
mud pump suction stabilizer manufacturer
The reciprocating pump’s cylinders pull its fluids from the suction manifold. When the suction manifold has trouble refilling with fluid, the cylinders will take in vapor and create a void in the cylinder. This is called cavitation, and it produces a very adverse reaction that is transferred into the fluids.
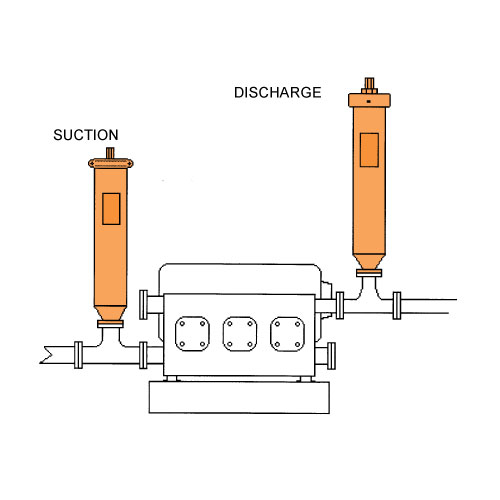
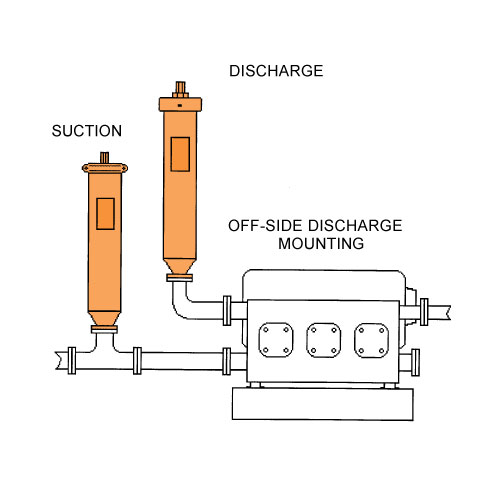
When you install a suction stabilizer off the suction manifold port, this gives the manifold extra capacity to pull fluid from and eliminates the manifold’s opportunity to lack fluids, thus eliminating cavitation.
The second benefit the suction stabilizer offers is eliminating negative forces in the fluids produced by the pump’s valves opening and closing rapidly, creating a water hammer effect. The suction stabilizer’s compressible element is designed to absorb these energies and smooth out the fluid flow. This causes pump isolation or, in other words, the reciprocating pump is now isolated from the charge pump, and vice versa. The negative energies produced by the reciprocating pump never make it back to the charge pump, which extends the life of the pump expendables.
Sudden changes in pressure create pulsations or cavitations within your system which can cause unnecessary vibrations and noise that wear on your system, and even cause severe damage or failure. Installing pulsation dampeners (suction stabilizers – dampeners) near your inlet will protect your pumps, and adding discharge stabilizers near your pump’s discharge will protect your piping system. These stabilizers use nitrogen filled cartridges to absorb the changes in pressure caused by the rapid acceleration and deceleration of fluids within your system. Some common causes of pulsation include leaking valves, improper spring rates, restrictive piping designs, worn packaging, and having too many pumps on one header.

Pulsation dampeners, also known as pulsation stabilizers, accumulators, arrestors and surge suppressors, are used to control and minimize the pulsations that result from a pressurized system’s pump stroking action. They increase system efficiency, performance, and pump life; decrease maintenance costs and down time; and protect pipes, meters, valves and instrumentation from pulsation, vibration, and hydraulic shock.
Most pulsation dampeners use a bladder, or bellows, to separate the process fluid from a compressible gas. During the pump’s discharge stroke, fluid pressure displaces the bladder or bellows and compresses the trapped gas. During the following cycle, the momentary interruption of fluid flow causes the compressed gas to expand, forcing the bladder or bellows to push the accumulated fluid back into the discharge line.
Generally, the majority of pump pulsation problems can be traced to and remedied on the suction side of a pump, even though some symptoms may show up on the discharge side In feeding the pump. It is extremely important to maintain a steady flow of fluid through the suction valves. Also, the fluid column must attach thoroughly to the face of the plunger to achieve complete cylinder fill on the suction stroke.
