
mono mud pump free sample

BKD series single screw pump, V for vertical pump, H for hopper pump, horizontal ellipsis not standard; Z is a directly connected structure, bearing structure is not standard.

The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.
National Oilwell Varco offers the most versatile array of downhole motors available for straight or directional drilling. Rotary power is produced by a Monoflo positive displacement progressing cavity mud motor. The mud motor power sectionsoffer a wide range of bit speeds and torques and can be tailored to function in both high bottom-hole temperatures and inverted mud systems. Motors are available with a fixed or an adjustable housing located between the motor and the bearing assembly. The adjustable housing is easily rig adjustable from zero (or straight) to a three-degree bend in 12 increments or a four-degree bend in 18 increments.
There are three types of mud pumps, depending on the type of client and the size they want. For general, mud pumps, there are three basic types of mud pumps, depending on the type of client and budget. The piston pump is another compressed mud pump, which is a pushed electric compressor mud pumps and by compressed air.@@@@@
Electric mud pumps are largely divided into three categories, among them the electric mud pumps and the semi-trash mud pumps. The piston inflated mud pumps are also classified in terms of the type of mud pumps, among them are electric mud pumps and semi-trash mud pumps. In addition, the piston inflates mud and mud pumps will be inflated by the piston, which is inflated mud pumps.
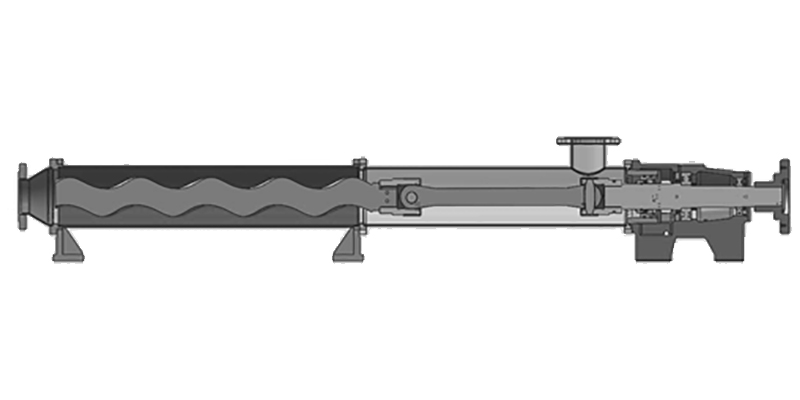
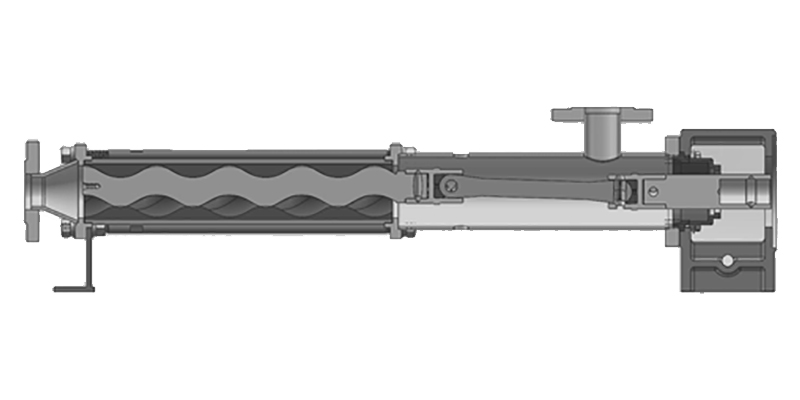
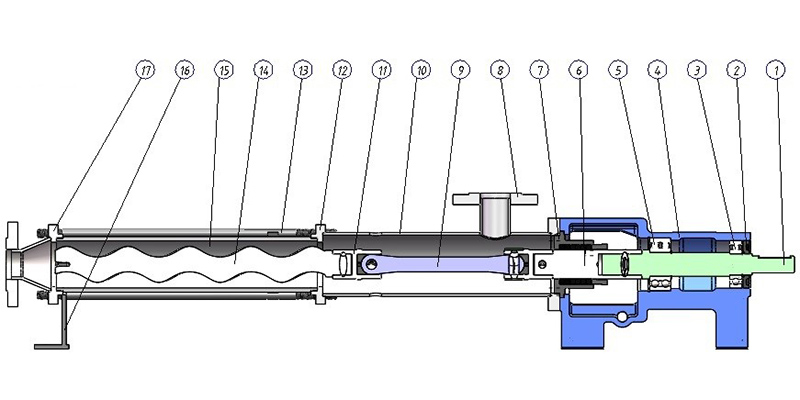
A progressing cavity pump is a type of positive displacement pump and is also known as a progressive cavity pump, progg cavity pump, eccentric screw pump or cavity pump. It transfers fluid by means of the progress, through the pump, of a sequence of small, fixed shape, discrete cavities, as its rotor is turned. This leads to the volumetric flow rate being proportional to the rotation rate (bidirectionally) and to low levels of shearing being applied to the pumped fluid.
