
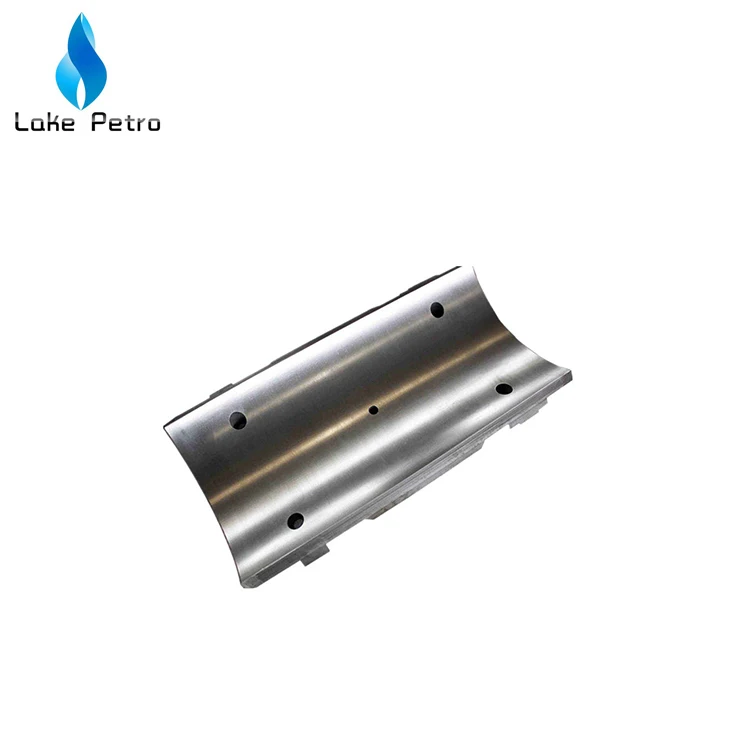
mud pump slide lower quotation
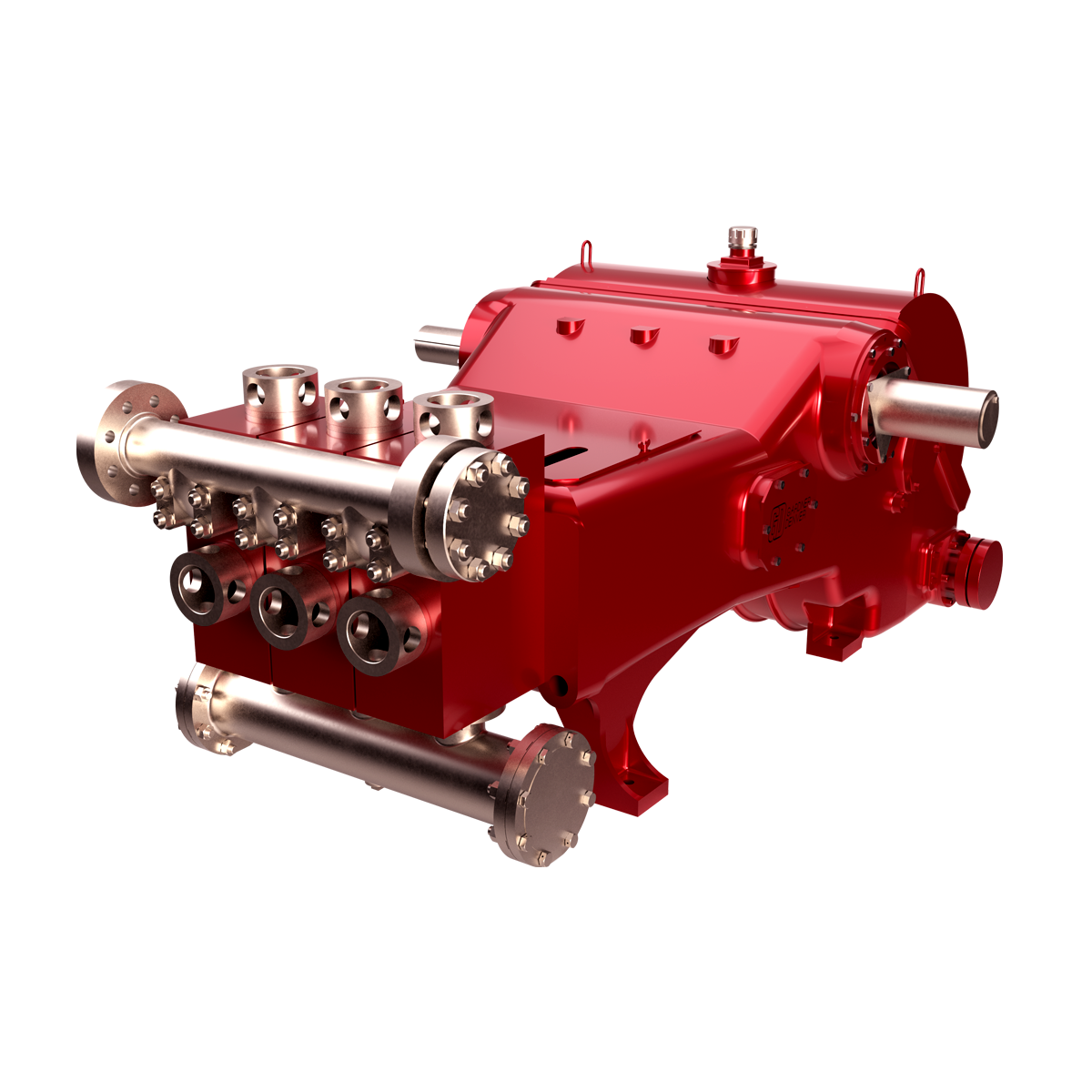
Whether onshore or offshore, well drilling sites rely on a multitude of systems to successfully perform the drilling operation. The mud pump is a key component tasked with circulating drilling fluid under high pressure downhole. The mud pump can be divided into two key sections: the power end or crosshead and the fluid end. Proper alignment of the pump’s crosshead to the fluid end liner is necessary to maximizing piston and liner life. Misalignment contributes to
accelerated wear on both the piston and the liner, and replacing these components requires downtime of the pump. Traditional methods of inspecting alignment range from using uncalibrated wooden rods, Faro Arms and micrometers to check the vertical and horizontal alignment of the piston rod OD to the piston liner ID. These are time consuming and cumbersome techniques that are ultimately not well suited to troubleshoot and solve alignment issues.
