
mars opportunity mission parts factory

Both rovers exceeded their planned 90-day mission lifetimes by many years. Spirit lasted 20 times longer than its original design until it concluded its mission in 2010. Opportunity has worked on Mars longer than any other robot—nearly 15 years. The rover last communicated with Earth on June 10, 2018, as a planet-wide dust storm blanketed the solar-powered rover’s location on Mars. In 2015, Opportunity broke the record for extraterrestrial travel by driving more than the distance of a marathon, with a total of 28.06 miles (45.16 kilometers).
First among the mission"s scientific goals was to search for and characterize a wide range of rocks and soils for clues to past water activity on Mars. The rovers were targeted to sites on opposite sides of Mars that looked like they were affected by liquid water in the past. Opportunity landed at Meridiani Planum, a possible former lake in a giant impact crater. Spirit landed at Gusev Crater, a place where mineral deposits suggested that Mars had a wet history.
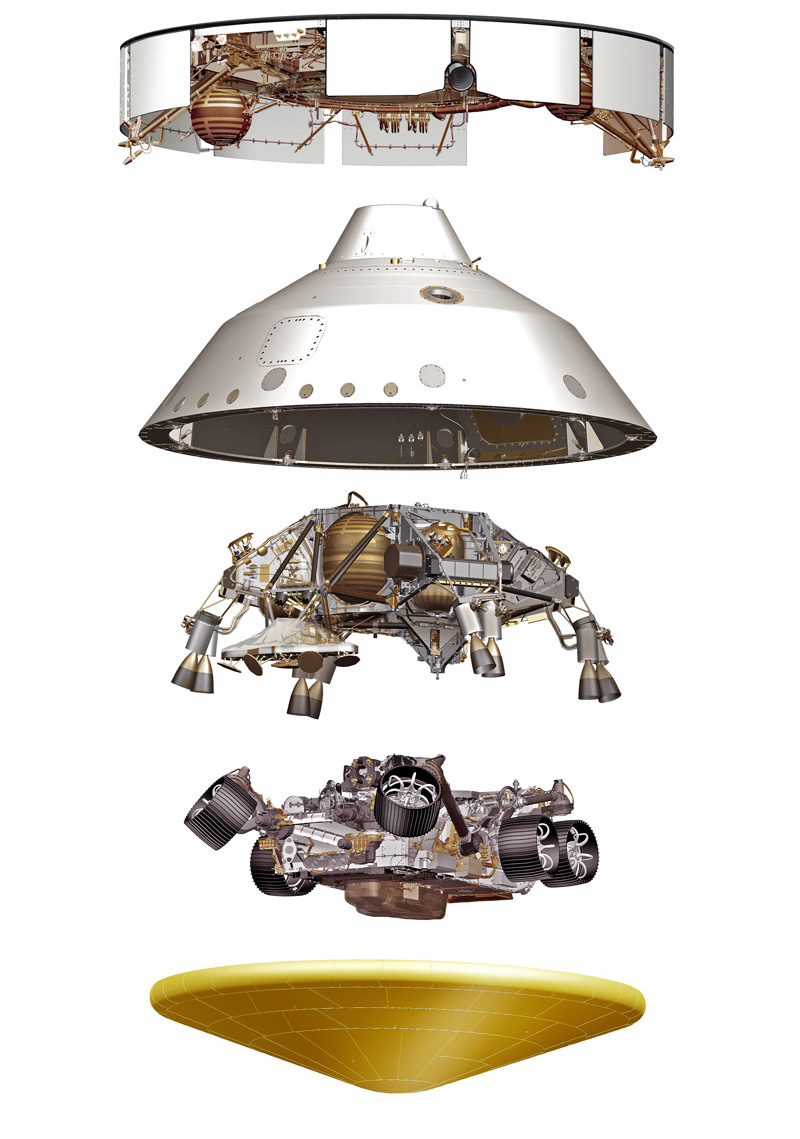
Each rover bounced onto the surface inside a landing craft protected by airbags. When they stopped rolling, the airbags were deflated and the landing craft opened. The rovers rolled out to take panoramic images. These images gave scientists the information they needed to select promising geological targets to tell part of the story of water in Mars" past. Then, the rovers drove to those locations and beyond to perform close-up scientific investigations.
If you want to see science fiction at work, visit a modern machine shop, where 3D printers create materials in just about any shape you can imagine. NASA is exploring the technique – known as additive manufacturing when used by specialized engineers – to build rocket engines as well as potential outposts on the Moon and Mars. Nearer in the future is a different milestone: NASA"s Perseverance rover, which lands on the Red Planet on Feb. 18, 2021, carries 11 metal parts made with 3D printing.
Curiosity, Perseverance"s predecessor, was the first mission to take 3D printing to the Red Planet. It landed in 2012 with a 3D-printed ceramic part inside the rover"s ovenlike Sample Analysis at Mars (SAM) instrument. NASA has since continued to test 3D printing for use in spacecraft to make sure the reliability of the parts is well understood.
As "secondary structures," Perseverance"s printed parts wouldn"t jeopardize the mission if they didn"t work as planned, but as Pate said, "Flying these parts to Mars is a huge milestone that opens the door a little more for additive manufacturing in the space industry."
Of the 11 printed parts going to Mars, five are in Perseverance"s PIXL instrument. Short for the Planetary Instrument for X-ray Lithochemistry, the lunchbox-size device will help the rover seek out signs of fossilized microbial life by shooting X-ray beams at rock surfaces to analyze them.
PIXL shares space with other tools in the 88-pound (40-kilogram) rotating turret at the end of the rover"s 7-foot-long (2-meter-long) robotic arm. To make the instrument as light as possible, the JPL team designed PIXL"s two-piece titanium shell, a mounting frame, and two support struts that secure the shell to the end of the arm to be hollow and extremely thin. In fact, the parts, which were 3D printed by a vendor called Carpenter Additive, have three or four times less mass than if they"d been produced conventionally.
Perseverance"s six other 3D-printed parts can be found in an instrument called the Mars Oxygen In-Situ Resource Utilization Experiment, or MOXIE. This device will test technology that, in the future, could produce industrial quantities of oxygen to create rocket propellant on Mars, helping astronauts launch back to Earth.
To create oxygen, MOXIE heats Martian air up to nearly 1,500 degrees Fahrenheit (800 degrees Celsius). Within the device are six heat exchangers – palm-size nickel-alloy plates that protect key parts of the instrument from the effects of high temperatures.
X-ray Image of 3D-Printed MOXIE Part:This X-ray image shows the interior of a 3D-printed heat exchanger in Perseverance"s MOXIE instrument. X-ray images like these are used to check for defects within parts.Credit: NASA/JPL-Caltech.Full image and caption ›
While a conventionally machined heat exchanger would need to be made out of two parts and welded together, MOXIE"s were each 3D-printed as a single piece at nearby Caltech, which manages JPL for NASA.
"These kinds of nickel parts are called superalloys because they maintain their strength even at very high temperatures," said Samad Firdosy, a material engineer at JPL who helped develop the heat exchangers. "Superalloys are typically found in jet engines or power-generating turbines. They"re really good at resisting corrosion, even while really hot."
"I really love microstructures," Firdosy said. "For me to see that kind of detail as material is printed, and how it evolves to make this functional part that"s flying to Mars – that"s very cool."