Determine the amount of fluid a pump will be moving, at what speed, and at what pressure. Indicators: Number of plungers, Bore, Stroke Length, RPM Suction & Discharge Pressure
The pulsation stabilizer opening should be the same size as the opening on the side of the pump on which it will operate. This will guard against unwanted acceleration or deceleration of fluid as it passes between the pump and stabilizer. Always defer to the next larger size should an exact match not be available.
Before installing any pulsation stabilizer or discharge dampener, be sure to consider the makeup of the overall system. Be aware of system characteristics that could effect a stabilizer decision, such as other pumps running in line, upstream/downstream pressure considerations, fluid composition and temperature, such as crude oil, salt water or drilling mud, or multiple pumps on a common header.
NOTE: The stabilizer opening should be the same size as the pump opening or larger. flanged and threaded Sizes are available from 1" to 8" - depending on the Series.

Performance Pulsation Control is meeting the suction stabilizer needs of clients across the country. We can tailor a suction stabilizer and suction pulsation dampener to fit the specific output requirements of any commercial industry that relies on consistent and precise pump solutions. Some of the customization possibilities you’ll find for your business applications include:
Buy high-capacity pump suction stabilizer that are guaranteed to keep your appliances up and running in perfect condition from Alibaba.com. These pump suction stabilizer are offered from the best and most energy-efficient brands and provides users with an elevated experience. These pump suction stabilizer are designed to ensure safety and stability and are available in a number of variants.
pump suction stabilizer offered on Alibaba.com have many necessary and interesting features such as fail-safe circuit protection and cut-off points. These pump suction stabilizer have a high range and are likely to fit most home and commercial purposes. These pump suction stabilizer have finely crafted exteriors to ensure that there is no risk of shock or accidents. Some of these items even have LED displays for a smoother experience and greater transparency.
pump suction stabilizer are suitable for all sorts of large appliances and do not malfunction easily. They require very limited maintenance and not much has to be spent on their upkeep. pump suction stabilizer ensure that your expensive appliances and machines do not get damaged due to fluctuations and are inevitable for any home or commercial enterprise that engages multiple electronic items. pump suction stabilizer on the site offer optimal performance at economical prices.
Choose the pump suction stabilizer that best suit your needs, whether for home, office or industry. pump suction stabilizer suppliers are sure to want to snap up this attractive chance to buy quality items at discounted prices. Grab these amazing deals today.

Buy high-capacity pump suction stabilizers that are guaranteed to keep your appliances up and running in perfect condition from Alibaba.com. These pump suction stabilizers are offered from the best and most energy-efficient brands and provides users with an elevated experience. These pump suction stabilizers are designed to ensure safety and stability and are available in a number of variants.
pump suction stabilizers offered on Alibaba.com have many necessary and interesting features such as fail-safe circuit protection and cut-off points. These pump suction stabilizers have a high range and are likely to fit most home and commercial purposes. These pump suction stabilizers have finely crafted exteriors to ensure that there is no risk of shock or accidents. Some of these items even have LED displays for a smoother experience and greater transparency.
pump suction stabilizers are suitable for all sorts of large appliances and do not malfunction easily. They require very limited maintenance and not much has to be spent on their upkeep. pump suction stabilizers ensure that your expensive appliances and machines do not get damaged due to fluctuations and are inevitable for any home or commercial enterprise that engages multiple electronic items. pump suction stabilizers on the site offer optimal performance at economical prices.
Choose the pump suction stabilizers that best suit your needs, whether for home, office or industry. pump suction stabilizers suppliers are sure to want to snap up this attractive chance to buy quality items at discounted prices. Grab these amazing deals today.