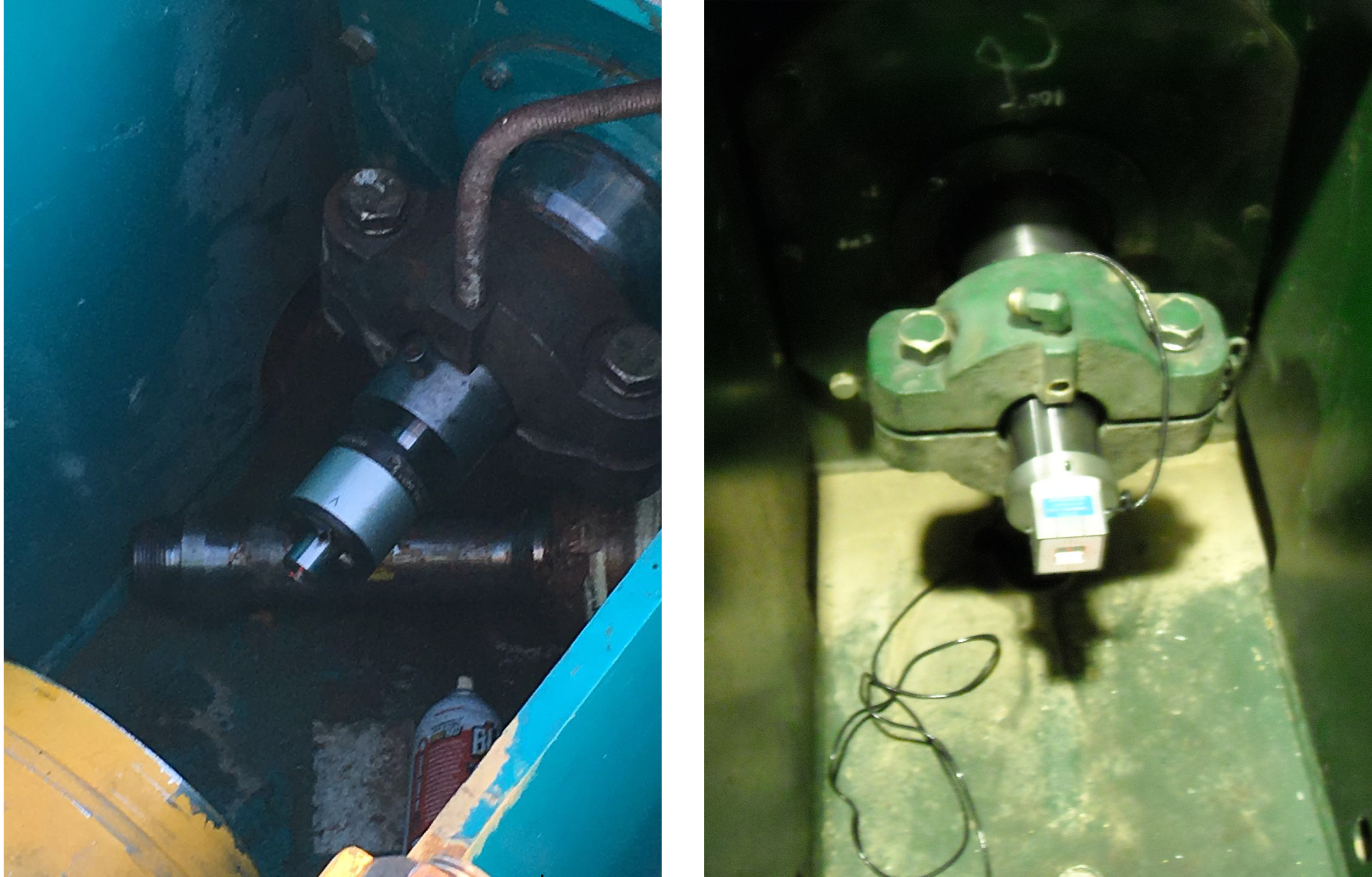
A “Mud Pump Laser Alignment Kit” enables you to measure where the piston will run through the liner at various positions along the pump’s stroke. It will also project a laser centerline from the fluid end back towards the rear power end of the pump that can be used to determine how much shimming is required to correct any alignment issues. The kit can include either a 2-Axis receiver or a 4-Axis which accepts the laser beam and documents where it falls on the active surface of the receiver. The 4-Axis receiver can decrease alignment time by as much as 50% as it will measure angularity as well as X and Y while the 2-Axis does not and will need multiple measurement locations to get the same information. In addition, the alignment system is a non-intrusive service requiring the removal of only the piston rod which allows for much quicker service and less down time on the pump. As the mud pumps in question are located globally both on and offshore, having a small, portable system is another great advantage. Our recommendation would be Pinpoint laser System’s “Mud Pump Alignment Kit”. They are being used by many of the leading repair service companies and have been their main alignment tool for over 15 years. Manufacturers are also utilizing these for new pump set-up.

Designed to circulate drilling fluid under high-pressure up to 7500 PSI towards the drill string and backup the annulus, Mud pumps are workhorses that are crucial in drilling rigs. We, at Shalepumps have consistently aided oil and gas exploration with the most rugged and reliable mud pumps. One of the two distinct ends is mud pump fluid end modules, which plays an important role in the function of the pumps. We take a good look at the overall working of the mud pumps.
