
airlift mud pump supplier
The pumps PM are made of corrosion-proof materials conforming to conditions for conveying potable water (GENOVA system). During air flow cut-off the pump’s construction provides separation of the supply system from the media pumping zone by means of a diaphgram perforated valve, closed by hydrostatic pressure.
The pumps are highly reliable and easy to assemble owing to the use of PVC hose as an intake end. The hose can be formed depending on the shape of the tank.
The capasities of the pumps (specyfied in laboratory conditions for clean water and constant depth Hz=1,5 m) are presented in the diagram showing the dependance of air demand supplied to the pump on the lifting height “H” of the medium being pumped (see data sent by fax).
The capasity of PM 110, at immersion depth Hz= 4m, is 15-20m3 (at H=0,5 m). The pumps can operate in a complex system allowing for multiplication of capasity. The lenghts of ends, intake L2 and exhaust L1, and air supply hose are specyfied by the buyer. We suggest the purchase of the very “heart” for individual assembly.

If you are supplying pump supplies, you can find the most favorable prices at Alibaba.com. Whether you will be working with piston type or diaphragm type systems, reciprocating or centrifugal, Alibaba.com has everything you need. You can also shop for different sizes air lift pump wholesale for your metering applications. If you operate a construction site, then you could need to find some concrete pump solutions that you can find at affordable rates at Alibaba.com. Visit the platform and browse through the collection of submersible and inline pump system, among other replaceable models.
A air lift pump comes in different makes and sizes, and you buy the tool depending on the application. The pump used by a filling station is not the one you use to fill up your tanks. There are high flow rate low pressure systems used to transfer fluids axially. On the other hand, you can go with radial ones dealing with a low flow rate and high-pressure fluid. The mixed flow pump variety combines radial and axial transfer mechanisms and works with medium flow and pressure fluids. Depending on what it will be pumping, you can then choose the air lift pump of choice from the collection at Alibaba.com.
Alibaba.com has been an excellent wholesale supplier of air lift pump for years. The supply consists of a vast number of brands to choose from, comes in different sizes, operations, and power sources. You can get a pump for residential and large commercial applications from the collection. Whether you want a water pump for your home, or run a repair and maintenance business, and need a supply of air lif pump, you can find the product you want from the vast collection at Alibaba.com.therther it is for refrigeration, air conditioning, transfer, or a simple car wash business, anything you want, Alibaba.com has it.

The principle of an air lift pump is to pump water with solids which tend to block and wear out pump wheels of wastewater pumps. In a tube (which is also called riser) is compressed air released (airbubbles like in a whirlpool) on the bottom. The density of the mix of air and water is lower as from water around therefore there is upstream flow. In this flow all the water from the bottom of the pipe is pumped to the top with a slightly suction power. Airlift pumps can be used for high flowrates on a less head. The head and the flowrate are depending on the flowrate of the compressed air, the tube diameter, the tube length. Typical application are sandy water lifting, abrasive materials. Also they are often from wwtp- producers used in order to produce a robust pump for longer lasting guarantees

Air lift pumps are also known as mammoth pumps, gas lifts or Löscher pumps, and are used for lifting liquids laden with solids. For this purpose a gas is injected below the liquid level, via a compressor, into the pipe, which is immersed vertically into a liquid (also see Type of pump).
The function of air lift pumps is based on the lift action of a mixture of liquid and gas (seeTwo-phase flow). They can therefore only be used in pump systems with sufficient geodetic head differences.

ALL COUNTRIESAfghanistanAlbaniaAlgeriaArgentinaArmeniaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBelarusBelgiumBermudaBoliviaBrazilBrunei DarussalamBulgariaCameroonCanadaAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundlandNorthwest TerritoriesNova ScotiaOntarioPrince Edward IslandQuebecSaskatchewanYukonChileChinaColombiaCongoCroatia (Local Name: Hrvatska)CyprusCzech RepublicDenmarkEcuadorEgyptEl SalvadorEquatorial GuineaEstoniaFinlandFranceGambiaGeorgiaGermanyGhanaGibraltarGreeceGuatemalaGuineaHaitiHong KongHungaryIcelandIndiaAndaman & NicobarAndhra PradeshArunachal PradeshAssamBiharChandigarhChattisgarhDadra & Nagar HaveliDaman & DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu & KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOrissaPondicherryPunjabRajasthanSikkimTamil NaduTelanganaTripuraUttar PradeshUttarakhandWest BengalIndonesiaIran (Islamic Republic Of)IraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKorea, Republic OfKuwaitLatviaLebanonLiberiaLibyan Arab JamahiriyaLithuaniaLuxembourgMacedonia, The Former Yugoslav Republic OfMalaysiaMaltaMauritaniaMauritiusMexicoMonacoMoroccoNepalNetherlandsNew ZealandNigeriaNorwayOmanPakistanPanamaPeruPhilippinesPolandPortugalPuerto RicoQatarRomaniaRussian FederationSao Tome And PrincipeSaudi ArabiaScotlandSerbia and MontenegroSingaporeSlovakia (Slovak Republic)SloveniaSouth AfricaSpainSri LankaSwedenSwitzerlandSyrian Arab RepublicTaiwanThailandTrinidad And TobagoTunisiaTurkeyUkraineUnited Arab EmiratesUnited KingdomUnited StatesAlabama (AL)Alaska (AK)Arizona (AZ)Arkansas (AR)California (CA)Colorado (CO)Connecticut (CT)Delaware (DE)District of Columbia (DC)Florida (FL)Georgia (GA)Hawaii (HI)Idaho (ID)Illinois (IL)Indiana (IN)Iowa (IA)Kansas (KS)Kentucky (KY)Louisiana (LA)Maine (ME)Maryland (MD)Massachusetts (MA)Michigan (MI)Minnesota (MN)Mississippi (MS)Missouri (MO)Montana (MT)Nebraska (NE)Nevada (NV)New Hampshire (NH)New Jersey (NJ)New Mexico (NM)New York (NY)North Carolina (NC)North Dakota (ND)Ohio (OH)Oklahoma (OK)Oregon (OR)Pennsylvania (PA)Rhode Island (RI)South Carolina (SC)South Dakota (SD)Tennessee (TN)Texas (TX)Utah (UT)Vermont (VT)Virginia (VA)Washington (WA)West Virginia (WV)Wisconsin (WI)Wyoming (WY)UruguayVenezuelaViet NamYemenYugoslaviaZimbabwe

Air Lift pump or Air Lift pump is one of the simplest equipment in the field of wastewater treatment and aeration of aquaculture pools, which with the help of air pressure, tries to transfer fluid to the top of the ponds. Airlift pumps or air pumps are designed on the basis that the presence of air bubbles in the fluid will reduce their density and eventually lead to their upward movement. Seven Industrial Group; Manufacturer of airlift pumps and other water treatment equipment designs and manufactures this group of products in compliance with various standards. In the following, we will provide a comprehensive guide including how air pumps work, standards and important points in the design, production and manufacture of airlift pumps and everything you need to know about the price of Air Lift pumps and their purchase.
