
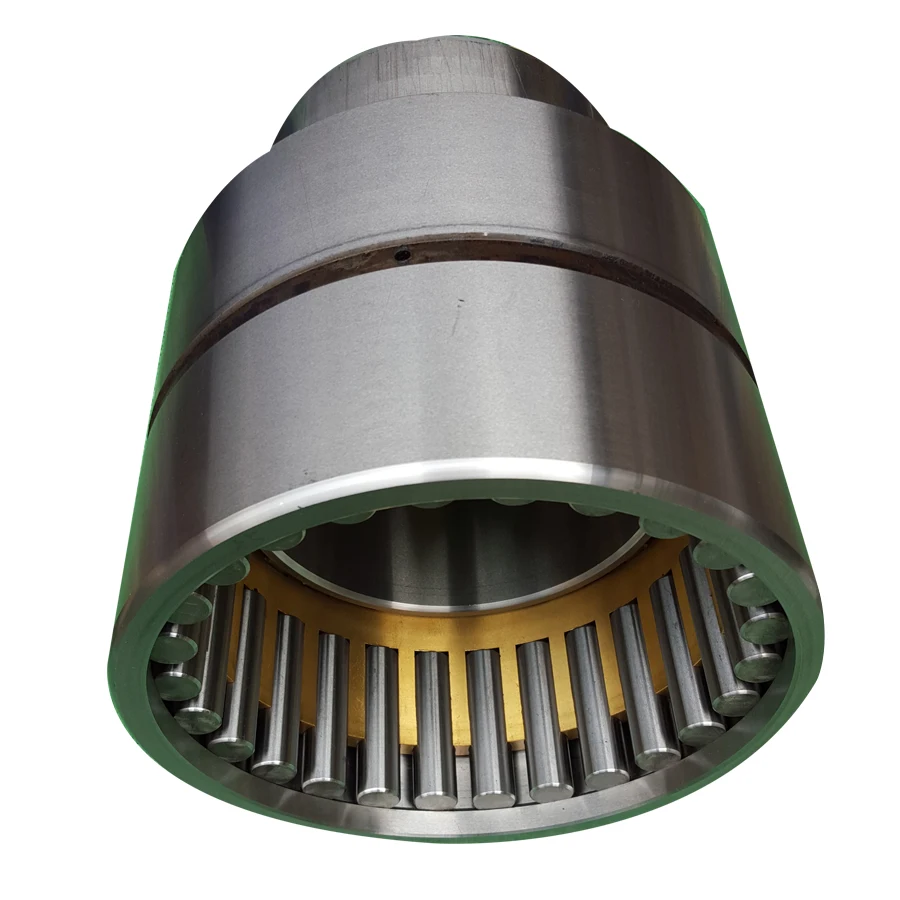
mud pump bearing free sample

Thrust ball bearings are designed to withstand thrust loads during high-speed operation, and are composed of washer-shaped ferrules with ball rolling grooves. Because the ring is in the shape of a cushion, thrust ball bearings are divided into two types: flat base cushion type and self-aligning spherical cushion type. In addition, this kind of bearing can bear axial load, but cannot bear radial load.
The bearings can meet the challenges of applications faced with heavy radial loads and high speeds. Accommodating axialdisplacement (except for bearings with flanges on both the inner and outer rings), they offer high stiffness, low friction andlong service life.
contaminants, water and dust, while providing lubricant retention and contaminant exclusion. This provides lower friction and longer service life. Split bearings are intended primarily for bearing arrangements which are difficult to access, such as crankshafts, where they simplify maintenance and replacements.

3. OEM or Non Stand Bearings:Any requirements for Non standard bearings is Easily Fulfilled by us due to its vast knowledge and links in the industry.
7. Cost Saving: We provide long-life, shock-resistant and high reliability bearings with excellent quality and better performance. Resulting in increased cost saving.

Nanjing Younarui Bearing Co., Ltd. provides all kind of bearings, such as, Cylindrical roller bearing, Angular contact ball bearing, Deep groove ball bearing, Taper roller bearing, thrust roller bearing, thrust ball bearing, Self-aligning roller bearing, Needle roller bearing, Linear guide bearing, Slewing bearing, Bearing housing and accessories. Please enquriy us for above or special bearings according to your applications.