Operational parameters of displacement and pressure – The displacement is calculated on the basis of the diameter of the borehole, and the pressure mainly depends on the depth of the borehole. Deeper boreholes translate into higher resistance and higher pressure. The pump or the power end incorporates adjustable mechanisms that to adjust the pump displacement. The gearbox or hydraulic motor helps in adjusting the speed to meet requirements. At Shalepumps, we take great pride in the fact that the adjustable mechanism we put into the mud pumps offer greater flexibility in quickly adjusting the displacement.
Double acting reciprocating pumps – Inside a mud pump, pistons operate in cylinders to produce pressure. This pressure is used to suck mud and the suction valve is closed and moves to the left. When the pressure in the pipeline increases, the valve is forced open, and as a consequence, mud gets released. This, in a nutshell is the reciprocating action. The mud pump fluid end modules work in perfect unison and synchronization with the power end to produce harmonious reciprocating action and result.
Mud pumps comprise hydraulics such as hydraulic inlet, cylinders, outlet valve, cooling unit, pistons, pneumatic compressor, safety etc. The pump mechanics include casing, reduction, gear, slide crank mechanism, transmission shaft, drive pulley etc. At Shalepumps, each component is tested and rated to function with great efficiency, with longer runs in the most demanding conditions. The mud pumps that we manufacture at Shalepumps make good use of the suction and pulsation dampeners to keep vibration levels low. With lesser vibrations operations are unhindered by frequent maintenance or repairs.

Since creating the first drilling mud pump more than 100 years ago, Gardner Denver Pumps has had a reputation for setting new industry standards for high-performance mud pumps for drilling rigs. Our customers prefer our drilling pumps because of the field-tested durability and ease of maintenance.
All Gardner Denver triplex pumps are machined for extreme applications and built for resilience. Our sub-assemblies, including our power ends and long-lasting fluid ends, maximize the efficiency and productivity of each Gardner Denver mud pump.
We know mud pumping requires durable drilling pumps built to withstand severe conditions. That’s why our fracturing hydraulic pumps are engineered with high-quality materials and tough construction for maximum resilience.

NexGen Manufacturing & Supply keeps a wide variety of replacement parts in stock for mud pumps, plunger pumps, swivels, top drives, handling tools, and much more! Additionally, we have more than 3,000 prints and drawings of oilfield equipment and

Application: Public utilities : For pumping muddy water, sewage, polluted liquids, solid and in swimming pool. Dewatering Basements, Trenches, Construction sites. Onboard shift, as bilge, for desk wash & engine cooling Tiles & Marble factories, effluent plants. &nbs more...
We are offering horizontal mud pumps. Owing to our in-depth knowledge and vast experience in this domain, we have been able to offer premium quality self priming mud pumps. These pumps are manufactured using excellent quality components and latest technology by our skilled profes more...
Mud Pump Excellent quick automatic action without foot valve up to 8 mtrs. Back pull out design, so easy maintainance without disturbing pipe lines. Better efficiency because of good hydraulic design. Less expensive & easily available spares. more...

This paper focuses on the operational experience that was gained during field test of the Hex Pump on a land rig in Jasper, Texas in October 2003. This field test showed that the pulsation frequency in the flow from the Hex Pump did not interfere with the MWD-measurements, providing a much cleaner signal to the directional driller. Also, the overall power consumption on the rig was reduced due to use of AC-motors.
Backreaming is the practice of pumping and rotating the drillstring while simultaneously pulling out of the hole. When reliable topdrive drilling systems (TDSs) on conventional drilling rigs were introduced more than 25 years ago, the practice of backreaming became a popular technique in the driller"s toolbox for tripping out of hole initially in deviated wells.
This paper focuses on one of the industry"s most controversial subjects, reviews the implications of backreaming by using real-time data and case histories, and suggests proven procedures to trouble-free backreaming. It recommends the conditions that require backreaming and also suggests wellbore conditions that are not recommended for backreaming. More importantly, it proposes key drilling parameters that need to be monitored when backreaming. These include pump pressure, torque, hookload, cuttings rate, and downhole measurements (if available) to detect and prevent backreaming-induced operational problems. In addition, this paper provides guidelines for successful backreaming operations and defines conditions that may be resolved without needing to backream. Backreaming guidelines have been developed on the basis of the company"s worldwide operations, supported by real-time case histories and an extensive stuck-pipe prevention program.

