
mechanical seal failure analysis quotation

Any piece of equipment which has been in operation has a story to tell. The condition of the equipment can uncover a rich set of information which reveals the way the equipment was operated, maintained, and eventually, degraded. Noticing that equipment has failed is only the beginning. Understanding how and why it failed can be more useful since it gives the user the opportunity to eliminate or mitigate the causes of failure. Unfortunately, this is not a casual exercise and requires a structured approach. Fortunately, the methods of problem solving can be demonstrated and extrapolated to a wide variety of applications. This course will introduce Root Cause Analysis (RCA), function evaluation, and mechanism identification in the context of mechanical seal failure investigations. In addition, these same techniques will be applied to monitoring opportunities for mechanical seal piping plans in operations. All of these techniques will focus on identifying true root causes and creating effective corrective actions to prevent the reoccurrences of failures.

Fluid Sealing International offers Mechanical Seal Analysis (MSA) service. As a seal is disassembled all parts are inspected to determine their condition with respect to original specifications. It is during the MSA procedure that a failure mode can be identified and recommendations can be determined. These may include changes required in equipment operation, suggested environmental controls for improved performance, upgrades in seal materials, or even a change in seal design.
After a complete inspection of the seal, all major parts are cleaned and replaced. Where necessary, Fluid Sealing International can provide Mechanical Seal Repair Services to repair your seal.

When a mechanical seal fails in one of your operation’s vital pieces of equipment, figuring out the cause of the failure is often even more important than procuring a replacement seal. After all, if there is an underlying issue causing your seals to fail, replacing the seal is only going to be a temporary fix. Unless you plan on purchasing and installing new seals on a regular basis – something that can quickly become both expensive and time-consuming – figuring out the cause of your seal failures is an essential objective.
This is where mechanical seal failure diagnostic services can prove highly valuable. By simply examining your broken seal, we at Gaddis Mechanical Seals are able to pinpoint the exact cause of its failure, enabling you to perform whatever repairs are necessary to keep the same issue from happening again in the future.
At Gaddis Mechanical Seals, we strive to make our seal failure diagnostic services as convenient as possible for our valued customers. All you have to do is send us your broken seal along with any available information regarding where the seal was located and the events leading up to its failure. From there, our expert team will perform a wide range of diagnostics to determine the exact cause behind the seal’s failure.
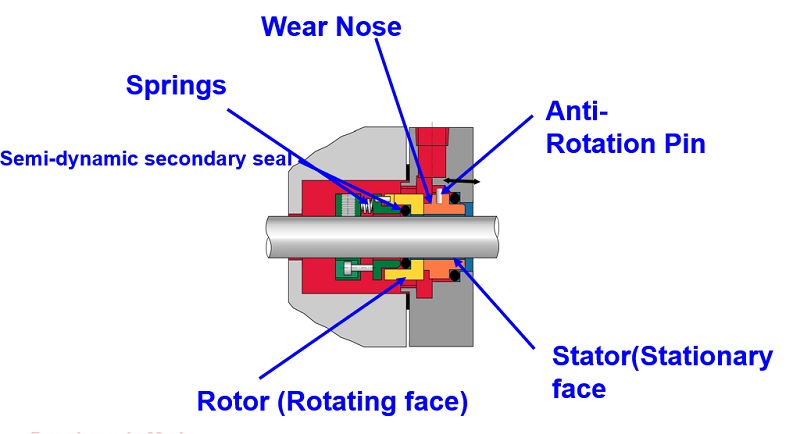
This includes inspecting the seal’s O-rings, face, springs, gasket, and every other component. By determining the exact component within the seal that failed and analyzing the design of the equipment that it came from, we are able to provide our customers with an accurate and detailed description of exactly what needs to be fixed in order to prevent the same issue from happening again.