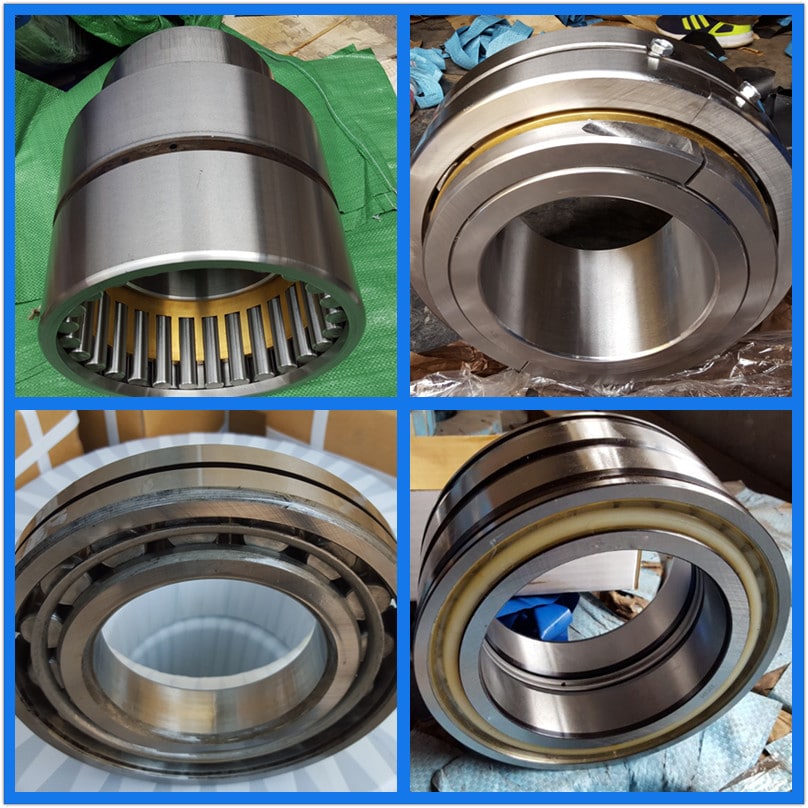
Mud pump bearing NUP76657 are available for outstanding industrial performance in jaw and cone crushers, vibrating screens, feeders, wash plant equipment and conveyors in addition to other mining, excavation and mineral processing machinery.
Our factory was founded in 2004, We are a professional manufacturer of ball bearings and roller bearings, including deep groove ball bearing, self-aligning bearing, cylindrical roller bearing, tapered roller bearings, with our good team work and hard working of skillful staffs and our professional engineers, we got very good reputation in the world market, especially in American and European countries. Thanks for every customer"s support and trust, our company hope to establish mutual benefit and development business relations with you!

Nanjing Younarui Bearing Co., Ltd. provides all kind of bearings, such as, Cylindrical roller bearing, Angular contact ball bearing, Deep groove ball bearing, Taper roller bearing, thrust roller bearing, thrust ball bearing, Self-aligning roller bearing, Needle roller bearing, Linear guide bearing, Slewing bearing, Bearing housing and accessories. Please enquriy us for above or special bearings according to your applications.