Hitec Pump Industries Pvt. Ltd was established in the year 1994 with the objective of providing total pumping solutions for various applications in all kinds of industries. The company is professionally managed and headed by the founder who is a well-qualified technocrat and veteran of the pump industry. The company is a pioneer in the field of manufacturing of all types of submersible dewatering pumps, sludge pumps, sewage pumps and slurry pumps. The pumps are available in electrical operated as well as diesel operated versions suitable for muddy water and sea water operations.

A piston pump is a positive displacement pump where fluid movement is created by a piston. There are 3 types of such designs which are: piston, plunger, and rotary piston pump.
Rotary piston pumps work by a piston sliding back and forth along a rotors groove drawing liquid into the inlet. Two directly driven pistons move reciprocally in cylinders, with the piston drawing back towards the centre of the pump when at the pump inlet causing fluid to be drawn into the inlet. As the rotor moves towards the outlet of the pump the piston moves along the rotor expelling liquid via the outlet.
A piston pump operates by a piston pushing a seal back-and-forth within a chamber, which creates vacuum and pressure. The seal is disc shaped, and fluid is driven through the hollow cylinder known as a piston, manufactured from ceramic.
Piston pumps can have anywhere between a single piston, or multiple pistons, timed to operate at differing intervals to create an even level of flow. Piston pumps are often known as 3, 5 or 7 frame pumps which denotes the number of pistons present within the pump head.
Plunger pumps are pumps in which a plunger slides back and forth within a stuffing box, increasing and decreasing the working volume. Such designs are better suited for high pressures as seals are stationary within the pump, as opposed to piston designs where the seal slides within a hollow chamber.
High-pressure seal reciprocates with the piston in the cylinder.High-pressure seal is stationary. Plunger slides through seal allowing the pump to be used at higher pressures.
Piston pumps have one of the highest efficiencies available being 85-90% efficient. They can be directly driven by motors or driven via V belts protected by guards eliminating the requirement for a gearbox which can often add to transmission losses.
Typical applications for piston and plunger pumps are where a low flow rate of a liquid is required at high pressure within an application, such as Seawater through a filter for reverse osmosis, or chemical injection where pipework is pressurised and a high-pressure pump is required to overcome existing line pressure.
As piston pump designs are positive displacement, with the volume dispensed being proportionate to speed it means they are predictable for the transfer of liquids in batching and metering applications.
Liquids such as Fuels, chemicals and seawater can be handled with such designs, however pumps generally require a flooded suction, or in high flow units a booster pump and are not always suited for applications where a self-priming pump is required.
Piston pumps require a larger investment and can be an expensive way to transfer liquids. As they are limited to clean liquids there are many other designs of pump to rule out first which are far more economical as well as easier to maintain.
Additional accessories may be required to get the most from the pump such as a pressure regulating valve, relief valve and pulsation dampener further complicating pump set up requirements.
Installed units can take up large amounts of space especially when driven via V belts, as units are then bulky in nature with motors situated alongside the pump head, instead of inline as is common with other designs.

Many Cat Pumps operate in water conditions more aggressive than the specification above (i.e., reclaim water) yet will provide a satisfactory pump life to the customer because of the care and maintenance support from the customer.
A liquid’s acidic or alkalinity properties defined by its pH number is another consideration when selecting a pump. Cat Pumps recommends the liquid being pumped be within a range of 5 to 9 pH (7 pH is normal water). Liquids rated at a pH of 5 or less will require a seal change and fluid manifold material change (i.e., stainless steel). The same applies to liquids at a pH of 9 or greater. We provide a variety of seal material options to meet a broad range of chemical compatibility requirements.
Temperature is another liquid characteristic that can impact pump performance. The minimum liquid temperature of water that can be pumped with Cat Pumps standard plunger and piston pumps is 34°F (1°C). Below 34°F (1°C) water will begin to freeze and crystallize. Standard pump elastomers are only rated to -22°F (-30°C). Below this temperature, contact Cat Pumps.
