
mud pump preventive maintenance for sale

Distributor of engineered fluid handling pumps, packaged pumping systems, repairs, parts, & integrated pump control systems. Mud pumps, chiller/condenser pumps, plumbing pumps, boiler feed systems, in-line circulators, condensate systems, sump & sewage pumps, end suction pumps, submersible sump & sewage, non-clogs & grinders, self primers, packaged lift stations, variable speed pump systems, metering pumps, chemical injection systems, chemical mixing systems, peristaltic pumps for chemical feed, high viscous & shear sensitive fluids, self primers, stainless steel, trash pumps, hot oil pumps, vertical turbine pumps, sanitary pumps, marine pumps, industrial pumps, ANSI end suction, vertical cantilever, double suction, non-clogs, progressive cavity pumps, helical gear pumps, well pumps, lab pumps, hose pumps, control valves, check valves, air release valves, tanks, pressure vessels.

Mud Pumps come in both electric and gas / diesel engine drive along with air motors. Most of these pumps for mud, trash and sludge or other high solids content liquid dewatering, honey wagon and pumper trucks. Slurry and mud pumps are often diaphragm type pumps but also include centrifugal trash and submersible non-clog styles.
WARNING: Do not use in explosive atmosphere or for pumping volatile flammable liquids. Do not throttle or restrict the discharge. Recommend short lengths of discharge hose since a diaphragm mud pump is a positive displacement type and they are not built with relief valves.

We are the original designers and manufacturers of the MudMaster MM420DT and MM435DT mud pumps. For over 35 years, we have built and supported the best pump packages in the industry. With over 1,000 units in service, you are assured of a quality product and after-sales support.
Standard build includes TEFC motor. “Explosion proof” motors are also available. This belt driven unit is easily adjusted and permanently aligned. The triplex piston type pump is simple, rugged and reliable. 50 Hz or 60 Hz motors are available at any common three-phase voltage input. A preset, adjustable pressure relief valve is standard equipment.
Rating is 25 US gpm (95 L) with disc type valves or 20 US gpm (76 L) with ball valves. Disc valves are intended for use with clean fluids and ball valves are suited to drilling mud solutions. The pumps are available with optional materials of construction to suit special applications.

Envirep provides excellent service before, during, and after the sale. To maintain and protect your Gorman-Rupp equipment, our Service Department offers Gorman-Rupp preventative maintenance agreements. Regular preventive maintenance will uncover emerging problems and help to avoid costly and inconvenient breakdowns while keeping your pumping system working at peak efficiency.
Our service staff is factory-trained in the operation, maintenance, and troubleshooting of Gorman-Rupp pumping equipment and electrical controls. They are equipped with proper tools and testing instruments and arrive at your site with common replacement parts enabling them to solve potential problems quickly and economically. We will work with you to keep your pumping equipment operating reliably and efficiently.
If you or your customer would be interested in receiving a proposal for a Gorman-Rupp preventative maintenance agreement, please send an email to JPPRICE@Envirep.com
Envirep distributes Gorman-Rupp’s extensive line of products including Self-Priming Pumps, Packaged Wastewater Pumping Systems, Water Booster Stations and Submersible Pumps for the Municipal market. Envirep is a factory-trained, stocking distributor for Gorman-Rupp and provides local support and inventory.
Gorman-Rupp is the industry leader and innovator in high-quality pump design. At Envirep/TLC, we will help you choose the best Gorman-Rupp® pump parts for your needs. Our goal is to provide you with easy to operate, low maintenance pump parts to ensure you are being as cost-effective as possible
Envirep/TLC is an authorized distributor of Gorman-Rupp pump products and we carry a huge inventory of spare parts so our customers receive the best service possible.
When repairing a Gorman-Rupp pump, it is always best to use genuine Gorman-Rupp parts. Gorman-Rupp builds their parts to exact tolerances and exact material specifications. Not having the right part can reduce the service life and affect the pump’s life and efficiency. Only genuine Gorman-Rupp parts can guarantee that your part will fit perfectly, and deliver reliable service for many years.
Envirep/TLC is a leading manufacturer’s representative and service provider for municipal and industrial water and wastewater treatment and pumping systems. We represent manufacturers of quality products, serving Eastern Pennsylvania, Maryland, New Jersey, Delaware, Washington D.C., Northern Virginia, and part of West Virginia.
Envirep’s staff of application engineers and field service technicians have decades of experience in equipment selection, design, and operation and maintenance. We are committed to providing our customers with prompt and professional service. We assist consulting engineers and end-users with technical support, from new plant design and plant upgrades to equipment replacements and service. Our experienced team is here for you, to recommend the right product, part, and service for your application.