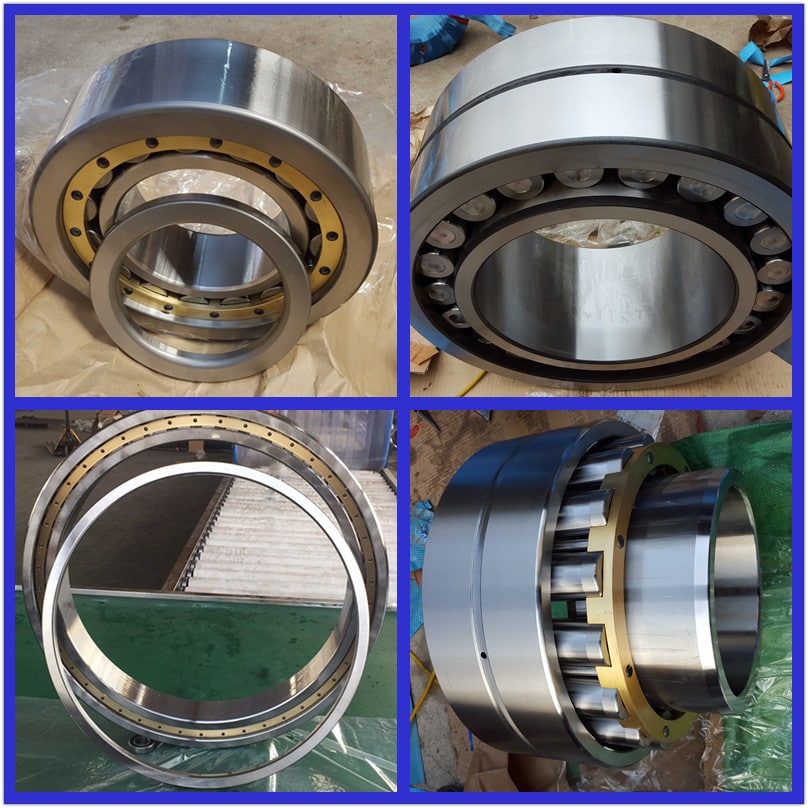
YNR ultra large bearings are available for outstanding industrial performance in jaw and cone crushers, vibrating screens, feeders, wash plant equipment and conveyors in addition to other mining, excavation and mineral processing machinery.
Our factory was founded in 2004, We are a professional manufacturer of ball bearings and roller bearings, including deep groove ball bearing, self-aligning bearing, cylindrical roller bearing, tapered roller bearings, with our good team work and hard working of skillful staffs and our professional engineers, we got very good reputation in the world market, especially in American and European countries. Thanks for every customer"s support and trust, our company hope to establish mutual benefit and development business relations with you!
We have been ready to share our knowledge of advertising worldwide and recommend you suitable products at most aggressive costs. So Profi Tools present you ideal price of money and we"ve been ready to create with each other with Free sample for Bearing Housing to Jamaica Manufacturers, The product will supply to all over the world, such as: Mali, Swiss, Swaziland, With the principle of win-win, we hope to help you make more profits in the market. An opportunity is not to be caught, but to be created. Any trading companies or distributors from any countries are welcomed.
When things are running smoothly it’s easy to overlook common maintenance chores and rationalize that it’s not worth the time to regularly inspect and replace parts. But nothing could be farther from the truth. The reality is that most facilities have several pumps performing a variety of functions that are integral to the successful operation of the plant. If a pump malfunctions it can be the cause of an entire plant shut down.
Pumps are the cogs in the wheel that keep your facility functioning efficiently, whether they are used for manufacturing processes, HVAC, or water treatment. To keep pumps running properly, a regular maintenance schedule should be implemented and followed.
Consult the original manufacturer’s guidelines. Consider the timing to schedule your maintenance. Will lines or pumps have to be disabled? Select a time when the system is down and use common sense when deciding the time and frequency.
Get to know your system and make a point to observe your pump while it is still running. Make note of leaks, unusual sounds or vibrations and unusual odors.
Lubricate the motor and pump bearing per manufacturer’s guidelines. Be sure not to over lubricate. More bearing damage occurs as a result of over greasing than under greasing. If the bearing has a vent cap, remove the cap and run the pump for 30 minutes before reinstalling cap. This will allow excess grease to work its way out of the bearing.
Many pump manufacturers advise against the use of oil, petroleum jelly or other petroleum or silicon based products for elastomer seal lubrication. Using such products could cause seal failure due to swelling of the elastomer. P-80 rubber lubricants are temporary, once dry the lubrication ceases and parts stay in place. Additionally, these lubricants will not reactivate in the presence of water and they will not dry out rubber parts.
Keep your facilities running smoothly. Try P-80® temporary rubber assembly lubricants for your pump maintenance needs. Visit www.ipcol.com to speak with a specialist and request a sample for testing.

Lubrication is one of the most important factors determining bearing performance. The suitability of the lubricant and lubrication method have a dominant influence on bearing life.
Bearing lubrication is classified broadly into two categories: grease lubrication and oil lubrication. Table 12-1 makes a general comparison between the two.
There are two methods of grease lubrication. One is the closed lubrication method, in which grease is filled in advance into shielded/sealed bearing; the other is the feeding method, in which the bearing and housing are filled with grease in proper quantities at first, and refilled at a regular interval via replenishment or replacement.