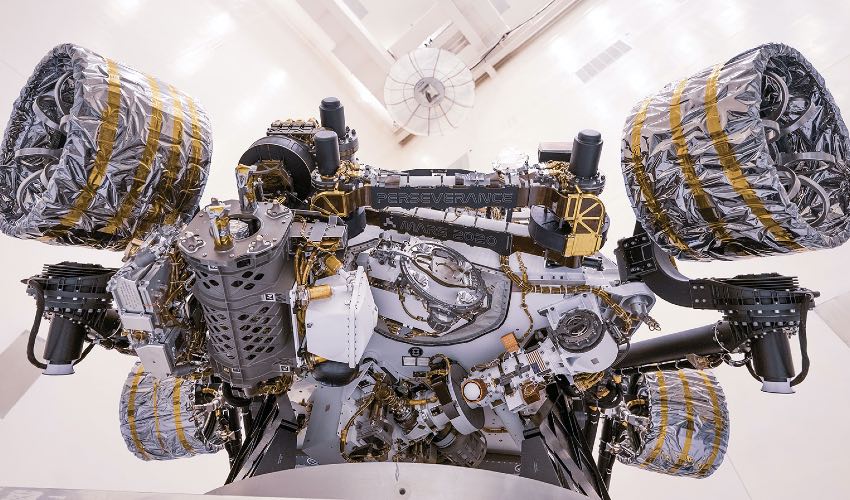
A key objective of Perseverance"s mission on Mars is astrobiology, including the search for signs of ancient microbial life. The rover will characterize the planet"s geology and past climate, pave the way for human exploration of the Red Planet, and be the first mission to collect and cache Martian rock and regolith (broken rock and dust).
Subsequent missions, currently under consideration by NASA in cooperation with ESA (the European Space Agency), would send spacecraft to Mars to collect these cached samples from the surface and return them to Earth for in-depth analysis.
The Mars 2020 mission is part of a larger program that includes missions to the Moon as a way to prepare for human exploration of the Red Planet. Charged with returning astronauts to the Moon by 2024, NASA will establish a sustained human presence on and around the Moon by 2028 through NASA"s Artemis lunar exploration plans.
Employees at Windings, Inc., manufacturer of stators and electric motor components, watched the Mars rover landing with special interest this week. They made some of the parts on the Perseverance rover that will be exploring the surface of Mars.
NEW ULM — Many different types of parts and products are manufactured in New Ulm and these parts are sent all over the world. In some cases, they are sent out of this world.
Windings have manufactured several items for NASA over the years. The parts built for Perseverance were not the first from Windings to end up in space.
The Windings webpage lists some of the space missions that have including components and assemblies produced by the company. The mission list includes space vehicles, satellites, Parker Solar Probe, Curiosity Mars Rover and Perseverance Rover.
The exact parts Windings manufactured for the Perseverance Rover are a secret, but Windings Director of Marketing David Hansen was able to share that Windings provided components for the rover’s robotic arm and coring turret drill.
The Perseverance Rover’s main task on Mars will be to seek signs of ancient life and collect samples of rock and regolith for a possible return to Earth.
Perseverance was launched July 30, 2020 and after six months landed at Jezero Crater of Mars. Hitching a ride on the Perseverance rover is a helicopter named Ingenuity. This will be the first aircraft to attempt a powered, controlled flight on another planet.

SUMTER, S.C. — On July 30, 2020, the National Aeronautics and Space Administration (NASA) launched its Mars 2020 Mission featuring rover named Perseverance. The rover"s mission is to seek signs of ancient life and collect samples of rock and regolith (broken rock and soil) for analysis and possible return to Earth.
On Feb. 18, 2021, Perseverance touched down in the Jezero Crater on Mars, along with the Mars Helicopter Ingenuity. Together, the research machines have been gathering samples and data from the Red Planet for an Earthbound team of scientists.
What may not be widely known is that specialized ball bearings -- crucial parts used in the assembly of Perseverance -- were manufactured in Sumter, South Carolina, at the recently expanded SFK (formerly Kaydon) site. The components are part of Perseverance"s main robotic arm, sample collecting turret, tool bit carousel and sample handling assembly during a months-long trip through space, and its function as intended on the Mars surface.
“The bearings we designed and built to help the rover perform its core science activities were based on several models of Kaydon thin-section ball bearings customized by our engineers to minimize weight and save space, while retaining maximum functionality and reliability for a mission where repair or replacement is simply not an option,” said Isidoro Mazzitelli, Director of Product Development and Engineering Americas. Space applications must be a small fraction of the weight of standard bearing assemblies.
To accomplish its missions, NASA relies on the support of hundreds of contractors and suppliers. Here"s a look at some of the companies that contributed to the Mars Science Laboratory and the future success of Curiosity’s mission on the Red Planet.

CHICAGO (WLS)—NASA"s Perseverance rover has landed on Mars, and will now search for signs of ancient life on the red planet with the help of parts made in Roscoe, Ill.
This latest, boldest mission to Mars seeks to unlock the secrets of the universe. Perseverance is now in the Jezero crater, where scientists believe water once flowed more than 3 billion years ago.

An instrument system that is part of NASA’s Mars Perseverance Rover, scheduled to land on Mars this month, uses components 3D printed through electron beam melting (EBM) by Carpenter Additive. The titanium parts were challenging to produce because of a design relying on internal lattices and other delicate features to achieve high strength despite minimal material use in accordance with a strict mass budget. As this episode of The Cool Parts Show describes, NASA engineers had to design these components without considering how they might be made. The resulting manufacturing process demands not just 3D printing, but also a sequence of postprocessing steps including chemical milling.
See replicas of the Perseverance additive manufactured parts in this episode, which we filmed while Perseverance itself was in the final days of its approach to Mars.
The Cool Parts Show is a video series from Additive Manufacturing Media that explores the what, how and why of unusual 3D printed parts. Watch more here.
That"s right, and we have parts that are on their way to Mars. We have replicas of parts headed to Mars. These are components of NASA"s Perseverance rover, scheduled to land on the surface of Mars, February 18th.
That"s right, these parts are cool, because they are on their way to another planet. But they were also very difficult to manufacture. 3D printing played a big part, but it doesn"t tell the whole story, and we"re going to take you through that process today.
Yeah, among other things, these parts are examples of extreme lightweighting. They had to fulfill their function within a very strict budget of the amount of mass they"re allowed to have. That ultimately shaped a lot of the manufacturing considerations and the number of steps that were involved. These replica parts haven"t undergone all of those steps, so these are unfinished compared to what"s on their way to Mars, they don"t look exactly like them. But they"re plenty to let us talk about all the challenges that went into making these special parts. There are four components here — they all go together. Stephanie, could you describe the system that these components are a part of?
Yeah, so these are all part of the PIXL. It"s the Planetary Instrument for X-ray Lithochemistry. So part of the Perseverance Rover"s mission is to assess the potential for life on Mars and this instrument is going to be part of that mission. So the PIXL is going to be used to look at rock and soil samples on the planet"s surface, look for those signs of life. And the other interesting thing to note about it is that it"s going to be on the end of this cantilever arm, basically on top of a hammer drill. So not only do these components, this instrument, have to survive the launch, the spaceflight, the crash landing on Mars — they"re also going to be in a really challenging location on the rover when it"s actually in use.
The parts are titanium, Ti64, they are made through electron beam melting. These components were designed by NASA engineers and produced through additive manufacturing by Carpenter Additive.
And we should say you may have seen Carpenter Additive as a sponsor on other episodes of The Cool Parts Show. This is not sponsored content, we just really think these parts are cool.
