
mud pump for dug well manufacturer

Distributor of engineered fluid handling pumps, packaged pumping systems, repairs, parts, & integrated pump control systems. Mud pumps, chiller/condenser pumps, plumbing pumps, boiler feed systems, in-line circulators, condensate systems, sump & sewage pumps, end suction pumps, submersible sump & sewage, non-clogs & grinders, self primers, packaged lift stations, variable speed pump systems, metering pumps, chemical injection systems, chemical mixing systems, peristaltic pumps for chemical feed, high viscous & shear sensitive fluids, self primers, stainless steel, trash pumps, hot oil pumps, vertical turbine pumps, sanitary pumps, marine pumps, industrial pumps, ANSI end suction, vertical cantilever, double suction, non-clogs, progressive cavity pumps, helical gear pumps, well pumps, lab pumps, hose pumps, control valves, check valves, air release valves, tanks, pressure vessels.

Manufacturer of vertical turbine deep well pumps, including close coupled, single or multi-stage, low-lift & submersible styles. Semi-open or enclosed impellers. Product lubricated, water flush or oil lubricated shafting. Low vibration designs. Capacities to 35,000 gpm / 7,950 m3/hour with low lift models reaching 150,000 gpm. Pressures to 3,000 psi & settings to 2,000 feet available with motors as large as 3,000 HP. Temperatures of pumped fluids range from -150 degrees F to +500 degrees F. API610 Compliant. Low NPSHR impellers to meet NPSHR standards. Applications including, industrial, municipal, water supply, water treatment & control, commercial, power, mining, dewatering, reefing, agriculture, electric power, petroleum, oil & gas production, geothermal, snow making, cooling tower, condensate/boiler feed, HVAC, aircraft fueling, pulp & paper, barge stripper/tank unloading, chemical processes, pipelines & transfer & many other applications.

The 42-year-old, family-owned American Drilling Services in Florida, relied on homemade drill rigs to complete primarily 2- to 4-inch residential water wells. With demand increasing, they began looking for newer technology in order to complete more mud pump well drilling.
“Technology is always changing. We used to drill galvanized steel with cable drilling. Now we’re exclusively rotary drilling,” said William Diaz, driller, who has been with the company for seven years. “The technology gets better, and things get easier.”
“We used to do one well per day, occasionally two. The DM250 has helped us keep up with the workload by being able to drill quicker,” Diaz said. “The pulldown power of the top head is significantly stronger than our previous rigs. With the mud pump, we can clean out the hole a lot faster, which means less waiting around.”
“We’re not breaking down all the time, which is a huge advantage compared to our older rigs,” Diaz said. “Overall it’s a great rig. I recommend the DM250 to anyone doing 2- to 4-inch wells. It makes me happier because I’ve now got air conditioning, and I love the self-feed carousel. It’s a fast, great rig.”

Greetings Tim & Charlott, below is a GPS link and information on the well we just installed in the honor of Tim & Charlott King! Your love and commitment has allowed our Clean Water 4 Life ministry to sink over 500 water wells for those in need here in the Solomon Islands! Here is a link to read my current newsletter with lots of pictures! http://www.rickrupp.com/newsletter.php
Togokoba SSEC Church & Community is approx 58 kilometers east of Honiara. It was a long bumpy drive to this village. I had to walk a long way to get to the place where they lived. They explained that their source of drinking water was the stream. They were so happy when I explained that our CW4L team was going to come sink a well right in their village. I tasted the well water several weeks later after our team had blessed them with a water well. It tasted so good! It was nice clean & cold water! It never ceases to amaze me that there is such a nice water table here in the rural areas of the Guadnacanal plains! I counted 10 houses in this community and the population is approx 80 people. Now they finally have a source of clean drinking water! These people have suffered for many years either drinking from an open hand dug well or from the stream. Togokoba SSEC Church & Community is very grateful to our CW4L sponsors.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
Preferred Pump offers the best rewards program in the water well equipment industry. Check out our social media pictures to see what you"ve been missing!
Typically, well pumps can be broken down into two categories: jet pumps and submersible pumps. Each design is built to fit the needs of various well sizes and conditions.
Most shallow well pumps are found in wells that are less than 25 feet deep and in areas with a high water table. These pumps have few running parts and require little maintenance.
This type of pump is located above the ground, typically just inside the well house, and generates high pressure to pull the water from the well and into the home using an inlet pipe. A tank or well booster pump is recommended to accompany this type of well pump to increase water pressure to the home.