{"links":[{"url":"https://www.graco.com/us/en/contractor/solutions/articles/how-to-mix-drywall-mud-for-texture-spraying.html", "anchor_text":"How to Mix Drywall Mud for Texture Spraying"},{"url":"https://www.graco.com/us/en/contractor/products/drywall-finishing-interior-texture/interior-texture-sprayers.html", "anchor_text":"Interior Texture Sprayers"},{"url":"https://www.graco.com/us/en/contractor/products/drywall-finishing-interior-texture/drywall-finishing-tools-accessories.html", "anchor_text":"Drywall Finishing Tools & Accessories"}]}

The best safeguard against unplanned shut-down or system failure is a good preventive maintenance plan. Cat Pumps triplex pump design offers easy maintenance without the use of special tools, making routine maintenance achievable without difficulty. Every installation differs, so a unique maintenance schedule may be required.
The service life of pumps and wear parts vary by application based on duty-cycle, pumped liquid, temperature, inlet conditions, location of installation and system accessories. It is important to monitor the system carefully. At the first sign of low pressure, make a thorough system examination. Low pressure may be caused by system components other than the pump, such as:
Please consult the pump Data Sheet, Service Manual or Service Video to verify service procedures. If no problems are found with the system components, shut the system down and inspect the pump. Check for contamination in valves. Change seals and record hours for your preventive maintenance schedule. Typically valves should be replaced at every other seal replacement.

Pumps are often designed to operate at a single point known as the Best Efficiency Point (BEP). As components begin to wear, a pumps performance begins to decline, with operation away from this point leading to issues such as accelerated bearing or seal wear, vibration, excess temperature rise or cavitation. Quite often declining performance can start gradually, before quickly accelerating until failure if performance issues are not addressed in a timely fashion.
Corrective Maintenance is undertaken when failure has occurred. The unit may be leaking, efficiency reduced, pump stopped or motor tripped, leading to loss of production resulting in an urgent situation where parts must be sourced and fitted quicky.
Preventative Maintenance is inspection and repair scheduled at specific intervals (daily, weekly, monthly, yearly) or based on the number of hours run. Visual inspections are made externally and internally by dismantling the unit, replacing seals such as gaskets and mechanical seals, with pump parts checked for wear.
Differential Pressure:Check the operating pressure by calculating the difference between the inlet and outlet pressure of the pump ensuring it is operating on curve.
The “6 to 1 Rule” discovered by John Day Jr, (Manager of Engineering & Maintenance at Alumax South Carolina stated that the ideal ratio of Proactive Maintenance (PM) to Corrective Maintenance (CM) should be 6 to 1 - 6 PM checks to 1 RM check. If your ratio is below this then according to his theory it is being inspected too infrequently, above and inspections are too frequent.
Although Proactive Maintenance can seem to avoid the urgent costs and downtime associated with reactive maintenance, PM maintenance costs can be high due to the cost of labour in dismantling of complicated designs such as Progressing Cavity, or Triplex Plunger pumps which are often time consuming to maintain with more than one person required to undertake work.
On dismantling units, some seals require replacing regardless of condition, and excess spares can be required in case of gasket entrapment during assembly. Rental of specialist lifting equipment may be required and there can be situations where when inspected, pump parts do not require replacement.
This can be achieved through a monitoring device, where when the right data is collected, pump failure can be anticipated between 3 and 12 months in advance with an 80-95% accuracy.
With the average lead time on DN100 pumps, and units over 5 years old being 3 months or more, it is essential that spares are either on the shelf or failure is anticipated through advance ordering.
There are hazards during any maintenance activity. Always ensure the correct PPE is worn before attempting repair, that sufficient expertise is on hand and chemical data sheets of any fluid being pumped are checked prior to undertaking work. A full risk assessment should be completed in advance.
Hazardous FluidsIrritation, Chemical burns, ignitionEnsure when pump is opened the unit is cool, not pressurized, ignition sources are not present, and any fluids spilt are contained.
If inspection has been neglected for some time, then additional parts may require replacing than had the unit been inspected earlier, with some pump parts becoming beyond economical repair.
Enables planned work to be undertaken during lower activity levels and at lowest cost & risk.Pump has to be crucial within a process or above a certain size for monitoring to be cost effective
Thread Sealant –The use of semi-permanent thread sealant will ensure vitality important threaded fasteners such as bolts or screws on shafts, couplings or pump casings do not self-loosen due to vibration and become disengaged.
Interchangeable Spares –Our range of pumps are modular in design utilizing interchangeable spares, meaning on site stock holding of parts can be reduced by up to 80% further reducing slow moving stock.
Repair & Replace –Choosing to repair an existing pump within a process of vital importance, as well as replace, is a strategy we recommend for maximizing plant efficiencies and reducing downtime. Should unexpected pump failure occur, your process can be restored quickly.
Checklists & Logs –The use of checklists and logs ensures a fully repeatable process ensuring important maintenance intervals are not missed. Logs can provide valuable insight and reveal a pattern before failure occurs enabling easier troubleshooting.
indicates which areas should be checked, but note that a units maintenance routine is dependent on several factors such as hours of operation, duty, aggressiveness of pump medium, rpm of motor, temperature, inlet conditions and location of equipment.

