
mud pump maintenance training price

Graduates of the program have found that their newly improved maintenance skills have extended the life of the fluid ends on their site. Beyond increasing lifespan, customers have also seen benefits in the form of lower repair costs, decreased production costs and a reduction in workplace hazards.
Pump University’s knowledgeable instructors teach customers valuable maintenance tips through workbooks, visual presentations and hands-on training. Each three hour class can accommodate 10 to 15 employees. The classes are designed for drilling hands, but engineers and other employees have found value in the courses. Many participants find that these courses teach them about expendables as well as fluid ends.
Pump University participants receive a certificate upon completion of the program. The certification verifies Pump U graduates are equipped with the most up-to-date knowledge of fluid end maintenance practices.
Pump University is just one part of GD Energy Products’ continually growing service options. GD Energy Products makes the most durable pumps and fluid ends in the industry, and proper maintenance training ensures customers can maximize the life of their GD Energy Products products while minimizing costly downtime.

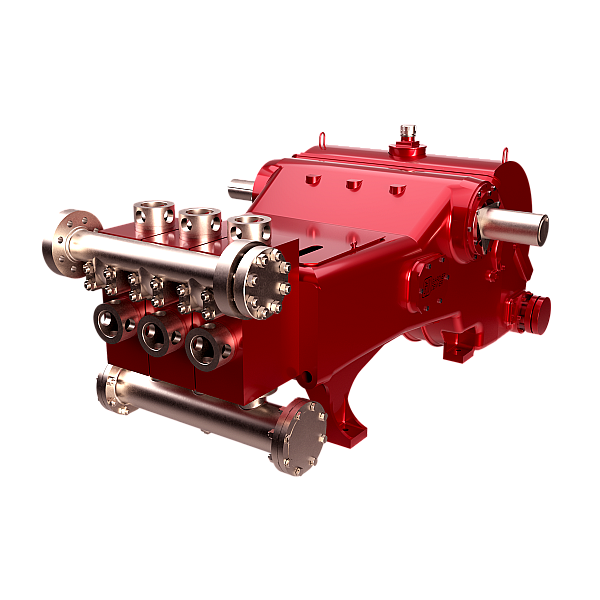
The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.
Mud pump is one of the most critical equipment on the rig; therefore personnel on the rig must have good understanding about it. We’ve tried to find the good training about it but it is very difficult to find until we’ve seen this VDO training and it is a fantastic VDO training about the basic of mud pumps used in the oilfield. Total length of this VDO is about thirteen minutes and it is worth to watch it. You will learn about it so quickly. Additionally, we also add the full detailed transcripts which will acceleate the learning curve of learners.
Powerful mud pumps pick up mud from the suction tank and circulate the mud down hole, out the bit and back to the surface. Although rigs usually have two mud pumps and sometimes three or four, normally they use only one at a time. The others are mainly used as backup just in case one fails. Sometimes however the rig crew may compound the pumps, that is, they may use three or four pumps at the same time to move large volumes of mud when required.
Rigs use one of two types of mud pumps, Triplex pumps or Duplex pumps. Triplex pumps have three pistons that move back-and-forth in liners. Duplex pumps have two pistons move back and forth in liners.
Triplex pumps have many advantages they weight 30% less than a duplex of equal horsepower or kilowatts. The lighter weight parts are easier to handle and therefore easier to maintain. The other advantages include;
• One of the more important advantages of triplex over duplex pumps, is that they can move large volumes of mud at the higher pressure is required for modern deep hole drilling.
Triplex pumps are gradually phasing out duplex units. In a triplex pump, the pistons discharge mud only when they move forward in the liner. Then, when they moved back they draw in mud on the same side of the piston. Because of this, they are also called “single acting.” Single acting triplex pumps, pump mud at a relatively high speeds. Input horsepower ranges from 220 to 2200 or 164 to 1641 kW. Large pumps can pump over 1100 gallons per minute, over 4000 L per minute. Some big pumps have a maximum rated pressure of over 7000 psi over 50,000 kPa with 5 inch/127 mm liners.
Here is a schematic of a triplex pump. It has three pistons each moving in its own liner. It also has three intake valves and three discharge valves. It also has a pulsation dampener in the discharge line.