Grease life can be estimated by the following equation when a single-row deep groove ball bearing is filled with grease and sealed with shields or seals.
Oil lubrication is usable even at high speed rotation and somewhat high temperature, and is effective in reducing bearing vibration and noise. Thus oil lubrication is used in many cases where grease lubrication does not work. Table 12-2 shows major types and methods of oil lubrication.
This type of lubrication method makes use of a gear or simple flinger attached to shaft in order to splash oil. This method can supply oil for bearings located away from the oil tank.
Supplied oil lubricates inside of the bearing, is cooled and sent back to the tank through an oil escape pipe. The oil, after filtering and cooling, is pumped back.
This method employs an oil mist generator to produce dry mist (air containing oil in the form of mist). The dry mist is continuously sent to the oil supplier, where the mist is turned into a wet mist (sticky oil drops) by a nozzle set up on the housing or bearing, and is then sprayed onto bearing.
This method provides and sustains the smallest amount of oil film necessary for lubrication, and has the advantages of preventing oil contamination, simplifying bearing maintenance, prolonging bearing fatigue life, reducing oil consumption etc.
A proportioning pump sends forth a small quantity of oil, which is mixed with compressed air by a mixing valve. The admixture is supplied continuously and stably to the bearing.
To determine the optimum oil supply, it is advised to start operating with two-thirds of the calculated value, and then reduce the oil gradually while measuring the operating temperature of bearing, as well as the supplied and discharged oil.
(Oil mist lubrication has a number of advantages for high speed rotation bearings. Its performance, however, is largely affected by surrounding structures and bearing operating conditions.

Much has been said about particle contamination and its effect on component longevity. It is well known that an improvement in particle contamination by one ISO Cleanliness Code can result in a 10 to 30 percent increase in the life of contamination-sensitive components such as hydraulic valves, pumps, and journal and rolling element bearings.
In a lubricating system, the two most harmful phases are free and emulsified water. In journal bearings for example, the incompressibility of water relative to oil can result in a loss of the hydrodynamic oil film that in turn leads to excessive wear. As little as one percent water in oil can reduce the life expectancy of a journal bearing by as much as 90 percent.
For rolling element bearings, the situation is even worse. Not only will water destroy the oil film strength, but both free and emulsified water under the extreme temperatures and pressures generated in the load zone of a rolling element bearing can result in instantaneous flash-vaporization causing erosive wear to occur.
Under certain conditions, water molecules can be ripped up into their constituent oxygen and hydrogen atoms as a result of the high pressures generated in the load zone of a rolling element bearing. Due to their relatively small size, the hydrogen ions produced by this process can absorb onto the surface of the bearing raceway resulting in a phenomenon known as hydrogen embrittlement.
Hydrogen embrittlement is caused by a change in subsurface bearing metallurgy. This change causes the bearing material to become weak or brittle and prone to cracking beneath the surface of the raceway. When these subsurface cracks spread to the surface, the result can lead to pitting and spalls.
These acidic by-products can then cause corrosive wear, particularly in components containing soft metals such as Babbitt used with journal bearings and bronze and brass components. Other additives such as demulsifying agents, dispersants, detergents and rust inhibitors can be washed away by excessive moisture. This results in sludge and sediment buildup, filter plugging and poor oil/water demulsibility.

When there is a bearing failure, that means that the bearing motion becomes ineffective. Without proper bearing motion, the machine shaft can ultimately fail, therefore, the machine itself can be damaged and break down.
Regardless if your facility has experienced bearing failure recently, it"s not a surprise to say that bearings are being worn down every minute of active process operation.
This should be one of the first reasons considered when inspecting a bearing that has failed. To ensure proper lubrication, adequate viscosity at operating temperature is a must.
Look for highly polished or discolored bearing raceways when troubleshooting to determine if working surfaces are lacking adequate viscosity at operating temperature.
There are many contaminants that can cause problems with a bearing. Dirt, sand, and water are the most common ones that you run into, but chemicals and corrosives can also damage bearings.
These contaminants reduce viscosity which causes corrosion to the bearing surfaces, disrupts the oil film, and causes erosion, leading to the creation of countless abrasive particles.
