed description of exactly what needs to be fixed in order to prevent the same issue from happening again.

Robco"s Mechanical Seal Division manufactures, distributes and customizes mechanical seals, as well as being a repair facility for virtually any mechanical seal brand, utilizing the latest technology and state-of-the-art manufacturing equipment. Robco’s seal designs are customer driven to provide the best possible solutions to sealing problems.
Robco will repair: Borg-Warner, Chesterton, John Crane, Durametallic, EG&G, Flex-A-seal, Flexibox, Flowserve, Garlock, Pac-Seal, U.S. Seal, and virtually any other brand.
Mechanical seals are used everywhere liquids and gases are transferred through rotating equipment. Robco’s seals and packing are the first step to efficiently control leakage and reduce operation costs.
The ideal seal for alumina applications, specifically designed to operate in this challenging environment, the Robco DRYTEK seal will provide maintenance-free operation at least five to twenty times longer than your average alumina screw conveyor seal.
•Better abrasion resistance •Dry-seal, no lubricant required •Sealing components rotate with the shaft, maintaining an airtight seal •Adapts to axial and radial movements of the shaft •Available in C.E.M.A. and METRIC standard shaft sizes.
Double balanced cartridge seal for pumps, agitators and mixers that prevents the leakage of toxic, hazardous, corrosive and costly fluids to the atmosphere.
Robco uses specialized equipment to ensure that rebuilt seals operate equal to brand new, with mechanical seal manufacturing and rebuilding experience dating back to 1978, servicing petrochemical, pulp & paper, steel, mining, waste water, utilities, boilers and more...
We rebuild all major brands at competitive prices with premium quality parts that meet all OEM specifications. We offer a free estimate and failure analysis. Rebuild outlay normally varies from a third to half the cost of a new seal, so lower your inventory value and reduce your overall operations cost.
By centralizing your repairs: Robco rebuilds all major brands in one location, simply complete our Seal Repair Form to be enclosed along with your seal shipment and we’ll take care of the rest, returning your seal looking and working like new. Robco tags all rebuilt seals for future rebuild identification, tracking seal life and failure patterns.

OPHITE mOUftTAin PROCESS Mechanical Seals for Mixers, Pumps, Reactors and Rotating Equipment Are you tired of poor service and slow response for mechanical seal help? We provide "down to earth" mechanical seal solutions, to fit your requirements at fair prices! White Mountain Process
Reduce Cost and Increase MTBF Mixer & Mechanical Seal Repair & Service Tired of High Seal Prices & Long Delivery Times? Mechanical Seals New Seals and Seal Repairs Mixer & Pump Mechanical Seals & Repairs: Mechanical Seals for • Top Entry Mixers • Side Entry Blenders • Bottom Mount Mixers • Pumps • Reactors • Mixer Seal Service • We Test Run Each Mixer • Bench Tests of Seals • Full Seal Repairs & Testing Mechanical Seals: • Sanitary (3A) • Industrial (Chemical) • BioPharma (cGMP, USP VI, BPE) • Made and Serviced in USA • Sanitary Seals with USP VI and FDA Materials with Certs • Double Seals...
MECHANICAL SEAL REPAIR FACILITY * ON SITE ENGINEERING * CARTRIDGE SEALS f^jS\WHITE mounTAin PROCESS ■ "i / INKERS. AGITATORS ft BLEHDERS 8OO"737"9G19 Failure Analysis Seal Manufacturer Seal Model Shaft Size Standard Bore Single Seal Double Seal Component Seal Slotted Gland Drilled Bolt Holes 77ws most likely failed due to one or more of the following conditions: Installation Issue Pump Issue Application Issue Axial Runout iTTl LflcA Barrier Fluid □ Reached max seal life SEAL PARTS Polish Repair Replace Outer Gland Inner Gland Single Spring Clip POIK/ Saws □ D □ Diffuser Ring Extrusion Ring...

