
mud pump module inspection price

Cavitation is an undesirable condition that reduces pump efficiency and leads to excessive wear and damage to pump components. Factors that can contribute to cavitation, such as fluid velocity and pressure, can sometimes be attributed to an inadequate mud system design and/or the diminishing performance of the mud pump’s feed system.
Although cavitation is avoidable, without proper inspection of the feed system, it can accelerate the wear of fluid end parts. Over time, cavitation can also lead to expensive maintenance issues and a potentially catastrophic failure.
When a mud pump has entered full cavitation, rig crews and field service technicians will see the equipment shaking and hear the pump “knocking,” which typically sounds like marbles and stones being thrown around inside the equipment. However, the process of cavitation starts long before audible signs reveal themselves – hence the name “the silent killer.”
Mild cavitation begins to occur when the mud pump is starved for fluid. While the pump itself may not be making noise, damage is still being done to the internal components of the fluid end. In the early stages, cavitation can damage a pump’s module, piston and valve assembly.
The imperceptible but intense shock waves generated by cavitation travel directly from the fluid end to the pump’s power end, causing premature vibrational damage to the crosshead slides. The vibrations are then passed onto the shaft, bull gear and into the main bearings.
If not corrected, the vibrations caused by cavitation will work their way directly to critical power end components, which will result in the premature failure of the mud pump. A busted mud pump means expensive downtime and repair costs.
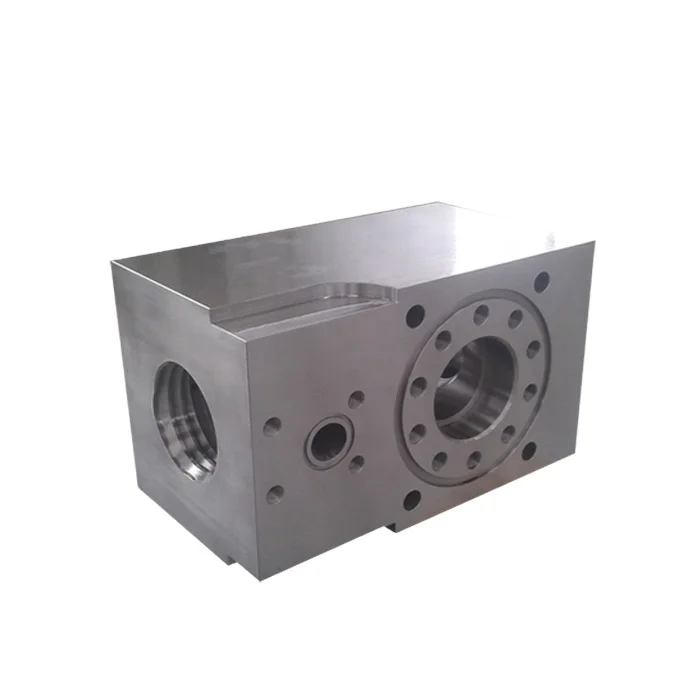
As illustrated in Figures 1 and 2, cavitation causes numerous pits to form on the module’s internal surface. Typically, cavitation pits create a stress concentration, which can reduce the module’s fatigue life.
Washouts are one of the leading causes of module failure and take place when the high-pressure fluid cuts through the module’s surface and damages a sealing surface. These unexpected failures are expensive and can lead to a minimum of eight hours of rig downtime for module replacement.
To stop cavitation before it starts, install and tune high-speed pressure sensors on the mud suction line set to sound an alarm if the pressure falls below 30 psi.
Accelerometers can also be used to detect slight changes in module performance and can be an effective early warning system for cavitation prevention.
Although the pump may not be knocking loudly when cavitation first presents, regular inspections by a properly trained field technician may be able to detect moderate vibrations and slight knocking sounds.
Gardner Denver offers Pump University, a mobile classroom that travels to facilities and/or drilling rigs and trains rig crews on best practices for pumping equipment maintenance.
Severe cavitation will drastically decrease module life and will eventually lead to catastrophic pump failure. Along with downtime and repair costs, the failure of the drilling pump can also cause damage to the suction and discharge piping.
When a mud pump has entered full cavitation, rig crews and field service technicians will see the equipment shaking and hear the pump ‘knocking’… However, the process of cavitation starts long before audible signs reveal themselves – hence the name ‘the silent killer.’In 2017, a leading North American drilling contractor was encountering chronic mud system issues on multiple rigs. The contractor engaged in more than 25 premature module washes in one year and suffered a major power-end failure.
Gardner Denver’s engineering team spent time on the contractor’s rigs, observing the pumps during operation and surveying the mud system’s design and configuration.
The engineering team discovered that the suction systems were undersized, feed lines were too small and there was no dampening on the suction side of the pump.
Following the implementation of these recommendations, the contractor saw significant performance improvements from the drilling pumps. Consumables life was extended significantly, and module washes were reduced by nearly 85%.
Although pump age does not affect its susceptibility to cavitation, the age of the rig can. An older rig’s mud systems may not be equipped for the way pumps are run today – at maximum horsepower.
Explore a wide variety of mud pump modules on Alibaba.com and enjoy exquisite deals. The machines help maintain drilling mud circulation throughout the project. There are many models and brands available, each with outstanding value. These mud pump modules are efficient, durable, and completely waterproof. They are designed to lift water and mud with efficiency without using much energy or taking a lot of space.
The primary advantage of these mud pump modules is that they can raise water from greater depths. With the fast-changing technology, purchase machines that come with the best technology for optimum results. They should be well adapted to the overall configuration of the installation to perform various operations. Hence, quality products are needed for more efficiency and enjoyment of the machines" full life expectancy.
Alibaba.com offers a wide selection of products with innovative features. The products are designed for a wide range of flow rates that differ by brand. They provide cost-effective options catering to different consumer needs. When choosing the right mud pump modules for the drilling project, consider factors such as size, shape, and machine cost. More powerful tools are needed when dealing with large projects such as agriculture or irrigation.
Alibaba.com provides a wide range of mud pump modules to suit different tastes and budgets. The site has a large assortment of products from major suppliers on the market. The products are made of durable materials to avoid corrosion and premature wear during operations. The range of products and brands on the site assures quality and good value for money.

