
mud agitator calculator factory
For contour impeller applications, values must be significantly faster (i.e., smaller numbers) to achieve the same results, but because of the impeller design, air entrainment is less probable. In symmetrical compartments, the fluid has a nearly equal distance to travel from the center of the impeller shaft or from the impeller blade tip before it contacts the vessel wall. Agitators should be placed where the shaft is centered in the tank or compartment.

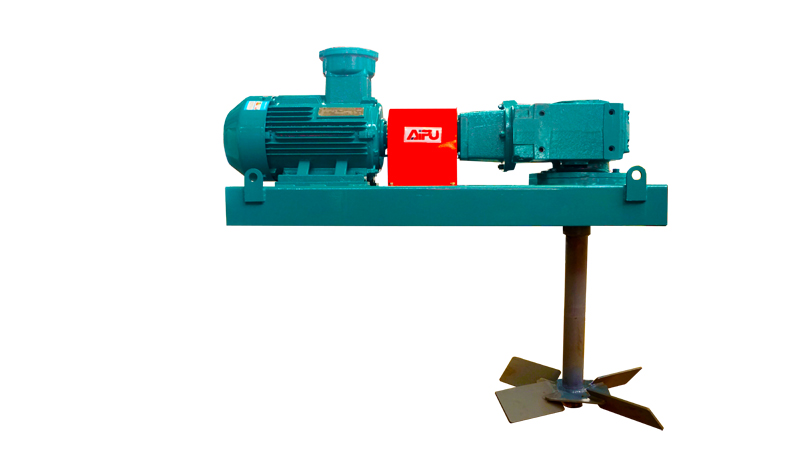
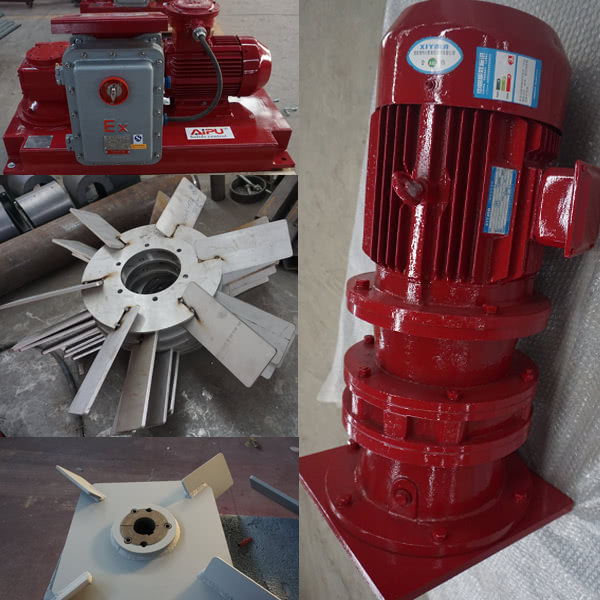
Derrick mud agitators include an explosion-proof, “C” faced motor, reduction gearbox (helical-bevel gears for horizontal agitators or all helical gears for vertical units), impeller, and shaft with assembly bushings. Motors range from 5 to 30 HP and may be supplied in several power configurations.
Attaching the motor directly to the gearbox protects correct alignment that can increase bearing life and provides 95 percent efficiency in power transfer to the impeller. Using this superior design surpasses standard worm drive gear assemblies by 30 percent, allowing Derrick agitators to do the same work at far less horsepower. By unitizing the motor and gearbox, weight and space requirements are reduced. Horsepower, mechanical configuration, impeller diameter, and shaft length are customized to tank dimensions and maximum mud weights. Available horsepower ratings* are: 5, 7.5, 10, 15, 20, 25, and 30.

As an SPX FLOW brand, Lightnin serves the challenging waste and water treatment sector, as well as the processing of solvents, fertilizers, food/beverages, pharmaceuticals and biofuels. The mixers and agitators, that are custom designed and fabricated, are used for equalization, neutralization, flocculation, aeration, sludge mixing, flash mixing and general blending purposes. The Lightnin industrial mixer portfolio covers both portable and larger fixed-mount units. All Lightnin equipment is designed to provide prolonged trouble-free operation regardless of the specific application demands. Through the proprietary gearbox and impeller technologies developed in recent times, we can offer the market advanced mixing solutions that are far more compact and power-efficient than ever before. They also have significantly greater operational lifespans, thanks to anti-fouling mechanisms and other state-of-the-art features. Consequently, customers are able to raise their productivity levels and avoid costly downtime issues, while also keeping the energy consumption involved to an absolute minimum.