These pumps have application in fluid metering and pumping of viscous or shear-sensitive materials. The cavities taper down toward their ends and overlap. As one cavity diminishes another increases, the net flow amount has minimal variation as the total displacement is equal. This design results in a flow with little to no pulse.
A progressing cavity rotor and stator can also act as a motor (mud motor) when fluid is pumped through its interior. Applications include directional well drilling.
The progressing cavity pump normally consists of a helical rotor and a twin helix, twice the wavelength helical hole in a stator. The rotor seals tightly against the stator as it rotates, forming a set of fixed-size cavities in between.
The principle of this pumping technique is frequently misunderstood. Often it is believed to occur due to a dynamic effect caused by drag, or friction against the moving teeth of the screw rotor. In reality it is due to the sealed cavities, like a piston pump, and so has similar operational characteristics, such as being able to pump at extremely low rates, even to high pressure, revealing the effect to be purely positive displacement. The rotor "climbs" the inner cavity in an orbital manner (see pump).
At a high enough pressure the sliding seals between cavities will leak some fluid rather than pumping it, so when pumping against high pressures a longer pump with more cavities is more effective, since each seal has only to deal with the pressure difference between adjacent cavities. Pump design begins with two (to three) cavities per stage. The number of stages (currently up to 24) is only limited by the ability to machine the tooling.
The rotor takes a form similar to a corkscrew, and this, combined with the off-center rotary motion, leads to the alternative name: eccentric screw pump.
Different rotor shapes and rotor/stator pitch ratios exist, but are specialized in that they don"t generally allow complete sealing, so reducing low speed pressure and flow rate linearity, but improving actual flow rates, for a given pump size, and/or the pump"s solids handling ability.
In operation, progressing cavity pumps are fundamentally fixed flow rate pumps, like piston pumps and peristaltic pumps, and this type of pump needs a fundamentally different understanding than the types of pumps to which people are more commonly introduced, namely ones that can be thought of as generating pressure. This can lead to the mistaken assumption that all pumps can have their flow rates adjusted by using a valve attached to their outlet, but with this type of pump this assumption is a problem, since such a valve will have practically no effect on the flow rate and completely closing it will involve very high pressures being generated. To prevent this, pumps are often fitted with cut-off pressure switches, rupture discs (deliberately weak and easily replaced), or a bypass pipe that allows a variable amount of a fluid to return to the inlet. With a bypass fitted, a fixed flow rate pump is effectively converted to a fixed pressure one.
At the points where the rotor touches the stator, the surfaces are generally traveling transversely, so small areas of sliding contact occur. These areas need to be lubricated by the fluid being pumped (hydrodynamic lubrication). This can mean that more torque is required for starting, and if allowed to operate without fluid, called "run dry", rapid deterioration of the stator can result.
While progressing cavity pumps offer long life and reliable service transporting thick or lumpy fluids, abrasive fluids will significantly shorten the life of the stator. However, slurries (particulates in a medium) can be pumped reliably if the medium is viscous enough to maintain a lubrication layer around the particles and so protect the stator.
Specific designs involve the rotor of the pump being made of a steel, coated with a smooth hard surface, normally chromium, with the body (the stator) made of a molded elastomer inside a metal tube body. The elastomer core of the stator forms the required complex cavities. The rotor is held against the inside surface of the stator by angled link arms, bearings (immersed in the fluid) allowing it to roll around the inner surface (un-driven). Elastomer is used for the stator to simplify the creation of the complex internal shape, created by means of casting, which also improves the quality and longevity of the seals by progressively swelling due to absorption of water and/or other common constituents of pumped fluids. Elastomer/pumped fluid compatibility will thus need to be taken into account.