Unlike its shallow counterpart, a deep well jet pump is located within the well, though its motor stays in the well house. This pump uses two pipes: one for drawing water out of the well and another for directing the water to the home. Deep well jet pumps are typically used in wells that are 110 feet deep.
A deep well submersible pump sits at the bottom of the well directly in the water. Using its motor, the pump draws water from the bottom and pushes it out of the well into your home’s water lines. These pumps can be used in wells up to 300 feet deep. The pumps work similar to sump pumps, which draw water and pump it out.
Although professional well pump replacement comes with high pump installation costs, you may have no choice but to call a professional depending on the well pump you have. Certain pumps, like deep well submersible pumps, require special equipment to get them out without damaging components or wiring. In addition to the fragility of the well’s components, removing a well pump can be very labor intensive, with some pumps weighing more than 100 pounds.
Even if you’re considering replacing your well pump on your own, call a plumber to confirm that the well pump is the issue with your system before removing it. This will prevent any unneeded work or unintentional damage to your well system.
Use the tool below to find a well service contractor who can diagnose your well pump problem and help you determine whether or not you can replace it yourself:

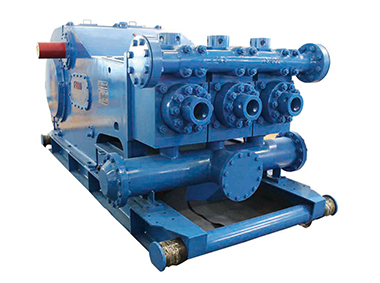
Mud pumps are the pumps deployed in the oil and gas industry, mainly to circulate drilling fluids and other kinds of fluids in and out of the drilled wells for exploration. The mud pumps transfer the fluids at a very high pressure inside the well using the piston arrangement. The number of pistons decides the displacement and efficiency of working of the mud pumps, originally only dual piston pumps and three-piston pumps were used, but the technological advancements have seen pumps with five and six pistons to come up. Currently the triplex pumps which have three pistons are used, but the duplex pumps having two pumps are still deployed in the developing countries.
Based on its types, global mud pump market can be segmented into duplex, triplex, and others. The triplex mud pumps will dominate the mud pump marking in the given forecast period owing to its advantages and ongoing replacement of duplex pumps with triplex pumps. Based on operation, the global mud pumps market can be segmented into electric and fuel engine.
The electric mud pumps will dominate the market during the given forecast period due to the advantage of eliminating the harmful carbon emission which is done in the case of fuel engine pumps. Based on its application, the global mud pumps market can be segmented into oil & gas, mining, construction, and others.
The major market driver for the global mud pumps market is the increasing exploration activities taking place in various regions of the world to satisfy the increased energy demand. The number of drilled wells has increased in recent years, which has certainly impacted the growth of the mud pumps market in both oil & gas and mining sectors.
Key market restraint for the global mud pumps market is the drift towards the cleaner sources of energy to reduce the carbon emissions, which will certainly decrease the demand for oil & gas and therefore will have a negative impact on the growth of the global mud pumps market.
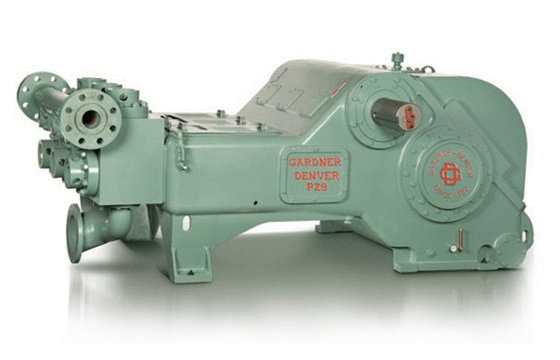
Some of the notable companies in the global mud pump market are Mud King Products, Inc. Gardner Denver Pumps, Weatherford, Schlumberger, National Oilwell Varco, China National Petroleum Corporation, Flowserve Corporation, MHWirth, American Block, Herrenknecht Vertical Gmbh, Bentec GmbH Drilling & Oilfield Systems, Drillmec Inc, Sun Machinery Company, Shale Pumps, and Dhiraj Rigs.
The global mud pump market has been segmented into North America, Europe, Asia Pacific, Latin America, and Middle East & Africa. Owing to the well-established production sector and stable exploration industry North America holds the largest market for the mud pumps. The onshore exploration activities of oil & gas have increased at a good rate in the North America region, which has certainly boosted the growth of the mud pumps market in the region.