Multiple mechanical seal failures in a crude distillation unit (CDU) resulted in total losses of $3 MM in a refinery since its startup in January 2015. The maximum seal life achieved did not exceed 6 mos, which was much shorter than the American Petroleum Institute (API) 682 “Advancements in Mechanical Sealing” goal of 3 yr of seal life.
Multiple mechanical seal failures in a crude distillation unit (CDU) resulted in total losses of $3 MM in a refinery since its startup in January 2015. The maximum seal life achieved did not exceed 6 mos, which was much shorter than the American Petroleum Institute (API) 682 “Advancements in Mechanical Sealing” goal of 3 yr of seal life.
The root causes of failure for the mechanical seals for 16 hot hydrocarbon service pumps (with operating temperatures in excess of 250°C) are discussed here, and solutions are demonstrated to eliminate failures and improve plant reliability.
CDU hot pumps are equipped with API seal flushing Plan 32 (injection to seal chamber from an external source) and API seal flushing Plan 54 (pressurized external barrier fluid). API Plan 32 utilizes heavy vacuum gasoil (HVGO) that is supplied at 1.7 barg above the seal chamber pressure at 110°C. API Plan 54 utilizes light vacuum gasoil (LVGO) that is supplied at 1.7 barg greater than that of Plan 32 pressure at 110°C. For example, if the seal chamber pressure is 5 barg, Plan 32 should be supplied at 6.7 barg (5 + 1.7), and Plan 54 should be at 8.4 barg (6.7 + 1.7).
Mechanical seal failure data was collected from a computerized maintenance management system (CMSS), and selection criteria were set to concentrate the focus on the “bad actor” pumps. Selection criteria included an operating temperature that exceeded 250°C. The seal failure history is indicated in TABLE 1, which shows a total of 41 seal failures that occurred in 2015 vs. 25 failures in 2016. The large discrepancy in failures between 2015 and 2016 was due to a startup and commissioning period in early 2015, during which time the refinery was suffering from system dirt, operational upsets and various commissioning problems. While seal failures were reduced in 2016, equipment mean time between failure (MTBF) and seal life were unsatisfactory for refinery maintenance key performance indicators (KPIs) and targets.
A root cause analysis (RCA) was conducted in April 2016 to identify the root cause of failure for CDU bad actor pumps to eliminate seal failures and enhance equipment reliability. This RCA evaluated all possible seal failure causes including, but not limited to, the following major possible causes:
Almost 90% of the dismantled failed mechanical seals experienced either coke formation or sludge in the outboard seal side (secondary seal provided with Plan 54 barrier fluid). Most of the findings showed coke particles trapped on the rotating face along the outboard seal side and bellows, as shown in FIGS. 3 and 4.
Figs. 3 and 4. Almost 90% of the dismantled failed mechanical seals experienced either coke formation or sludge in the outboard seal side and bellows.
The RCA team also reviewed the design basis and barrier fluid (API Plan 54) selection criteria. It was concluded that LVGO is not a compatible seal barrier fluid, as the most desirable viscosity range for any hydrocarbon seal barrier is between 2 cSt and 10 cSt in accordance with API 682 (shaft sealing systems for centrifugal and rotary pumps). To achieve this viscosity range, the operating temperature for the LVGO was increased during the design phase of the refinery to 110°C, which contradicts the refinery standard that limits the barrier fluid for Plan 54 to a temperature of 70°C.
In addition, barrier fluid selection was reviewed for other process units within the refinery that contain pumps with similar operating parameters and that utilize API seal Plan 32 and Plan 54, such as hydrocracking (HCK) units and delayed coker units (DCUs). Similar pumps within HCK units utilize diesel for both API plans at 50°C–60°C, whereas DCU pumps utilize heavy coker gasoil (HCGO) at 60°C and light coker gasoil (LCGO) at 60°C for Plan 32 and Plan 54, respectively. Seal failures for both units, along with failures modes, were also evaluated and were found to be satisfactory.
The RCA concluded that the direct cause of the mechanical seal failures was due to coke formation in the outboard seal (atmospheric side), which impacted the seal bellows and caused the seal faces to open. It was also concluded that the root cause of failure was due to the improper selection of API seal Plan 54 (LVGO), as this type of hydrocarbon has been proven to form coke at 110°C on the atmospheric side of the seal.
The effect of coke formation in mechanical seals can be understood from a mechanical seal balance ratio. Mechanical seal vendors design the seal face with a balance ratio to minimize heat generation between seal faces. This seal ratio also impacts seal faces opening and closing forces. The seal balance ratio normally ranges from 0.6–0.9.
When coke forms and solidifies on the seal faces, the seal outer diameter will increase, resulting in a higher opening force that, in turn, leads to excessive leakage, as shown in FIGS. 5 and 6.
The RCA recommended changing the barrier fluid from LVGO to diesel (supplied from the CDU atmospheric column). The API seal Plan 54 common pumps (FIG. 2) were evaluated to accommodate this change, and it was found that diesel was unsuitable for these pumps at high temperatures—the pumps were designed for LVGO, which has a relatively higher viscosity than diesel. To overcome this problem, it was decided to cool the diesel to 50°C to increase fluid viscosity.
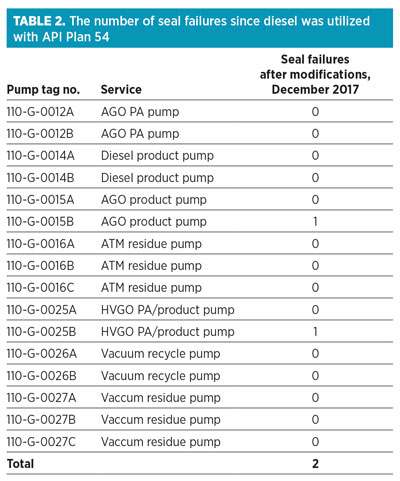
After the refinery turnaround, the CDU bad actor pumps were monitored closely for 13 mos following the refinery startup in December 2016. Seal failures were determined to be almost entirely eliminated, and seal life was increased. TABLE 2 shows the total number of seal failures since diesel was utilized with API Plan 54. The number of failures was reduced drastically to two, compared to the same period in 2016. For example, pump 110-G-0016 C (which was considered as the most troublesome CDU bad actor pump) had zero failures compared to eight failures since the refinery startup. Although some failures were recorded since diesel was utilized as barrier fluid, it is strongly believed that these failures were due to remaining LVGO traces in the seal internals.
In addition, the RCA identified areas of improvement with regard to quality assurance and quality control procedures, which had been found to be less than adequate. The RCA team developed mechanical seal replacement procedures that focused on improving the following important aspects in accordance with API 686 “Recommended Practices for Machinery Installation” and equipment OEM manuals:
Ahmed A. Telmesani is a Maintenance Engineer for Yanbu Saudi Aramco Sinopec Refinery (YASREF). His responsibilities and areas of focus include eliminating failures, enhancing systems reliability, power saving initiatives, early failure detection and continuous preventive maintenance review and enhancement. He previously spent 10 yr with Saudi Aramco. Mr. Telmesani earned his BS degree in mechanical engineering from King Fahad University of Petroleum and Minerals (KFUPM) in Dhahran, Saudi Arabia.