Premium Oilfield Technologies has a team of highly-trained mud pump, handling tool, and valve experts in all of the major U.S. shale areas and the Middle East. In the U.S., these professionals visit each rig every two weeks and help our customers choose the right parts for the drilling conditions and mud mixtures that they are encountering. They know which pistons and valves to recommend for water-based mud versus oil-based mud, or which parts to use in high temperature and high pressure applications. Additives to the drilling mud, such as LCM and acids, will also impact the choice of the ideal piston, liner, or valve.
Our field mechanics and technicians are trained to perform all types of pump and valve maintenance including, but not limited to, pump alignment, periodic maintenance, and equipment change-outs. If a pump is using an unusual amount of spares and expendables, often our technicians can identify adjustments to the pumps that can fix the problem. These experts are available to fly/travel anywhere in the world at short notice.
Premium Oilfield Technologies leads the industry in technology for precise alignment of the power end section of the mud pump and the fluid end section. We use a specially designed laser system for determining alignment, a method far superior and accurate than the traditional method of using uncalibrated wooden rods. Proper alignment of the pump’s crosshead to the fluid end liner is a requirement for maximizing piston and liner life. Our laser alignment inspection system takes the guesswork out of the alignment process by providing results indicating horizontal and vertical offset as well as angular misalignment – down to 0.0001".
One of the key elements to avoiding unplanned downtime is a strong preventative maintenance program supported by thorough inspections. Our Technical Services group offers inspection services as well as assistance with field and shop repairs and upgrades.