North AmericaUnited States of AmericaTel:1-847-967-2400Fax:1-847-967-3915EuropeUnited KingdomTel:44-1753-224000Fax:44-1753-224224Latin AmericaBrazilTel:55-11-3371-2500Fax:55-11-3371-2599Middle East & AfricaUnited Arab EmiratesTel:971-481-27800Fax:971-488-62830Asia PacificSingaporeTel:65-6518-1800Fax:65-6518-1803If the products featured will be used in a potentially dangerous and/or hazardous process, your John Crane representative should be consulted prior totheir selection and use. In the interest of continuous development, John Crane Companies reserve the right to alter designs and specifications withoutprior notice. It is dangerous to smoke while handling products made from PTFE. Old and new PTFE products must not be incinerated. ISO 9001 andISO14001 Certified, details available on request.©2020 John CraneJC368 Revised 03/20www.johncrane.comAN-PULPPAPERAGITATORSSealing RecommendationsType 37FS Heavy-duty Split SealsThe seal most frequently used for this equipment is theJohn Crane Type 37FS non-pusher elastomer bellow splitseal or Type 3740 split seal which is often fitted with theType 73 inflatable seal. Since the equipment is large anddifficult to remove, split seals are easily used and theType 37FS effortlessly handles any shaft movements. Theaddition of the Type 73 inflatable seal allows the split sealto be serviced by holding back the product all the while thetank is full reducing downtime and eliminating lost product.However, the Type 73 inflatable seal is not split. Most oftenthe Type 37FS split seal is flushed but during shut downsthe seal water can fill the tank. Therefore, a split bushingoften made of PTFE is inserted into the stuffing box toreduce water entering the tank.Additionally, for Sulzer (Ahlstrom) Salomix SL and ST modelagitators, the Safematic Type SE2 seal is used. It is appliedin both single (SE1) and dual (SE2) seal versions dependingon the severity of the service. However, this version’sadaptive hardware differs from the pump seal design.If the shaft deflection is not an issue Standard Cartridgeseals can be used.Standard Cartridge SealsTYPE SB2/ SB2ASafematic SB2/SB2A is a dual cartridge seal. Its doublebalanced design ensures the reliability and longevity ofthe seal in the most demanding conditions. The SB2/SB2Aseal is ideal for use with environmentally hazardous andabrasive fluids, most often used in pumps in pulp mills,minerals processing and other slurry duties up to 40%solids by weight and a solids hardness of 8 Mohs.Materials: Seal faces SiC/SiC, SiC/CarbonO-rings: PTFE, EPDM, FFKMMetals parts: AISI 329 and 316 or higher a standard requirementPiping PlansThere is a growing demand for reducing seal water usageand seal-related costs. Environmental issues are aconcern, and high seal reliability is also required.Safematic Safeunit is a unit construction pressure andflow control device. These units control and monitor sealwater flow and pressure. Safeunit permits seal conditionmonitoring both visually and electronically. Low sealwater flow alarms sensors are typically used to preventseal failures and interlock agitators if flow is lost. Safeunitdetects internal seal leakage by avoiding uncontrolled sealwater leaks into the process, improving product quality andreducing energy costs.PLAN 32Type SFP for Packings or Plan 321.Inlet and outlet connections2.Check valve3.Flow gauge and valve4.Pressure gaugePLAN 54Type SFD for Dual Seals Plan 541.Inlet and outlet connections2.Connections to seal and from seal3.Check valve4.Flow gauge and valve5.Pressure gauge and valve112323445

DC mud agitator is used for the mixing and agitation of drilling fluid, preventing the settlement of solid phase particles in the tank recycling system.
(2) Customers can choose single layer or double layers impellers according to site conditions.Agitator shaft centering guide can be added according to the increase of tank depth.
many years. They are well suited to applications where both dewatering and washing are required and appear to be the best of the available equipment for the treatment of cane sugar muds. In this article discussed about vacuum filter description, its operational parameters and also explained optimization of filter cake pol (sugar loss from vacuum filter).
The mud to filters flows by gravity from the clarifier to mixer or by pump. In mixer fitted with sttirrer, bagacillo from mill baggase carrier is fed continuously to the mixer. The mixture of mud and bagacillo is continuously feed to the mud trough of filter. The RPM of the mixer is around 20 to 25.
The mud and bagacillo mixture is continuously feed to mud trough from the mud mixer. It is a semi cylindrical in shape. In order to avoid allowing the muds in the filter tank to settle out, they are kept in movement by an agitator oscillating to and fro, pivoted on the axis of the filter, and driven by a separate small motor.
The filter drum rotates around horizontal axis is always partially submerged in the mud trough. It is horizontal cylinder with corrugated surface. Which is covered by fine copper or s. s. screens. The screen has 625 perforations per sq. inch. with 0.5mm dia and 23% clear opening area.
The settled mud from the clarifier with 6.8 to 7.0 pH and 22 to 24 Bx contains the muddy juice temperature above 80OC. For better filtration temperature should be on higher side. As viscosity of juice is inversely proportional to temperature. Low viscosity favors the filtration.
Bagacillo Act as a filtering medium and increase the porosity of cake. Hence bagacillo should be uniform in size and is adequate quantity. Bagacillo quantity will depend on the texture or density of mud. If the mud is too diluted it will be necessary to apply more bagacillo and vice versa.
b) The cane shall be free from all extraneous matter as far as possible. In some sugar mills, cane quality is given prime importance and cane received is almost free from extraneous matter. In such situation definitely the mud settling rate is always good.
c) In case of flood affected cane may also lead to higher mud level in clarifier. A cane washing laundry as being practiced in number of countries where mechanical harvesting is practiced may be helpful for maintaining lower mud level in clarifier.
High temperature imbibition water (max. 700C) is also helpful for reducing microbial population as well as microbial products in the extracted juice. At the same time the high temperature water will help in extracting more sugar. Higher % of imbibition water is useful for reducing mud level by reducing the brix % of clear juice.
b) If muddy juice remains stagnant for long time in clarifier then such incidents are noticed. The drop in pH below 6.5 of muddy juice is the indication of microbial activity. In such case, the muddy juice becomes highly viscous and filter cake porosity decrease to a great extent.
b) It is observed that in some factories the mud trouble is a result of lower temperature of sulphited juice due to scaled juice heaters or short circuiting of sulphited juice and raw juice. The short circuiting of juice is either due to faulty double beat valves or bent juice heater lids.
Short Description : Accessories of Rotary Vacuum Filter and its operation in sugar industry | Criteria for Efficient Running or Optimization of filter cake sugar Loss | General Causes of mud trouble in Juice Clarifier
Sugar Technology online calculators | Sugar Industry capacity & Equipment Design and Drawing(EDD) online calculation sheets | sugar process technologies.



 8613371530291
8613371530291