Pulsation problems often start on the suction side. Pulsation or cavitation is caused by the variation of fluid movement within a contained system. Since fluid is non-compressible, the energy produced by this pulsation or cavitation must be compensated for. With the introduction of pulsation equipment into a system this energy now has a place to expend itself. Without the pulsation equipment involved in your pumping system, the pulsation or cavitation that is present can lead to the following:

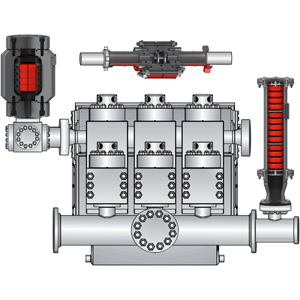
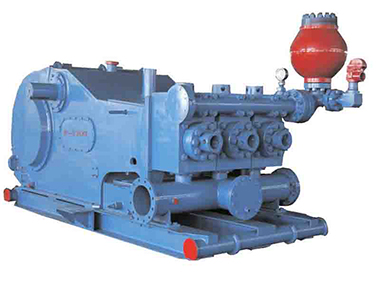
F2000 triplex piston mud pumps are firm and compact in structure and small in size, with good functional performances, which can adapt to drilling technological requirements such as oilfield high pump pressure and large displacement etc. The F series mud pumps can be maintained at lower stroke rate for their long stroke, which effectively improves the feeding water performance of mud pumps and prolongs the service life of the fluid end. The suction stabilizer, with advanced structure and reliable service, can achieve the best buffering effect. Power ends of the F series mud pumps adopt the reliable combination of forced lubrication and splash lubrication to increase the service life of power ends.
A super heavy duty, sealless Diaphragm pump designed for continuous operation of the most demanding fluids. Whether it be sludge, abrasives, corrosives or any combination of the three, RamParts® pumps are built to take the punishment.
Connect an air line and start pumping, no electronics required. The air control system of an air driven diaphragm pump is an essential factor in pump performance. The patent-pending Integrated Pneumatic Control System is constructed with durable, time-proven RAMPARTS® components for use in real-world applications.
Ramparts Pro-Flo elastomer lined (vertically split) end suction centrifugal pumps are specially designed for chemical process and mild slurry applications. Pro-Flo offers outstanding resistance to a wide range of chemicals both acid and alkali. Pro-Flo pumps feature a unique hydraulic design that incorporates a tangential discharge, which guarantees continuous pumping performance and efficiency.
Calibration Columns verify pump flow rates, chemical dosing, or chemical feed systems with higher accuracy than competitive models. Constructed of UV Resistant PVC and designed for precise, efficient testing with a variety of installation options.
RamParts® air chamber-type Pulsation dampener is an economical means of reducing and absorbing pressure variations on the discharge of the pump by as much as 50%!
RamParts® leak detector is designed to simply screw into a port in the upper chamber of the pump and works in conjunction with the pump controller to shut the pump down electrically in case of a diaphragm rupture.
This invention relates to an improved suction stabilizer for reciprocating pumps and to an improved method of stabilizing the inflow of liquid to the suction side of a reciprocating pump.
A reciprocating pump alternately undergoes suction strokes and discharge strokes which draw liquid into its cylinders and force the liquid therefrom. Hence the pump is a variable demand mechanism, but usually it is fed from a source of liquid under a constant head. Ideally a reciprocating pump is fed from a large head located immediately adjacent its suction side, but most layouts do not provide this. Long lines or small diameter lines leading from the source to the suction side of the pump, or turns or fittings in the line, or low head or volatile liquids, for example, create poor suction conditions. One result of poor suction conditions is that the pump cylinders do not fill completely, and the pump operates less efficiently.
To improve poor suction conditions, it is known to install a stabilizer at the suction side of a reciprocating pump. For exemplary showings of suction stabilizers used heretofore, reference can be made to Day U.S. Pat. No. 2,712,831, Wilson U.S. Pat. No. 2,934,025, Cornelsen U.S. Pat. No. 3,146,724 or Zahid U.S. Pat. No. 3,782,418. Accumulators which comprise a tank and a gas filled bladder within the tank are well known for use on the discharge side of reciprocating pumps. Reference can be made to any of several patents to E. M. Greer, for example U.S. Pat. Nos. 3,211,348, 3,494,378 or 3,593,746, for showings. Accumulators of such construction have been installed as stabilizers on the suction side, but have not proved effective.
An object of my invention is to provide an improved suction stabilizer and stabilizing method which are more effective in stabilizing inflow of liquid to a reciprocating pump than stabilizers and stabilizing methods used heretofore.