Pumps are vital to industries including water treatment and wastewater facilities, power generation, oil and gas, food processing and more. In the oil and gas industry, the uptime of industrial pumps is especially critical. The total world consumption of global petroleum and other liquid fuels averaged 92.30 million barrels per day in 2020, according to the U.S. Energy Information Administration. That total has risen by approximately 5 million in 2021 and will continue to grow in 2022. Any unplanned downtime can impact the ability to meet this growth.
There are three basic types of pumps, and they are classified by how they transport fluid: positive-displacement, centrifugal and axial-flow. Pumps can experience several different types of failures, including cavitation, bearing failures and seal failures, among others. In oil and gas, conditions in which pumps operate are often challenging, dirty and hazardous, resulting in wear and tear. Failure of these pumps not only results in unexpected operation delays and increased costs, but it can lead to dangerous oil and gas leaks, impacting labor safety and the environment. To avoid these unexpected failures, many companies increase preventative maintenance and create aggressive inspection schedules. These practices, however, can sometimes lead to unnecessary part replacement, maintenance costs and labor.
Others may rely on condition-based maintenance, which focuses on maintenance performed after monitoring real-time data and detecting unacceptable condition levels. However, this may not come with the advanced warning needed to prevent impending failure events or avoid downtime. By taking a predictive approach, past maintenance data and current sensor measurements can be used to determine early signs of failure, allowing companies to perform maintenance only at the exact time it is needed.
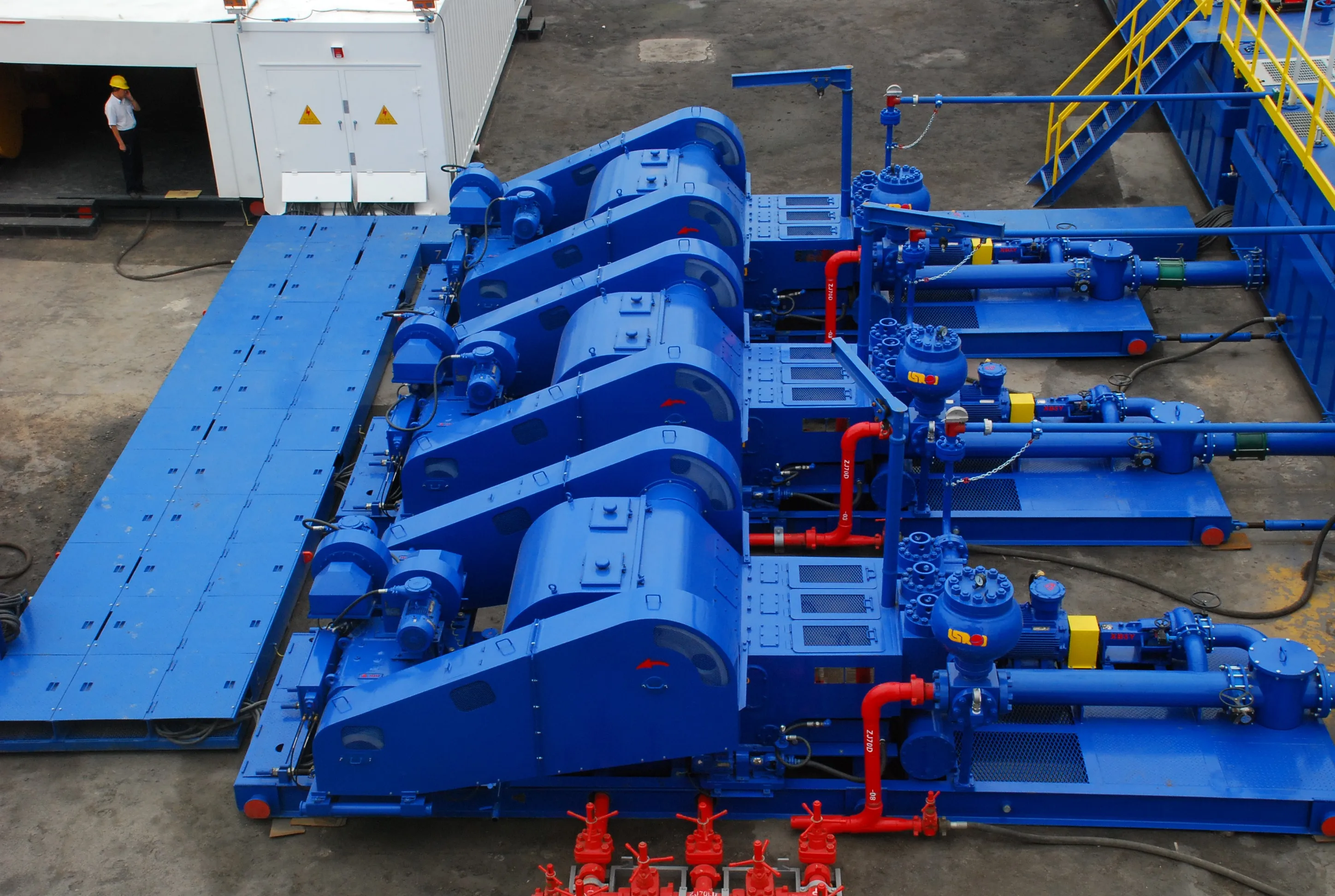
IMAGE 1: An example of a deployed solution for predictive monitoring and failure detection of critical mud pumps in the oil and gas industry. (Images courtesy of Predictronics)
Developing and deploying a predictive maintenance solution for pumps is challenging. It requires a combination of sensing and instrumentation expertise, domain knowledge, and a practical perspective on applying machine learning and analytics for predictive monitoring. The instrumentation aspect is crucial since this data will be analyzed and will serve as the foundation of the actionable information. The decisions made from this information include what maintenance actions are needed and when they should be taken given the current pump health, as well as any trends or patterns that could emerge.
Vibration is typically the most crucial signal to use for monitoring the condition of a pump, but information on the rotating or reciprocating motion is also useful, especially for performing the more advanced signal processing methods. In addition, pressure and flow rate measurements are important for understanding pump operation and providing context for understanding the vibration data. A balance must be struck between the benefit of including these important measurements versus the hardware and implementation costs of doing so. This challenge is especially true for vibration sensors. Domain expertise is needed to place a minimal set of sensors to keep the hardware cost down and monitor the pump properly and accurately.
When handling the analytics, it is challenging to apply machine learning for this application without any domain-specific preprocessing and signal processing steps. Typically, pump failures are rare, so using a supervised machine learning model is not typically practical. Instead, a combination of domain-specific feature extraction methods for the vibration signals coupled with a baseline-based anomaly index machine learning algorithm is a more reasonable approach. The deployment and user interface should be closely aligned with the industrial use case and expected user, as well as the problem being solved. For some applications, it is not feasible to transmit the data to a remote monitoring center or central server, requiring the analytics and deployment to be performed closer to the data source.
A global oil and gas contractor with a specialty in automated drilling equipment and rig components wanted to develop a health monitoring solution for its mud pumps in the field. The contractor wanted to reduce unplanned downtime and unexpected failures. Not only did the company want to prevent these failure events, but they also wanted to distinguish between anomalies caused by maintenance issues and anomalies due to sensor issues.
By working with a predictive analytics company, this client sought to differentiate these anomalies, address the pump failures, and validate the solution by utilizing the induced fault data collected on its test rig.
The user provided the analytics company with a year’s worth of historical data from test bed data sets and sensors on the piston, suction and discharge mechanisms on two pumps in the field. The team of analytics experts was able to pull crucial features from the data by considering vibration patterns in the frequency and time-frequency domain. These features were integral to the development of health assessment models. The models then helped determine key indicators of pump seal failure, as well as establish the accuracy and necessity of the sensors.
By using advanced signal processing and vibration-based pattern recognition, the health monitoring system was able to detect and diagnose pump failures. This solution provided a baseline health assessment, failure identification and pattern recognition diagnosis capabilities.
The predictive analytics company was able to identify potential issues, as well as establish the best locations for sensor placement. The final solution predicted mud pump failure at least one day in advance, providing the data needed to take action and proactively perform maintenance. This approach helped reduce downtime, increase productivity, improve safety and prevent leaks.
Criticality analysis is essential in order to select the pumps for which predictive maintenance solutions can best be applied and to choose a solution that can provide the most value.
After determining the target pumps, the most critical failure modes should be identified, along with any relevant maintenance records for unplanned and planned downtime.
Based on the data and common failure modes, determine sensor placement and what, if any, additional sensors need to be added to the monitored pumps for the predictive solution.
These initial steps are essential when partnering with a technology provider and can help companies develop and adopt a predictive maintenance solution for their pumps that is robust and accurate.