The demand from Europe and Asia Pacific has also increased due to exploration activities in both the regions owing to the increased energy demand. The energy demand specifically in the Asia Pacific has increased due to the increased population and urbanization. The Middle East and Africa also hold significant opportunities for the mud pumps market with increased exploration activities in the given forecast period.
In August 2018, Henderson which is a leading company in sales and service of drilling rigs, and capital drilling equipment in Texas signed a contract with Energy Drilling Company for the purchase and upgrade of oil field equipment’s which included three 1600hp × 7500psi mud pumps. This will be the first refurbishment completed at Henderson’s new service center and rig yard.
In January 2018, Koltek Energy Services launched the 99-acre facility for the testing of the oil field equipment in Oklahoma. This will allow the oil field equipment manufacturers to test their equipment at any given time. The company has deployed the MZ-9 pump which has a power rating of 1000Hp.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Your well pump is an essential component to ensuring your home has a steady source of fresh, clean water. With proper well maintenance, your well pump can last, on average of 8 to 15 years, though many homeowners report their pumps lasting far longer, often between 20 and 30 years!
However, owning a home with a well means that you"ll likely have to replace your well pump at some point, but how will you know when it"s time? To help you, we"re sharing the 5 signs you need a new well pump, and what those signs could mean instead!
If there is no water at all when you turn on a faucet or flush a toilet, that is a definite sign there is something wrong. Troubleshoot the issues below, and if those aren"t the problem, you may need to have your well pump repaired or replaced.
When you turn on your water, if there is a noticeable decrease in your typical water pressure, that is a sign that your pump is not able to draw as much water up because it"s beginning to fail. It could also mean your well pump is too small, perhaps caused by adding a new bathroom, installing a dishwasher, or adding a larger water heater.
If you turn on the faucet and it seems like there are air bubbles coming through the pipes and the water is not consistently flowing, the pump may be unable to pull water up and is pulling in air. Like a decrease in water pressure, this is a sign that the pump is not functioning efficiently and may be about to fail altogether.
A metallic smell or taste, or an egg smell coming from your water is generally a sign of harmless minerals in your well. However, if the water is actually coming out with dirt, sand, or sediment, it"s absolutely essential to get it fixed immediately. Most likely, this is an issue directly related to the pump itself.
The pump may be too large for your well, and it"s pulling silt and dirt up from the bottom, and it needs to be replaced. A repair may be necessary instead, if it"s placed too far down in the well and needs to be relocated, or the pump"s filter screen has gotten torn or damaged somehow. This is a fixable problem by a well pump repair specialist.
No matter what the issue might be, from harmless minerals to a broken well pump, don"t drink cloudy, muddy, or dirty water until the problem is solved and you have well water testing performed.
If you have high mineral content in your well, mineral deposits can break down and lead to sediment in your water. Having a well water filtration system will help keep your water fresh and clean.
If your well pump is running continuously, it is probably a sign that it needs to be replaced or, at the very least, repaired. If you have an above-ground jet pump system, the intake pipe needs to be primed, usually caused by a leak in the suction line. This means it needs to have water in the jet system in order to generate the suction needed to pull water up and into the water line. Otherwise, the pressure control switch is faulty, the pipe has a leak, or the pump may be wearing out and is unable to generate enough water pressure to trigger the cut-off.
Having a reliable source of clean water is an absolute necessity for your Raleigh home. If you are experiencing issues, from a sudden decrease in water quality to no water at all, reach out A & T Well and Pump immediately. We offer comprehensive well pump repair services, including replacement, testing, and maintenance and will work with you to get your water well up and running fast! Call us today at (919)-291-4063 or fill out our contact form to get started!

There are multiple methods to develop a water well, but the common denominator for each of them is energy. Energy must be produced to develop the well.
Using compressed air is one such well development method. Most of today’s water well drill rigs come equipped with rotary screw air compressors. Reciprocating piston air compressors have been going by the wayside dating back to the mid-1980s.
“Once you know these (rotary screw air) compressors, they’re pretty simple,” says Garth Owens, president of Drill Tech Drilling & Pump Inc. in Chino Valley, Arizona. “It’s not rocket science, but it is a precision unit.”