Look at the piston at left, it has just completed pushing mud out of the liner through the open discharge valve. The piston is at its maximum point of forward travel. The other two pistons are at other positions in their travel and are also pumping mud. But for now, concentrate on the left one to understand how the pump works. The left piston has completed its backstroke drawing in mud through the open intake valve. As the piston moved back it instead of the intake valve off its seat and drew mud in. A strong spring holds the discharge above closed. The left piston has moved forward pushing mud through the now open discharge valve. A strong spring holds the intake valve closed. They left piston has completed its forward stroke they form the length of the liner completely discharging the mud from it. All three pistons work together to keep a continuous flow of mud coming into and out of the pump.
Crewmembers can change the liners and pistons. Not only can they replace worn out ones, they can also install different sizes. Generally they use large liners and pistons when the pump needs to move large volumes of mud at relatively low pressure. They use a small liners and pistons when the pump needs to move smaller volumes of mud at a relatively high pressure.
In a duplex pump, pistons discharge mud on one side of the piston and at the same time, take in mud on the other side. Notice the top piston and the liner. As the piston moves forward, it discharges mud on one side as it draws in mud on the other then as it moves back, it discharges mud on the other side and draws in mud on the side it at had earlier discharge it. Duplex pumps are therefore double acting.
Double acting pumps move more mud on a single stroke than a triplex. However, because of they are double acting they have a seal around the piston rod. This seal keeps them from moving as fast as a triplex. Input horsepower ranges from 190 to 1790 hp or from 142 to 1335 kW. The largest pumps maximum rated working pressure is about 5000 psi, almost 35,000 kPa with 6 inch/152 mm linings.
A mud pump has a fluid end, our end and intake and the discharge valves. The fluid end of the pump contains the pistons with liners which take in or discharge the fluid or mud. The pump pistons draw in mud through the intake valves and push mud out through the discharge valves.
The power end houses the large crankshaft and gear assembly that moves the piston assemblies on the fluid end. Pumps are powered by a pump motor. Large modern diesel/electric rigs use powerful electric motors to drive the pump. Mechanical rigs use chain drives or power bands (belts) from the rig’s engines and compounds to drive the pump.
A pulsation dampener connected to the pump’s discharge line smooths out surges created by the pistons as they discharge mud. This is a standard bladder type dampener. The bladder and the dampener body, separates pressurized nitrogen gas above from mud below. The bladder is made from synthetic rubber and is flexible. When mud discharge pressure presses against the bottom of the bladder, nitrogen pressure above the bladder resists it. This resistance smoothes out the surges of mud leaving the pump.
Here is the latest type of pulsation dampener, it does not have a bladder. It is a sphere about 4 feet or 1.2 m in diameter. It is built into the mud pump’s discharge line. The large chamber is form of mud. It has no moving parts so it does not need maintenance. The mud in the large volume sphere, absorbs this surges of mud leaving the pump.
A suction dampener smooths out the flow of mud entering into the pump. Crewmembers mount it on the triplex mud pump’s suction line. Inside the steel chamber is a air charged rubber bladder or diaphragm. The crew charges of the bladder about 10 to 15 psi/50 to 100 kPa. The suction dampener absorbs surges in the mud pump’s suction line caused by the fast-moving pump pistons. The pistons, constantly starts and stops the mud’s flow through the pump. At the other end of the charging line a suction pumps sends a smooth flow of mud to the pump’s intake. When the smooth flow meets the surging flow, the impact is absorbed by the dampener.
Workers always install a discharge pressure relief valve. They install it on the pump’s discharge side in or near the discharge line. If for some reason too much pressure builds up in the discharge line, perhaps the drill bit or annulus gets plugged, the relief valve opens. That opened above protects the mud pump and system damage from over pressure.
Some rig owners install a suction line relief valve. They install it on top of the suction line near the suction dampener. They mount it on top so that it won’t clog up with mud when the system is shut down. A suction relief valve protects the charging pump and the suction line dampener. A suction relief valve usually has a 2 inch or 50 mm seat opening. The installer normally adjusts it to 70 psi or 500 kPa relieving pressure. If both the suction and the discharged valves failed on the same side of the pump, high back flow or a pressure surge would occur. The high backflow could damage the charging pump or the suction line dampener. The discharge line is a high-pressure line through which the pump moves mud. From the discharge line, the mud goes through the stand pipe and rotary hose to the drill string equipment.