Right, and we think you"ll agree. So, Stephanie, you mentioned how 3D printing is not the whole story here. That"s pretty crucial, and we"re going to draw that out. 3D printing was essential for producing these complex parts — more complex than they seem to be, we"ll get to that — but 3D printing was not sufficient for producing them. There were a variety of postprocessing operations necessary to complete these parts to the design requirements that NASA had. Carpenter oversaw that, they put together that sequence of steps and delivered that process, 3D printing through post processing. If you think about it, what the NASA engineers were tasked with — so yeah, that PIXL device, it has to perform its duty at the end of that drill. And let"s not minimize: it"s got to survive a trip through space, it"s got to survive landing on the surface of Mars, it"s got to do everything it needs to do within very constrained limitations of how heavy it can be. In the end, the designers didn"t have bandwidth to think about, “Could these parts even be made?” And it turns out, they"re pretty difficult to produce.
Right, so if you step back and you look at these components, it"s like, they"re simple parts or simple in what they do. These are brackets, this is a housing component, right? Seemingly, these are the mundane parts of the instrument. But if you"re not careful, these components could eat up all of your mass budget and you need that mass, you need it for the sensors and the electronics that let this instrument do the work it needs to do. So how do you get weight out of parts like these? It comes down to design consideration, it comes down to aspects of the design you wouldn"t even have to worry about if this was being used on Earth. For example, in places and angles where two surfaces come together, not allowing the fillet there, or the web of material to be as large in diameter as you might otherwise allow it to be, because that"s just a little bit too much metal in there and it eats up mass unnecessarily. Or components like these, which look like they could have been made out of, say, bent sheet metal. What parts like these actually are, are very, very thin wall structures that are hollow inside and have delicate lattices that provide the strength at minimal weight. I think this is a good moment to hear from Carpenter Additive, let"s bring in Ken Davis, who is director of Additive Technology.
Yeah, and that"s an important distinction. Like these are sort of similar processes, they"re both powder bed fusion — you have your bed of powder, you have a recoater, and then you have an energy source, either that laser or the electron beam that"s melting the powder together to form your parts. But with laser sintering, the unused powder kind of stays loose in the bed. And with electron beam melting, you"re printing at a really high temperature, the whole machine is at a really high temperature. So you"re basically heat treating at the same time you"re printing. You don"t end up with solid parts in loose powder, you end up with solid parts in this kind of like semi-sintered cake of powder. Like you"re saying, you get some trade-offs with that. You may lose some of the detail and resolution that you could get out of a laser process, but you"re also able to avoid some of the challenges with support structures and the thermal stresses that you might get from that other process.
Thermal stresses are what was really key in what drove the choice in this case. Electron beam melting uses a coarser powder, so even though it is a fine-detail process, at its finest it still produces thicker, heavier forms and features than a laser-based process does. But electron beam melting offers that opportunity to reduce and control thermal stresses, and that was really critical here because the Carpenter engineers just didn"t have the opportunity to add extra material here and there to provide a little bit of bolstering and support against the warping that might happen due to thermal stresses as the parts were being built. That lower thermal stress environment was what was essential for producing these really fine-detail forms for maintaining the geometric fidelity of these fine-detail parts and features.
Okay, so electron beam melting becomes the manufacturing solution here. But there"s still trade-offs, like this introduces some really interesting postprocessing challenges, because a lot of these pieces are hollow. If you"re 3D printing with electron beam melting, and you end up with this like semi-sintered cake of powder inside your parts, you can"t just pour it out. So, let"s talk postprocessing. How did they get that powder out?
Normally, we use manual tools and agitation to clear this powder and break it apart. But we couldn"t get into these small box beams through small access holes that are only about five millimeters in diameter. So we use a technique called ultrasonic powder removal where a transducer is attached to the part, you manually tune the transducer to a frequency that meets the natural frequency of that powder inside and causes it to break apart. But then as it breaks apart, that structure changes its natural frequency, so you have to keep manually retuning. A very small part that would fit in the palm of my hand was so complex, that it took, in some cases, two days of labor to manually adjust this tuning process to get all that powder extracted. But without the ultrasonic powder extraction, we would have never gotten all that powder out of the parts.
So, that"s how they got the powder out. But after that, these components are still too big. They"re the right shape, they"re accurately the right shape, but the features of these components still have too much material, too much mass. Electron beam melting, for all its precision, is still too coarse for some of the delicacy that these features required. For metal 3D-printed parts, machining is pretty typical as an operation after the 3D printing. But machining as we usually think of it — a tool cutting metal — wasn"t sufficient for the needs of parts like these.
As we always say, it"s never just additive manufacturing, there"s subtractive and other processes that are involved. Additive is just one of the tools you bring to bear on this project, or on any project. And never does a project demonstrate that more than this one. So we couldn"t print these thin walls, some were down as thin as 15 thousandths of an inch with a ±one-thousandths tolerance, and then in that same component, it would thicken up to 45 or 60 thousandths in other areas, and then there would be some very heavy features where a bolt was added to the part. What we ended up doing was printing the parts much thicker in general, to a wall thickness that we could guarantee that we could maintain and reproduce print over print with a very narrow tolerance. Then we used chemical milling selectively around the part to bring various wall thicknesses not just into size, but also to achieve the surface finish we desired.
Okay, so we"ve heard electron beam melting, we"ve heard ultrasonic vibration for powder removal, we"ve heard chemical milling, there"s a longer list of operations than that. Can you give us a more thorough sequence of the operations that went into making these parts?
So, there"s a lot. I have a cheat sheet here because I don"t want to forget anything. Taking us all the way back to the printing process, electron beam melting to make the parts; everything went through HIPing, hot isostatic pressing, to eliminate any kind of porosity; then there was breakout, so pulling the parts out of that cake of powder; support removal, some of these parts had sacrificial supports that were attached that had to be removed; ultrasonic powder removal, like we"ve talked about; deburring and grit blasting; chemical milling also, which we just talked about; they used microtek finishing, which is sort of like a polishing process with an abrasive slurry; and then there was some conventional final machining on these parts as well. But one more thing, in between every single one of those steps I just mentioned, there was also inspection. So they used laser scanning, they used X-ray inspection, they weighed the parts in different stages. These are really complicated components and Carpenter wanted to be sure that if anything was going awry, they could catch it really quickly and start over. They didn"t want to put a bad part through all of these different processes. And then at the very end, everything went through CMM inspection before it got shipped off to NASA.
It"s worth saying, additive manufacturing usually is not this difficult. These were distinctive parts, special demands called for special processing considerations.
So we hope for and anticipate a successful landing of NASA"s Perseverance rover on Mars on February 18th. When that happens, when it"s in the news, look for the PIXL device on the rover. Look for these components made through additive manufacturing, look for these cool parts on the surface of Mars.
All right, I think we got this. I"ll start. So these are components of the PIXL instrument for the Perseverance rover currently on its way to Mars. They were 3D printed with electron beam melting out of titanium by Carpenter Additive, who was very limited in the kinds of design changes that it could make. It had to really adhere to NASA"s mass budget and stick to the original design.
Electron beam melting was just the beginning, it accurately produced parts to the right form, but the parts were far from complete at that stage. Getting the powder out was a postprocessing step that came next. A special ultrasonic vibration process was necessary to accomplish that, get the unfused powder out of the parts. Next came a sequence of postprocessing steps necessary to complete these components, one of which was chemical milling for removing unneeded material, getting a little bit more mass out to get it to that mass budget. NASA engineers did not design these components, thinking about how they would be made — there was too many other things to think about. Ultimately, Carpenter Additive took on the challenge of manufacturing these parts and saw them through to an additive manufacturing process complete with postprocessing that was able to deliver these parts effectively.
Speaking of additive manufacturing wins, if you are interested in seeing the kinds of things that additive manufacturing is accomplishing on Earth check out our previous episodes. We have done more than 20 episodes now of The Cool Parts Show. Each one focused on a transformative 3D-printed part, all kinds of applications, many different products and industries. Go to TheCoolPartsShow.com.