Pumping liquid that is lower in temperature than the atmospheric temperature can cause condensation at the back of the plunger and on the plunger rod. If this freezes, it is probable that the ice will damage the oil seals and low-pressure seals as the pump operates.
The maximum liquid temperature of water that can be pumped with Cat Pumps standard plunger and piston pumps from a non-pressurized overhead tank is 130°F (54°C). Pumping higher temperature liquids can increase the risk of cavitation and cause premature wear of the seals. Liquid vapor pressure changes with increased temperature as well.
Operation above 130°F (54°C) can be achieved with changes in seal materials, lower rpm, and increased inlet pressure. For each degree above 130°F (54°C), the inlet pressure should be increased by 0.5 psi. Review our Temperature Whiteboard Sessions Video or our Inlet Pressure vs. Water Temperature support document for more information.
Special consideration should also be given to handling by-pass liquid. Proper sizing of the holding tank and location of the return by-pass line are critical in accommodating elevated temperatures. In systems with the by-pass routed back to the pump inlet, the installation of a thermal valve is necessary. Contact our technical team for further recommendations on high-temperature systems.
For liquids with more aggressive characteristics, (i.e., hard water, more acidic or basic, elevated temperatures) reduce the pump speed (rpm) of the pump to increase seal life.
A liquid’s thinness or thickness at a given temperature is referred to as its viscosity. Cat Pumps recommends that the viscosity not exceed 500cP (2500 SSU). Viscosity will change with temperature. Typically as a liquid is heated, viscosity decreases. When a liquid is cooled, the viscosity increases.

During drilling operation, the circulated mud carries drilled cuttings to surface. These solids are then treated at mechanical solid control system by separating them from the mud according to the particles size. In this chapter, the research focuses on maximizing the efficiency of equipment performance and separation because the old design was inefficient to remove the solid from the mud. The flow line distributor was installed at the end of return line to the shale shakers and replaced the high-pressure hose to rigid piping system for reducing pressure loss due to vibration. This system allows the solids containing drilling mud to be divided equally between the desire numbers of shale shakers. Mud circulation without any reduction in solid concentration may thicken the fluid viscosity and develops resistance to flow character of the mud. This brings to the changes in its density, rheology and other properties. The utmost advantage is to remove as much solids practically to reduce down time which contributed from plug flow lines, fluid end repair, drill string erosion and re-drilling of solids as drilling fluid recycles itself through the mud system loop [1].
Density or MW is measured and expressed in pounds per gallons (lb/gal), pound cubic feet (lb/ft3) and grams per cubic centimeter (g/cm2). It is an important property to maintain the well hydrostatic and prevent gas influx migration into the wellbore. Some of weight material such as barite and hematite are added into the mud to increase the mud weight. Mud in the wellbore column must exert a greater pressure than the fluids in porous rocks that are penetrated by the bit. The pressure exerted by the drilling mud at any depth or gradient of pressure is related to its density. Denser or viscous mud may exert excessive pressure to the wellbore and causing loss of circulation.
High solid content ultimately can increase the density and viscosity of the mud. Hence, it exposes the well to high BHP and mud properties contamination. Moreover, high horse power is also required to break up the gel and pump the mud for circulation. This not only triggers to hydraulic fracturing effect but also induces the tendency of mud losses into the formation. Under the primary well control requirement, the mud density must be formulated to compensate the desire BHP either meet or exceed the pore pressure of the rock formation. Failure to control the build of solid and regrinding the same drilled cutting may increase the mud surface area become very difficult to remove using mechanical solid control equipment. High solids are abrasive and can increase filter cake thickness. The higher of filter cake, the higher chances of drill string to get stuck due to differential sticking effect. Thin and impermeable filter cake is important to reduce contact area across the drill string.