In 1930, René Moineau, a pioneer of aviation, while inventing a compressor for jet engines, discovered that this principle could also work as a pumping system. The University of Paris awarded René Moineau a doctorate of science for his thesis on “A new capsulism”. His pioneering dissertation laid the groundwork for the progressing cavity pump.

If you are supplying pump supplies, you can find the most favorable prices at Alibaba.com. Whether you will be working with piston type or diaphragm type systems, reciprocating or centrifugal, Alibaba.com has everything you need. You can also shop for different sizes mud pump wholesale for your metering applications. If you operate a construction site, then you could need to find some concrete pump solutions that you can find at affordable rates at Alibaba.com. Visit the platform and browse through the collection of submersible and inline pump system, among other replaceable models.
A mud pump comes in different makes and sizes, and you buy the tool depending on the application. The pump used by a filling station is not the one you use to fill up your tanks. There are high flow rate low pressure systems used to transfer fluids axially. On the other hand, you can go with radial ones dealing with a low flow rate and high-pressure fluid. The mixed flow pump variety combines radial and axial transfer mechanisms and works with medium flow and pressure fluids. Depending on what it will be pumping, you can then choose the mud pump of choice from the collection at Alibaba.com.
Alibaba.com has been an excellent wholesale supplier of mud pump for years. The supply consists of a vast number of brands to choose from, comes in different sizes, operations, and power sources. You can get a pump for residential and large commercial applications from the collection. Whether you want a water pump for your home, or run a repair and maintenance business, and need a supply ofud pump, you can find the product you want from the vast collection at Alibaba.com.therther is refrigeration, air conditioning, transfer, or a simple car wash business, anything you want, Alibative.com can it you.

A progressing cavity pump is a type of positive displacement pump and is also known as a progressive cavity pump, progg cavity pump, eccentric screw pump or cavity pump. It transfers fluid by means of the progress, through the pump, of a sequence of small, fixed shape, discrete cavities, as its rotor is turned. This leads to the volumetric flow rate being proportional to the rotation rate (bidirectionally) and to low levels of shearing being applied to the pumped fluid.
These pumps have application in fluid metering and pumping of viscous or shear-sensitive materials. The cavities taper down toward their ends and overlap. As one cavity diminishes another increases, the net flow amount has minimal variation as the total displacement is equal. This design results in a flow with little to no pulse.
A progressing cavity rotor and stator can also act as a motor (mud motor) when fluid is pumped through its interior. Applications include directional well drilling.
The progressing cavity pump normally consists of a helical rotor and a twin helix, twice the wavelength helical hole in a stator. The rotor seals tightly against the stator as it rotates, forming a set of fixed-size cavities in between.
The principle of this pumping technique is frequently misunderstood. Often it is believed to occur due to a dynamic effect caused by drag, or friction against the moving teeth of the screw rotor. In reality it is due to the sealed cavities, like a piston pump, and so has similar operational characteristics, such as being able to pump at extremely low rates, even to high pressure, revealing the effect to be purely positive displacement. The rotor "climbs" the inner cavity in an orbital manner (see pump).
At a high enough pressure the sliding seals between cavities will leak some fluid rather than pumping it, so when pumping against high pressures a longer pump with more cavities is more effective, since each seal has only to deal with the pressure difference between adjacent cavities. Pump design begins with two (to three) cavities per stage. The number of stages (currently up to 24) is only limited by the ability to machine the tooling.
The rotor takes a form similar to a corkscrew, and this, combined with the off-center rotary motion, leads to the alternative name: eccentric screw pump.
Different rotor shapes and rotor/stator pitch ratios exist, but are specialized in that they don"t generally allow complete sealing, so reducing low speed pressure and flow rate linearity, but improving actual flow rates, for a given pump size, and/or the pump"s solids handling ability.