If you like the show, we hope you"ll subscribe. If you"re on YouTube, go ahead and click the bell icon to get notified about any new episodes coming out. And if you have a cool part you"d like to tell us about, you can email us at cool parts at AdditiveManufacturing.media.
It takes years of preparation to create the rover, which is made up of many moving parts, including the gears in the arm, which were made by Forest City Gear.
“I think the first one… there were three vehicles, Spirit and Opportunity, and then the next one was Curiosity. This later one is Perseverance,” Young said.
The small parts are a big deal for Forest City Gear: it takes up to eight months to make. NASA needs all the parts finalized one year prior to the big launch.
“It’s fun for folks to learn that their gears are going well beyond the Earth. What’s Mars? Thirty-seven million miles, I think. That’s beyond the imagination of most people,” said Young.
Curiosity is a car-sized Mars rover designed to explore the Gale crater on Mars as part of NASA"s Mars Science Laboratory (MSL) mission.Curiosity was launched from Cape Canaveral (CCAFS) on November 26, 2011, at 15:02:00 UTC and landed on Aeolis Palus inside Gale crater on Mars on August 6, 2012, 05:17:57 UTC.Bradbury Landing site was less than 2.4 km (1.5 mi) from the center of the rover"s touchdown target after a 560 million km (350 million mi) journey.
Mission goals include an investigation of the Martian climate and geology, assessment of whether the selected field site inside Gale has ever offered environmental conditions favorable for microbial life (including investigation of the role of water), and planetary habitability studies in preparation for human exploration.
In December 2012, Curiosity"s two-year mission was extended indefinitely,Curiosity rover landing.Curiosity rover for the last ten years was reported.Curiosity has been active on Mars for 3758 sols (3861 total days; 10 years, 209 days) since its landing (see current status).
The NASA/JPL Mars Science Laboratory/Curiosity Project Team was awarded the 2012 Robert J. Collier Trophy by the National Aeronautic Association "In recognition of the extraordinary achievements of successfully landing Curiosity on Mars, advancing the nation"s technological and engineering capabilities, and significantly improving humanity"s understanding of ancient Martian habitable environments."Curiosity"s rover design serves as the basis for NASA"s 2021 Perseverance mission, which carries different scientific instruments.
As established by the Mars Exploration Program, the main scientific goals of the MSL mission are to help determine whether Mars could ever have supported life, as well as determining the role of water, and to study the climate and geology of Mars.
Characterize the broad spectrum of surface radiation, including galactic and cosmic radiation, solar proton events and secondary neutrons. As part of its exploration, it also measured the radiation exposure in the interior of the spacecraft as it traveled to Mars, and it is continuing radiation measurements as it explores the surface of Mars. This data would be important for a future crewed mission.
About one year into the surface mission, and having assessed that ancient Mars could have been hospitable to microbial life, the MSL mission objectives evolved to developing predictive models for the preservation process of organic compounds and biomolecules; a branch of paleontology called taphonomy.Four Corners region of the North American west.
Two Jet Propulsion Laboratory engineers stand with three vehicles, providing a size comparison of three generations of Mars rovers. Front and center left is the flight spare for the first Mars rover, Mars Pathfinder Project. On the left is a Mars Exploration Rover (MER) test vehicle that is a working sibling to Mars Science Laboratory, which landed as Curiosity on Mars in 2012.
Curiosity is 2.9 m (9 ft 6 in) long by 2.7 m (8 ft 10 in) wide by 2.2 m (7 ft 3 in) in height,Pancam on the Mars Exploration Rovers, the MastCam-34 has 1.25× higher spatial resolution and the MastCam-100 has 3.67× higher spatial resolution.
Curiosity"s RTG is the Multi-Mission Radioisotope Thermoelectric Generator (MMRTG), designed and built by Rocketdyne and Teledyne Energy Systems under contract to the U.S. Department of Energy,Idaho National Laboratory.Mars Exploration Rovers, which generated about 2.1 MJ (0.58 kWh) each day. The electrical output from the MMRTG charges two rechargeable lithium-ion batteries. This enables the power subsystem to meet peak power demands of rover activities when the demand temporarily exceeds the generator"s steady output level. Each battery has a capacity of about 42 ampere hours.
The RCE computers use the RAD750 Central processing unit (CPU), which is a successor to the RAD6000 CPU of the Mars Exploration Rovers.PowerPC 750, can execute up to 400 Million instructions per second (MIPS), while the RAD6000 CPU is capable of up to only 35 MIPS.safe mode and subsequently returned to active status on March 4, 2013.
Communications: Curiosity is equipped with significant telecommunication redundancy by several means: an X band transmitter and receiver that can communicate directly with Earth, and an Ultra high frequency (UHF) Electra-Lite software-defined radio for communicating with Mars orbiters.X-band. The rover also has two UHF radios,Curiosity can communicate with Earth directly at speeds up to 32 kbit/s, but the bulk of the data transfer is being relayed through the Mars Reconnaissance Orbiter and Odyssey orbiter. Data transfer speeds between Curiosity and each orbiter may reach 2000 kbit/s and 256 kbit/s, respectively, but each orbiter is able to communicate with Curiosity for only about eight minutes per day (0.56% of the time).Curiosity relies on internationally agreed space data communications protocols as defined by the Consultative Committee for Space Data Systems.
Jet Propulsion Laboratory (JPL) is the central data distribution hub where selected data products are provided to remote science operations sites as needed. JPL is also the central hub for the uplink process, though participants are distributed at their respective home institutions.2001 Mars Odyssey, Mars Reconnaissance Orbiter and ESA"s Mars Express satellite.MAVEN orbiter is being positioned to serve as a relay orbiter while continuing its science mission.
Mobility systems: Curiosity is equipped with six 50 cm (20 in) diameter wheels in a rocker-bogie suspension. These are scaled versions of those used on Mars Exploration Rovers (MER).Morse code for "JPL" (·--- ·--· ·-··).center of mass, the vehicle can withstand a tilt of at least 50° in any direction without overturning, but automatic sensors limit the rover from exceeding 30° tilts.
Curiosity can roll over obstacles approaching 65 cm (26 in) in height,Mount Sharp,Aeolis Mons) and it is expected to traverse a minimum of 19 km (12 mi) during its primary two-year mission.Vandi Verma, group leader of Autonomous Systems, Mobility and Robotic Systems at JPL,PLEXIL language used to operate the rover.
Curiosity landed in Quad 51 (nicknamed Yellowknife) of Aeolis Palus in the crater Gale.Bradbury Landing on August 22, 2012, in honor of science fiction author Ray Bradbury.sediments; first water-deposited, and then wind-deposited, possibly until it was completely covered. Wind erosion then scoured out the sediments, leaving an isolated 5.5 km (3.4 mi) mountain, Aeolis Mons ("Mount Sharp"), at the center of the 154 km (96 mi) wide crater. Thus, it is believed that the rover may have the opportunity to study two billion years of Martian history in the sediments exposed in the mountain. Additionally, its landing site is near an alluvial fan, which is hypothesized to be the result of a flow of ground water, either before the deposition of the eroded sediments or else in relatively recent geologic history.
Previous NASA Mars rovers became active only after the successful entry, descent and landing on the Martian surface. Curiosity, on the other hand, was active when it touched down on the surface of Mars, employing the rover suspension system for the final set-down.
Curiosity transformed from its stowed flight configuration to a landing configuration while the MSL spacecraft simultaneously lowered it beneath the spacecraft descent stage with a 20 m (66 ft) tether from the "sky crane" system to a soft landing—wheels down—on the surface of Mars.pyrotechnic fasteners activating cable cutters on the bridle to free itself from the spacecraft descent stage. The descent stage then flew away to a crash landing, and the rover prepared itself to begin the science portion of the mission.