General Pump is dedicated to providing a higher level of service to our customers, which includes comprehensive training sessions. We conduct on-site product training sessions at our customers’ sites, as well as a unique multi-day “Pump School”—a product training course held at our corporate headquarters in Mendota Heights, MN.

The Positive Displacement Pump Training Course covers a large range of pump types like Gear Pump, Lobe Pump, Vane Pump, Screw Pump, Peristaltic Pump, Metering Pump, Power Pump, Diaphragm Pump, Piston Pump, Variable Displacement Pump, Beam Pump, Sucker Rod Pump, Hydraulic Pump, etc. with detailed pump classification.
The primary focus on graphics/animations in the training software course helps in very clearly understanding pump maintenance procedures, pump operating/working principle, and aids in pump repair. Included are animated explanations on all types of pumps like Gear Pump, Lobe Pump, Vane Pump, Screw Pump, Peristaltic Pump, Metering Pump, Power Pump, Diaphragm Pump, Axial Piston Pump, Swash Plate Piston Pump, Wobble Plate Piston Pump, Bent Axis Piston Pump, Radial Piston Pump, Variable Displacement Pump, Beam Pump, Sucker Rod Pump, Hydraulic Pump & Mud Pump. The positive displacement pump training program has a dedicated module to assist pump troubleshooting. Animated cut-sections gives a deep insight into pump operation and how pumps work.
Students, as well as maintenance and engineering personnel, and those who have not had formal training, will find that this computer-based training program on positive displacement pumps increases both their knowledge and confidence when performing maintenance. Those with previous training may find this program a good refresher and may learn some important information not covered in their original training.
The course on Positive Displacement Pumps is also available in a "Hardware Lock" licensing method. Many users have requested that they be able to use the software on multiple computers, i.e. when working with the program on the office computer and on the home computer. This Hardware Lock method allows users to install software on as many computers as they like. They need only enter the key on whichever computer they are currently wanting to use the software on. This copyright method also works great for the classroom environment.
Special Hardware Lock Bonus:For the hardware lock option, upon request, we will embed your company logo (replacing the BIN95 logo) in the compressor training software, both to give you a customized feel as well as for added protection of your new company software. (Please note the URL of the company logo in the comment area when ordering or email your logo to us, if you would like to take advantage of this new feature.)
Automated download system is powered by our preferred method of payment, secure PayPal. (After purchase, you receive a confirmation email.) If you prefer us to manually process your order or would like to mail order in, please click Training Software Order Form on our secure servers.
- The guide is customized to troubleshoot problems on individual pump types.Symptoms:Rotary Pumps:- No Liquid Delivery- Insufficient Discharge Pressure- Insufficient Capacity- Starts, but Loses Prime- Excessive wear- Excessive Heat- Excessive Noise and vibration- Excessive Power Demand- Motor Trips- Elevated Motor Temperature- Elevated Liquid TemperatureReciprocating Pumps:- No Liquid Delivery- Insufficient Capacity- Short Packing Life- Excessive wear at Liquid End- Excessive wear at Power End- Excessive Heat at Power End- Excessive Noise and vibration- Motor Trips6. Conventional and Interactive Skill Tests with Evaluation
Automated download system is powered by our preferred method of payment, secure PayPal. (After purchase, you receive a confirmation email.) If you prefer us to manually process your order or would like to mail order in, please click Training Software Order Form on our secure servers.

Learning about the operation and maintenance of any important asset is the first step in optimizing its performance and reliability. This task is made easier when the participants have the opportunity to get a hands-on training for pumps and inspect the components in person. Sulzer’s training courses give customers the opportunity to gather essential information and knowledge from industry experts.
Pump training courses can include many aspects, from operation and maintenance to design and rerates; every aspect can be tailored to individual requirements. As a major pump original equipment manufacturer (OEM) and independent maintenance provider, Sulzer combines expertise and experience in its flexible and dynamic training courses.
The training seminars focus on the issues and concerns that are prominent in many industrial sectors. They can help companies to meet the demands for increased efficiency and availability as well as addressing any safety matters.