With approximately 15 rotary screw air compressors (two piston booster compressors) on six drill rigs or as auxiliaries on 10 pump hoists, Owens has learned the mechanical intricacies of them. He has rebuilt the compressors, changed their gear sets, and replaced them on rigs while passing along his knowledge to others in the industry.
“A lot of guys who are drilling don’t even have the right air to develop a well and they’ll throw a pump down there and just try to pump out the mud,” says Garth’s son, Nick, the manager at Drill Tech. “It destroys pumps and you’re never getting that mud wall cake off the walls behind the gravel pack to really get what the well’s producing.”
Nick Owens adds that another common mistake (see shaded box for a full list) contractors make comes down to the drilling products used. “A lot of guys drill with too much polymer and they never get their polymers out of the wells,” he says, “so sometimes you need things like chlorine to break down the polymers.
“You can drill too big of a well to where the annulus is too big, and you can’t get through the gravel pack to get the walls clean. That’s a big problem. A lot of guys think the bigger the hole they go, the more gravel the better, which isn’t necessarily good because you can never get enough annular velocity to get through the gravel pack and get that mud cake off. So, you’ve got to step back and look at the big picture of your annulus to your casing size to your gravel pack.
For example, a 750 cfm/125 psi compressor is half the compressor of a 750 cfm/250 psi compressor because the contractor is compressing the air twice as tight. Therefore, with a 750 cfm/350 psi compressor, the contractor is compressing the air an additional 50%.
“For instance, for a 750/125 compressor, it’ll probably take 125 horsepower to run that. You go to 750/250, it’ll take you 300 horsepower. You go to 750/350, it’ll take 400 horsepower to do the exact same thing because you’re compressing tighter, tighter, and tighter it takes more horsepower to overcome that pressure. So, the higher the pressure, the more horsepower you need.”
To decrease the uphole velocity of 3000 feet per minute, some contractors use drill foam to clean the well at half the amount, 1500 feet per minute. “If you’re using foam and you’re filling that void, you’re taking half of that void away,” Garth Owens says. “You’re using half the air because you’re filling that void with an artificial substance. It’s going to foam up and blow out and then it’s going to evaporate and go away.”
The double-swabbed tool has perforations between the two swabs. Airlifting typically occurs through the drill pipe “from which the development swabs are suspended, so as the swabbing action brings suspended solids into the well, they are purged by the simultaneous airlift system,” writes Marvin F. Glotfelty, RG, in his book, The Art of Water Wells.
“The air comes out of the end of the drill pipe, comes up and hits that rubber swab which is the same diameter as the casing,” Garth Owens says, “and therefore all that air has to go out the perforations, blows into the gravel pack, spins that around in there, and cleans the gravel pack and cleans the borehole. Then the water comes up through the gravel pack and comes back to the perforations above your swab and comes out the top of the well.”
Glotfelty writes how this well development method is effective because “it provides both inward and outward energy to break down and remove the wall cake, without forming sand bridges in the adjacent formation.”
“We’ll actually create a vacuum and pull it between sections there,” Nick Owens says. “That’s why there’s a rubber swab above and below the holes. Typically, if you want to do an air swabber, you don’t need the rubbers because you’re just blowing it out through the perforated screen into the formation.”
The company’s high-velocity horizontal jetting tools allow it to adjust the amount of air it needs to push through them. “That way it’s blowing the air through the perforated screen, through the gravel pack, and then we’re trying to develop all that mud off there if it’s a mud hole,” Nick Owens says.
The company has an additional high-velocity jetting ball tool with approximately 20 holes each drilled to 3/16 inches around it. A high-pressure pump is used to pump freshwater down the well at 2000 psi.
“That will not only churn and turn that gravel, but it places that mud thinner all the way back to the borehole to knock off the wall cake,” Garth Owens says, “and once you’re done pressure jetting it, then you’ll come back and re-swab it and RC it all back out of there.”
Drill Tech, which had a backlog of approximately 100 wells and 30 pumps to install as of late July, stresses it all starts with the design of the well, drilling it correctly, using the right products, and not overusing polymers.
“If we’re RC drilling, we’ll mud up the top and then we’ll case the top off,” Nick Owens says. “There’s some wells out here where we live where the top 300 feet is all alluvium and there’s no water in it. We’ll mud those up, we’ll set a 300-foot surface casing, and we’ll RC drill the bottom out with just pure water because it’s just solid rock. So, we don’t use any product.