Curiosity has two full sized, vehicle system test bed (VSTB), a twin rover used for testing and problem solving, MAGGIE rover (Mars Automated Giant Gizmo for Integrated Engineering) with a computer brain and a Scarecrow rover without a computer brain. They are housed at the JPL Mars Yard for problem solving on simulated Mars terrain.
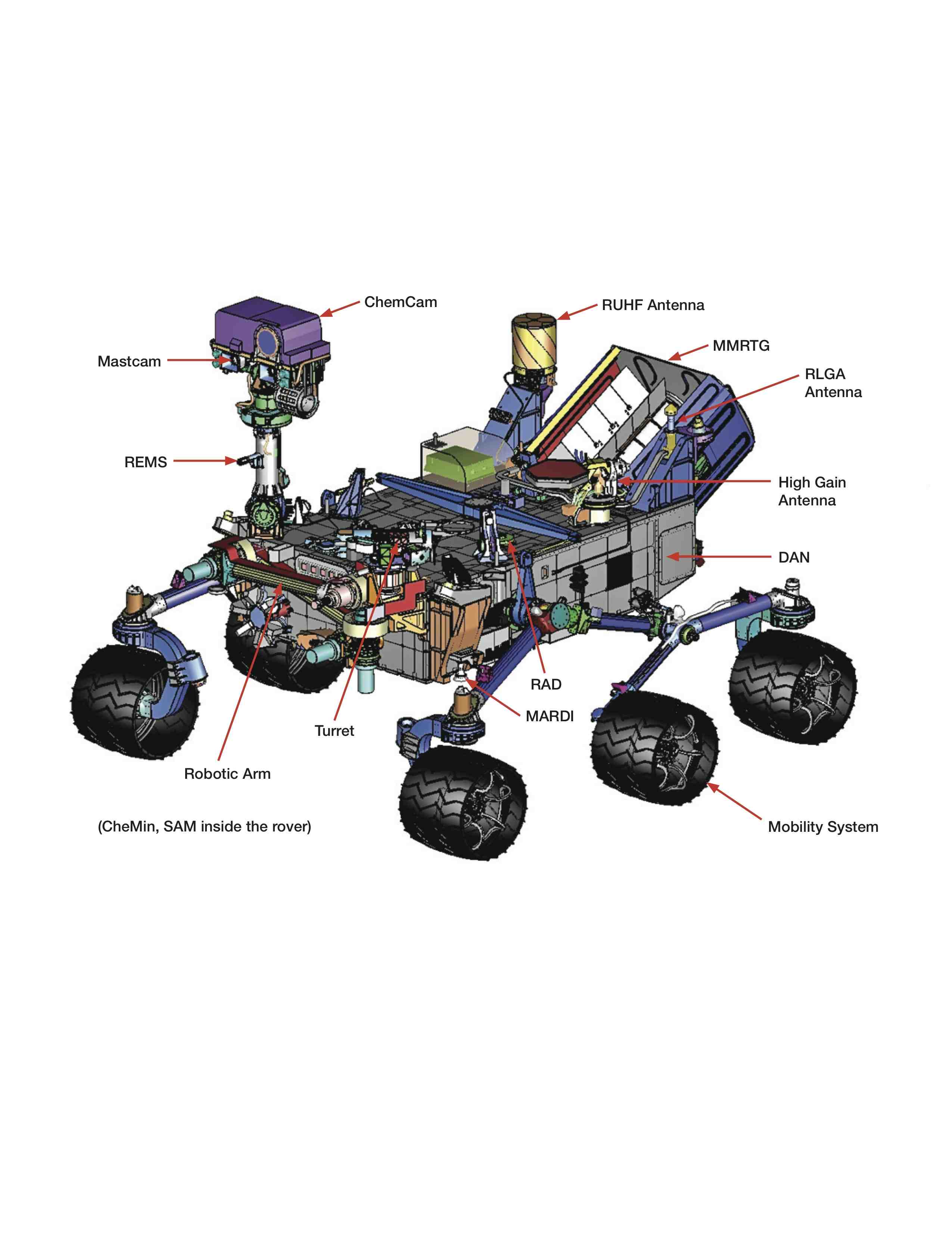
The general sample analysis strategy begins with high-resolution cameras to look for features of interest. If a particular surface is of interest, Curiosity can vaporize a small portion of it with an infrared laser and examine the resulting spectra signature to query the rock"s elemental composition. If that signature is intriguing, the rover uses its long arm to swing over a microscope and an X-ray spectrometer to take a closer look. If the specimen warrants further analysis, Curiosity can drill into the boulder and deliver a powdered sample to either the Sample Analysis at Mars (SAM) or the CheMin analytical laboratories inside the rover.Mars Hand Lens Imager (MAHLI), and Mars Descent Imager (MARDI) cameras were developed by Malin Space Science Systems and they all share common design components, such as on-board digital image processing boxes, 1600 × 1200 charge-coupled device (CCDs), and an RGB Bayer pattern filter.
One MastCam camera is the Medium Angle Camera (MAC), which has a 34 mm (1.3 in) focal length, a 15° field of view, and can yield 22 cm/pixel (8.7 in/pixel) scale at 1 km (0.62 mi). The other camera in the MastCam is the Narrow Angle Camera (NAC), which has a 100 mm (3.9 in) focal length, a 5.1° field of view, and can yield 7.4 cm/pixel (2.9 in/pixel) scale at 1 km (0.62 mi).Mars 2020 mission as Mastcam-Z.
ChemCam has the ability to record up to 6,144 different wavelengths of ultraviolet, visible, and infrared light.laser testing of the ChemCam by Curiosity on Mars was performed on a rock, N165 ("Coronation" rock), near Bradbury Landing on August 19, 2012.
REMS comprises instruments to measure the Mars environment: humidity, pressure, temperatures, wind speeds, and ultraviolet radiation.ultraviolet sensor provided by the Spanish Ministry of Education and Science. The investigative team is led by Javier Gómez-Elvira of the Spanish Astrobiology Center and includes the Finnish Meteorological Institute as a partner.
The APXS instrument irradiates samples with alpha particles and maps the spectra of X-rays that are re-emitted for determining the elemental composition of samples.Curiosity"s APXS was developed by the Canadian Space Agency (CSA).MacDonald Dettwiler (MDA), the Canadian aerospace company that built the Canadarm and RADARSAT, were responsible for the engineering design and building of the APXS. The APXS science team includes members from the University of Guelph, the University of New Brunswick, the University of Western Ontario, NASA, the University of California, San Diego and Cornell University.particle-induced X-ray emission (PIXE) and X-ray fluorescence, previously exploited by the Mars Pathfinder and the two Mars Exploration Rovers.
CheMin is the Chemistry and Mineralogy X-ray powder diffraction and fluorescence instrument.spectrometers. It can identify and quantify the abundance of the minerals on Mars. It was developed by David Blake at NASA Ames Research Center and the Jet Propulsion Laboratory,
The SAM instrument suite analyzes organics and gases from both atmospheric and solid samples. It consists of instruments developed by the NASA Goddard Space Flight Center, the Laboratoire Inter-Universitaire des Systèmes Atmosphériques (LISA) (jointly operated by France"s CNRS and Parisian universities), and Honeybee Robotics, along with many additional external partners.Quadrupole Mass Spectrometer (QMS), a gas chromatograph (GC) and a tunable laser spectrometer (TLS). These instruments perform precision measurements of oxygen and carbon isotope ratios in carbon dioxide (CO2) and methane (CH4) in the atmosphere of Mars in order to distinguish between their geochemical or biological origin.