In operation, progressing cavity pumps are fundamentally fixed flow rate pumps, like piston pumps and peristaltic pumps, and this type of pump needs a fundamentally different understanding than the types of pumps to which people are more commonly introduced, namely ones that can be thought of as generating pressure. This can lead to the mistaken assumption that all pumps can have their flow rates adjusted by using a valve attached to their outlet, but with this type of pump this assumption is a problem, since such a valve will have practically no effect on the flow rate and completely closing it will involve very high pressures being generated. To prevent this, pumps are often fitted with cut-off pressure switches, rupture discs (deliberately weak and easily replaced), or a bypass pipe that allows a variable amount of a fluid to return to the inlet. With a bypass fitted, a fixed flow rate pump is effectively converted to a fixed pressure one.
At the points where the rotor touches the stator, the surfaces are generally traveling transversely, so small areas of sliding contact occur. These areas need to be lubricated by the fluid being pumped (hydrodynamic lubrication). This can mean that more torque is required for starting, and if allowed to operate without fluid, called "run dry", rapid deterioration of the stator can result.
While progressing cavity pumps offer long life and reliable service transporting thick or lumpy fluids, abrasive fluids will significantly shorten the life of the stator. However, slurries (particulates in a medium) can be pumped reliably if the medium is viscous enough to maintain a lubrication layer around the particles and so protect the stator.
Specific designs involve the rotor of the pump being made of a steel, coated with a smooth hard surface, normally chromium, with the body (the stator) made of a molded elastomer inside a metal tube body. The elastomer core of the stator forms the required complex cavities. The rotor is held against the inside surface of the stator by angled link arms, bearings (immersed in the fluid) allowing it to roll around the inner surface (un-driven). Elastomer is used for the stator to simplify the creation of the complex internal shape, created by means of casting, which also improves the quality and longevity of the seals by progressively swelling due to absorption of water and/or other common constituents of pumped fluids. Elastomer/pumped fluid compatibility will thus need to be taken into account.
In 1930, René Moineau, a pioneer of aviation, while inventing a compressor for jet engines, discovered that this principle could also work as a pumping system. The University of Paris awarded René Moineau a doctorate of science for his thesis on “A new capsulism”. His pioneering dissertation laid the groundwork for the progressing cavity pump.

Drilling mud is most commonly used in the process of drilling boreholes for a variety of reasons such as oil and gas extraction as well as core sampling. The mud plays an important role in the drilling process by serving numerous functions. The main function it is utilized for is as a lubricating agent. A large amount of friction is generated as drilling occurs which has the potential to damage the drill or the formation being drilled. The mud aids in the decrease in friction as well as lowering the heat of the drilling. It also acts a carrier for the drilled material so it becomes suspended in the mud and carried to the surface.
Using a Moyno progressive cavity pump, the drilling mud with suspended material can be pumped through a process to remove the solids and reuse the cleaned mud for further drilling.

Drilling fluids used to drill wells into the earth are commonly called drilling muds because the original drilling fluid was simply water that mixed with clays in the earth to produce a thin mud. Typically, drilling mud is pumped down the drill string, through nozzles in the end of the bit and then upwardly in the annulus between the drill string and the wall of the bore hole. Drilling mud has a variety of functions and must accordingly have comparable capabilities. Cuttings generated by the bit are moved away from the bottom of the hole and then upwardly through the annulus to the surface to present a clean rock face to be drilled. The bit is cooled and lubricated by the drilling mud. The pressure of fluids in the formations penetrated by the bit is substantially counterbalanced by the hydrostatic weight of the mud column in the hole. The drilling mud is modified to prevent undue effects on the bore hole wall, e.g. shale swelling. In water based and in inverted emulsion muds, materials are added to prevent undue water loss into permeable formations penetrated by the bit. Various materials are added to reduce friction between the drill string and the bore hole wall. Those skilled in the art realize an almost endless list of substances have been added to drilling mud for a variety of reasons.
Oil based drilling fluids were developed about 70 years ago and eventually became popular as they improved because of exceptional borehole stability, temperature stability, rapid rate of penetration, high lubricity causing reduced pipe sticking tendencies and a reduced tendency to damage productive formations. Different locales have different problems so oil based muds are widely used in response to which problems appear paramount.