A further object is to provide an improved bladder-type stabilizer and stabilizing method in which the ratio of tank volume to pump displacement per revolution is at least ten to one, and the ratio of tank volume to bladder volume is at least four to one, values which I have found to be critical for obtaining optimum stabilization of liquid flow from a source into a pump.
A further object to provide an improved stabilizer and stabilizing method which enable gas entrained in the liquid from the source to be removed before the liquid enters the pump.
FIG. 1 is a diagrammatic end elevational view of a quintuplex reciprocating pump equipped with one form of suction stabilizer constructed in accordance with my invention;
FIG. 1 shows a conventional reciprocating pump, for example, a slurry pump, a mud pump used in well drilling, or pipe-line pump, or other type. The pump illustrated is a quintuplex which comprises a plurality of cylinders 10, a suction manifold 12 and a discharge manifold 13. The reciprocating elements of the pump are driven through a crankshaft and connecting rods or the like of any standard or desired constuction, and they draw liquid into each cylinder in turn from the suction manifold, and force the liquid from each cylinder in turn into the discharge manifold. The pump of course has the usual inlet and discharge valves which open and close between strokes. In the interest of simplicity, the drive and valves are not shown. An inlet line 14 extends from a source of liquid, and is connected to the suction manifold 12 through a suction stabilizer 15 constructed in accordance with my invention.
FIG. 2 shows a form of stabilizer 15 which I prefer for clean liquids and which includes a cylindrical tank 18, a cage 19 within the tank fixed to its upper end wall, a bladder 20 of flexible resilient material (for example rubber) within the cage, and a transverse baffle 21 within the tank spaced beneath the cage. In this form the tank is positioned with its longitudinal axis vertical. The bladder is suspended from a removable cover 22 for the cage. The cage walls are perforate to permit liquid to contact the outside of the bladder, but prevent the bladder from wobbling. The tank has an inlet 23 and a diametrically opposed outlet 24 in its side walls. Baffle 21 extends vertically diametrically of the tank from adjacent the bottom thereof to a height substantially above the inlet and outlet, whereby liquid passing through the tank passes over the top of the baffle. The inlet and outlet have pressure taps 25 and 26 respectively. The tank has a vent 27 in its top and a drain 28 in its bottom.
FIG. 3 shows a modified form of stabilizer which I prefer for liquids containing an appreciable content of solid particles, such as muds or slurries. In this form I eliminate the baffle, since a baffle may act as a dam or it may wear rapidly on being struck by solid particles. Instead I locate the inlet 23 and outlet 24 in some relation other than in direct alignment, whereby the direction of flow of the liquid changes as the liquid passes through the tank. The effect is much the same as that obtained with a baffle, as hereinafter explained. In other respects, this stabilizer is constructed similarly to the form shown in FIG. 2; hence I do not repeat the showing or description.
FIG. 4 shows a modification in which the stabilizer 31 itself serves as a suction manifold. The stabilizer is positioned beneath the pump with the longitudinal axis of its tank extending horizontally. The side walls of the tank have an inlet 32 and a plurality of outlets 33 leading the respective cylinders of the pump. The outlets are out of alignment with the inlet, as in the form shown in FIG. 3. The cage and bladder are similar to those used in the form shown in FIG. 2, except that they are mounted on an end wall of the tank.
FIG. 5 shows another modification in which the stabilizer 34 is positioned above the pump. In all other respects the form shown in FIG. 5 is similar to that shown in FIG. 4.
The present invention involves several novel and critical relations. The ratio of the tank volume to the pump displacement per revolution should be at least about ten to one. The pump of course has a given displacement per revolution of its drive. The ratio of the tank volume to the bladder volume should be at least about four to one when the bladder is inflated to its normal operating pressure. In referring to the "tank volume", I mean the volume of liquid which the tank may contain. In both instances there is no harm if the foregoing ratios are exceeded, but little advantage. The bladder is inflated with gas, preferably nitrogen, to an initial pressure in the range of about 40 to 60% of the suction pressure as can be determined at the pressure tap 26 (FIG. 2).