The role of the Radiation assessment detector (RAD) instrument is to characterize the broad spectrum of radiation environment found inside the spacecraft during the cruise phase and while on Mars. These measurements have never been done before from the inside of a spacecraft in interplanetary space. Its primary purpose is to determine the viability and shielding needs for potential human explorers, as well as to characterize the radiation environment on the surface of Mars, which it started doing immediately after MSL landed in August 2012.NASA Headquarters and Germany"s Space Agency (DLR), RAD was developed by Southwest Research Institute (SwRI) and the extraterrestrial physics group at Christian-Albrechts-Universität zu Kiel, Germany.
The rover has a 2.1 m (6 ft 11 in) long robotic arm with a cross-shaped turret holding five devices that can spin through a 350° turning range.MDA US Systems, building upon their prior robotic arm work on the Mars Surveyor 2001 Lander, the Mars Exploration Rovers, Spirit and Opportunity.
Two of the five devices are in-situ or contact instruments known as the X-ray spectrometer (APXS), and the Mars Hand Lens Imager (MAHLI camera). The remaining three are associated with sample acquisition and sample preparation functions: a percussion drill; a brush; and mechanisms for scooping, sieving, and portioning samples of powdered rock and soil.SAM and CheMin analyzers inside the rover.
Live video showing the first footage from the surface of Mars was available at NASA TV, during the late hours of August 6, 2012, PDT, including interviews with the mission team. The NASA website momentarily became unavailable from the overwhelming number of people visiting it,DMCA takedown notice from Scripps Local News, which prevented access for several hours.Times Square, to watch NASA"s live broadcast of Curiosity"s landing, as footage was being shown on the giant screen.Bobak Ferdowsi, Flight Director for the landing, became an Internet meme and attained Twitter celebrity status, with 45,000 new followers subscribing to his Twitter account, due to his Mohawk hairstyle with yellow stars that he wore during the televised broadcast.
Prior to the landing, NASA and Microsoft released Mars Rover Landing, a free downloadable game on Xbox Live that uses Kinect to capture body motions, which allows users to simulate the landing sequence.
NASA gave the general public the opportunity from 2009 until 2011 to submit their names to be sent to Mars. More than 1.2 million people from the international community participated, and their names were etched into silicon using an electron-beam machine used for fabricating micro devices at JPL, and this plaque is now installed on the deck of Curiosity.Vice President Joe Biden was also installed. Elsewhere on the rover is the autograph of Clara Ma, the 12-year-old girl from Kansas who gave Curiosity its name in an essay contest, writing in part that "curiosity is the passion that drives us through our everyday lives".
On June 24, 2014, Curiosity completed a Martian year — 687 Earth days — after finding that Mars once had environmental conditions favorable for microbial life.Curiosity served as the basis for the design of the Perseverance rover for the Mars 2020 rover mission. Some spare parts from the build and ground test of Curiosity are being used in the new vehicle, but it will carry a different instrument payload.
In 2014, project chief engineer wrote a book detailing the development of the Curiosity rover. "Mars Rover Curiosity: An Inside Account from Curiosity"s Chief Engineer, is a first hand account of the development and landing of the Curiosity Rover.
On August 5, 2017, NASA celebrated the fifth anniversary of the Curiosity rover mission landing, and related exploratory accomplishments, on the planet Mars.Curiosity"s First Five Years (02:07); Curiosity"s POV: Five Years Driving (05:49); Curiosity"s Discoveries About Gale Crater (02:54))
Abilleira, Fernando (2013). 2011 Mars Science Laboratory Trajectory Reconstruction and Performance from Launch Through Landing. 23rd AAS/AIAA Spaceflight Mechanics Meeting. February 10–14, 2013. Kauai, Hawaii.
Brown, Dwayne; Cole, Steve; Webster, Guy; Agle, D.C. (August 22, 2012). "NASA Mars Rover Begins Driving at Bradbury Landing". NASA. Retrieved August 22, 2012.
Brown, Dwayne C.; Buis, Alan; Martinez, Carolina (May 27, 2009). "NASA Selects Student"s Entry as New Mars Rover Name". NASA / Jet Propulsion Laboratory. Retrieved January 2, 2017.
Makovsky, Andre; Ilott, Peter; Taylor, Jim (November 2009). Mars Science Laboratory Telecommunications System Design (PDF). DESCANSO Design and Performance Summary Series. Vol. 14. NASA/Jet Propulsion Laboratory.
"Multi-Mission Radioisotope Thermoelectric Generator (MMRTG)" (PDF). NASA/JPL. October 2013. Archived (PDF) from the original on February 26, 2015. Retrieved February 17, 2021.
Ritz, Fred; Peterson, Craig E. (2004). "Multi-Mission Radioisotope Thermoelectric Generator (MMRTG) Program Overview" (PDF). 2004 IEEE Aerospace Conference Proceedings (IEEE Cat. No.04TH8720). 2004 IEEE Aerospace Conference. March 6–13, 2004. Big Sky, Montana. pp. 2950–2957. doi:10.1109/AERO.2004.1368101. ISBN 0-7803-8155-6. Archived from the original (PDF) on December 16, 2011.
Campbell, Joseph (2011). "Fueling the Mars Science Laboratory" (PDF). Idaho National Laboratory. Archived from the original (PDF) on March 4, 2016. Retrieved February 28, 2016.
Bajracharya, Max; Maimone, Mark W.; Helmick, Daniel (December 2008). "Autonomy for Mars rovers: past, present, and future". Computer. 41 (12): 45. doi:10.1109/MC.2008.515. ISSN 0018-9162.
"Why NASA"s Mars Curiosity Rover landing will be "Seven Minutes of Absolute Terror"". NASA. Centre National d"Etudes Spatiales (CNES). June 28, 2012. Retrieved July 13, 2012.
Malin, M. C.; Bell, J. F.; Cameron, J.; Dietrich, W. E.; Edgett, K. S.; et al. (2005). The Mast Cameras and Mars Descent Imager (MARDI) for the 2009 Mars Science Laboratory (PDF). Lunar and Planetary Science XXXVI. p. 1214. Bibcode:2005LPI....36.1214M.
Bell III, J. F.; Maki, J. N.; Mehall, G. L.; Ravine, M. A.; Caplinger, M. A. (2014). Mastcam-Z: A Geologic, Stereoscopic, and Multispectral Investigation on the NASA Mars-2020 Rover (PDF). International Workshop on Instrumentation for Planetary Missions, November 4–7, 2014, Greenbelt, Maryland. NASA. Archived from the original (PDF) on September 26, 2015.
Gómez-Elvira, J.; Haberle, B.; Harri, A.; Martinez-Frias, J.; Renno, N.; Ramos, M.; Richardson, M.; de la Torre, M.; Alves, J.; Armiens, C.; Gómez, F.; Lepinette, A.; Mora, L.; Martín, J.; Martín-Torres, J.; Navarro, S.; Peinado, V.; Rodríguez-Manfredi, J. A.; Romeral, J.; Sebastián, E.; Torres, J.; Zorzano, M. P.; Urquí, R.; Moreno, J.; Serrano, J.; Castañer, L.; Jiménez, V.; Genzer, M.; Polko, J. (February 2011). "Rover Environmental Monitoring Station for MSL mission" (PDF). 4th International Workshop on the Mars Atmosphere: Modelling and Observations: 473. Bibcode:2011mamo.conf..473G. Retrieved August 6, 2012.
Sarrazin, P.; Blake, D.; Feldman, S.; Chipera, S.; Vaniman, D.; et al. (2005). "Field deployment of a portable X-ray diffraction/X-ray fluorescence instrument on Mars analog terrain". Powder Diffraction. 20 (2): 128–133. Bibcode:2005PDiff..20..128S. doi:10.1154/1.1913719. S2CID 122528094.