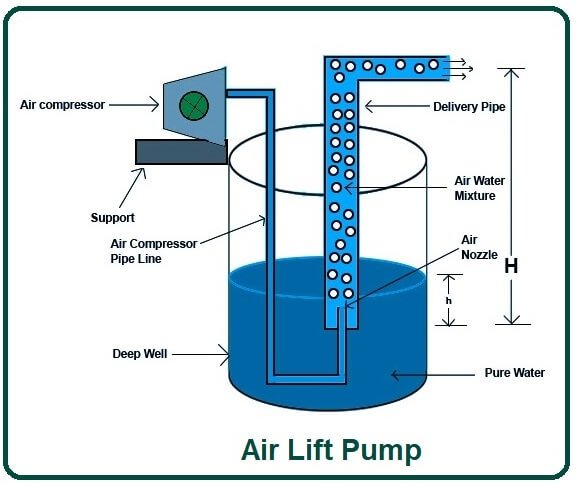
An airlift pump is a pump with low suction power that consists of two very simple pipes that are transferred from a compressed air pipe by a compressor or blower to the lowest point of the pond or treatment plant or pool and in the next pipe water droplets or Sewage moves up with the air. This type of pump actually reduces the density of the fluid by moving air into the sewage and fluid in the ponds and moves easily to the highest level of the pond.
To better understand and become more familiar with the Air Lift pump, it is better to first describe how this type of pump works and introduce each of the steps that go through it. The operation of the airlift pump is as follows:
The entry of air into the fluid or sewage creates multiple bubbles that reduce the density of the fluid and move upwards through the second pipe of the pump.
Due to aeration and bubbling in the sewage and its transfer to the top, solid particles deposited in the floor may also move upwards. A very important issue in aeration or transfer of sediments by this pump is the non-use of mechanical or electronic energy, which is a great advantage for it.
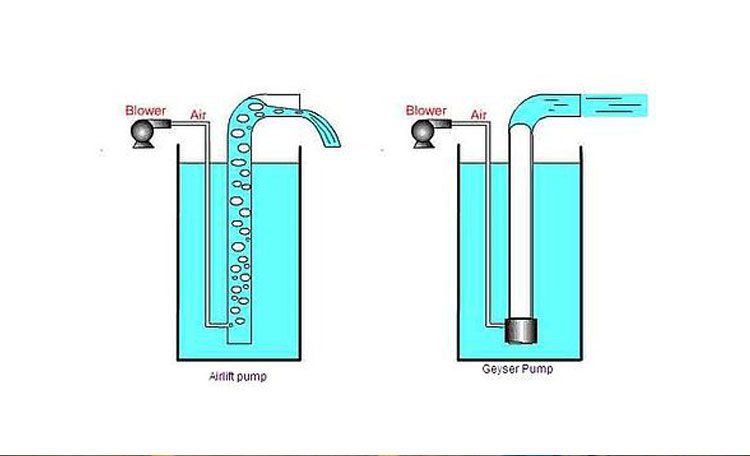
Due to their simple structure, Air Lift pumps have low suction power and low fluid transfer speed upwards. Therefore, different types of this pump are designed. We introduced its common type in the first part of the text and explained how it works. In order to improve and increase the efficiency of the device, changes were made in its structure and another type called geyser pump was designed and produced.
In order to improve the suction power and transfer of air and fluid flow upwards to sedimentation ponds or aquaculture ponds, changes were made in the structure of conventional air-pump pumps. geyser pump is actually an improvement of old pumps that in their general structure, in addition to air transfer pipes, a kind of pipe is also considered as an air supplier. This pipe eventually causes fluid and air in the transfer pipe create larger bubbles. The formation of larger bubbles and their presence in the sewage or water in the ponds and the liquid source greatly affects the density reduction and therefore the speed of their transfer to the highest level of the pond increases.
In designing an airlift pump, it is necessary to consider several very important issues in order to increase the efficiency of this group of equipment. One of the most important things in designing an air lift pump is the height and length of the pipes. The air transfer pipe should be considered at the height of the pond and the liquid source in order to perform aeration and fluid transfer from the lowest point. In addition, it is necessary to determine the material of the pipes according to the organic matter in the wastewater to prevent corrosion and decay. Stainless steel and fiberglass, cast iron and composite are among the materials that can be selected according to the conditions of sewage and the environment of installation and use of Air Lift pump.
Seven Industrial Group, as the oldest manufacturer of water and wastewater treatment equipment, has designed and manufactured Airlift pumps in its activities. It should be noted that in the process of manufacturing the airlift pump, the environmental conditions and the treatment plant are considered and the required standards are determined by the development and research team and a group of professional engineers, and finally the design is done. To know the features of each of the products in this collection, experts are ready to provide the necessary advice before buying an airlift pump.
The price of airlift pumps, like other water and wastewater treatment equipment, is determined by various factors, and that is why the variety of these pumps is high. Pipe body material, pipe height and size, type of pump and compressor, etc. are among the factors that affect the price of the airlift pump. To inquire about the price of Air Lift pump, all you have to do is contact the experts of Seven Industrial Group through the communication channels mentioned at the bottom of the page.
The reasons for using air pumps are so varied that in some cases they may be used to transfer sludge deposited in sedimentation ponds or to aerate aquaculture ponds. It is very important to note that if you use this pump to transfer sludge and sediment from the bottom of the ponds, it is necessary to consider the diameter of the fluid transfer pipes up large enough.
The use and purchase of airlift pumps in the field of water and wastewater treatment is very high, the main reason for its great popularity is the numerous advantages of this equipment, some of which are:
Despite the many advantages of this type of air pump, there are limitations in their use, in other words, like other equipment, it has disadvantages, some of which are:

An airlift pump is a pump that has low suction and moderate discharge of liquid and entrained solids. The pump injects compressed air at the bottom of the discharge pipe which is immersed in the liquid. The compressed air mixes with the liquid causing the air-water mixture to be less dense than the rest of the liquid around it and therefore is displaced upwards through the discharge pipe by the surrounding liquid of higher density. Solids may be entrained in the flow and if small enough to fit through the pipe, will be discharged with the rest of the flow at a shallower depth or above the surface. Airlift pumps are widely used in aquaculture to pump, circulate and aerate water in closed, recirculating systems and ponds. Other applications include dredging, underwater archaeology, salvage operations and collection of scientific specimens.