Mechanical seals prevent pumps from leaking by containing the pressure of the pumping process and withstanding the friction caused by the rotating shaft. The right seals provide reliable operation, less wasted product, more cost savings, and fewer housekeeping issues. However, why do mechanical seals fail?
In many pump systems, a mechanical seal is the first component to fail. They are also the most common cause of pump downtime and account for more pump repair costs than any other part of a pump. Often, however, the seal is not to blame. Other culprits include:Bearing wear
Therefore, teams must install and maintain seals properly to prevent failures. Teams must pinpoint the root causes of each failure. But how do plant and maintenance managers isolate the root cause though?
One option is to have a seal manufacturer perform a seal failure analysis. Some seal manufacturers offer complimentary seal analysis on any seal, not just theirs.
End users simply send their mechanical seal to the manufacturer’s engineering team. If multiple seals need to be analyzed, they may come on-site to perform the root cause analysis. Most reviews canbe completedin about two weeks.
With a seal failure analysis, experts deliver a complete diagnosis of why the mechanical seal failed and what actions to take to prevent future failures. The experts who examine the seal can ensure that the ideal seal for the application has been selected. If not, they recommend alternate technologies.
After an analysis, the manufacturing ream will also help end users optimize their system conditions and achieve the best possible operation from their assets. Optimizing mechanical seal performance also improves shutdown to shutdown processes. This information, along with alternative proposals as needed, help end users prevent further failures and improve their return on investment.
Many problems with a system may be discovered by investigating a failed mechanical seal. In most instances, a seal problem is not the reason for the failure. Something else happened to cause it.
The story of what the seal experienced during operation, before it failed, can be revealed by investigating the failure. An analysis may determine or confirm:If misalignment or other mechanical problems exist in the pump system
Eliminating the problems identified by the seal failure analysis may have a huge impact on the system. Several improvements may be realized, including:Optimized operating conditions
For instance, a stationary seal face is cracked, originating from the drive pin slot. Also, sticky residue has adhered to the face. This crack means something different than a stationary seal face with a crack located at a different position and product residue that is fairly clean and not tacky.
Both cases look the same on a simple table listing all the seal damage. However, the failure cause is different. In the first example, the crack was caused by the product attempting to stick the rotary and stationary faces together. This adhesion caused increased torque on the stationary pin. This caused the stationary face to crack.
In the second example, the crack was likely caused by impact. This indicated that the seal was not installed properly. Different symptom combinations reveal multiple failure modes.
In conclusion, to determine the true reason that a seal failed, seal failure analysis is required. Without a diagnosis of the system problem, failure will continue.
Jack Ferguson is a seal reliability engineer with Sealing Equipment Products Co. Inc. (SEPCO). He is a recent graduate of Clemson University with a degree in mechanical engineering. Ferguson may be reached at jackf@sepco.com.

A seal is like a book – it’ll tell you a story. There are literally hundreds of variables that can affect the life of your seal. We will diagnose the reason for premature seal failure and provide corrective actions to prevent it from happening again.
You get a complete diagnosis of why your seal failed and what actions you should take to prevent future failures. We can also enroll you in our SAM (Sealing Application Management) program to help you track your seals’ reliability performance year over year.
We can often diagnose a seal and provide a recommendation in as little as two weeks. Simply send your seal to our team or we can come on-site to diagnose multiple seals.

A company specializing in temperature-controlled warehousing and logistics for the food industry recognized an issue concerning a failed mechanical seal on a Goulds 3196 ammonia pump. Being that ammonia pumps are critical to maintaining temperatures at a cold storage facility, identifying the problem and appropriate solution was dire. In conjunction with the facility"s Maintenance department, the engineering and service teams at Crane Engineering worked tirelessly to troubleshoot and identify the right solution.
This cold storage facility has two primary pumps used to maintain temperature throughout the facility. One of these pumps experienced catastrophic seal failure less than one year after it was replaced by the customer. To make things worse, the other critical pump wasn’t doing much better as it slowly leaked as well. The customer was in a tough situation as it was now June and the weather was really starting to heat up – making it even more difficult to maintain the cold temperatures. Time was running out.
Instead of simply installing a new seal, the team at Crane Engineering made the decision to troubleshoot and determine why the customer-installed seal failed in under one year. Oftentimes there is an underlying cause for seal failures, especially when they happen within a short period of time. It was determined that seal selection was not the issue, this style of seal is commonly used across the cold storage industry and is widely accepted due to its reliability.
The pump was disassembled by Crane Engineering"s service team in Kimberly, Wisconsin. The condition of critical parts was assessed to determine if replacing the seal would fix the problem. With a number of components showing significant wear, it was determined that replacing the seal would only be a temporary solution, as the worn components directly impact the overall reliability of the seal.
A Crane Engineering Account Manager also noticed the seal’s piping plan wasn’t ideal as it sloped in the wrong direction with tight 90 degree elbows instead of gentle slopes. A proper pipe installation method was discussed and necessary changes were made to ensure adequate lubrication.
The pump repair and installation took a total of two days. A number of causes for the shortened seal life were found, and necessary components on the pump were either repaired or replaced. Since then, the pump has operated flawlessly, and the facility came out with a greater depth of knowledge on the subject. Root cause analysis of the failed mechanical seal helped to ensure maintenance personnel could extend the life of their pumps minimizing costs associated with repeated mechanical seal failure.