Explore a wide variety of mud pump module on Alibaba.com and enjoy exquisite deals. The machines help maintain drilling mud circulation throughout the project. There are many models and brands available, each with outstanding value. These mud pump module are efficient, durable, and completely waterproof. They are designed to lift water and mud with efficiency without using much energy or taking a lot of space.
The primary advantage of these mud pump module is that they can raise water from greater depths. With the fast-changing technology, purchase machines that come with the best technology for optimum results. They should be well adapted to the overall configuration of the installation to perform various operations. Hence, quality products are needed for more efficiency and enjoyment of the machines" full life expectancy.
Alibaba.com offers a wide selection of products with innovative features. The products are designed for a wide range of flow rates that differ by brand. They provide cost-effective options catering to different consumer needs. When choosing the right mud pump module for the drilling project, consider factors such as size, shape, and machine cost. More powerful tools are needed when dealing with large projects such as agriculture or irrigation.
Alibaba.com provides a wide range of mud pump module to suit different tastes and budgets. The site has a large assortment of products from major suppliers on the market. The products are made of durable materials to avoid corrosion and premature wear during operations. The range of products and brands on the site assures quality and good value for money.

Southwest’s Field Service Team is committed to providing customers with highly-trained personnel who can thoroughly inspect Mud Pumps and troubleshoot equipment issues. Our services are designed to provide customers with valuable information about their mud pump, along with providing cost-effective solutions to keep your equipment running trouble-free.
OEM trained technicians provide installation of fluid end modules ensuring equipment meets OEM standards and is aligned properly to reduce consumption of mud pump wear parts.
Drastically reduce mud pump equipment outages by installing a hydraulic liner retention system. This system decreases liner change-out time from hours to minutes.
Inspections allow you to address problems and issues before a failure occurs. Additional performance enhancements can also be achieved with our laser alignment pump service and customizable preventative maintenance program.
The system is lightweight and suitcase portable, thus eliminating the cumbersome and difficult-to-transport systems of the past. In addition, the Zero-N Laser Alignment system is a non-intrusive service requiring the removal of only the piston rod which allows for much quicker service and less downtime on the pump. Alignment inspections are performed worldwide by Southwest Oilfield trained service technicians.