The original oil based muds were made with crude oil and contained very little or no water. These muds may have contained viscosifiers, weight materials and fluid loss reducers. As oil mud chemistry evolved, diesel and mineral oil replaced crude oil as the continuous phase of the drilling fluid. Water was added in larger and larger quantities, along with emulsifiers, to create modern inverted oil emulsions known as invert oil muds in which water is the discontinuous or internal phase and oil is the continuous or external phase. Modern invert oil muds are generally considered the best all around drilling fluids and are the most widely used drilling fluids for deep drilling, i.e. below 10,000", on land. An extensive summary of oil based drilling fluids is found in a training publication of Hughes Drilling Fluids entitled History of Oil Muds.
Unfortunately, oil based muds are environmentally troublesome because the cuttings are oil wet and spent drilling fluid from a well may be of substantial volume. Thus, oil based muds have justifiably fallen under serious regulatory scrutiny. The day is long since gone when the oil wet cuttings from an onshore well are simply buried at the well site and reserve pit contents simply spread in a pasture.
The problem posed by oil based muds is worse offshore. Even low toxicity mineral oil muds are being limited in use due to slow biodegradability. At the present, oily cuttings from offshore wells are disposed of by shipment to shore for treatment in a disposal facility, injection into the annulus of the well bore or treatment to remove oil before discharging over the side. As will be apparent, all of these methods have substantial costs.
Some recent developments involve so-called synthetic based muds. As contrasted to the diesel or mineral oil in conventional oil based muds, synthetic based muds use manufactured organic compounds that act like an oil but are more readily biodegradable. Muds made with these fluids are typically inverted emulsions with 5-40% water emulsified in them. There are several examples of the continuous phase in these synthetic muds:
These materials are discussed at length in an article, incorporated herein by reference, entitled Physicochemical Properties of Synthetic Drilling Fluids, Society of Petroleum Engineers, pp 181-184, presented at the 1994 IADC/SPE Drilling Conference held in Dallas, Tex., Feb. 15-18, 1994. These materials are not strictly oils but they are oil soluble and normally highly lubricious and have many of the characteristics of oils. As will be apparent, this invention is used in oil base muds (OBM"s) and muds having these synthetic bases (SBM"s).
In general, the most common drilling fluids presently used are water based muds and diesel based oil muds on land and water based muds and synthetic based muds offshore. Low toxicity, low aromatic and non-aromatic mineral oil based muds are still being used on land and offshore.
The performance characteristics of these oil based and synthetic based drilling fluid systems vary and are dependent on many variables. Selection and tweaking of a mud system for a particular well is always a tradeoff of all costs against expected or hoped for performance. It is not uncommon to heavily treat these systems with emulsifiers and temperature stabilizers when drilling in deep, hot, hostile environments. A large disadvantage of substantial chemical treatment of OBM"s and SBM"s is often a reduction in the rate of penetration. Thus, a good deal of effort is used to provide the minimum necessary chemical treatment to minimize costs and minimize the reduction in the rate of penetration. Slower drilling means inevitability higher costs, particularly offshore where costs are substantially higher than onshore.
It is known in the art to use a terpene or terpene blend in a water based mud system to enhance the rate of penetration, improve mud properties and stabilize the well bore as shown in copending application Ser. No. 08/142,953, filed Oct. 29, 1993, now abandoned, which is a continuation of application Ser. No. 07/950,491, filed Sep. 25, 1992, now abandoned. It must be admitted that the mechanism which increases penetration rate is unknown. Initial conclusions made a year ago about the mechanism have proved incomplete. It is also known to place a small amount of d-limonene, a well known terpene, in drilling mud as a fragrant as shown in U.S. Pat. No. 4,409,108.
When it was first proposed to add a terpene or terpene blend to an OBM or SBM, the uniform conclusion of those skilled in the art was that it would not work. One reason is that terpenes added to conventional water based muds were thought to increase penetration rate because the terpenes clean the bit better and provide better lubricity. These are strengths rather than weaknesses of OBM"s and SBM"s and it was not thought that terpenes would provide an improvement.