Industrial plants, factories and vessels rely heavily on the reliability of their equipment and machinery; pumps being a core part of this. Downtime of a pump can costly in terms of loss of output and the cost of repairs. Imagine your pump plays a critical role in your production line; it is responsible for dosing a specific quantity of ingredient into a mix. If the pump unexpectedly fails, then the production of the mix comes to a halt. A pump failing on board a ship out at sea can have even worse implications, especially if it one required for the safety or operation of the vessel. Pump maintenance is therefore an integral operation within any plant to limit this costly downtime…
Maintenance is commonly split into two classifications; corrective and preventive maintenance. Corrective maintenance is essentially maintenance that is undertaken to cope with a pump failure that has already occurred. It has to be undertaken as quickly and efficiently as possible to get the installation up and running again with as little impact on operation as possible.
Relying on corrective maintenance however is an issue. It means that maintenance is only carried out once a problem has already arisen rather than preventing the problem from happening in the first place. To avoid downtime caused by unexpected problems with the pump, it is important to introduce a preventive maintenance schedule.
If you have a pump on site and you don’t already have a maintenance programme in place, then your first step should be to make someone responsible for this, maybe your inhouse engineer or operations team. Most pump engineers offer servicing contracts and can carry out any required maintenance then and there. However, it’s good practice to be able to inspect your pump yourself more regularly to catch any issues in between your services.
A pump maintenance programme would generally involve a periodic check of the pump performance, an inspection of the wearing parts and lubrication of bearings and joints. It is good practice to carry out a visual inspection of the pump installation on a daily basis. Spotting an issue early is one of the best methods of trouble shooting and preventing pump breakdown. Most of the things to look out for should be easily visible, these include:Leaks - Check the pump and pipework for any leaks that need to be dealt with, as they will result in reduced performance and loss of pump output as well as mess. Common leaking points are from the stuffing box or the mechanical seals. Mechanical seals are a wearing part and need to be routinely replaced.
Unusual noise -One of the first signs of a problem with your pump is noise. Like anything with a motor, a consistent hum when the pump is running is quite normal. However, abnormally loud noises or a clunking or crunching sound is likely to indicate an issue e.g. worn bearings. A popping sound, particularly if it is near the impeller, could mean the pump is experiencing cavitation which can cause a lot of damage.
Extreme vibration - A properly installed, well working pump should not overly vibrate, and therefore any level of vibration deemed excessive should be investigated. Common causes include impeller imbalance, damage and misalignment of the pump and motor.
Corrosion - Rusting, cracking or discoloration of the pump casing or pipework need to be acted on immediately as these are all signs of corrosion. Corrosion can not only result in pump failure through a weakening of the casing and components, but also contamination of the fluid being pumped.
Overheating - The pump, motor or bearings getting really hot is not something that should be ignored as it always indicates some form of problem. Some explanations may be internal rubbing/wearing of parts, that the wrong power has been put into the pump, the pump has been running against a dead head or that it has been running at a duty it cannot efficiently maintain.
Clogging - The presence of solids can result in the clogging of impellers or valves if the pump is not capable of handling the size of the solids that have attempted to pass through. You will usually notice clogging quite quickly as the pump will not be delivery the same quantities of fluid.
Whilst these are examples of typical daily checks, other checks however are required less regularly. One of the largest causes of pump downtime is pump owners not routinely replacing wearing parts and instead waiting for them to fail before changing them. It is recommended to replace certain components such as the mechanical seals and impellers every 1-2 years to prevent leaking and other issues. Best practice is to hold stock of typical wearing parts on site to prevent any delay in being able to maintain your pump if any components fail.
Just like the below, preventive pump maintenance should to be planned into a periodic maintenance schedule. By setting out when certain tasks should be carried out, maintenance becomes a smoother more efficient process and tasks don"t get "forgotten" about. Not only does it reduce the likelihood of unexpected pump failures and downtime, it also helps to reduce the cost of ownership as replacing wearing parts for example is a much cheaper process than replacing an entire pump.
If you are supplying pump supplies, you can find the most favorable prices at Alibaba.com. Whether you will be working with piston type or diaphragm type systems, reciprocating or centrifugal, Alibaba.com has everything you need. You can also shop for different sizes small mud pump wholesale for your metering applications. If you operate a construction site, then you could need to find some concrete pump solutions that you can find at affordable rates at Alibaba.com. Visit the platform and browse through the collection of submersible and inline pump system, among other replaceable models.
A small mud pump comes in different makes and sizes, and you buy the tool depending on the application. The pump used by a filling station is not the one you use to fill up your tanks. There are high flow rate low pressure systems used to transfer fluids axially. On the other hand, you can go with radial ones dealing with a low flow rate and high-pressure fluid. The mixed flow pump variety combines radial and axial transfer mechanisms and works with medium flow and pressure fluids. Depending on what it will be pumping, you can then choose the small mud pump of choice from the collection at Alibaba.com.
Alibaba.com has been an excellent wholesale supplier of small mud pump for years. The supply consists of a vast number of brands to choose from, comes in different sizes, operations, and power sources. You can get a pump for residential and large commercial applications from the collection. Whether you want a water pump for your home, or run a repair and maintenance business, and need a supply of Small mud pump, you can find the product you want from the vast collection at Alibaba.com.therther it is for refrigeration, air conditioning, transfer, or a simple car wash business, anything you want, Alibaba.com has it.