During the production cycle, theseFluid Ends have strict non-destructive testing, as ultrasound inspections and penetrant tests to ensure the ultimate suitability.

YINDA offers a complete line of accessories for OEM fluid end modules, CNC machining makes these accessories uniformly dimensional and interchangeable with OEM.
For maximum performance and durability, our modules are made from individually forged, heat-treated alloy steel and feature an API 7 valve assembly for improved flow. Our L-shaped design features bore-seal technology for improved seal performance in higher pressures and is compatible with numerous “F-Series” drilling pumps including Honghua®, Bomco® Rongsheng®, Workforce® and other similar designs.

For maximum performance and durability, our modules are made from individually forged, heat-treated alloy steel and feature an API 7 valve assembly for improved flow. Our L-shaped design features bore-seal technology for improved seal performance in higher pressures and is compatible with numerous “F-Series” drilling pumps including Honghua®, Bomco® Rongsheng®, Workforce® and other similar designs.
YINDA offers a complete line of accessories for OEM fluid end modules, CNC machining makes these accessories uniformly dimensional and interchangeable with OEM.
YINDA offers a complete line of accessories for OEM fluid end modules, CNC machining makes these accessories uniformly dimensional and interchangeable with OEM.
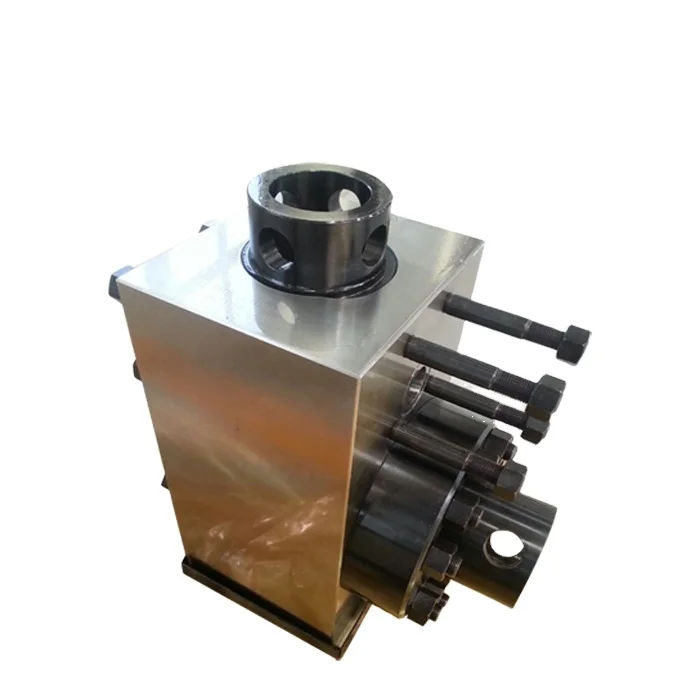
You are viewing three (3) fully reconditioned National Oilwell 12P160 Triplex Mud Pumps for sale by Pickett Oilfield, LLC. These National 12-P-160 Mud Pumps are Rebuilt and Ready to go to work.
Some refurbishments include: Fully reconditioned mud pump assembly. Pinion shaft assembly complete with new SKF bearings and new seals. Pump internals painted with Oil Resistant 2 Part epoxy Jotun Tank guard. MPI inspection of all critical areas of pump frame. MPI of all load path components of Crankshaft and Pinion shaft assemblies, and all new Southwest Premium “L” Shape 6,000 psi Fluid End Modules. A full Data Pack with all dimensional control & MPI reports will be furnished.
Warranty on National 12-P-160 Triplex Mud Pumps: All new parts fitted come with a 12 month warranty or such as offered by the part manufacturer; The refurbished GE-752 traction motors come with an 18 month warranty.
Pickett Oilfield, LLC offers prospective buyers an extensive selection of quality new, used, and refurbished Oilfield Drilling Equipment at competitive prices, including Triplex Mud pumps.
.jpg)
GPM International is a supplier of durable oilfield replacement parts for a wide variety of drilling mud pumps. Inventory products including mud pump fluid end parts, handling tool, etc. All of our products are fully exchangeable with O.E.M. standards.
All GPM products are API specification certified. All products will go through quality inspection at our manufacture facility as well as at our headquarters to assure our customer get qualified products.