Anderson, Robert C.; Baker, Charles J.; Barry, Robert; Blake, David F.; Conrad, Pamela; et al. (December 14, 2010). "Mars Science Laboratory Participating Scientists Program Proposal Information Package" (PDF). NASA/Jet Propulsion Laboratory. Retrieved January 16, 2015.
Allen, C. C.; Morris, R. V.; Lindstrom, D. J.; Lindstrom, M. M.; Lockwood, J. P. (March 1997). JSC Mars-1: Martian regolith simulant (PDF). Lunar and Planetary Exploration XXVIII. Archived from the original (PDF) on September 10, 2014. Retrieved April 28, 2014.
Litvak, M. L.; Mitrofanov, I. G.; Barmakov, Yu. N.; Behar, A.; Bitulev, A.; et al. (2008). "The Dynamic Albedo of Neutrons (DAN) Experiment for NASA"s 2009 Mars Science Laboratory". Astrobiology. 8 (3): 605–12. Bibcode:2008AsBio...8..605L. doi:10.1089/ast.2007.0157. PMID 18598140.
"Mars Descent Imager (MARDI) Update". Malin Space Science Systems. November 12, 2007. Archived from the original on September 4, 2012. Retrieved August 6, 2012.
Billing, Rius; Fleischner, Richard. Mars Science Laboratory Robotic Arm (PDF) (Report). MDA US Systems. Archived from the original (PDF) on October 6, 2016. Retrieved January 22, 2017.
Billing, Rius; Fleischner, Richard (2011). "Mars Science Laboratory Robotic Arm" (PDF). 15th European Space Mechanisms and Tribology Symposium 2011. Retrieved August 21, 2012.
"NASA"s Mars Rover Crashed Into a DMCA Takedown". Motherboard. Motherboard.vice.com. August 6, 2012. Archived from the original on August 8, 2012. Retrieved August 8, 2012.
Harwood, William (December 4, 2012). "NASA announces plans for new $1.5 billion Mars rover". . Retrieved December 5, 2012. Using spare parts and mission plans developed for NASA"s Curiosity Mars rover, the space agency says it can build and launch a new rover in 2020 and stay within current budget guidelines.
Chang, Kenneth (June 7, 2018). "Life on Mars? Rover"s Latest Discovery Puts It "On the Table"". The New York Times. Retrieved June 8, 2018. The identification of organic molecules in rocks on the red planet does not necessarily point to life there, past or present, but does indicate that some of the building blocks were present.
Ten Kate, Inge Loes (June 8, 2018). "Organic molecules on Mars". Science. 360 (6393): 1068–1069. Bibcode:2018Sci...360.1068T. doi:10.1126/science.aat2662. PMID 29880670. S2CID 46952468.

The rover is a vehicle with many components working in tandem. It has parts similar to what living creatures would require to stay alive. The components of a Mars Rover include:
This is the computer module of the rover. Another name for the brain is the Rover Compute Element. To forestall or prevent mission failure, there are always two Rover Compute Elements within the rover’s body.
These rover’s ears come in the form of two microphones that enable scientists to listen to the sounds of Mars. There are two types of microphones on the Rover: SuperCam and EDL Microphones. The EDL microphone, also known as Enter, Descent, and Landing Microphone, helps record the sounds of landing.
As you would expect, each generation of rover sent to Mars by NASA’s Jet Propulsion Laboratory (JPL) has been considerably more sophisticated than its predecessors.
From the trolley-like Sojourner to Opportunity, Spirit, and Curiosity, rovers over the past 20 years have grown not only in capability but have advanced significantly in terms of manufacturing techniques.
NASA’s car-sized Perseverance rover is due to land on the red planet on February 18, 2021. Its primary purpose is astrobiology, or the search for fossilized microbial life. Perseverancewill collect and “cache” samples of Martian regolith for future pickup by NASA/European Space Agency spacecraft. But with the help of some sophisticated 3D-printed parts, Earth’s latest ambassador to Mars is capable of a lot more.
The 11 3D-printed parts are all found within two instruments: PIXL and MOXIE. These are both “secondary structures,” which means they won’t jeopardize the mission if they fail to work as planned.
NASA has released the following details about exactly which parts are 3D printed, and the benefits or properties this manufacturing technique brings to Perseverance.
PIXL (The Planetary Instrument for X-ray Lithochemistry) uses an x-ray spectrometer to measure the chemical make-up of Martian rocks at a tiny scale, and it includes a camera for extreme close-ups of features as small as a grain of salt. Mounted on the 88-pound rotating turret at the end of Perseverance’s seven-foot robotic arm, PIXL’s main mission is to search for signs of fossilized microbial life.
PIXL has five 3D-printed parts: a mounting frame, two support struts, and a two-piece titanium shell. Additive manufacturing was used by a manufacturer called Carpenter Additive to make these parts hollow, thin, and as light as possible, with 3x to 4x less mass than if they’d been manufactured using conventional fabrication.
MOXIE (Mars Oxygen In-Situ Resource Utilization Experiment) is a car-battery-sized test model of an oxygen generator, which will demonstrate how future missions could produce liquid oxygen from carbon dioxide in the Martian atmosphere for breathing and for propellant. MOXIE will create oxygen by heating the Martian air to 1,500 °F.
MOXIE contains six 3D-printed, nickel-alloy heat exchangers that protect sensitive parts of MOXIE from these high temperatures. While conventionally manufactured heat exchangers are made by welding two parts together, JPL’s parts were each 3D-printed as a single piece. These superalloys will maintain their strength and resist corrosion even at 1,500 °F.
33 to 50 tons of propellant will be needed to launch from Mars, which means industrial-sized oxygen generators of the future will need to be about 100 times larger than MOXIE.
Andrew Pate, JPL’s group lead for additive manufacturing, said: “Flying these parts to Mars is a huge milestone. It opens the door a little more for additive manufacturing in the space industry.”
In the longer term, NASA and private organizations are pursuing 3D-printing construction systems for future settlements on Mars and the Moon. NASA ran a 3D-printed habitat challenge in 2019 as part of its Centennial Challenges program.
Perseverance is not the first rover to take 3D printing to Mars. Curiosity included a 3D-printed ceramic part in its SAM (Sample Analysis at Mars) instrument.

With the Mars 2020 mission now past the halfway point between Earth and its destination, NASA’s Jet Propulsion Lab recently released a couple of stories about the 3D-printed parts that made it aboard the Perseverance rover. Tucked into its aeroshell and ready for its high-stakes ride to the Martian surface, Perseverance sports eleven separate parts that we created with additive manufacturing. It’s not the first time a spacecraft has flown with parts made with additive manufacturing technique, but it is the first time JPL has created a vehicle with so many printed parts.
To take a closer look at what 3D-printing for spaceflight-qualified components looks like, and to probe a little into the rationale for additive versus traditional subtractive manufacturing techniques, I reached out to JPL and was put in touch with Andre Pate, Additive Manufacturing Group Lead, and Michael Schein, lead engineer on one of the mission’s main scientific instruments. They both graciously gave me time to ask questions and geek out on all the cool stuff going on at JPL in terms of additive manufacturing, and to find out what the future holds for 3D-printing and spaceflight.
We’ve been keenly interested in the Mars 2020 mission in general, with a special interest in the engineering behind its mobile astrobiology and geology laboratory, Perseverance. In addition to deep-dives into the Adaptive Sample Caching system that will seal up Martian regolith samples for an eventual sample return mission, and Ingenuity, the first aircraft designed to operate off-world, we profiled the Perseverance rover, which will carry all this gear around the Red Planet. The amount of science this rover is slated to perform could very well change our perception of Mars, and may well turn up the first definitive evidence of extraterrestrial life.