Prior check to the start of a mud pump for clear water inlet and outlet pipes, buttered front and rear bearings and a filled packing. The China mud pump should be equipped with a high-pressure water pump, which pumps water to the sealing fill with a pressure greater than that of the mud pump. As a protection to the fill, never turn off the water pump while the mud pump is in its working state. Otherwise, the sealing part is of immediate wear.
The service life of the mud pump depends on the clearance between the impeller and the guard plate. An unreasonable clearance is responsible for the vibration and the noise of the pump and the damage of overflowing parts. Therefore, when it comes to the impeller replacement, the clearance shall meet the requirements of the design drawing by adjusting screws on the rear bearing. Take the suction capacity of mud into account for the allowable suction range of the mud pump is determined by water transported.
The Construction Department shall have some professional person responsible for the maintenance and repair of the construction machinery. Regular check and maintenance of the mud pump and other machinery, such as the drilling mud pump parts, are useful for the early detection and a prompt solution.
Pay attention to the size of sediment particles, among which the large ones are prone to wear the vulnerable parts of the China mud pumpsuch as pump shells, bearings, impellers, and so on. Timely maintain the use and replace the damaged. Take advanced anti-wear measures to lengthen the service life of vulnerable parts, which can downturn the cost and up forward the efficiency. Meanwhile, keep backup vulnerable parts in stock in case of unexpected replacement needs.

Reliability and durability are vital when you need oil field well equipment. Turn to MASTER PUMPS & POWER or emergency oil well service and quality products, such as fracking pumps, water transfer pumps, and saltwater disposal equipment,
As an industrial distributor of all types of pumps, blowers, and vacuum equipment, we are able to address all of your oil field well service needs. We have thousands of pumps and equipment in stock. In addition, our team provides quick delivery and emergency services 24 hours a day. When it comes to providing engineering solutions for your fluid movement needs, we are your go-to source.
Contact us for emergency oil field well service when you need repair or maintenance for your pump. We proudly serve customers in Texas, New Mexico, Louisiana, Oklahoma, North Dakota, Colorado, Pennsylvania, Arkansas, W. Virginia, Ohio, Wyoming, and Montana.