A seal is like a book – it’ll tell you a story. There are literally hundreds of variables that can affect the life of your seal. We will diagnose the reason for premature seal failure and provide corrective actions to prevent it from happening again.
You get a complete diagnosis of why your seal failed and what actions you should take to prevent future failures. We can also enroll you in our SAM (Sealing Application Management) program to help you track your seals’ reliability performance year over year.
We can often diagnose a seal and provide a recommendation in as little as two weeks. Simply send your seal to our team or we can come on-site to diagnose multiple seals.

A company specializing in temperature-controlled warehousing and logistics for the food industry recognized an issue concerning a failed mechanical seal on a Goulds 3196 ammonia pump. Being that ammonia pumps are critical to maintaining temperatures at a cold storage facility, identifying the problem and appropriate solution was dire. In conjunction with the facility"s Maintenance department, the engineering and service teams at Crane Engineering worked tirelessly to troubleshoot and identify the right solution.
This cold storage facility has two primary pumps used to maintain temperature throughout the facility. One of these pumps experienced catastrophic seal failure less than one year after it was replaced by the customer. To make things worse, the other critical pump wasn’t doing much better as it slowly leaked as well. The customer was in a tough situation as it was now June and the weather was really starting to heat up – making it even more difficult to maintain the cold temperatures. Time was running out.
Instead of simply installing a new seal, the team at Crane Engineering made the decision to troubleshoot and determine why the customer-installed seal failed in under one year. Oftentimes there is an underlying cause for seal failures, especially when they happen within a short period of time. It was determined that seal selection was not the issue, this style of seal is commonly used across the cold storage industry and is widely accepted due to its reliability.
The pump was disassembled by Crane Engineering"s service team in Kimberly, Wisconsin. The condition of critical parts was assessed to determine if replacing the seal would fix the problem. With a number of components showing significant wear, it was determined that replacing the seal would only be a temporary solution, as the worn components directly impact the overall reliability of the seal.
A Crane Engineering Account Manager also noticed the seal’s piping plan wasn’t ideal as it sloped in the wrong direction with tight 90 degree elbows instead of gentle slopes. A proper pipe installation method was discussed and necessary changes were made to ensure adequate lubrication.
The pump repair and installation took a total of two days. A number of causes for the shortened seal life were found, and necessary components on the pump were either repaired or replaced. Since then, the pump has operated flawlessly, and the facility came out with a greater depth of knowledge on the subject. Root cause analysis of the failed mechanical seal helped to ensure maintenance personnel could extend the life of their pumps minimizing costs associated with repeated mechanical seal failure.
Mechanical seal failure has an effect on many different parts of a pump, including the pump shaft. To find out how seal failure affects the pump shaft, I talked to one of our most experienced service technicians.
SLEEVE / SHAFT WEARWhen mechanical seals fail, they tend to spin on the shaft, or shaft sleeve. Grooves are worn into the metal and require that the shaft or sleeve be replaced. Once they’re worn, they shouldn’t be re-used.
GOUGING, DENTING, SCRATCHING OF SHAFTIn the case of a catastrophic failure and shattered seal faces, bits of tungsten, or silica carbide can gouge, dent, or scratch the shaft or the sleeve. Sliding a new seal over the damaged shaft surface will ruin the new o-ring on the seal, setting the seal up to fail from the start.
CORROSION OF SEAL SHAFTOver the course of a long term seal failure, where the seal is leaking or dripping small amounts of fluid, the shaft can become corroded and weaken.
FRETTINGFretting is wear caused by movement of the mechanical seal. If the seal faces are damaged, or the seal is improperly installed, a great deal of movement will occur, causing fretting on the shaft.
If a mechanical seal has failed and damaged the pump shaft, it’s best to just replace it. Continuing to use a damaged shaft or sleeve will cause more issues down the road, and will most certainly become a more costly repair.
Mechanical seal failures causing problems beyond just the seal? Ask us about it! We gladly provide technical assistance to business and municipalities in Wisconsin and upper Michigan.