Airlift pumps are often used in deep dirty wells where sand would quickly abrade mechanical parts. (The compressor is on the surface and no mechanical parts are needed in the well). However airlift wells must be much deeper than the water table to allow for submergence. Air is generally pumped at least as deep under the water as the water is to be lifted. (If the water table is 50 ft below, the air should be pumped 100 feet deep). It is also sometimes used in part of the process on a wastewater treatment plant if a small head is required (typically around 1 foot head).
The liquid is not in contact with any mechanical elements. Therefore, neither the pump can be abraded (which is important for sandwater wells), nor the contents in the pipe (which is important for archeological research in the sea).
Conventional airlift pumps have a flow rate that is very limited. The pump is either on or off. It is very difficult to get a wide range of proportional flow control by varying the volume of compressed air. This is a dramatic disadvantage in some parts of a small wastewater treatment plant, such as the aerator.
this pumping system is suitable only if the head is relatively low. If one wants to obtain a high head, one has to choose a conventional pumping system.
A recent (2007) variant called the "geyser pump" can pump with greater suction and less air. It also pumps proportionally to the air flow, permitting use in processes that require varying controlled flows. It arranges to store up the air, and release it in large bubbles that seal to the lift pipe, raising slugs of fluid.
"Airlift calculation by Sanitaire (pdf document)" (PDF). sanitaire.com. 2012-01-05. Archived from the original on 2012-01-05. Retrieved 2022-06-25.link)

According to relevant research, it is clear that for a traditional mud pump, there will be blockage and wear during the dredging process because the flow cross-section of the blade is so large that its concentration is limited. Compressed air serves as the power source for air transportation, which can pump and transport liquid or mud through the combination of buoyancy, friction, and vacuum effects (Fu and Yan, 2004; Pei and Liao, 2010). To the best of our knowledge, the airlift system has many advantages, such as low cost, easy operation, simple configuration, no pollution to the environment, and less blockage (Chen et al., 2009; Pei and Tang, 2015). Therefore, it can be considered that the air transportation system has great potential for river and lake dredging.
Many scholars have carried out research, such as numerical simulation of the mixed fluid in the airlift system and analysis of the relationship between the injection parameter and the performance so that it has a higher matching, and thus, the performance of mud airlift is improved. Huang et al. (2017) performed a numerical simulation to study the effect of the nozzle type, injection depth, and injection hole diameter on the airlift pump, thereby improving the performance of the airlift pump. Alasadi and Habeeb (2017) then performed a numerical simulation study on the airlift pump with traditional and improved air injection devices under different intake flow rates, and the results show that the airlift pump with an improved air injection device can improve performance at higher intake flow rates. In actual operation, sufficient attention should be paid to the critical point of the solid particles carried in the bottom layer. If this is not given, it will cause blockage in the pump which will affect the performance and cause safety accidents in severe cases. When researchers study critical characteristics, they are mainly conducted from the perspective of experiments and rarely involve theoretical models. Taleb and Al-Jarrah (2017) performed an experiment to study the effect of the submergence ratio and air injection hole diameter on the performance of the airlift pump. The results showed that the performance of the airlift pump increased as the submergence ratio increased, while an injection hole diameter of 4 mm gave the highest performance. Oueslati A performed an experiment under many operating conditions, and proposed a theoretical model taking into account the air humidification and liquid temperature. The results showed that the proposed model is in good agreement with the experimental results. Fujimoto and Murakami studied the critical conditions of a mud airlift pump and obtained a model of the critical water flow rate for lifting solid particles at the bottom of the pump. By using this model, results that are consistent with reality can be obtained (Fujimoto et al., 2004). On this basis, our research team expanded the suction distance and obtained the rule of critical particle detonation. It needs to be clear that the aforementioned studies are only for water–solid two-phase flow (Tang et al., 2012). Fujimoto and Nagatani then used the aforementioned working conditions to analyze the critical conditions of particles transported in the three-phase flow. The research results show that in the three-phase flow, the starting of particles is easier, but the corresponding theoretical model is not proved (Fujimoto et al., 2005). In application, because of the constraint pressure (Pei et al., 2010; Hu et al., 2013), the particles are often compressed when they are deposited at the bottom, which makes it difficult to start the particles. At the same time, the airlift is caused to fail, but scholars rarely conduct research on this aspect.
In this study, the research is carried out. The interface selects the inlet of the airlift pump to divide the mixed water into two fluid phases, one is a water–solid two-phase flow, and the other is a gas–water–solid three-phase flow. To satisfy the actual dredging, the medium used in this study is round river sand. Based on this, the critical conditions of the three-phase flow and two-phase flow are analyzed, and the relationship between the key condition and chip compaction is analyzed. For discussion, the research result of this study can provide a reference for other researchers to study related theories.
Analyzing Figure 3, it is clear that when JG,cri is increased, JL,3,cri will be reduced. After reaching the inflection point, JL,3,cri will decrease as JG,cri decreases. Therefore, by increasing JG,cri, the density of the mixed fluid can be reduced, so that the start of the particles becomes easier. Near the inflection point, because the gas value is large, the movement of the particles is mainly controlled by the water phase. From this, it can be clear that the performance of the airlift will be affected by working conditions, and it is necessary to reduce the air mass and then change the flow pattern in the tube, so that it can change from circular flow to elastic flow. It needs to be clear that this change is irreversible, that is, after reaching the inflection point, JL,3,cri will decrease with the decrease of JG,cri. According to the related research results (Hanafizadeh et al., 2011; Tang et al., 2016), the critical airlift of mud is opposite to the existence of the inflection point. In engineering applications, the inflection point needs to be moved down as much as possible. Comparing and analyzing the critical strength of particles with different diameters can be clear (Figure 3A). When the particle diameter is increased, JL,LS,cri and JL,3,cri will rise accordingly. The reason for this phenomenon is that increasing the particle diameter will increase the solid phase slip. In Figure 3B, it is clear that when the particle density increases, JL,LS,cri and JL,3,cri will rise accordingly. The reason for this phenomenon is that increasing the average density of the mixed water will reduce buoyancy. In addition, when increasing the particle density and diameter, the inflection point will move to the right (Kassab et al., 2007).
In the aforementioned model, particles need to be placed in the tube. However, in practical application, the particles will first deposit at the bottom of the water, and then they will be affected by the static chip retention effect. Obviously, the working conditions are different from those assumed by previous research. To be consistent with the practical situation, the research object selected in this study is particle B which is closest to the bottom of the pump. Figure 4 shows the force acting on particle B.