Preventive maintenance of a gas station refers to inspection, servicing, and/or replacement activities performed as a part of the scheduled plan rather than waiting for the breakdown to happen and then responding. A professional and experienced company offering fuel pump repair in San Antonio, TX, quickly provides preventive maintenance services.
A successful preventive maintenance program and effective fuel pump repair in San Antonio, TX, offers various benefits to gas station owners. Here are just a few of them. Extends the life of the gas station equipment
Preventive Maintenance Checklist for Your Gas Station Fuel Dispensers - It is crucial that each fuel dispenser is tested regularly for operational issues, especially the emergency stop. The hoses should be free from cracks or any leakages. If there is any defect with the hoses, they need to be replaced immediately. The preset button of the fuel dispenser is also inspected carefully to ensure that the proper quantity of fuel can be selected and dispensed.
Line & Leak Testing - The pipes are an important part of the fueling equipment at your gas station.Proper maintenance of your entire system is essential and undetected leaks can be catastrophic not only to your business but also to the environment. Any possible leakage can be detected during line & leak testing and issues can be rectified before any potential hazard.
Fuel pump calibration - Fuel pump repair in San Antonio, TX, also involves fuel pump calibration. Proper calibration of fuel pumps is vital to ensure customer satisfaction and also to prevent any possible errors related to fuel dispensing. Without fuel pump calibration, your gas station can incur heavy fuel losses due to dispensing higher fuel to the customers or even fuel losses caused due to leakage.
Although preventative maintenance and fuel pump repair in San Antonio, TX, may seem quite complex, a professional and expert company can get the job done hassle-free without affecting the functioning of your gas station. Fuel pump repair in San Antonio, TX, is your way of showing love, care, and affection towards your gas station, which has served you without expecting anything in return.
PumpTex, Inc. was founded in 1997 in the back of a garage with the dream of bringing a new level of customer service to the retail petroleum service industry. Over the years, we have grown to become a valuable resource to our customers. Many consider us to be the first responders of the retail petroleum service industry! 888-906-PUMP (7867)

Maintaining /monitoring the mud pumps and mud pits during operations. Notifying the Driller immediately of any unexplained pit level increases/decreases Verify and record drilling fluid properties at ...
Perform daily inspections and maintenance on electrical equipment. Comply with the permit to work and isolation systems. Carry out periodic maintenance according to the guidelines Maintain, troubleshoot ...
Assist internal and external customers with troubleshooting of Rig Equipment (Top Drive, Catwalk, Wrench, Drawworks, VFDs, Generators, Mud Pumps, BOP) Expeditiously work to troubleshoot and resolve downtime ...
Assist higher level technicians, as well as work independently with minimal supervision. Promote a safe and quality environment in which to work Perform preventative maintenance requirements and maintain ...