Typically planned over four days, the Sulzer Academy delivers training seminars that can include participants from different employers but with similar backgrounds and operational environments. Discussing many topics from basic principles to root cause analysis and operational challenges, courses are designed to share knowledge and expertise to the benefit of all involved.
Companies send operators and maintenance engineers to Sulzer locations for training by experts in pump design and operation. Through better understanding of pumps and their role in the wider process operations, it is possible to improve the availability, efficiency and costs associated with pump performance.
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 50 world-class manufacturing facilities and 100 service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2018, our 15’500 employees delivered revenues of CHF 3.4 billion.

Since horizontal directional drilling (HDD) work tends to be slower in the winter months, particularly when the ground is frozen, winter is a prime time to inspect the power end of the pump and prevent downtime on the job later.
If one waits until an audible problem can be detected, it is often very expensive to repair. All smaller HDD pumps – 100 hp and smaller — tend to use the same type of internal components regardless of the manufacturer.
The power end should last for years if it is given proper maintenance. Clean lubricant is essential for longevity along with wiper box seals that are in good condition. External influences such as allowing the pistons to leak profusely and or cavitation tend to shorten the life span of the power end components quickly. It is easy to visually inspect the power end components for wear and detect a problem before it becomes very expensive to repair.
The largest load bearing area of the pump is the crosshead pin and bushing area. Wear can be detected by locking the intermittent or piston rod with a pipe wrench and rotating the crank shaft slightly. If one can feel any slack it can only be coming from the pin and bushing or the connecting rod bearing. It then becomes necessary to remove the connecting rod assembly consisting of the connecting rod and cross head. If slack is determined in the pin bushing, it will be necessary to press out the pin and inspect the bushing and the crosshead pin in the eye of the connecting rod. Some manufacturers ship bushings that are designed to fit. Others ship them and they have to be reamed to fit the pin after the bushing is installed. The installation instructions and dimensional fits are provided by the manufacturer in the pump manual.
The next area of concern is the connecting rod bearings themselves. If visual wear can be seen, use a micrometer and measure the crankshaft journals to make sure they are not out of round. If the journals check out, then all is needed is new connecting rod bearings. Some manufactures utilize shims to get the correct fit to the journal. Others provide automotive style bearings that only require correct torque to the rod cap for correct installation. There are pros and cons concerning automotive style vs shim bearings. Shim type bearings does allow for oversized connecting rod bearing should the journals be worn. This allows for turning down the crank journals a few thousands and utilizing a larger connecting rod bearing. If a pump uses automotive style precision bearings and the journals are out of round, it is necessary to replace the crankshaft.
Wiper box packing keeps the oil within the power frame and external contamination from entering the power end. The packing is easy to inspect and essential for longevity of the power end. The wiper box packing must remain in excellent condition at all times. Allowing the pump to set for extended periods of time or letting external contamination build on the packing shortens the lifespan.
If one waits until an audible problem can be detected, it is often very expensive to repair. All smaller HDD pumps – 100 hp and smaller — tend to use the same type of internal components regardless of the manufacturer.
Inspection of the power end allows the owner to dictate when repairs are necessary rather than allowing the pump to dictate during the middle of a job when repair is required. If problems are detected early, repair is relatively inexpensive. If a problem is not detected early, that problem often leads to more unnecessary wear and affects other components of the pump. An early fix to any problem is relatively inexpensive. Allowing the problem to continue can often cost several thousands of dollars and downtime on a job.

Since horizontal directional drilling (HDD) work tends to be slower in the winter months, particularly when the ground is frozen, winter is a prime time to inspect the power end of the pump and prevent downtime on the job later.
If one waits until an audible problem can be detected, it is often very expensive to repair. All smaller HDD pumps – 100 hp and smaller — tend to use the same type of internal components regardless of the manufacturer.
The power end should last for years if it is given proper maintenance. Clean lubricant is essential for longevity along with wiper box seals that are in good condition. External influences such as allowing the pistons to leak profusely and or cavitation tend to shorten the life span of the power end components quickly. It is easy to visually inspect the power end components for wear and detect a problem before it becomes very expensive to repair.