Compared with the critical water flow model[30] we constructed, it is clear that in this model, we only consider the static chip retention force (static chip retention effect) of the particles, which is in line with the actual engineering. Using the relevant parameters shown in Table 2 to calculate, the results of the model can be clarified (Figure 5). It is clear that with the increase of particle diameter dS and density ρS, the JL,LS,cri only shows a slight upward. On the contrary, when the immersion rate γ is continuously increased, JL,LS,cri will be significantly increased. If the particle density and size are smaller, then the immersion rate γ will control the start of the particle. Analyzing Figure 5, it can be clear that if the static chip retention effect is maintained, JL,LS,cri will be increased quickly. It is concluded that for small and medium particles, the airlift performance will be affected by the static chip retention effect.
It can be considered that in areas such as oceans and lakes, because of their greater depth, the particles have a larger static chip retention force, which causes the start to fail. If the particles are compacted, then it will prevent airlift dredging. Therefore, it is necessary to impact the sand layer before airlift, so that the static chip retention effect can be reduced.
Comparing the experimental results and the calculated results, it is clear (as shown in Figure 7) that the experimental value of the critical water flow rate for lifting the solid is lower than that of the calculation result when only lifting the particles. This situation occurs because the tube and the pump will coalesce, expand, rupture, and re-aggregate. The bubbles will move periodically, causing mixed fluid instability along the axial direction when it rises. Ascending, its oscillation characteristic is ascending-descending-ascending, and compared with descending motion, the ascending motion is more intense. According to the results of other researchers and ours, it can be inferred (Hu et al., 2012; Hu et al., 2015) that the basic feature of a slurry airlift is the oscillating upward motion of the mixed fluid, which will cause a transient vacuum, so there will be resistance. If the particle’s fluctuation reaches its peak, then the particle’s activation state can be advanced. Figure 7 also shows that if the immersion rate is lower, the mixed fluid will have more prominent oscillation characteristics, which will result in a higher instantaneous vacuum. To confirm these phenomena, high-speed cameras can be used.
Due to the effect of gravity, the particles will be affected by the static chip retention effect when they are deposited at the bottom of the water. When we are conducting research, we put sand particles on the bottom of the pump in advance (Figure 4). At this time, the sand will be closely arranged and in a double-stacked state. To maintain the static chip retention effect, the particles need to be placed in the water continuously for 7 days. Then we adjusted the water tank and preset the immersion rate. The particles in the center of the upper layer are the object, and the key experimental steps are repeated. Based on this, we can get JG, L, LS, Cri, JG, S, LS, Cri, and JL, LS, Cri. The research results show that the particles cannot start when the air compressor valve is adjusted from close to the maximum gas flow. Therefore, it can be considered that the static chip retention effect is obvious at the bottom. Even if the pump has a large water value and the resistance imposed on the particles is small, the static chip retention force cannot be overcome, thus making it impossible to carry out an airlift. To clarify the experimental results of JL,LS,Cri, we connected the outlet of the airlift pump to a high-power centrifugal pump. Table 4 shows the comparison results of theoretical and experimental critical values. Research on the table can be clear, and the calculation results show that the experimental results of JL,LS,Cri are low. Therefore, it can be considered that the fluctuation of water flow and surface defects between adjacent particles (Figure 4) will reduce the compactness, which finally weakens the static retention effect of the chips. Therefore, it can be considered that as long as the static chip retention effect exists, it will affect air transportation, so it is necessary to take measures to eliminate it.
2) In a water-solid two-phase flow, the physical properties of the water and particles will affect the critical water rate. However, in the gas–water–solid three-phase flow, not only will the physical properties of water and particles affect the critical water rate but so will the air rate. Before the inflection point, as the air critical flow increases, the water flow will decrease. After the inflection point, as the air critical flow increases, the water flow will increase. In addition, the existence of the inflection point is not conducive to airlift.
4) When there is a static chip retention effect under water, it is necessary to use auxiliary methods to impact the particle layer or to increase the resistance of the particles, otherwise, it will not be conducive to airlift.
Alasadi, A. A. M. H., and Habeeb, A. K. (2017). Experimental and numerical simulation of an airlift pump with conventional and modified air injection device. J. Eng. 23 (2), 62.
Fujimoto, H., Murakami, S., Omura, A., and Takuda, H. (2004). Effect of local pipe bends on pump performance of a small air-lift system in transporting solid particles. Int. J. Heat Fluid Flow 25 (6), 996–1005. doi:10.1016/j.ijheatfluidflow.2004.02.025
Fujimoto, H., Nagatani, T., and Takuda, H. (2005). Performance characteristics of a gas–liquid–solid airlift pump. Int. Jonalur Multiph. Flow 31 (10-11), 1116–1133. doi:10.1016/j.ijmultiphaseflow.2005.06.008
Hanafizadeh, P., Ghanbarzadeh, S., and Saidi, M. H. (2011). Visual technique for detection of gas–liquid two-phase flow regime in the airlift pump. J. Petroleum Sci. Eng. 75 (3-4), 327–335. doi:10.1016/j.petrol.2010.11.028
Hu, D., Kang, Y., Tang, C-L., and Wang, X-C. (2015). Modeling and analysis of airlift system operating in three-phase flow. China Ocean. Eng. 29 (1), 121–132. doi:10.1007/s13344-015-0009-z
Hu, D., Tang, C., Zhang, F., and Lin, Y. (2012). Theoretical model and experimental research of airlift device in borehole hydraulic jet mining[J]. J. China Coal Soc. 37 (3), 522. doi:10.13225/j.cnki.jccs.2012.03.014
Hu, D., Wu, X., Tang, C., and Liao, Z. (2013). Experimental study of airlift device for borehole hydraulic jet mining[J]. Mech. Sci. Technol. Aerosp. Eng. 32 (5), 756. doi:10.13433/j.cnki.1003-8728.2013.05.004
Kassab, S. Z., Kandil, H. A., Warda, H. A., and Ahmed, W. (2007). Experimental and analytical investigations of airlift pumps operating in three-phase flow. Chem. Eng. J. 131 (1–3), 273–281. doi:10.1016/j.cej.2006.12.009
Oueslati, A., and Megriche, A. (2017). The effect of liquid temperature on the performance of an airlift pump. Energy Procedia 119, 693–701. doi:10.1016/j.egypro.2017.07.096
FloNergia"s FloMov family of pumps are designed specifically for Aquaculture, Aquaponics and Hydroponics applications. They offer a well-engineered dual injector airlift pump solution that uses significantly less energy than conventional centrifugal pumps.
With a wide range of ready available sizes, these pumps serve the need of producers large and small. Custom design solutions are available for an even wider variety of applications and sizes.

As the name suggests, dewatering pumps typically find use at mining locations, construction sites, tunnels, and other places to remove water and maintain a certain dryness level.