In a test well in Zapata County, Tex. drilling in the middle of a hard tough shale section below protection pipe using a conventional inverted emulsion diesel oil based drilling fluid, a slug or batch of a blend of saturated and unsaturated terpenes was added through the inlet of the mud pump. This situation is the subject of Example 1. The slug was pumped for a predetermined time at a rate to provide approximately 10% terpene in the mud being used. The time for the slug to reach the bit was calculated. Before the slug arrived at the bit, the formation was drilling about 30"/hour. At about the time the slug should have arrived at the bit, penetration stopped for about one minute and then restarted at a much faster rate and fluctuated between 49"/hour and 81"/hour. Drilling continued at this fluctuating rate for a time and then settled back to 30"/hour. When enough time had elapsed for the terpene to reach the surface, a large quantity of very fine cuttings suddenly appeared at the flowline leading to the mud tank. The batch of terpene containing mud circulated through the mud tank, was necessarily diluted and ultimately was again delivered through the drill string to the bit. Later, there was an unexplained, but more moderate, increase in penetration rate which is now believe to have been at least partially caused by the terpene slug, now diffused or diluted, reaching the bit. Later, as a control, diesel was injected at 10% by volume. There was no apparent effect on the penetration rate when the diesel slug passed through the bit.
Terpenes are added in various quantity to a drilling fluid for a variety of purposes. Relatively small quantities, e.g. 1-15% increase the drilling rate of oil based and synthetic based drilling muds. Very large quantities, e.g. 50-80% are used when the terpene is the continuous phase of an emulsified drilling fluid. Intermediate quantities, e.g. 10-60%, are used when the continuous phase of the drilling fluid is a mixture of terpene and an organic liquid in which continuous phase has properties that are dependent on the ratio of terpene and organic liquid. Thus, it is proposed that terpenes may be used in drilling fluids in widely ranging amounts, depending on the situation and intended purpose of the terpene.
A further object of this invention is to provide a terpene or terpene blend in a synthetic based mud that will pass current toxicity tests and retain the high penetration rates and other advantages of terpene type mud systems.
The drilling fluid of this invention comprises an organic liquid as the continuous or external phase. As used herein, organic liquids are materials that are liquid at atmospheric temperature and pressure and comprise a carbon chain. The continuous phase may be an oil base, a synthetic base, a terpene base or a mixture thereof. The continuous phase of oil based drilling fluids may include high gravity crude oil but it is normally a refined product such as diesel oil or mineral oil. The continuous phase of synthetic based drilling fluids may comprise liquid ester, liquid mono-ether, liquid di-ether or mixtures thereof, liquid poly-alpha-olefins or detergent alkylates or mixtures thereof. In oil based or synthetic based drilling fluids, a quantity of terpene is added to increase the penetration rate and provide other advantages, such as low toxicity. In terpene based drilling fluids, the continuous phase provides the advantages of the terpene.
For use in environmentally sensitive areas, liquid ester, liquid mono-ether, liquid di-ether, liquid poly-alpha-olefins, detergent alkylates and terpenes are preferred. The oil, synthetic or terpene base material is mixed with water to provide an inverted emulsion in which the base is the continuous phase and water is the discontinuous phase.
The standard viscosifier used in OBM"s or SBM"s is specially treated organophillic bentonite which is often called oil mud gel. Other materials, such as a synthetic polymer, such as Alcomer 274, available from Allied Colloids, Inc. of Suffolk, Va. are also commonly used. Bentonite is a naturally occurring swellable clay and has been used for decades as the standard viscosifier in water based drilling muds. It can be treated to swell in oil as well as water. The purpose of raising the viscosity is to enable the drilling fluid to carry cuttings upwardly in the hole. Another advantageous side effect of bentonite as a viscosifier is that when the mud is quiescent, it forms a thick gel or semi-solid from which cuttings do not readily fall out.
There are many water loss control materials used or suggested for use in drilling fluids. Bentonite has a water loss control capability, to a point, because the swollen clay particles are swept onto the face of a permeable formation by escaping water to produce a soft, gummy filter cake which somewhat retards water loss into a permeable formation. Powdered asphalt, gilsonite, specially treated lignite, and other materials have long been used as water loss control materials in oil based muds and are applicable to the OBM"s or SBM"s of this invention. When added in proper proportions to an oil or synthetic based mud system, the water loss to permeable formations can be reduced to quite small amounts.
The standard weight material used in drilling muds is powdered barite which is barium sulfate. Hematite or iron oxide is also used in some circumstances. Unweighted oil or synthetic based mud systems typically exhibit an initial density of about 8.0 pounds/gallon or less and thus have to contain weight material unless the well is being drilled underbalanced. After drilling for a while, the density rises because of retained drilled solids. To achieve mud densities above about 8.5 pounds/gallon, weight material is added.