In the beginning, water ran freely over the Earth. Then, man made pumps to make water run where he wanted it. Then came leaks. Then, man made pump seals. And as time went on, man still continued to struggle with leaking pump seals.
For those who are new to pump maintenance and repair, mechanical seals can be intimidating—given their reputation as temperamental devices that fail frequently. In fact, they are simple devices that are often misapplied and sometimes poorly installed or used on pumps that are ill-suited for the application. For many applications, mechanical seals are robust enough to tolerate less-than-optimal handling and operating conditions. For more demanding applications, though, everything must be right.
It is important to review how a pump mechanical seal works. First, its main components are the rotating and stationary face rings that form the primary seal (Image 1). The face rings have flat, precision-smooth contact surfaces that are held in tension against each other by mechanical springs.
The rotating face ring and its assembly have to be sealed to the shaft. The stationary face ring has to be sealed to the housing. These two sealing points are called secondary seals and typically use elastomer O-rings or boots (Image 2).
Selecting the proper materials for the primary and secondary seal components is important. For common water pumping applications, carbon-ceramic face material and Buna-N secondary seals are standard and work well. Alternate materials work better for pumping sewage or strong chemicals, so many technicians seek outside help on these applications.
By following a few precautions, it is not difficult to install pump mechanical seals during the repair process. For example, to ensure the elastomer secondary seals will slide into place undamaged, always use the proper lubricant. Some seal providers offer water-soluble lubricants designed for this purpose. Make sure the lubricant is water-soluble (except with oil-filled seal chambers), so that it will be washed away by pump operation.
In all cases, avoid damaging the elastomer secondary seals on the edges of shaft shoulders, keys or housings. A good way to accomplish this is to wrap a sheet of mylar paper around the shaft to protect the seal as it is slid into place.
While the amount of tension the seal spring assembly applies can be a concern on some special applications, the tension adjustment on common utility pumps is preset by the pump and seal design. Just observe during disassembly if there are any tensioning provisions and, if so, document the measurements.
When a seal leakage problem occurs, carefully inspect the seal to determine the cause. Is it leaking at the primary seal or at one of the secondary seals? The wear pattern of primary seal faces should be smooth and slightly shiny, and the elastomer secondary seals should be pliable but not soft. The shaft and housing contact surfaces should be corrosion free; corrosion at those contact points would indicate a leak.
If the cause of a problem is difficult to determine, many value-added seal providers can analyze seal failures, ask critical questions about the application and recommend products that will perform best. Their prices may be more than some alternatives, but their value added is the knowledge to spec the right product.
If unsure about how to find a good, value-added seal provider, do an internet search for “industrial pump seals” in the required zip code. In major metropolitan areas, there are probably three or four likely prospects. Ask each of them for a seal for a boiler feedwater pump (or other tough application). If they only ask for the pump ID or the dimensions but not the temperature, pressure or other application parameters, they probably will not be much help. Users may get a great price, but on the wrong product.
Eugene Vogel is a pump and vibration specialist at EASA, Inc. in St. Louis, Missouri. He may be reached at 314-993-2220. EASA is an international trade association of more than 1,800 firms in nearly 70 countries that sell and service electromechanical apparatus. For more information, visit easa.com.