In a centrifugal pump, a rotating impeller sucks the air out of the hose, allowing water to reach the pump due to atmospheric pressure. In such pumps, a process of priming has to take place before actual use. For example, a new pump or a pump that has been shut off for a long time often runs out of pressure. Priming is the process of building in enough pressure in the pump by rushing water back into the pump and forcing it out.
A self-priming centrifugal pump is a specialized one. The design allows a vacuum to be created at the impeller eye to remove air from the suction line continuously. However, self-priming pumps have a suction lift limit. Hence, it is crucial to consider cavitation calculations before procuring one.
A positive displacement pump works by making trapping a fixed amount of fluid and then making it move by forcing (displacing) it into the discharge pipe. As opposed to centrifugal pumps, positive displacement pumps are constant flow machines. They can, theoretically, produce the same flow at a given speed (rpm) irrespective of the discharge pressure.
These pumps can handle highly viscous fluids. Rotary and reciprocating are two classifications of displacement pumps. While rotary pumps operate via rotation of the pumping element, reciprocating pumps use a constant back and forth motion.
The airlift pump or sump pump uses compressed air to lift water. When compressed air mixes with water, the air being lighter in density rises quickly. Due to fluid pressure, the water moves in the direction of the ascendant airflow and goes put.
Airlift pumps find a use for handling sewage, oil, or sludge in tunnels and excavation pits. The efficiency of an airlift pump depends on the submerged length (Hs) in relation to the geodetic head (Hgeo) and the airspeed difference between the fluid and air. The greater the difference, the lower the overall efficiency of the pump.
Submersible pumps have operational advantages. These pumps submerge directly into the water for immediate use, eliminating the need for priming and saving time. Submersible pumps are usually quiet, lightweight, and portable.
Their pumping action takes place without a suction pipe, and the water around helps keep the motor cool. Cavitation issues are rare. Submersible dewatering pumps are suitable for dirty water mixed with mild abrasives.
Here are a few suggestions before you buy a dewatering pump. Always remember to select a pump that is neither too small nor too large. A less than optimal pump size can flood out, while a large one would face motor heat-up issues. Pumps also face cavitation issues.
Simply put, cavitation occurs when a dewatering pump does not get a full supply of flowing water. A flooded inlet is crucial to maintain enough suction pressure. Therefore, it is vital to ensure that the suction line size is equal to, or greater than, the size of the inlet port.
For your dewatering pump to perform well, it is important to know the required pressure. Every pump will have a minimum Net Positive Suction Head (NPSH) requirement for continuous flow. You"ll have to compare the available NPHS (NPSHa) to the net positive suction head required (NPSHr) when selecting a dewatering pump. NPSHa must be more than NPSHr, ideally between 1-1.5 m safety margin to prevent the risk of suction cavitation.
These pumps typically operate in any position, even in partially submerged conditions. Such pumps find use in disaster or emergency applications, construction sites, and wellpoint applications for lowering groundwater levels.
A smaller dewatering pump of 5HP or even 10HP can take care of numerous applications related to construction, mining, utilities, industrial, marine, and more.
Our industrial dewatering pumps have undergone rugged construction with the finest quality components. Our pumps are available in various models from 3/4 hp to 45 hp with flows to 1800 gallons per minute and heads to 450 feet. We design and manufacture our dewatering pumps for dependable performance.
Our pumps can perform with challenging applications such as mine dewatering, power plant sumps, construction site dewatering, and industrial mill sumps. So whether you"re a contractor or a waterfront homeowner, our dewatering pumps are sure to exceed your expectations.
Piranha Pumps has been in business since 1961 as a representative for various pump manufacturers. In those years, the pumping industry was still evolving, even as newer technology started finding ways. As time went on, we found the public was missing out on various novel technological advances in pumps and dredging equipment. Piranha Pumps then transitioned into a manufacturer for pumps and now boasts an inventory of over 75 different pumps and pumping systems.

(b) Design. (1) Air lift pumps may not be used to pump sludge from a primary clarifier. (2) Air lift pumps must be at least three inches in diameter. (3) The design air flow rates must be based on the actual submergence of an air lift pump. (4) Blowers for an air lift pump system must be sized to provide the maximum design airflow rate required by the system. (5) The discharge end of an air lift pump must prevent splashing. (6) Air lift pumps located inside of a basin must allow for cleaning without removal from the basin. (7) An air lift pump must provide a way to release trapped air. (8) Air lift pump systems for return activated sludge, waste activated sludge, internal recycle, and other systems that affect overall process performance must have a minimum dynamic submergence of 60%. (9) Air lift pump systems for scum removal, grit removal, or for transfers that do not affect overall process performance must have a minimum dynamic submergence of 50%. (10) Air lift pump systems for return activated sludge, waste activated sludge, internal recycle, and other systems that affect overall process performance must provide a method for flow measurement using: (A) an external box with a weir; or (B) a rotameter, or other flow measurement device approved in writing by the executive director on the air line to each pump. When flow is measured on the air line, the engineering report must include a graph correlating the air flow rate in the air line to the liquid flow rate of the air lift pump.

Air-lift pumps are finding increasing use where pump reliability and low maintenance are required, where corrosive, abrasive, or radioactive fluids in nuclear applications must be handled and when a compressed air is readily available as a source of a renewable energy for water pumping applications. The objective of the present study is to evaluate the performance of a pump under predetermined operating conditions and to optimize the related parameters. For this purpose, an air-lift pump was designed and tested. Experiments were performed for nine submergence ratios, and three risers of different lengths with different air injection pressures. Moreover, the pump was tested under different two-phase flow patterns. A theoretical model is proposed in this study taking into account the flow patterns at the best efficiency range where the pump is operated. The present results showed that the pump capacity and efficiency are functions of the air mass flow rate, submergence ratio, and riser pipe length. The best efficiency range of the air-lift pumps operation was found to be in the slug and slug-churn flow regimes. The proposed model has been compared with experimental data and the most cited models available. The proposed model is in good agreement with experimental results and found to predict the liquid volumetric flux for different flow patterns including bubbly, slug and churn flow patterns
The air-lift pump has been used in various applications with its merit that it can pump up without any moving parts. E.g. coffee percolator, petroleum industry, suction dredge, OTEC i.e. ocean thermal energy conversion and so on. By the merit, it has high durability for high temperature water or vapor, and fluid-solid mixture like waste water, muddy water and crude, which cause problems when it"s pumped up with general pumps. In this regard, the air-lift pump has been one of the most desirable technology. A typical air-lift pump configuration is illustrated in Figure 01. The principle of this pump is very simple. When air is injected from the injector at bottom of a submerged tube, i.e., air bubbles are suspended in the liquid, the average density of the mixture in the tube is less than that of the surrounding fluid in the reservoir. Then hydrostatic pressure over the length of the tube is decreased. This buoyancy force causes a pumping action. The comparison of the simulated results, experimental result, and theoretical result is been able by data shown as Figure 04. They have similar trends but they also have a little differences because there are some limits of simulating the flow regimes. At the different flow condition, different coefficients for friction factor or pressure drop should be used, but this simulation uses a laminar condition and the theoretical equations are valid only for slug regime where the air flow rate is lower than the other regimes. From these causes, the differences has arisen, and difference comes bigger as the air flow rate increases, i.e., becoming annular flow regime or churn flow regime.