The largest load bearing area of the pump is the crosshead pin and bushing area. Wear can be detected by locking the intermittent or piston rod with a pipe wrench and rotating the crank shaft slightly. If one can feel any slack it can only be coming from the pin and bushing or the connecting rod bearing. It then becomes necessary to remove the connecting rod assembly consisting of the connecting rod and cross head. If slack is determined in the pin bushing, it will be necessary to press out the pin and inspect the bushing and the crosshead pin in the eye of the connecting rod. Some manufacturers ship bushings that are designed to fit. Others ship them and they have to be reamed to fit the pin after the bushing is installed. The installation instructions and dimensional fits are provided by the manufacturer in the pump manual.
The next area of concern is the connecting rod bearings themselves. If visual wear can be seen, use a micrometer and measure the crankshaft journals to make sure they are not out of round. If the journals check out, then all is needed is new connecting rod bearings. Some manufactures utilize shims to get the correct fit to the journal. Others provide automotive style bearings that only require correct torque to the rod cap for correct installation. There are pros and cons concerning automotive style vs shim bearings. Shim type bearings does allow for oversized connecting rod bearing should the journals be worn. This allows for turning down the crank journals a few thousands and utilizing a larger connecting rod bearing. If a pump uses automotive style precision bearings and the journals are out of round, it is necessary to replace the crankshaft.
Wiper box packing keeps the oil within the power frame and external contamination from entering the power end. The packing is easy to inspect and essential for longevity of the power end. The wiper box packing must remain in excellent condition at all times. Allowing the pump to set for extended periods of time or letting external contamination build on the packing shortens the lifespan.
If one waits until an audible problem can be detected, it is often very expensive to repair. All smaller HDD pumps – 100 hp and smaller — tend to use the same type of internal components regardless of the manufacturer.
Inspection of the power end allows the owner to dictate when repairs are necessary rather than allowing the pump to dictate during the middle of a job when repair is required. If problems are detected early, repair is relatively inexpensive. If a problem is not detected early, that problem often leads to more unnecessary wear and affects other components of the pump. An early fix to any problem is relatively inexpensive. Allowing the problem to continue can often cost several thousands of dollars and downtime on a job.

We provide waterjet training courses almost anywhere, including at offshore facilities. The aim is to use a suitable balance of classroom-based theory, complemented by practical, hands-on training and instruction. Some customers prefer to receive training at our factory in Worcester. Whether you need surface preparation, tube and pipe, hydrodemolition or drain jetting training courses, we are here to help.
Many of our pump packages are unique, designed and built to meet our customers’ particular requirements. Our training packages are, therefore, also bespoke, tailored specifically to cover all aspects of our equipment.
When creating each training package, we begin by taking the time to discuss and understand the customer’s aims and objectives. For example, some customers may require only basic equipment familiarisation and operation training. On the other hand, others may also require maintenance training. It is important for us to ensure that we understand our audience, such as the roles and experience levels of the trainees. In this way we are able to ensure the breadth and depth of the training material is appropriate.
Maintenance: Depending on the customer requirements, this may be limited to routine tasks, such as checking fluid levels, changing filters, maintaining belt tension, and checking pulsation damper charge levels. Or it may extend to more specialist pump maintenance tasks, including pump stripdowns, internal inspections, fault finding, repairs, and routine major servicing.

DAC Worldwide’s Surge Suppressor Model (295-403) depicts a high-fidelity, precision to-scale model of a pulsation damper, otherwise known as a surge absorber. The industrial model supports training in the operation and maintenance of mud pumps, and mud pumping systems found within oilfield facilities and other applications incorporating large reciprocating pumps.
Learners will explore design, construction, operation, and control of surge suppressors using these learning tools. The model features a clear acrylic shell, component cutaways, color coding, and realistic detail, which combine to make this a useful tool in both operations and maintenance training.
The construction of this realistic mechanical model is based on a variety of well-known pulsation dampener. Based on a unit manufactured by Hydril Corporation, this training aid is a complete to-scale replication of one of the most common dampeners in use today. Molded from urethane plastics using silicone rubber molds, all salient and important equipment details are shown and enhanced.
Its convenient size, detail, color-coding, and multiple cutaways combine to allow the device to be useful in courses covering surge suppressors, flexible diaphragm stabilizers, valve guards, and much more. This teaching aid complements courses in oilfield production activities, oil & gas production operations, and maintenance training.