Also known as "Electric Arc Erosion," this failure occurs when an electric current passes through the bearing and is broken at the contact surface between races and rolling elements, producing high temperatures at localized points. [source]
2. If the shaft is undersized or has too loose of a fit, the bearing will creep on the shaft and will wear and create heat, which eventually will result in vibration and runout problems.
Often referred to as "spalling," fatigue failure occurs when there"s a fracture of the running surfaces, which leads to the removal of tiny, detached particles of bearing material.
Since this type of fatigue is progressive, once it begins, it will continue to spread as the bearing operates. A key indicator of fatigue to keep an eye on is an increase in vibration.
While fatigue may occur at the end of the bearing"snormal life expectancy, it frequently occurs before then due to an excessive loads, according to AST Bearings.
To gain a better idea of the conditions a bearing was operated, it is best to examine the wear path pattern of the dismantled bearing that"s already been in service.
Throughfailure analysis testing and the understanding of normal/ abnormal wear path, one can correctly assess if the bearing has been run under the ideal conditions.
Simply put, improperly storing bearing causes issues later on because they"re exposed to outside elements like dampness, dust, and varying temperatures.
Last but not least, this failure impacts friction, load zone size, and fatigue life of a bearing. If the clearance of the bearing is inadequate, excessive heat will build up.
As we"ve discussed already, high temperatures do not fare well for bearings and can cause other problems already listed as in lubrication and internal friction.
Now that you know more about the most common types of bearing failures you can witness in your facility, how exactly can you prevent a bearing failure?
Under normal operating conditions, bearings have a substantial service life, but since they do have a fixed lifespan, it"s inevitable that a bearing will eventually fail.
The key to preventing downtime and lost productivity in your facility is to prevent premature failure, which stems from damage that occurs to the bearing that usually could have been halted.
The majority of bearing failures we"ve discussed above (think pitting, spalling, unusual wear patterns, rust, corrosion, etc.) trace back to a small group of causes that are not only interrelated but are fixable too.
Be considerate of avoiding misalignment or shaft deflection, as this is significant in mounting bearings with separate parts. Without proper alignment between components, the bearings will end up experiencing abnormal wear.
Once you"ve completed installation based on manufacturer"s instructions, a best practice to keep in mind is giving the bearing a solid flushing and cleaning out with lubricant. Additionally, be sure to apply the final proper amount of lubrication before the machine is used.
Normally, the first sign of issues like these is unusual noises and/or elevated temperatures. The desirable bearing temperature is somewhere below 100 degrees Celsius.
It"s important to note that bearing temperatures usually increase with start-up and level off at a temperature slightly lower than the start-up (ranging from 10 to 40 degrees Celsius higher than room temperature).
If not taken into consideration, there are numerous operating environments that can bring down even the best bearing and cause a failure.Here is a list of the primary issues you should have on your radar...
External heat -Ambient operating temperature mandates many choices in radial internal clearance, high-temperature lubricants, intermittent or continuous running and other factors that affect bearing life. [source]
Current passage or electrolytic corrosion -Sparks can create pitting or fluting on bearing surfaces if current is allowed to flow through the bearing"s rolling elements. You can fix this by using insulation on or within the bearing or creating a bypass circuit for the current.
This means facilities can order and replace the damaged bearings before an entire machine breaks down, making the need for spare bearings to sit on shelves practically obsolete.
When you need to have bearings being stored in your facility and sitting on shelves, be sure to store them actively. This can be accomplished by rotating or spinning them frequently.
Bearings are typically very reliable, even under the most rigorous conditions, and under normal running conditions, a bearing"s service life is substantial.
When a bearing does fail prematurely, it"s often due to causes that can be avoided. For this reason, it"s crucial to be able to identify the root causes to prevent future failures with preventative measures and the issues that follow them.
Accurately diagnosing and troubleshooting bearing failures in order to get ahead of them will help prevent repeat failures and additional pain-points your facility might be experiencing, such as decreased operating efficiency, increased downtime and lost revenue.
As a premier source of bearingsand power transmission products to the global distribution market, Bearing & Drive Systems is committed to delivering a quality, authentic product to meet our customer"s expectations.
If you’re looking for a solution that very few vendors provide that offers a significant cost saving, our bearing repair servicescould be a great way to get your foot in the door or build your existing relationship with your customers.



 8613371530291
8613371530291