Results are presented of the specific performances of eight, different, water-pumping wind-turbines subjected to impartial tests at the Alberta Renewable Energy Test Site (ARETS), Alberta, Canada. The results presented which were derived from the test data, obtained independently of the equipment manufacturers, are expressed per unit of rotor projected area to eliminate the influence of machine size. Hub-height wind speeds and water flow rates for a common lift of 5.5 m (18 ft) constitute the essential test data. A general finding was that, to a first approximation, there were no major differences in specific performance between four units equipped with conventional reciprocating pumps two of which employed reduction gearing and two of which did not. It was found that a unit equipped with a Moyno pump performed well but three air-lift machines had, as was expected, poorer specific performances than the more conventional equipment. 10 refs., 9 figs.
Workplace monitoring, one of the key components of the radiation protection program is generally carried out by means of instruments installed permanently in respective areas or through portable air sampling instruments. Continuous air monitor (CAM) is one such monitor that constantly monitors the radionuclide concentration in air and triggers alarm as and when the air concentration goes above the pre-set levels. Conventional CAM system has a filter head, detector, display unit and a pump as four major parts. Pump may be either rotary vane or a vibrating diaphragm which are electrically driven using motors. Air lift pumps using ejectors are widely used where pump reliability and low maintenance are required, and where corrosive, abrasive, or radioactive fluids are handled. Since ejectors are uncomplicated alternative to vacuum pumps, an attempt was made to use the same as a pump for conventional CAMs. An ejector based sampling set up was made, tested and the results are represented in this paper
A study was undertaken to measure the efficiency with which carbon dioxide was stripped from freshwater (0‰) and saline water (35‰ NaCl) passing through an air-lift at 15 °C. The air-lift was constructed of 50 mm (OD) PVC pipe submerged 95 cm in a tank, had an adjustable air injection rate, and c...... for any water type (i.e. temperature, alkalinity, salinity and influent CO2 concentration).......A study was undertaken to measure the efficiency with which carbon dioxide was stripped from freshwater (0‰) and saline water (35‰ NaCl) passing through an air-lift at 15 °C. The air-lift was constructed of 50 mm (OD) PVC pipe submerged 95 cm in a tank, had an adjustable air injection rate......, and could be adjusted to three lifting heights: 11, 16 and 25 cm. The gas to liquid ratio (G:L) was high (1.9–2.0) at low water discharge rates (Qw) and represented the initial input energy required to raise the water up the vertical riser section to the discharge pipe. The air-lift increased in pumping...
Outlined herein are experimental results with a water hammer pump. It is a unique pump in that it depends only on potential energy of water to pump-up water. Water flows downwards from a reservoir at a high position into the pump , and is released from the exhaust valve. When velocity of water flowing in the pipe reaches a certain level, hydraulic force exceeds gravity of the exhaust valve to rapidly closes it, which is accompanied by rapid increase in pressure in the pump. High-pressure water flows into the air chamber, after pushing up the lifting valve, to compress air in the chamber. The lifting valve is closed, when pressure in the air chamber exceeds that in the pump, to pump up water in the chamber through the lifting pipe. Closure of the lifting valve produces a negative pressure within the pump, which, together with gravity of the exhaust valve, opens the valve again. The pump lifts water at 1.64l/min under the conditions of head: 3m and lift: 6m at an efficiency of 48.1%. 1 ref., 4 fig., 2 tab.
This invention relates to lifting appliances and particularly concerns a "pump and motor set" or motor-pump unit fitted with a lifting appliance enabling the motor to be separated from the pump. In nuclear power stations the reactor discharges heat that is carried by the coolant to a distant point away from the reactor to generate steam and electricity conventionally. In order to cause the reactor coolant to flow through the system, coolant motor-pump units are provided in the cooling system. These units are generally of the vertical type with an electric motor fitted vertically on the pump by means of a cylindrical or conical structure called motor support [fr
Due to the high costs to install electricity in remote locations, away from the regular urban electrical installations, photovoltaic solar energy has ample application in public illumination, water pumping, health services offices, etc. With the purpose to contribute to a better use of this kind of energy, this project aimed in analyzing the outflow and efficiency of a motor pump powered by photovoltaic panels, the irradiation necessary to activate it for water lift, collecting data at every 6- meter height, ranging from 6,2 to 18,2 meters. This study is part of a development project of the Universidade Tecnologica Federal do Parana (UTFPR), by making use of photovoltaic panels, motor pump, pyranometers, thermocouple type K, pressure transducer and outflow transducer. The data show a maximum average outflow of 584,299 Lh{sup -1} and maximum efficiency of 23,338% for a lift of 18,2 m. There is also the need of irradiation for the activation of the motor pump proportional to the height of the lift, in a polynomial dependence of the third order. (author)
In the Great Plains about 15 percent of the irrigation water pumped on farms comes from surface water sources; for the United States as a whole, the figure is about 22 percent. Because of forecast fuel shortages, there is a need to develop alternative energy sources such as wind power for surface water pumping. Specific objectives of this investigation were to: design and assemble a prototype wind powered pumping system for low lift irrigation pumping; determine performance of the prototype system; design and test an irrigation system using the wind powered prototype in a design and test an farm application; and determine the size combinations of wind turbines, tailwater pits, and temporary storage reservoirs needed for successful farm application of wind powered tailwater pumping systems in western Kansas. The power source selected was a two bladed, 6 m diameter, 9 m tall Darrieus vertical axis wind turbine with 0.10 solidity and 36.1 M(2) swept area.