This Surge Suppressor Model features a clear acrylic, 4.5-inch diameter shell, including a 120-degree sectioned area, that allows complete visibility of both internal and external components. To ensure an ideal training experience, the model also includes a durable PVC base, with provisions for tabletop mounting. All of the construction throughout the model is to-scale, and the perfect 3-dimensional solution for study, promotion, and training.
The Surge Suppressor Model is only one of DAC Worldwide’s expansive mechanical training models and cutaways, which includes a Gas Turbine Model (295-301), a Pumpjack Package Model (295-408), a Composite Crude Oil Desalter Training Model (295-501), and many more!

Cavitation is an undesirable condition that reduces pump efficiency and leads to excessive wear and damage to pump components. Factors that can contribute to cavitation, such as fluid velocity and pressure, can sometimes be attributed to an inadequate mud system design and/or the diminishing performance of the mud pump’s feed system.
Although cavitation is avoidable, without proper inspection of the feed system, it can accelerate the wear of fluid end parts. Over time, cavitation can also lead to expensive maintenance issues and a potentially catastrophic failure.
When a mud pump has entered full cavitation, rig crews and field service technicians will see the equipment shaking and hear the pump “knocking,” which typically sounds like marbles and stones being thrown around inside the equipment. However, the process of cavitation starts long before audible signs reveal themselves – hence the name “the silent killer.”
Mild cavitation begins to occur when the mud pump is starved for fluid. While the pump itself may not be making noise, damage is still being done to the internal components of the fluid end. In the early stages, cavitation can damage a pump’s module, piston and valve assembly.
The imperceptible but intense shock waves generated by cavitation travel directly from the fluid end to the pump’s power end, causing premature vibrational damage to the crosshead slides. The vibrations are then passed onto the shaft, bull gear and into the main bearings.
If not corrected, the vibrations caused by cavitation will work their way directly to critical power end components, which will result in the premature failure of the mud pump. A busted mud pump means expensive downtime and repair costs.
To stop cavitation before it starts, install and tune high-speed pressure sensors on the mud suction line set to sound an alarm if the pressure falls below 30 psi.
Although the pump may not be knocking loudly when cavitation first presents, regular inspections by a properly trained field technician may be able to detect moderate vibrations and slight knocking sounds.
Gardner Denver offers Pump University, a mobile classroom that travels to facilities and/or drilling rigs and trains rig crews on best practices for pumping equipment maintenance.
Program participants have found that, by improving their maintenance skills, they have extended the life of fluid end expendables on their sites. They have also reported decreases in both production and repair costs, as well as reductions in workplace hazards.
Severe cavitation will drastically decrease module life and will eventually lead to catastrophic pump failure. Along with downtime and repair costs, the failure of the drilling pump can also cause damage to the suction and discharge piping.
When a mud pump has entered full cavitation, rig crews and field service technicians will see the equipment shaking and hear the pump ‘knocking’… However, the process of cavitation starts long before audible signs reveal themselves – hence the name ‘the silent killer.’In 2017, a leading North American drilling contractor was encountering chronic mud system issues on multiple rigs. The contractor engaged in more than 25 premature module washes in one year and suffered a major power-end failure.
Gardner Denver’s engineering team spent time on the contractor’s rigs, observing the pumps during operation and surveying the mud system’s design and configuration.
The engineering team discovered that the suction systems were undersized, feed lines were too small and there was no dampening on the suction side of the pump.
There were also issues with feed line maintenance – lines weren’t cleaned out on a regular basis, resulting in solids from the fluid forming a thick cake on the bottom of the pipe, which further reduced its diameter.
Following the implementation of these recommendations, the contractor saw significant performance improvements from the drilling pumps. Consumables life was extended significantly, and module washes were reduced by nearly 85%.
Although pump age does not affect its susceptibility to cavitation, the age of the rig can. An older rig’s mud systems may not be equipped for the way pumps are run today – at maximum horsepower.