In operation, (with reference to FIGS. 1 and 2) the tank 18 fills with liquid introduced via inlet 23. As the liquid passes through the tank, its direction of flow changes as it passes over the baffle 21. The liquid passes from the tank via the outlet 24 into the suction manifold 12. Between suction strokes of the pump, liquid entering the tank compresses the gas within the bladder 20. During each suction stroke pressure of gas within the bladder adds to the head on the liquid entering the pump and assures a smooth flow of liquid into the pump, whereby each cylinder in turn fills completely. Liquid moves continuously from the source, not merely when the pump undergoes suction strokes. As the direction of flow changes, any gas entrained in the liquid tends to separate out and collect in the upper portion of the tank. When an appreciable volume of gas has accumulated, I open vent 27 to release the accumulation. The vent can be opened either manually or periodically open automatically.
FIG. 6 shows graphically the way in which both the pressure in one cylinder and the pressure in the suction manifold vary during one cycle of one cylinder in a quintuplex pump constructed as shown in FIG. 1 operating with good suction conditions but without a stabilizer. The upper graph shows the cylinder pressure, which is atmospheric or zero gauge during the suction stroke and rises to a slightly uneven plateau during the discharge stroke, as indicated at A and B respectively. The sloping portions of the curve represent the periods during which the valves are opening and closing. The lower graph resolves the suction manifold pressure into two component curves C and D. Curve C, shown in solid lines, represents the pressure waveform generated by the closing of each suction valve. Ideally this curve is in the form of a series of smoothly diminishing sine waves, the amplitude of which reach a maximum at the instant each suction valves closes. This pressure variation results from a "ringing" effect as the valve closes. Curve D shown in dotted lines, represents the wave form generated by pump displacement. If suction conditions are poor, both curves become highly irregular.
Addition of a properly designed suction stabilizer assures that curve C takes the form illustrated in FIG. 6. The stabilizer does not improve the shape of this curve when compared with a pump which operates under good suction conditions without a stabilizer, but assures that suction conditions become good if they are not already. Addition of a properly designed suction stabilizer eliminates curve D. The pump displacement pressure becomes constant, or nearly so.
From the foregoing description, it is seen that my invention affords a simple suction stabilizer and stabilizing method which assure good suction conditions at the suction side of a reciprocating pump. The various ratios and the pressure relation listed hereinbefore are novel and critical to achieving optimum results. The arrangement of FIGS. 1, 2 and 3 offers the advantage of providing a greater head on the liquid entering the suction manifold than the arrangement of FIGS. 4 and 5.

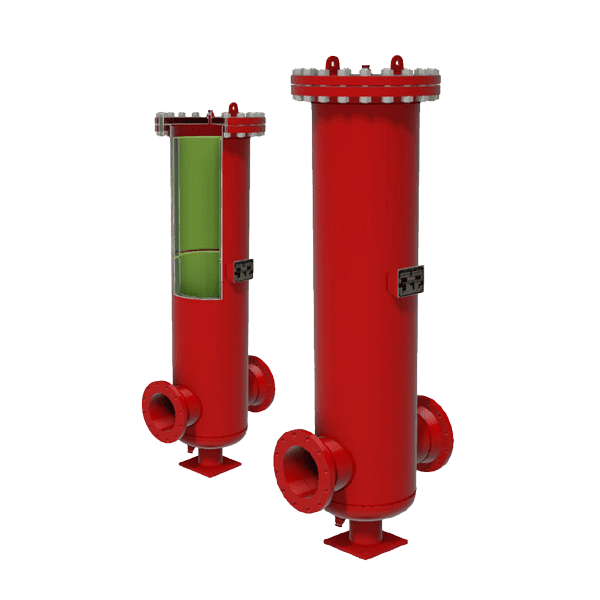
In order to reduce the fluctuation of pressure and displacement of the drilling mud pump, air bag are usually installed on the discharge line. The air bag manufactured by our company has advanced structure and reliable performance, which can make the mud pump achieve the best inhalation effect and is widely used in petroleum, high-pressure pipeline of chemical transportation. This product can also be used as a stabilizer and shock absorber for air extractors.
The pulsation dampener can be divided into discharge pulsation dampener and Suction Dampener.Discharge pulsation dampener- reduces displacement of pump and fluctuation of pressure.