Conducting root cause failure analysis on a failed mechanical seal can in the long run minimize mean time between failure (MTBF) and operating costs by preventing repeat premature failure. If you can find the culprit and resolve the issues, you can prolong the life of the next mechanical seal and save time and money.
A tremendous amount of useful information is available from a failed mechanical seal. With nothing more than your eyes and a measuring device like a dial or digital caliper, you can identify failure modes with great dependability and detail. With this information you can decide if any corrective measures are worth the resources required. In many cases, the payback is many times the outlay in a very short period of time.
And because RCFA (Root Cause Failure Analysis) provides evidence rather than conjecture, it can support the changes needed when other departments are involved. Following are the steps to examine a failed mechanical seal.
Whenever possible, examine shafts, sleeves, bearings, gaskets and other pump parts. Doing this, you can support your interpretation of what you see on the seal parts or even change it as necessary.
Knowing when the seal leaked narrows down the cause of failure. The critical division is whether the seal leaked when liquid was brought to it or before start up, or after the pump started running
Normal seal flatness is just 2 helium light-bands or 23 millionths of an inch! Corrective action here would be to test the seal assembly in a pressure testing rig before installation and/or to inspect the seal faces with a monochromatic light and an optical flat.
Most seals require a working length with only plus or minus .030” tolerance. The working length must come from the factory. There is almost no reliable method to determine the working length of a seal when in the field. This is one reason why cartridge (pre-measured) seals have become so popular.
If you have a PTFE wedge seal design, the wedge can be in backwards or be an incorrect size. An O-ring can be the wrong cord diameter. An O-ring groove could have been machined incorrectly.
Conversely, if the seal leaked after startup, it was not due to one or more of those four issues. You can eliminate these four issues and seek other causes.
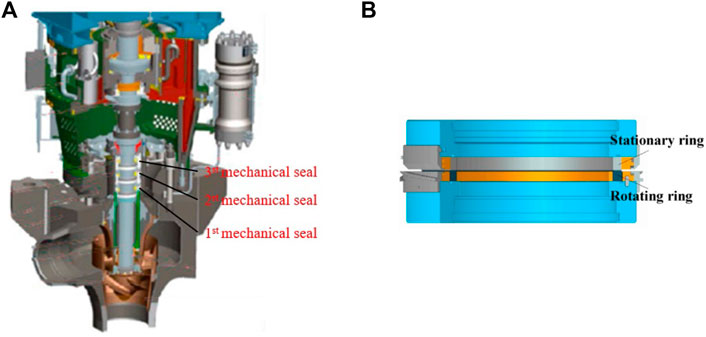
This is the mark made by the mechanical seal rotating face rubbing against the stationary face. The seal faces are the lapped parts of the seal that rub against each other. The wear tracks may contain clues that may identify the reason the seal failed. Double seals will have two sets of rotary and stationary faces, so check them both (but keep each set together)
The working length of the seal must be provided by the supplier. It is almost impossible to determine the correct working length in the field. And, this is almost always just a plus or minus .030” tolerance.
If the pump is cavitating, the faces are literally blown apart then they come back together fast when the pressure drops. This jams the seal faces together.
If a pump is vertical, any entrained air will eventually makes its way to the highest point inside the pump. This is often where the seal faces are. If this happens, the faces run dry. Venting this area or having circulation will prevent this.
Broken springs are almost always a result of stress corrosion. This happens when stainless steel is flexed in the presence of halogens such as fluorine, bromine, iodine and others. Stress corrosion is actually a chemical attack where small cracks or fissures are created in the stainless steel. Particles can enter this crack and when the springs tries to compress a strong mechanical force is created that can break a spring. Most high-quality industrial mechanical seals have been converted to Hastelloy C springs. Hastelloy C can withstand halogens without cracking. It is interesting to know that springs and metal bellows can actually flex almost indefinitely without breaking if they are flexing within the limits of travel that they were designed for.
Clogged springs indicate that solids in the process flow have accumulated. Seals with multiple small springs are more prone to clog than seals with one large spring or metal bellows.
This chemical incompatibility could be from the process fluid itself. Keep in mind that chemicals become approximately twice as aggressive for every 20 degree rise in temperature. The stuffing box area of a pump can be several hundred degrees F higher than the temperature of the discharge. Additionally, the problem can be a flush fluid or even what a pump is cleaned with. For applications where there is no available elastomer that can handle the chemicals the sealing device will see, you can select a mechanical seal with either PTFE or flexible graphite secondary seals. Neither PTFE nor flexible graphite is a true elastomer. They are considered “plastic” in the sense that when deformed they do not recover their original shape.
Keep in mind that temperature limits published for various O-Ring materials are based on hot air only. These limits are for ultimate failure. Lower temperatures can start the degradation of an elastomer. Again, the temperature in a stuffing box can be hundreds of degrees F higher than at the discharge. Only a temperature gauge connected to the stuffing box, preferably with a tell-tale to indicate the highest temperature reached, can verify how hot the stuffing box gets. The solution for heat is either to reduce the temperature the mechanical seal and its O-Rings actually experience or to select an elastomer with suitable temperature resistance.
Measure the O-Rings from the inside to the outside and from the top to the bottom. This determines the actual deformation. Some deformation is normal. However, if the O-Ring is deformed to where your measurements are at or lower than the nominal dimensions, the O-Ring can no longer seal. Following is some specific dimensional information:

Years ago, most pump shafts were sealed using rings of soft packing, compressed by a packing gland, but this type of shaft seal required a fair amount of leakage just to lubricate the packing and keep it cool.
Then came the development of the mechanical seal, which accomplishes the job of restraining product leakage around the pump shaft with two very flat surfaces (one stationary and one rotating). Even though these mechanical seal faces also require some leakage across its faces, this leakage normally evaporates and is not noticeable.
However, because of the delicate components used for this new sealing method, mechanical seal failures are the greatest cause of pump down time. To avoid this, it"s essential to apply the right seal for the desired and appropriate function.
A seal can be exposed to a wide variety of operating conditions—sometimes very different from conditions the seal was intended for—which can cause issues down the line. However, even if your seal is the right one for the job, there can be times when it fails faster than anticipated.

Fault tree analysis method was applied to quantitatively investigate the causes of the leakage failure of mechanical seals. It is pointed out that the change of the surface topography is the main reasons causing the leakage of mechanical seals under the condition of constant preloads. Based on the fractal geometry theory, the relationship between the surface topography and working time were investigated by experiments, and the effects of unit load acting on seal face on leakage path in a…Expand
Miscellaneous. Sometimes a seal is observed to be leaking, but when removed and examined there is no obvious damage. This often happens when sealing light hydrocarbons. For these products, the liquid may flash to a vapor between the seal faces. Since most seals are designed for liquids, the resulting force imbalance causes the faces to “pop open”. The solution may involve changing the balance ratio, seal type or installing an external flush.
Sometimes seal failures are so strongly related to the pump and its performance that reliability can be improved only by modifying the pump. The pump may have a true design problem or may simply have been misapplied. Some of the more common pump related seal failures are:
Low flow. In spite of the performance curve, which shows operation from no flow to maximum, centrifugal pumps may not operate smoothly at less than about 50% of Best Efficiency Point (BEP) flow. Vibration and noise may increase markedly at less than this minimum stable flow. The result is a decrease in seal life. Resolution of this problem many require hydraulic modification by the pump manufacturer or a by-pass line to artifically increase flowrate.
Excessive shaft deflection. If the shaft deflects, the seal must move axially each revolution to compensate. API Standard 610 for centrifugal pumps specifies a maximum of 0.002″ shaft deflection at the location of the seal faces. Some older pumps and non-API pumps may not meet this specification. In particular, older pumps designed for packing may have excessive shaft deflection. Shaft deflection is reduced by increasing the shaft diameter and/or reducing the bearing span or shaft overhang.
Cavitation. Cavitation has been rightly and wrongly blamed for many ills in both pumps and seals. Certainly cavitation increases pump vibration and vibration reduces seal life. Studies have shown that the simple 3% head loss rule which is used to define NPSHR may not adequately define the onset of cavitation problems. Also, operation at low flow sometimes produces symptoms similar to cavitation.



 8613371530291
8613371530291