![]()
The fluid end of a duplex or triplex pump offers hundreds of opportunities for error. The results of an error in such a high-pressure system can mean (1) expensive downtime on the pump and maybe the entire rig, (2) expensive repair-replacement, and (3) possible injury or death of a crewman or a company man. Under the laws of nature, pump pistons and liners will wear, and there will be some corrosion and metallurgical imperfections, but the majority of pump failures are manmade. Theoretically, thorough training and retraining should avoid most mud pump problems. Realistically, a critical failure analysis during repair will be necessary to determine how to correct the failure. Telltale signs of trouble are distortion of piston rods, frayed piston polymer, discoloration, odor, hard-to-remove piston, rod cracks, pitting, total fracture, valve seat wear, and unsuitable external appearance.

Titan Oil Tools offers high quality mud pump expendables and mud pump replacement parts for the wide variety of mud pumps, centrifugal pumps found on the world market today. These quality pump parts offer great performance and our pricing will save you money.
We are your oilfield supplier of choice for mud pump spares and mud pump parts: mud pump piston liners and pistons. All mud pump parts can be sourced for fast delivery; Come to us for mud pump liners, pistons, piston rods and parts, pony rods, threaded rings and caps,and more. Try us for duplex and triples pump spares and duplex and triplex mud pump parts, and also valve parts like valve seats. gland nut, and mud pump gaskets.
Mud pump liners may come in chrome, alumina ceramic and zirconia ceramic. Chrome liners and alumina ceramic liners are less costly, their cost of replacement over one year as the chart below shows, is much more than zirconia ceramic liners.
The table below shows a Mud Pump Liner Cost of Ownership which shows a reasonable cost comparison for a rig in continuous service for 36 months. This of course does not include the high cost of maintenance downtime and the cost of labor.
The prices below are based on cost/cylinder. Savings increase when you add up the number of pump cylinders on your rigs and extend the savings to understand the big difference it can make for your budget.

Recognize the electrical, mechanical and environmental safety hazards associated with fire pumps as well as the proper personal protective equipment (PPE) that may be required

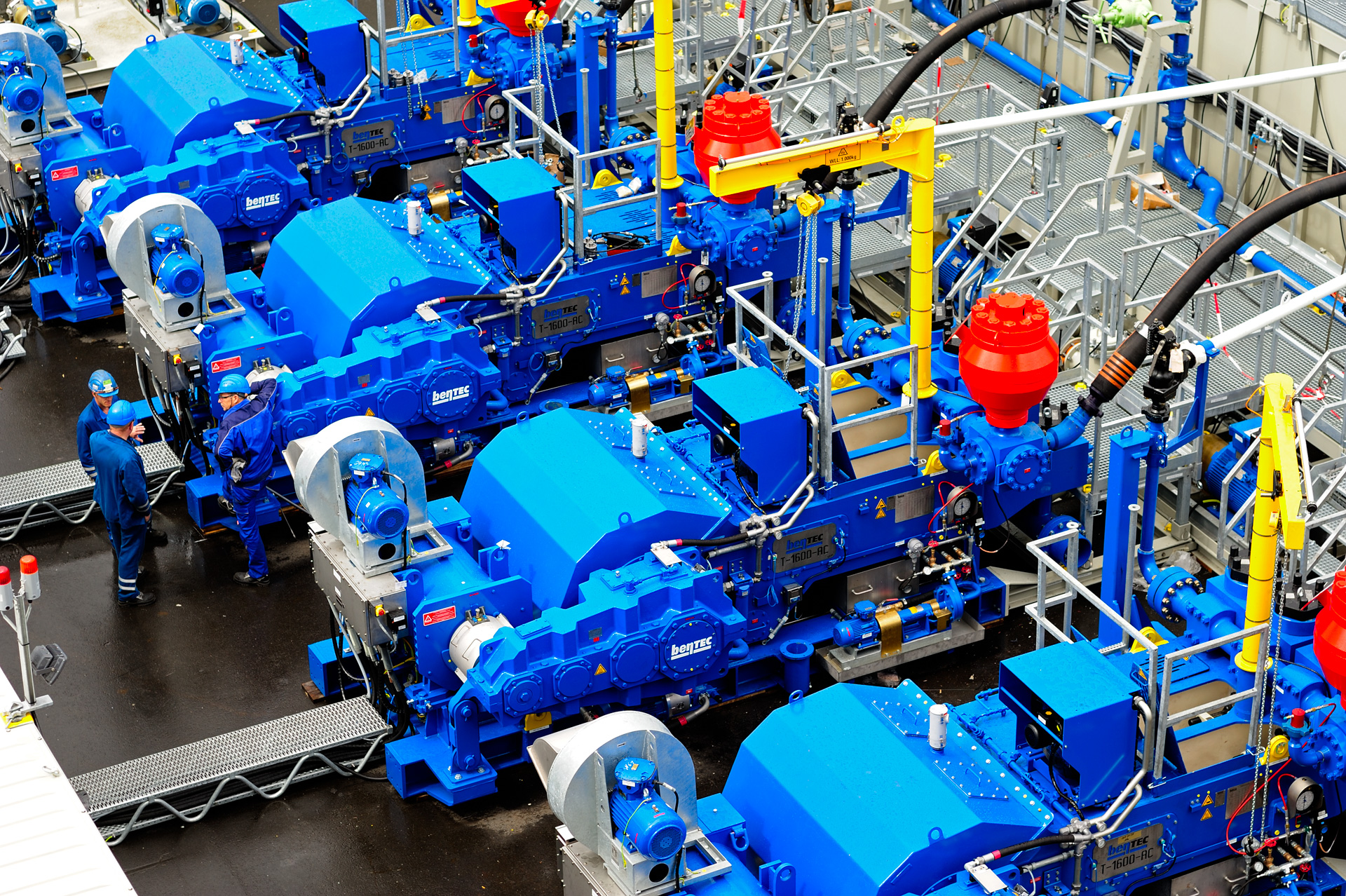
Bentec completely redeveloped the concept of Mud Pumps. Being equipped with a direct-driven gearbox, an own developed motor, and a state-of-the-art pump housing, there is no need for an internal gear coming with many disadvantages and no more belt tensioning.
Bentec Mud Pumps are light weight and have a small footprint. The AC-powered motor is top or rear mounted – suitable for any drilling rig arrangement. The pump is available with 5 000 or 7 500 psi fluid ends, and all its parts that are subject to wear and tear meet API standards and are available worldwide.