The metering pump system that delivers high-level liquid wastes (HLLW) slurry to a melter is an integral subsystem of the vitrification process. The process of selecting a pump for this application began with a technical review of pumps typically used for slurry applications. The design and operating characteristics of numerous pumps were evaluated against established criteria. Two pumps, an air-displacement slurry (ADS) pump and an air-lift pump, were selected for further development. In the development activity, from FY 1983 to FY 1985, the two pumps were subjected to long-term tests using simulated melter feed slurries to evaluate the pumps" performances. Throughout this period, the designs of both pumps were modified to better adapt them for this application. Final reference designs were developed for both the air-displacement slurry pump and the air-lift pump. Successful operation of the final reference designs has demonstrated the feasibility of both pumps. A fully remote design of the ADS pump has been developed and is currently undergoing testing at the West Valley Demonstration Project. Five designs of the ADS pump were tested and evaluated. The initial four designs proved the operating concept of the ADS pump. Weaknesses in the ADS pump system were identified and eliminated in later designs. A full-scale air-lift pump was designed and tested as a final demonstration of the air-lift pump"s capabilities
This supporting document details calculations for the proper design of a lifting beam and redesigned lifting lugs for the 241AZO1A decant pump. This design is in accordance with Standard Architectural-Civil Design Criteria, Design Loads for Facilities (DOE-RL 1989) and is safety class three. The design and fabrication is in accordance with American Institute of Steel Construction, Manual of Steel Construction, (AISC, 1989) and the Hanford Hoisting and Rigging Manual (DOE-RL 1993)
Full Text Available The evolution of the major achievements in water lifting devices with emphasis on the major technologies over the centuries is presented and discussed. Valuable insights into ancient water lifting technologies with their apparent characteristics of durability, adaptability, and sustainability are provided. A comparison of the relevant technological developments in several early civilizations is carried out. These technologies are the underpinning of modern achievements in water engineering. They represent the best paradigm of probing the past and facing the future. A timeline of the historical development of water pumps worldwide through the last 5500 years of the history of mankind is presented. A chronological order is followed with emphasis on the major civilizations.
Personal air samplers are used to more conveniently obtain breathing zone samples from individuals over periods of several hours. Personal air sampling pumps must meet minimum performance levels under all working conditions to be suitable for use in radiation protection programs. In addition, the pumps should be simple to operate and as comfortable to wear as possible. Ten models of personal air sampling pumps were tested to evaluate their mechanical performance and physical characteristics. The pumps varied over a wide range in basic performance and operating features. Some of the pumps were found to have adequate performance for use in health physics air sampling applications. 3 references, 2 figures, 5 tables
Highlights: • The gas-lift pump has been adopted to enhance the natural circulation capability. • LENAC code is developed in my study. • The calculation results by LENAC code show good agreement with experiment results. • Gas mass flow rate, bubble diameter, rising pipe length are important parameters. -- Abstract: The gas-lift pump has been adopted to enhance the natural circulation capability in the type of lead–bismuth alloy cooled reactors such as Accelerator Driven System (ADS) and Liquid–metal Fast Reactor (LMFR). The natural circulation ability and the system safety are obviously influenced by the two phase flow characteristics of liquid metal–inert gas. In this study, LENAC (LEad bismuth alloy NAtural Circulation capability) code has been developed to evaluate the natural circulation capability of lead–bismuth cooled ADS with gas-lift pump. The drift flow theory, void fraction prediction model and friction pressure drop prediction model have been incorporated into LENAC code. The calculation results by LENAC code show good agreement with experiment results of CIRCulation Experiment (CIRCE) facility. The effects of the gas mass flow rate, void fraction, gas quality, bubble diameter and the rising pipe height or the potential difference between heat exchanger and reactor core on natural circulation capability of gas-lift pump have been analyzed. The results showed that in bubbly flow pattern, for a fixed value of gas mass flow rate, the natural circulation capability increased with the decrease of the bubble diameter. In the bubbly flow, slug flow, churn flow and annular flow pattern, with the gas mass flow rate increasing, the natural circulation capability initially increased and then declined. And the flow parameters influenced the thermal hydraulic characteristics of the reactor core significantly. The present work is helpful for revealing the law of enhancing the natural circulation capability by gas-lift pump, and providing theoretical
A bubble pump is proposed to replace the traditional mechanical solution pump in lithium bromide absorption chillers, for its advantageous feature that can be driven by industrial waste heat or solar energy or other low-grade energy. In two-stage bubble pump driven lithium bromide absorption refrigeration system, flow patterns in lifting pipe have significant effects on the performance of bubble pump. In this paper, the single bubble motion and the double bubbles coalescence in vertical ascending pipe are simulated by an improved free energy model of lattice Boltzmann method, in which the two-phase liquid to gas density ratio is 2778. The details of bubbles coalescence process are studied. Density and velocity of bubbles have been obtained. The computational results show that the initial radius of each bubble has a great influence on the coalescence time. The larger the initial bubble radius, the shorter the coalescence time. The pipe diameter has a little effect on the two bubbles coalescence time while it has a significant effect on the bubble velocity. As the pipe diameter increases, the bubble velocity increases. The obtained results are helpful for studying the transition mechanisms of two-phase flow patterns and useful for improving the bubble pump performance by controlling the flow patterns in lifting pipe.
This paper deals with individual air-to-air heat pumps in Danish dwellings and summerhouses and the question of to what extent they actually deliver savings of energy consumption. Results show that 20% of the expected reduction of electricity consumption is converted into increased comfort...... in the homes, including extended heating areas, keeping a higher temperature and a longer heating season and using the heat pump for air conditioning. Data include electricity consumption in 185 households before and after installation of heat pumps together with survey results of 480 households. Furthermore...... heating practices. These results have to be taken into account when making long-term energy planning for a sustainable energy system....
This study was carried out experimentally and analytically about the performance of solar cell panel system for operating the pump coupled by dc motor. The solar cell panel with total area 1.9848 m2 consists of three modules of 80 Wp each. The small centrifugal pump powered by dc motor is operated to lift water from 1m to 7m heads in sequence and gives the amount of water pumped over the whole day from 08.00 to 16.00 h are 11988, 10851, 8874, 7695, 5760, 3600...
This publication is a study of the dynamic performance of a 5-ton air-to-air heat pump in a residence in Washington, D.C. The effect of part-load operation on the heat pump"s cooling and heating coefficients of performance was determined. Discrepancies between measured performance and manufacturer-supplied performance data were found when the unit…
In this paper, we present a proton exchange membrane fuel cell (PEMFC) integrated with an electromagnetic (EM) air pump. The EM air pump provides the PEMFC with air by reciprocating motions of the permanent magnet attached to a flexible membrane. We performed a parametric study to decide the optimal dimensions of the reciprocating EM air pump. The effects of various operating parameters on the EM air pump were investigated with the root-mean-square (RMS) flow rate and current. A core with a higher relative permeability shows better performance. The RMS current linearly increases with the applied voltage and shows no dependence on the frequency. The RMS flow rate also increases with the voltage. The RMS flow rate per power consumption is highest at the frequency around 20 Hz and decreases as the applied voltage increases. When the reciprocating EM air pump was used to supply air to the portable PEMFC, it was found that the power density of the PEMFC increases with the applied voltage and shows the highest performance at the frequency of 10 Hz. We compared the performance of the PEMFC between the flow meter and the EM air pump used as an air supplier. About 81% of the output power using the flow meter was obtained when the EM air pump is operated at the applied voltage of 5 V. The parasitic power ratio reaches at its minimum value about 0.1 with an EM applied voltage of 0.25V. (paper)
This study was carried out experimentally and analytically about the performance of solar cell panel system for operating the pump coupled by dc-motor. The solar cell panel with total area 1.9848 m2 consists of three modules of 80 Wp each. The small centrifugal pump powered by dc-motor is operated to lift water from 1m to 7m heads in sequence and gives the amount of water pumped over the whole day from 08.00 to 16.00 h are 11988, 10851, 8874, 7695, 5760, 3600, 2340 L/d respectively. The hourl...