In one aspect, the additive of this invention falls into a category of specialized materials that are added to oil or synthetic based drilling fluids for a variety of more subtle, but still important, reasons than those mentioned above. Terpenes are added to oil or synthetic based drilling fluids to increase penetration rate. Terpenes also reduce the surface tension of oil or synthetic based muds and this is believed to be either a cause of the increased penetration rates or a concurrent result of whatever is causing increased penetration rates. Thus, as a rough indicator, decreased surface tension of oil or synthetic based drilling fluids is believed to be related to increased penetration rates.
A Zapata County, Tex. well was drilling below protection pipe at 9400", a hard tough shale locally known as the Midway shale at a rate of 30"/hour. The drilling fluid being used was a conventional diesel oil based mud having the following characteristics: mud weight 15#/gallon, oil-water ratio 82/18, 33% solids, 55% oil and 12% water. A blend of saturated and unsaturated terpenes, specifically 54% pinane and 46% pinene, was injected for a predetermined time into the inlet of the mud pump at a volume necessary to create a slug of drilling mud comprising about 10% terpene. Injection of terpene was then stopped. When the terpene rich slug reached the bottom of the well bore, drilling stopped for about one minute and then immediately increased to a fluctuating rate between 49-81"/hour. Because there was no change in lithology, i.e. the character of the rock, the increase in penetration rate was attributed to the terpene additive. After drilling at this rapid rate for what was thought to be while the terpene rich slug was adjacent the bit, the penetration rate dropped back to 30 feet/hour. When the terpene rich slug reached the surface, a substantial quantity of very fine cuttings were unloaded from the well over the shale shaker. The terpene rich slug mixed in the mud tank with non-terpene mud and was pumped back into the drill string. A later period of increased drilling rate was noted at about the time the diluted terpene mud should have reached the bit. After the initial test on this well, terpene was added to the mud system at the depths shown in Table I with the reported results.TABLE I
The terpene in Table I was the same terpene blend as in the initial test and was injected into the mud pump inlet to produce a slug of about 10% terpene in the preexisting drilling fluid. As in the initial test, the penetration rate after the slug arrived at the bit stayed at the higher rate for a while and then settled back to the penetration rate before the slug arrived.
A sample of low toxicity mineral oil (Conoco LVT-200) was tested to measure the surface tension using a surface tension testing apparatus from Fisher Scientific Company. A 10% addition of pinane, a saturated terpene, was then added to the sample of LVT-200 and the surface tension measured again. The results indicated a 6% decrease in surface tension of the LVT-200 after addition of the pinane. Based on these results, an LVT-200 based oil mud with 10% pinane was formulated under laboratory conditions and tested for acceptability as a drilling fluid according standards and procedures of the American Petroleum Institute (API). The results of these tests indicated the fluid was acceptable for use as a drilling fluid and was likely to exhibit high performance.
A sample of ETHYLFLO 164, a poly-alpha-olefin (PAO) available from The Ethyl Corporation, Baton Rouge, La. was tested to measure the surface tension using a Fisher Scientific surface tension testing apparatus. A surface tension measurement was then taken on a mixture of 50% pinane and 50% PAO. The results indicated a 5% decrease in surface tension in the mixture versus the pure PAO. Based on this data, an invert 50% PAO, 50% pinane based mud with an 80:20 base/water ratio was formulated under laboratory conditions and tested for acceptability as a drilling fluid according to API standards and procedures. The results of these tests indicated the fluid was acceptable for use as a drilling fluid and was likely to exhibit high performance.
A sample of soya methyl ester was tested to determine surface tension using a surface tension testing apparatus from Fisher Scientific Company. A 10% addition of para-menthane, a saturated terpene, was added to the sample and the surface tension was measured again. The results indicated a 5% reduction in the surface tension of the ester-terpene mixture. Based on these results, an invert emulsion mud was formulated under laboratory conditions using the ester-terpene mixture as the external or continuous phase of the mud. The mud was then tested for acceptability as a drilling fluid according to API standards and procedures. The results of these tests indicated the fluid was acceptable for use as a drilling fluid and likely to exhibit high performance.