PV is a function of solids concentration, size and shape of the solid particles and viscosity of liquid phase [4]. It is regarded as a guide to solid control for field application [5]. PV is directly proportional to the increasing of solid volume percentage, or if the volume percent remains constant, the size of the particles decreases. Decreasing particle size may increases surface area that leads to fractional drag problem. This plastic viscosity is sensitive to the concentration of solid and depends largely on the bulk volume of solids in the mud [6]. A low PV implies lower ECD exerted at bottom while high PV trigger to an increase of ECD because high pumping pressure is needed to break the gel. YP/PV ratio is a significant indicator of drilling fluid condition, low ratio indicates smaller tendency for gas cutting, swabbing pressure and greater settling velocity of cuttings whereas high ratios indicate coagulation and flocculation [7]. Removal of drilled solids from a drilling fluid will decrease plastic viscosity, and if this solid remains in the fluids, it will grind into smaller and more numerous particles which increases plastic viscosity and decreases drilling performance [8].
YP is the initial resistance of the fluids to flow caused by the electrochemical forces between the particles. It is also expected to be a function of the solid concentration of the solids and those factors, such as surface charges and potential, which affect the interparticle forces [9]. YP and gel strength should be low enough to allow sand and shale cuttings to settle out and entrained gas to escape, minimize swabbing effect during pulling the string out of hole and permit the circulation to be started at low pump pressure [10]. Efficient elimination of drilled solids right after the fluid leaves the annulus was the best solution to avoid drilling fluid-cutting interaction that subsequently can increase the fluid density [11]. A change in the PV of drilling mud can cause small changes in YP. Therefore, it is always important to keep the viscosity of a mud from getting too low. The mud should have minimum viscosity properties to lift the cuttings from bottom of the hole to surface. The mud must capable to keep the weighting material and drilled cuttings in suspension while circulating or stop pumping. Normal reaction in the event of poor cutting transport is to increase the YP of the mud. However, the significant increase in YP may result poor performance of the finest mesh at shaker screen. Changing the mesh screen to a coarser screen decreases the quantity of drilled solid that can be removed [12].
Rheological and filtration properties become difficult to control when the concentration of drilled solid become excessive [1]. High particulate solids in the mud reduce ROP because of increase in mud density and viscosity. The higher the mud density, the greater the differential pressure exerts. ROP decreases when differential pressure increases. Lower mud density may decrease the dynamic chip hold down and permitting faster RPM. Low viscosity mud promotes fast penetration because of good scavenging of drilled cuttings. Despite applying more WOB and RPM can comfortably achieve the desire ROP, but drilling with contaminated mud properties decreases in ROP in a long run. Darley mentioned that low concentration of noncolloidal drilled solid below 4% capable to maintain ROP at high level [3]. Mud properties such as PV and yield stress/gel strength showed that although these properties have effects on ROP, but not very significant, only annular pressure losses seemed to drastically affect the ROP which is directly related to ECD [5].
The fluid rheology plays an important role for solid transport and optimizes the hole cleaning [14]. The best way to pick solid is with a low viscosity fluid in turbulent flow. Hole cleaning can be optimized by the use of drilling mud with low gel strength and with low viscosity within the shear rates exposed to the annular flow [13]. In situations where ECD is not a limiting factor, high viscosity fluids with high YP/PV ratios are preferred. Under situation where ECD is a limiting factor, the use of thin fluids in turbulent flow should be considered. Driller must ensure the ECD as well as its static density is within the safe limit. ECD is the effective density of a moving fluid and slightly more than the static density because of the friction pressure drop in the annulus. ECD depends on the pump rates and fluid viscosity. Therefore, regulation of ECD within limits means keeping viscosity low. The main cause of elevated viscosity is low gravity solid (LGS) increased. Close monitoring on solid control equipment must be performed to ensure that LGS are kept to a minimum [14].
A top-performing solution for the oil and gas industries, our 10,080 gallon (240 BBL) open-top mud tank combines smooth interior walls with a sloped V-shaped bottom for easy drainage. Features include top-mounted sidewall support braces and durable one-quarter-inch steel-plate floors and walls make this tank an optimal choice for drilling and boring operations.



 8613371530291
8613371530291