A handling crane makes it easy to handle the fluid end components. Furthermore, Bentec uses a patented liner and valve clamping technology to reduce the maintenance time significantly. A quick-change liner and piston system serves for easy maintenance. A special feature of the Bentec MUD PUMP is the side-mounted gear drive.
Liner cooling and gear oiler systems are included; a supercharge pump and a noise reduction package can be installed upon request. The Bentec MUD PUMP is the right choice especially when it comes to noise-sensitive environments such offshore or densely populated environments.
Beyond the supply of Mud Pumps, Bentec acts as system supplier. The pumps can be delivered together with a Bentec Power Control System and a Bentec Soft Pump System.

Predictronics" solution predicted mud pump seal failure at least one day in advance, allowing for proactive maintenance. This helped the company prevent unscheduled downtime and avoid hazardous leak events, which cost the business productivity, money and resources.
A global oil and gas contractor with a specialty in automated drilling equipment and rig components was looking to develop and validate health monitoring methods with the induced fault data collected on their test rig and use this knowledge to apply a health monitoring approach to their mud pumps in the field. At the time, the contractor was experiencing mud pump leak events, which are not only dangerous, but also environmentally hazardous. In addition, there was a need to distinguish between anomalies due to actual leak events and anomalies caused by sensor issues.
The customer provided Predictronics with data collected over the course of a year from test bed data sets and sensors located on the piston, suction and discharge sections of two pumps in the field. Predictronics team members utilized their experience in industrial applications and expertise in vibration-based analysis to pull crucial features from the provided data by considering vibration patterns in the frequency and time-frequency domain. These features were integral to the development of health assessment models. The models then helped determine key indicators of pump seal failure, as well as establish the accuracy and necessity of the utilized sensors.
From Predictronics’ analysis, the contractor was able to ascertain the best sensor locations and identify possible sensor health issues that could occur in the field. The health and prediction models developed by Predictronics enabled the customer to predict mud pump failure at least one day in advance, allowing for proactive maintenance. This maintenance prevents hazardous leak events and unscheduled downtime, which cost the company productivity, money and resources.



 8613371530291
8613371530291