“We can literally drill a 1200-foot well, pull out, put our casing in it, and gravel pack it. You can trip in as soon as we’re done with zero development and can video the well, it’s that clean. Something of that nature doesn’t take much development because we didn’t put any product in the well. It just depends on where we are.”
To drive home the importance of using the correct amount of product, Nick Owens recalls a large drilling company that installed two large municipal wells 10 years ago in central Arizona. It both drilled with and pumped too much polymer into the wells and was unable to get the polymer out. The wells produced 300 gpm.
“We drilled some other wells near them, and we got 1200 gallons per minute out of the wells and the aquifer just simply because of the development and not using polymers,” he says, “so [it’s] a big thing to make sure of the product when you’re drilling and make sure you’re using the right product that you can get back out—that’s the biggest thing.”
“Most guys will just trip their drill pipe straight in, blow it straight up the hole, and they’re done,” he shares. “But you’ll get a lot more water out of your well, you’ll pump a lot less sand, and you’ll have a much better production well with a higher pumping level if you clean that formation out and get every bit of that mud that you put in back out again. The only way to do that is with pressure through the perforations.”
While drilling in July in California, Garth Owens also noticed large amounts of gravel being put into large diameter wells drilled using the mud rotary method. “They think that the bigger the hole is, the more gravel they put in, the better it is, which is not true. What they don’t get is the bigger the hole gets, the worse development job you can do.
“Let’s say you drill a 16-inch hole and put in 6-inch casing, and you’ve got 5 inches of gravel on either side of you, you cannot get enough pressure through 5 inches of gravel to clean the wall cake off the borehole on the outside to get it to produce. The well is still going to produce, but it would be a lot better producing well if it has 2 to 3 inches of gravel and you’ve got enough energy that you can push through that.”
Low-cost gravel too has its disadvantages, with it being crushed and therefore angular. These angular pieces all wiggle together and lock together like chip seal on a highway in the well, according to Garth Owens. This causes a slowdown in the production of water.
“Most people don’t use any chemicals to break down that wall cake because it costs $250 a bucket,” he says, “so we’ll go out and drill a well that will make 500 gallons per minute, and our competition literally on the next lot is drilling 100 gallons a minute. And it’s simply because of the gravel pack and the development process.”
“Time is one factor, they want to get to the next job,” Garth Owens says. “Another factor is they don’t want to put a swab in to pressurize the perforations. The third thing is purchasing the cheapest gravel they can because they think they’re going to overcome all that by drilling a hole that’s one or two inches bigger in diameter and now all that other stuff is irrelevant.”
Install the largest gravel to have the most square inches of opening and the least friction for the water to come through but stop the finest particles of sand.
“The coarser material that’s in the ground will start building its own gravel pack on the backside of your gravel pack. If you do it right, you can go in and develop a well in four or five hours and have a beautiful well.
“If you don’t do it right, you can spend three or four days pumping sand because the gravel is too coarse. You put in too coarse of a filter and the sand just keeps flowing. It takes forever, if it ever does stop. Too coarse of a sand and it’ll never stop.”
For a high-pressure compressor, there are three gears in the bellhousing and two low-stage screws and two high-stage screws. The simplicity allows the compressor to last for an average of 10,000 hours.
For years, automatic transmission fluid (ATF) was the standard for lubrication on compressors. Today, synthetic compressor oil is used because they must run at about 225 degrees to 275 degrees to vaporize the water as it sucks moisture out of the air when drilling. “It sucks all that moisture into it and it rusts up all the bearings and gears,” Garth Owens says, “so by turning the thermostat up so hot, it vaporizes and burns the condensation out of it.
“There’s a water drain on the compressor that you drain every day, and it’s imperative that you keep the temperature up on a screw compressor for condensation reasons.”
“Typically, there’s three thousandths max tolerant in a screw compressor, so you really have to keep your air filters clean, your oil filters clean, and your oil good. When that tolerance starts to get loose, when you start getting a bearing wearing out or one of your screws starts wearing into the impeller of the compressor, when that tolerance starts to get loose at all, typically your oil temperatures skyrocket tremendously. It’ll run at 200 degrees for 10 years and then all of a sudden, you’re wondering why it’s running at 275 degrees and trying to cook the hoses off your rig.”
Marvin F. Glotfelty, RG, discusses various types of well development (including swab-and-airlift) and physical attributes of the well that will be impacted by the various development methods in an NGWA: Industry Connected video.



 8613371530291
8613371530291