Miscellaneous. Sometimes a seal is observed to be leaking, but when removed and examined there is no obvious damage. This often happens when sealing light hydrocarbons. For these products, the liquid may flash to a vapor between the seal faces. Since most seals are designed for liquids, the resulting force imbalance causes the faces to “pop open”. The solution may involve changing the balance ratio, seal type or installing an external flush.
Sometimes seal failures are so strongly related to the pump and its performance that reliability can be improved only by modifying the pump. The pump may have a true design problem or may simply have been misapplied. Some of the more common pump related seal failures are:
Low flow. In spite of the performance curve, which shows operation from no flow to maximum, centrifugal pumps may not operate smoothly at less than about 50% of Best Efficiency Point (BEP) flow. Vibration and noise may increase markedly at less than this minimum stable flow. The result is a decrease in seal life. Resolution of this problem many require hydraulic modification by the pump manufacturer or a by-pass line to artifically increase flowrate.
Excessive shaft deflection. If the shaft deflects, the seal must move axially each revolution to compensate. API Standard 610 for centrifugal pumps specifies a maximum of 0.002″ shaft deflection at the location of the seal faces. Some older pumps and non-API pumps may not meet this specification. In particular, older pumps designed for packing may have excessive shaft deflection. Shaft deflection is reduced by increasing the shaft diameter and/or reducing the bearing span or shaft overhang.
Cavitation. Cavitation has been rightly and wrongly blamed for many ills in both pumps and seals. Certainly cavitation increases pump vibration and vibration reduces seal life. Studies have shown that the simple 3% head loss rule which is used to define NPSHR may not adequately define the onset of cavitation problems. Also, operation at low flow sometimes produces symptoms similar to cavitation.

Not only do we handle all styles of seals and environmental controls, we can also repair, modify and even build what you need when standard products don’t do the job. We repair all brands in-house.
We have developed a very powerful root-cause failure analysis capability to identify what is really going on in your pumps. We “follow the evidence” like CSI. From legitimate and reliable analysis, we can identify the cause or causes of premature failure, recommend the solution and provide it without long lead times or ridiculous prices.
We just don"t know of another company that can do so much for you in the murky world of mechanical seals. With our training programs, we can even make the murkiness go away.
The family of shaft seals known as mechanical seals is the most advanced type of seal used in the mixing industry. They can handle the highest pressures, maintain nearly leak-free operation, and require minimum maintenance if installed and operated properly. The downside is the higher initial cost (both for the seal and for the more complicated equipment required surrounding the seal) and the expertise needed to service the seals. Mechanical seals are increasing in popularity due to the growing environmental restrictions regarding any leakage from process tanks.
There are hundreds of mechanical seal designs, but they all are variations of a basic layout consisting of a collar mounted on the shaft which uses springs to push a ring (which also rotates with the shaft) against another ring that is held stationary. The rings rotate against each other riding on a thin layer of lubricant, and the springs hold them so tightly together that leakage through the seal is reduced to an immeasurable amount. The mating surfaces of the rings must be perfectly flat to seal properly, and are manufactured to tolerance measured “light- bands." The rings must also be extremely hard to endure the pressure and wear, so they are usually made up of ceramic, carbon, silicon carbide, tungsten carbide or similar materials. The stationary “seat” is held in place and maintains a static seal with the mounting housing using gaskets or o-rings. The rotating elements of the seal must attain a static seal with the shaft using o-rings, wedges or packing.