To accomplish these missions, Perseverance includes a number of sophisticated instruments, two of which sport most of the 3D-printed parts included on the mission. The Planetary Instrument for X-ray Lithochemistry or PIXL, is designed to search deep inside Martian rocks for signs of fossil life. The Mars Oxygen In-Situ Resource Utilization Experiment, or MOXIE, is intended to test technologies for producing unlimited amounts of oxygen from the Martian atmosphere, in support of refueling rockets for the return trip to Earth. Both instruments contain parts made with advanced metal 3D-printing techniques, both in-house at JPL’s Additive Manufacturing Center, and externally at vendors contracted for special jobs.
In addition to more typical polymer printers, which are mainly used for prototyping and printing fixtures and jigs, JPL’s in-house additive lab has a wide range of technologies available for printing metal parts. Which modality is used depends very much upon where the part is going to be used. JPL also has arrangements with outside additive manufacturing vendors to print the pieces they can’t do in-house.
For non-flight parts, the JPL team uses mostly directed-energy deposition, possibly the coolest-sounding 3D-printing modality there is. DED depends on a high-energy beam, either laser or an electron beam, into which powdered metal or a fine wire is fed. The energy creates a pool of molten metal that is applied to the growing print. DED is somewhat like spray arc welding or laser cladding, with the addition of CNC control of the print head and an inert environment to reduce oxidation of the growing print. DED has the advantages of relatively fast build rates and the ability to create fine features, as well as minimal need for post-processing steps like additional machining or pressing (more on which below).
Parts that are destined to fly on JPL-built spacecraft are not printed on the in-house DED machines, though. Rather, JPL turns to powder-bed fusion printers for their flight-qualified parts. There’s an alphabet soup’s worth of initialisms for powder-bed printing processes, including selective laser sintering (SLM), selective laser melting (SLM), and direct metal laser sintering (DMLS). The video below shows DMLS on an EOS M290, one of the three DMLS machines the JPL Additive Manufacturing Center runs.
Hot isostatic pressing, or HIP, is a process that has long been used by the powdered-metal industry to finish parts made by, for example, die pressing or metal injection molding, and more recently for metal additive manufacturing. Parts created with any of these techniques necessarily have voids within them; no matter how fine the powder grains used to create the part, gases are still trapped within its structure. HIP aims to literally squeeze those bubbles away, using a combination of extreme heat — up to 2,000°C — and extreme pressure of perhaps 100 MPa or more, using an inert gas like argon.
Parts subjected to HIP treating experience considerable shrinkage as the parts are compacted. This has to be accounted for at design time, but HIP has the decided advantage over regular hot pressing because it applies pressure evenly to the part, shrinking it predictably in all dimensions. This tends to avoid the dimensional distortions that traditional pressing using solid anvils introduces into parts.
Another consideration in additive manufacturing of metal parts for spaceflight is the “foundry in a box” problem. For traditional subtractive manufacturing, the starting material is a block of metal that has already been through a foundry process. The metal has either been cast, extruded or perhaps forged, has been heat-treated and tempered, and has known properties with regard to strength, ductility, and hardness. It may even have been X-rayed to reveal any hidden imperfections. Its crystal structure is more or less fixed, and all that’s left to do to it is to remove the unnecessary bits to expose the part hidden within.
For additive manufacturing, though, the metal part that results is not as well-characterized. Where the crystal structure of the starting material in subtractive manufacturing is pretty much set, the energetic means needed to accomplish metal 3D-printing by definition change the microscopic structure of the starting material. Hence the “foundry in a box” — the metal in a 3D-printed part was literally made de novo. For flight-qualified parts, where potentially billions of dollars are on the line, engineers need to account for the chaotic, energetic regimes that 3D-printed parts experienced, however briefly, during their fiery birth. That adds a layer of uncertainty, but for the flexibility offered by additive manufacturing, it’s just another cost of doing business.
It turns out I was wrong about that. With parts destined for flight, cost is hardly ever considered as a driver for moving to additive manufacturing. Additive is generally viewed more as an enabling technology, and is used to create parts that can’t be created any other way. The aforementioned gradient alloy encoder shaft is a perfect example — blending metallurgical properties within a single part is difficult to accomplish with anything but additive manufacturing. Another example of parts that are not feasible with anything but additive are parts where mass must be kept to a minimum, or parts which will go into an assembly with specific cooling needs and need to have built-in cooling channels. Such parts would be difficult to create subtractively, but are much more easily 3D-printed.
For as flexible and powerful as additive manufacturing is in aerospace applications, you’d think that the industry would be flocking to it en masse. And while they are to some degree, in a lot of ways it’s a very conservative industry that wisely looks at radical change with skepticism. But as additive manufacturing continues to make parts possible that were once impossible, and as JPL keeps racking up successful missions using these previously impossible parts, it’ll prove itself and solidify its place as a manufacturing method of choice for all kinds of missions.
A global company many years ago began designing in Muskegon special application bearings for missions in space, and its work can be found today onthe Perseverance Mars Roverthat’s currently collecting samples on the red planet.
Isidoro Mazzitelli, director of product development and engineering, Americas, at SKF USA in Plymouth, recently spoke to the Business Journal about the company’s work in the aerospace industry and the bearings on the Mars Rover in particular.
Each time the Perseverance collects or handles rock and regolith samples in the Jezero Crater during its multiple-year mission on the surface of the red planet — the mission was launched in July 2020 and the rover landed on Mars on Feb. 18 — key components from SKF will facilitate those activities, Mazzitelli said.
Enabling the Mars Rover’s core operations in the harsh environment are the KaydonRealiSlim thin-section ball bearings, designed and engineered by SKF at the company’s global thin-section bearing engineering center in Muskegon and produced at its manufacturing hub in Sumter, South Carolina.
These components contribute to the survival of the rover’s mainrobotic arm, sample collecting turret,tool bit carouselandsample handling assemblyduring a months-long trip through space — and its function as intended on the Mars surface. SKF also supplied critical bearings for the mission’slaunch vehicle, which carried the rover and its lander into space.
SKF bearings are playing an integral role in the process of sample collection on Mars. When the rover starts to collect samples on the surface, the robotic arm maneuvers into place and the tool bit carousel whirrs into action, deploying tools to drill or abrade material, which are then collected by the sample collecting turret, aka “the hand,” and transferred to the sample handling assembly for processing onboard the rover, and eventually a potential return to Earth for analysis via a future Mars mission.
“The bearings we designed and built to help the rover perform its core science activities were based on several models of Kaydon thin-section ball bearings customized by our engineers to minimize weight and save space while retaining maximum functionality and reliability for a mission where repair or replacement is simply not an option,” Mazzitelli said. He added space bearings must be a small fraction of the weight of standard bearing assemblies while also being large — about two meters in diameter in some cases — as well as reducing friction and enduring extremely low temperatures of more than 200 degrees below zero.
In addition to the latest mission, SKF has a decades-long history as a supplier to global space programs, dating all the way back to NASA’s Apollo 11 mission in 1969.
Previous MARS Rovers (2004 and 2012), Curiosity, Spirit and Opportunity (several bearings, steering actuators and other parts, designed in Muskegon and manufactured in Sumter)
“Our company’s bearings, seals and other products have helped enable a wide range of spacecraft and missions for more than 40 years,” said John Schmidt, president, SKF USA. “Our parts have flown on the previous space missions, dozens of commercial and government satellites, space-borne telescopes, a wide range of rocket launch vehicles and in astronauts’ spacesuits. When conditions become critical and applications demanding, engineering knowledge is the only way to success.”



 8613371530291
8613371530291