The ORNL Heat Pump Design Model is a FORTRAN-IV computer program to predict the steady-state performance of conventional, vapor compression, electrically-driven, air-to-air heat pumps in both heating and cooling modes. This model is intended to serve as an analytical design tool for use by heat pump manufacturers, consulting engineers, research institutions, and universities in studies directed toward the improvement of heat pump performance. The Heat Pump Design Model allows the user to specify: system operating conditions, compressor characteristics, refrigerant flow control devices, fin-and-tube heat exchanger parameters, fan and indoor duct characteristics, and any of ten refrigerants. The model will compute: system capacity and COP (or EER), compressor and fan motor power consumptions, coil outlet air dry- and wet-bulb temperatures, air- and refrigerant-side pressure drops, a summary of the refrigerant-side states throughout the cycle, and overall compressor efficiencies and heat exchanger effectiveness. This report provides thorough documentation of how to use and/or modify the model. This is a revision of an earlier report containing miscellaneous corrections and information on availability and distribution of the model--including an interactive version.
An innovative clean air heat pump (CAHP) was designed and developed based on the air purification capacity of regenerative silica gel rotor. The clean air heat pump integrated air purification, dehumidification and cooling in one unit. A prototype of the clean air heat pump was developed...... to investigate its energy performance. Energy consumption of the prototype of CAHP was measured in laboratory at different climate conditions including mild-cold, mildhot and extremely hot and humid climates. The energy saving potential of the clean air heat pump compared to a conventional ventilation and air......-conditioning system was calculated. The experimental results showed that the clean air heat pump saved substantial amount of energy compared to the conventional system. For example, the CAHP can save up to 59% of electricity in Copenhagen, up to 40% of electricity in Milan and up to 30% of electricity in Colombo...
An experimental study has been carried out at Mechanical and Electrical Research Institute, Qenater (300 N, 310 E), Egypt on a 2000 WP solar photovoltaic (PV) water pump. The main objective is to investigate the feasibility of utilizing solar energy in ground water lifting. A solar PV pumping system has been constructed as a prototype for a large-scale photovoltaic project in south of Egypt. Solar potential at the remote and arid areas of Egypt is discussed. Installation and operation factors as a function of environmental conditions are presented. Performance of the water pump has been evaluated. The water discharge and system efficiency has been estimated and presented. The changes in water discharge and system efficiency with change in solar radiation has been measured and presented. Preliminary results show that there is a huge potential and real-ability for solar PV submersible water pumping in the remote and arid areas of Egypt
A mixer pump has been used to mitigate the hydrogen build-up in tank 241SY101 (SY101), located in the 200 West Area of the Hanford Site. New equipment is being prepared for the removal, transport, storage, and disposal of the test pump. The disposal equipment for the test pump now in tank SY101 includes a shipping container, a strong back, a lifting beam, a test weight, container support stands, a modified mock-up pump, a flexible receiver blast shield, a lifting yoke, and a yoke brace. The structural evaluations of container and strong back are detailed in another supporting document (WHC 1994a), the engineering analyses of flexible receiver blast shield/lifting yoke and yoke brace are given in other supporting documents (WHC 1994b, WHC 1994c), respectively. Engineering tasks that were contracted to Advanced Engineering Consultants (AEC) include the design and analysis of the following. Two spreader-beam lifting devices. a Container test weight. Container support saddles. Mock-up pump modification. This report documents the work description, design basis, assumptions, and design calculations provided by AEC for the above components. All AEC documents appear in Appendix A. Additional work conducted by Westinghouse Hanford Company (WHC) on the modified container test weight, modification to the mock-up pump, the removable support for the transport assembly, and saddle modification for air pallets also are included in this document
Full Text Available Os fermentadores tipo air lift oferecem vantagens tais como: eficiente homogeneização dos componentes, baixo cisalhamento e economia de energia, pois o meio é agitado pelo processo de aeração, sem necessidade de agitação mecânica. O objetivo deste trabalho foi analisar a cinética de crescimento de Saccharomyces boulardii neste fermentador, com aeração de 1 e 1,5 vvm (volume de ar por volume de meio, por minuto, comparada com o crescimento em frascos agitados em shaker, visando a futura aplicação deste fermentador, em escala industrial. Os resultados indicaram que houve uma diminuição do pH com o consumo da glicose do meio, a qual foi totalmente consumida até o final da fase exponencial, de 5 e 6 horas para o shaker e o air lift, respectivamente. Após este período houve uma alteração na velocidade de crescimento de S. boulardii, em ambos os equipamentos, indicando uma possível mudança na fonte de carbono utilizada, uma vez que toda a glicose foi consumida após estes períodos. Os valores de velocidades específicas de crescimento foram semelhantes para o shaker e air-lift com 1,0 vvm, porém inferiores ao air-lift com 1,5 vvm, indicando que neste último reator há possibilidades de se conseguir uma velocidade de produção celular maior, dependendo apenas da eficiência de oxigenação oferecida.This work aimed to analyze the kinetics of S. boulardii growth in an air lift fermentor under two aeration conditions: 1 and 1.5 air vvm (air volume per volume of culture medium per minute, in comparison with growth in shaken flasks, with a view to the future application of this fermenter on an industrial scale. Air lift fermentors offer advantages such as efficient homogenization of the components, low shear stress, and energy savings because the medium is stirred by aeration and does not require mechanical stirring. The pH of the medium decreased with the glucose uptake during the exponential phase, probably due to the formation
The vacuum evacuation system for nuclear fusion reactors bears the role of exhausting hydrogen isotopes in large quantity together with helium continuously for long hours, and as the high vacuum pumps for this purpose, the mechanical pumps which can do continuous evacuation and decrease the quantity of staying radioactive tritium, such as turbo molecular pumps and compound molecular pumps, are promising. Because of the compatibility with tritium, oil lubrication is not desirable, accordingly, the pumps with ceramic rotating vanes and magnetic bearings are demanded. As a part of the development of a magnetic bearing type mechanical pump which can be used for nuclear fusion reactors, the compound molecular pump, in which emergency bearings were incorporated, was made for trial, and the test of sudden air intrusion was carried out, as the results, various knowled



 8613371530291
8613371530291