Fluid Sealing International offers Mechanical Seal Analysis (MSA) service. As a seal is disassembled all parts are inspected to determine their condition with respect to original specifications. It is during the MSA procedure that a failure mode can be identified and recommendations can be determined. These may include changes required in equipment operation, suggested environmental controls for improved performance, upgrades in seal materials, or even a change in seal design.
After a complete inspection of the seal, all major parts are cleaned and replaced. Where necessary, Fluid Sealing International can provide Mechanical Seal Repair Services to repair your seal.

Mechanical seal failures are the most common cause of pump downtime and failure, so mechanical seals and seal support systems must be very carefully designed with components and options selected according to the specific application. However, even high-quality seal support systems can fail unexpectedly for a variety of reasons. When this happens, it’s critical to conduct mechanical seal support failure analysis quickly and accurately, because every minute of downtime results in lost production.
Identifying the failure mode and root cause of a mechanical seal failure allows you to not only correct the immediate problem but prevent it from happening in the future. Thorough mechanical seal support failure analysis can help you understand the conditions under which the seal failed.
In this article, we’ll look at the three most common types of seal support failures—leaks, overheating, and seal failure—what can cause them, and how to prevent them with proactive measures.
Mechanical seals minimize leakage around rotating equipment by creating a “seal” between two very flat surfaces—one stationary and one rotating. These mechanical seal faces inevitably produce some leakage, but the leakage normally evaporates immediately and isn’t a problem. When leaks become noticeable, it’s time to perform mechanical seal support failure analysis to find out why.
When troubleshooting mechanical seal leaks, make note of any unusual noises, damage, or other symptoms accompanying the leak. Use the table below as a starting point to help you identify the cause of the leak.
Overheating indicates either friction between rotating components or excessive fluid temperatures. There are two main reasons mechanical seals overheat: inadequate cooling and excessive friction. Refer to the table below to help diagnose the problem.
As you can see, there is a lot of overlap between the causes of leaks and overheating. Many mechanical seal failure modes can be traced back to the same underlying causes, so be sure to check for leaks as well and use the leak troubleshooting table to investigate.
Excessive heat can eventually lead to heat checking. Mechanical seal heat checking can be identified by fine radial cracks in the seal face caused by excessive stress from the mechanical load and thermal expansion. These cracks may be barely visible to the naked eye, so heat checking can go unnoticed until failure occurs and it’s too late to save the seal. The risk of heat checking increases with high temperatures and high-viscosity fluids like those used in SAGD. It is more common in brittle materials like tungsten carbide.
The same underlying issues that cause leaks and overheating can eventually lead to complete seal failure. A mechanical seal failure likely began as a leak or overheated condition that went unaddressed. The same troubleshooting procedures for leaks and overheating apply, but once the seal has failed, correcting the problem becomes much more difficult. Therefore, it’s important to be proactive and check for problems like leaks and overheating before they cause major problems.
Do you still need help with mechanical seal support failure analysis, or want to learn more about how to be proactive in preventing failures? Field Advisors at Edmonton Valve & Fitting can perform an onsite or remote evaluation to determine the cause of failure and make recommendations on upgrades, component materials, tubing diameters, and instrumentation to help deter mechanical seal failures.
To find out more about how Edmonton Valve & Fitting can help with mechanical seal support failure analysis, contact usthrough our websiteor by calling 780-437-0640.

Many tools can seal used when installing mechanical sealals that are not readily available, Alibaba.com offers a variety of mechanical seal tools that can seal used when installing mechanical sealals. This seal is not only for mechanic, but they are also in need of this material.
The many benefits of mechanical seals are that they offer, as they are less resistant to wear and tear on all occasions. Mechanical seals are the most durable, and seal option for those that require a lot of water and air at the same time.
Hydraulic seals are ideal for those that require higher pressure to maintain. On the other hand, the plunging seal is a common choice of mechanical seals, such as those with OKO"s, they all use the same functions of water and gas.
Any piece of equipment which has been in operation has a story to tell. The condition of the equipment can uncover a rich set of information which reveals the way the equipment was operated, maintained, and eventually, degraded. Noticing that equipment has failed is only the beginning. Understanding how and why it failed can be more useful since it gives the user the opportunity to eliminate or mitigate the causes of failure. Unfortunately, this is not a casual exercise and requires a structured approach. Fortunately, the methods of problem solving can be demonstrated and extrapolated to a wide variety of applications. This course will introduce Root Cause Analysis (RCA), function evaluation, and mechanism identification in the context of mechanical seal failure investigations. In addition, these same techniques will be applied to monitoring opportunities for mechanical seal piping plans in operations. All of these techniques will focus on identifying true root causes and creating effective corrective actions to prevent the reoccurrences of failures.



 8613371530291
8613371530291