Deploying an embedded system with that could be retrofitted onto existing pumps, to monitor and analyze mud pump vibrations. helped reduce human exposure to hazardous environments.
As an integral part of onshore and offshore drilling, mud pumps circulate drilling fluids to facilitate drilling oil and natural gas wells. Mud pumps stabilize pressure and support the well during the drilling process and drilling fluids provide friction reduction and a means to remove cuttings. We created a leak detection system for hex pumps. The hex mud pump (see Figure 1) has six pistons, six suction valves, and six discharge valves. The six pistons are driven by a rotating, asymmetric cam. We designed a patented leakage system based on CompactRIO in house. The system monitors the suction and discharge valves using accelerometers.
The Case for an Automated Monitoring SystemValve leaks in piston pumps are often discovered at a late stage when the leaks are so severe that they induce large discharge pressure fluctuations and create washout damages. When a severe leak is detected, we localize it manually by listening to the fluid modules while the pump is running, but it is difficult to uniquely localize the leak and distinguish between a suction valve leak and a discharge valve leak.
Human exposure to hazards is the main disadvantage of manual detection, verification, and localization. Mud pumps convert large amounts of power and often output high pressures up to 350 Bar discharge. Additional equipment in pump rooms also generates high acoustic noise pressure levels that can exceed 100 dBA and cause health and hearing damage if humans are not correctly protected (see Figure 2).
Discovering the Vibration MethodDuring a vibration monitoring project for hex pumps, we discovered the possibility of detecting leaks using accelerometers. We recorded vibrations at different locations, both on the pump and on the discharge line, along with suction pressure, discharge pressure, and pump speeds for different pump conditions. We used a 20 kHz sampling frequency and recorded 5-second snapshots with intervals of a few minutes. On one occasion, the vibration signature significantly changed during a 15 minute period. We soon realized the spot was a growing valve leak.
Leak Detection SystemBased on that encouraging experience, we wanted to include this condition-based maintenance system as a standard feature on all hex pumps. We developed the system as a stand-alone module to add to the existing hex pump control system (see Figure 4). Slightly simplified, it consists of the following components: accelerometers (one per valve block), a proximity sensor picking up pump speed and phase, a discharge pressure sensor, an embedded monitoring system (CompactRIO with NI 9234 acquisition modules for powering the accelerometers and acquiring high frequency data), signal processing software and alarm logics implemented using LabVIEW software running on the CompactRIO monitoring system, and an HMI user interface developed in LabVIEW.
The default sampling frequency of the signals is 25 kHz, but the system can handle higher rates if necessary. The bandpass filter is optional, but experience shows that it improves contrast and detection sensitivity. Signal strength normalization by the median vibration level makes the detection nearly independent of the inherent ambient vibrations, which increase rapidly with increasing pump speed and discharge pressure. The last requirement, that the detected leaks last for a set time, eliminates erratic alarms caused by debris or large particles that can cause temporary seal malfunction.
Figure 5 shows a 1.5 second snapshot of the vibration signatures after a severe leak developed in the D3 valve. It shows the filtered vibration signals from all six accelerometers during a 1.5 second snapshot. Acceleration signal 3 has enhanced noise amplitude during the D3 phase. A closer look at the other signals reveals that the leak induced vibrations are transferred to the other accelerometers during the same time intervals. However, the vibration transfer is relatively low, actually less that -20 dB for neighboring valve blocks and even less for the other blocks, so vibration transfer is not a serious problem in hex pumps.
CompactRIO and LabVIEW proved to be fast tools for prototyping our system and gave us an embedded deployment system that we can reliably retrofit to existing pumps. In comparison to other leak detection methods, which are based on analyzing discharge pressure, we found our vibration-based methods to be more robust and reliable, especially when it comes to localizing a leak. Our studies show that an alternative method can be applied for shaft-driven piston pumps having either an integrated valve block or split blocks with a high vibration transfer. Leak localization for this kind of pump is mainly based on the phase of the pulsating vibration level. We can use it to localize one dominating leaky valve at a time.



 8613371530291
8613371530291