A sample of dodecylbenzene, a linear alkylbenzene (LAB) and detergent alkylate from Vista Chemical Company, Baltimore, Md., was tested to measure surface tension using a Fisher Scientific surface tension testing apparatus. A batch of pinane equal to 10% by volume was added to the LAB and the surface tension was measured again. The results indicated a 9% reduction in surface tension. Based on these results, an invert emulsion mud with a base/water ratio of 80:20 was formulated under laboratory conditions using the LAB/pinane mixture as the external or continuous phase of the fluid. The mud was then tested for acceptability as a drilling fluid according to API standards and procedures. The results of these tests indicated the fluid was acceptable for use as a drilling fluid and was likely to exhibit high performance.
An invert emulsion mud was formulated under laboratory conditions using pinane, a saturated terpene, as the external or continuous phase of the fluid and calcium chloride water as the internal or discontinuous phase. The fluid formulation included an emulsifier, Alcomer 274 viscosifier, a gilsonite fluid loss control agent, barium sulfate weight material, and lime, all of which are commercially available and similar to those materials being used in oil based invert emulsion muds and synthetic based invert emulsion muds. The terpene based invert mud was then tested according to API standards and procedures. The results of these tests indicated the mud was acceptable as a drilling fluid and was likely to exhibit high performance. The fluid has characteristically low odor.
An invert emulsion mud was formulated under laboratory conditions using a 50/50 blend of diesel and pinene as the external or continuous phase of the fluid and calcium chloride water as the internal or discontinuous phase of the drilling fluid. The drilling fluid formulation also included an emulsifier, a polymer viscosifier, a gilsonite fluid loss reducer, barium sulphate weight material and lime, all of which are commercially available and similar to those commonly being used to produce commercial oil based invert emulsion muds. The terpene/diesel based mud was then tested according to API standards and procedures. The results of these tests indicated that the mud was acceptable as a drilling fluid and was likely to exhibit high performance. The fluid had a strong pinene odor.
The drilling fluid of this invention includes one or more unsaturated terpenes, one or more saturated terpenes, a mixture of hydrogenated terpenes or a mixture of hydrogenated and unhydrogenated terpenes. The unsaturated terpene may be monocyclic, preferably d-limonene, pinene, dipentene or mixtures thereof. These materials are readily commercially available. Other monocyclic unsaturated terpenes are also effective, such as p-cymene, 1,3-p-menthadiene, 2,4-p-menthadiene, 1(7),8-p-menthadiene, 2,8-p-menthadiene, 3,8-p-menthadiene and 1(7),2-p-menthadiene. The cyclic terpene may be bicyclic, such as pinene, 2-carene, 3-carene (also known as delta-3-carene) and 3(10)-carene.
The saturated terpenes may either be natural saturated terpenes or naturally unsaturated terpenes that have been artificially hydrogenated. Suitable saturated terpenes may be monocyclic such as p-Menthane and m-Menthane; bicyclic such as Pinane, Camphane, Carane and Thujane; acyclic such as Dimenthyloctane; or tricyclic such as Tricyclene and Cyclofenchene.
Preferably, the additive of this invention is simply poured or injected into a more-or-less conventional oil or synthetic based drilling mud. When added to an OBM or SBM, the additive is present in an effective amount in the range of 1-15% by volume. The performance of the mud system is monitored to use the least amount of the additive commensurate with effectiveness. Usually, the amount of additive lies in the range of 1-10% by volume.
When the terpene is used as the continuous phase of the drilling fluid, water, an emulsifier, a viscosifier and weight material are added to create an inverted emulsion fluid in a conventional manner. The proportion of water can be varied, as in a conventional invert emulsion mud, but is typically in the range of 5-50% by volume and more normally in the range of 10-25%.
When an intermediate base drilling fluid is made, terpene is mixed with any suitable organic liquid base material, such as diesel oil, mineral oil, an ester, a mono-ether, di-ether or mixture thereof, poly-alpha-olefins or detergent alkylates. The terpene is mixed with the selected base material in 15-50% by volume. Conventional additives such as viscosifiers and weight material are mixed with the created base material in a normal manner to produce the desired drilling fluid. The intermediate base drilling fluid may be an invert emulsion mud in which water and an emulsifier are added.



 8613371530291
8613371530291