Arun Chandrasekaran, Adam Avey and Corey Philipp, GD Energy Products, highlight the hidden cost of neglecting preventative maintenance of a pump’s power end.
Anyone with a vested interest in pressure pumping spends considerable time ensuring their pumps run efficiently with no unexpected downtime. A pump that is sitting in the repair shop is a harbinger of non-productive time, spiralling costs and operational headaches all-round. Since the repairs that are typically necessary on the power end component of the pump cannot usually be completed overnight, once a failure of a power end has occurred it can take several weeks to get a pump up and running again.
A frac pump is composed of a power end and a fluid end. The fluid end is the high pressure component of the pump that takes fluid into a chamber at low pressure and discharges it at higher pressure. As such, the fluid end is usually the component that receives frequent services in the field in-between frac stages. During preventive maintenance, the fluid end is periodically opened up to change wear components in order to keep it running efficiently. Conversely, the power end is the component that drives all the moving parts required to create the pressure in the fluid end. The moving components of a power end are contained within an enclosed steel frame and include a crankshaft, crossheads and connecting rods, similar to the rotating and reciprocating components found inside a car engine, but on a much larger scale. Unlike the fluid end, the power end rarely gets opened and serviced in the field. To run the pump, a driveshaft is hooked up to the power end from the transmission, which is turned by a diesel engine. The diesel engine and the transmission, at a certain gear, turn the power end. The power end turns the crankshaft and the connecting rod assembly, which moves the plungers to create the pressure in the fluid end. Ultimately, the goal for a pressure pumping company is to keep turning the power end and to keep the pump running.
Unfortunately, since the power end is not inspected periodically, the rate of unexpected failures for this component is rising. If a component is only looked at once a strange noise or even smoke is being emitted from it, the chances are that it is already too late to intervene to prevent significant damage to the power end. At this point, the only option would be to take it offline and send it to the repair shop. Typically, when a pressure pumping company goes to a site to perform a fracturing job, they will take some additional pumps with them. These extra pumps could be sitting idle, to serve as backup in case any of the major components, including the power end, breaks down unexpectedly. If customers are able to keep a good maintenance record, or perform preventative maintenance on the power end, they will only need to carry the pumps they require, resulting in lower operating costs and increased efficiency.
GD Energy Products helps pressure pumping customers actively maintain their equipment. By developing preventative maintenance plans for power ends, customers can better understand what to inspect for in the power end after set time intervals and take a proactive approach in replacing wear components as needed to prevent any unexpected downtime. This will also help to prevent catastrophic failures, which often results in very expensive repairs.
Pressure pumping companies should consider the following power end characteristics when developing a preventive maintenance plan. The company has helped customers in developing a maintenance plan specific to their operations and duty cycles.
As explained, the harder and longer a pump is run for, the sooner the bearings will wear out and need to be changed as part of a preventative maintenance cycle. ‘Duty cycle’ is a term used to characterise how hard a pump has been run and for how long. Duty cycle is determined by RL and ‘speed’ – that is how fast the pump is being run, and ‘time,’ meaning the number of pump cycles or run time. Preventative maintenance plans can be developed based on duty cycle. In the US, each different operating area/shale basin has different pressures that pumps are required to pump at. This can drastically change the required preventative maintenance intervals. Customers can provide a record of duty cycles and operating conditions in their area of interest and a preventative maintenance plan can be designed around those.
The company has performed studies to correlate improper mounting to the performance of the load-bearing components. Since the frame houses all the critical components and there are installed running clearances between the frame and the bearing components, stress from any unnecessary twist in the frame is transmitted to the bearing components. Results from studies showed pumps that were not mounted appropriately were subjecting the bearing components to additional stresses and even creating the potential for excess heat generation due to reducing clearances of bearing components below their minimum tolerance. It is recommended to place the pump on the skid and use shims to level the pump before it is bolted to the skid. As part of the preventive maintenance plan, all mounting bolts must be checked periodically for tightness and replaced as necessary.
Stroke length is a pump characteristic that is specific to each pump model and cannot be altered. It denotes the distance the plunger strokes for each revolution of the crankshaft. For each stroke of the plunger, a specific volume of fluid is displaced and the output volume can be increased or decreased by varying pump speed. This is a key piece of information for customers, as there are many pumps available with varying stroke lengths. When looking for a specific flow rate out of these pumps, the pumps must be operated at varying speeds to provide a uniform flow output. A longer stroke pump needs to be run slower than a short stroke pump in order to output the same flow rate.
However, it is important to remember that when pumps are run faster, they are accumulating fatigue cycles at a more rapid pace. Pump components are constructed with steel. By its very nature, at some point steel will reach its fatigue limit and start to develop a failure mode. How quickly it takes to reach the ultimate fatigue limit determines the life of the component. Ideally, pressure pumping companies operate their frac units at an optimal speed that does not result in too much load for the engine, transmission or pump. Overall, fatigue plays a major role in pump failure. Overall usable life of any component can be increased by managing accumulation of fatigue cycles more efficiently.
All power ends manufactured by the company are run through an extensive factory acceptance test where they are tested at their operating limits and have the temperatures of their critical components monitored prior to shipping to the customer to ensure the pump is receiving proper lubrication and ready for operation.
In April 2018, a pressure pumping company using GD Energy Products C-2500 pumps experienced several power end failures across their fleets due to overheating of internal power end components. In an effort to understand and further investigate the actual root cause of the failures, a frac unit from the same fleet was tested at GD Energy Products’ Fort Worth facility in Texas, US. Pressure gauges and flow meters were systematically installed at various locations in the lube system to better understand the system dynamics at various pump load conditions.
The unit was first operated as received, with the exception of the installation of the instrumentation. The power end oil was replaced with clean ISO 220 oil, as per the equipment manufacturer’s specification, and the oil filter was changed before operation. Significant issues were found with the amount of oil shown to be flowing through the gear pump relief line, as well as in the gear pump suction line. Additionally, the pressure relief valve at the power end was not adjusted correctly to maintain adequate (≥100 psi) pressure throughout the installed oil’s temperature/viscosity range. The decision was made to reroute the gear pump pressure relief valve relief line to the lube reservoir to improve the gear pump’s suction conditions. The unit was operated and the gear pump pressure relief valve was adjusted to increase flow to the power end. The power end pressure relief valve was also adjusted to maintain 145 psi at the power end. System performance was greatly improved with the modifications made.
A pump could cost tens of thousands or even hundreds of thousands of dollars to repair if one of its critical bearings fails and causes a power end failure on the jobsite. These unexpected expenses can be avoided, and total cost of ownership reduced by simply ensuring the bearing is changed at the right time. Fortunately, the cost of committing to a proactive maintenance schedule is modest, and can be planned and forecast for. A long-term outlook centered on preventative maintenance is essential in safeguarding a pressure pumping company’s ability to fulfill their customers’ demands and take on new work.



 8613371530291
8613371530291