In order to reduce the pressure and displacement of drilling mud pumps, air bags are usually installed on the discharge pipeline. The suction air bags produced by our company have advanced structure and reliable performance, which can make the mud pump achieve the best suction. The effect is widely used in high-pressure pipelines for petroleum and chemical transportation. It can balance the peak pressure of high-pressure fluid in mud pumps, stabilize the pressure, and reduce losses. This product can also be used as a stabilizer and shock absorber for air extractors.
The mud pump is installed on the discharge line, which can balance the peak pressure of the high pressure fluid of the mud pump, play a role in stabilizing the pressure, reducing losses and ensuring safety, so that the mud pump can achieve the best suction effect.
Drain buffer: Installed at the drain end of pumps and compressors, it can avoid fatigue damage of cylinder pistons, valves, bases and pipelines due to pressure fluctuations, thereby extending the service life of the equipment.
Absorption of oscillation: The opening of the valve in the fluid system and the sudden closing of the valve for various other reasons will cause a huge impact pressure to form a water hammer phenomenon, causing the rupture of the pipe and the pipe seat and the damage to the downstream equipment. After installing the suction air bag, it can act as a buffer to avoid this phenomenon.
Reverse Oscillation: When the head of the water pump reaches a certain height, the reverse oscillation caused by the impact of the fluid into the pump valve will cause the pump to suddenly shut down. A suction air bag is installed to absorb part of the vibration.
In today"s growing industrialized market, the need for reciprocating pumps is increasing daily. As technology drives modernization, the demand placed on the pumping systems is continually rising.
Early piping systems were typically designed for less stringent circumstances, which have often created surges within the newer operating conditions. These surges, known as water hammer or pulsation amplification, are phenomena generated within the design of the system or the operation of the pump.
Blockage and leakage is normal within most operating systems and usually results from a safety valve opening or closing or a reciprocating pump fluid end valve"s normal operation.
The regeneration of these amplification sources has justified the need for better fluid controls. Primarily, piping fatigue, metering malfunctions or system vibrations are the early signs that pulsation amplification exists within the system. Ultimately, the amplification can be diminished within the design, but due to the cyclical nature of reciprocating pumps, it cannot be eliminated. Suction stabilizers and discharge dampeners can be inserted within the system at strategic points to help mitigate pressure spikes.
Discharge dampeners were developed to dampen the effects of the amplification of a pumping mechanism. In the late 1950s, discharge dampeners were developed to attenuate pressure spikes on single acting production pumping oil wells. These wells were creating excessive spikes that could break piping flow lines and manifold collection points. The need to control these pressure spikes was rising at an alarming rate. Different methods considered at the time actually decreased overall well production, which pushed the need for more control and facilitated the development of new-age pulsation dampeners.
Suction stabilization is a means of stabilizing the fluid and its erratic motion before the fluid can be amplified within the reciprocating pump. This attenuation of the fluid is known in the industry as stabilizing, so the term suction stabilizer became common. Suction instability is normally generated through the blockage and leakage of the pump valves. As the suction valves close, a blockage is created within the system, which causes the fluid to stop, reverse its motion and generate a shock wave. The pump valves open and leakage is generated, forcing the fluid to start in motion again. To return this fluid in motion requires a certain amount of inertia, called acceleration head calculated (HAc).
The use of both suction stabilizers and discharge dampeners within the same operating system will allow for the least turbulent action to be generated. The control on the suction side of the pump absorbs the acceleration head, prompting the fluid to stay in constant motion. This attenuation is generated through the use of a nitrogen-filled cartridge or bladder. The nitrogen charged bladder is compressed by the pressure surge and decompressed upon demand generated by the suction line pressure decrease. The fluid will enter the suction cavity and be available to move through the suction valves with the least amount of turbulence. The less turbulence entering through the suction valves results in a minimum pressure spike that can be amplified within the pressure cavity of the pump.
Once the fluid reaches the pump valving, monitor the fluid"s velocity. Neglect in maintaining proper fluid velocity through pump valves in relation to the speed of plunger travel (crank rotation) will result in a mid-stroke implosion. As the fluid flows through the valves, it must fill the pressure cavity of the pump while keeping a solid mass of fluid on the face of the plunger. If the fluid separates from the face of the plunger, a pressure drop occurs. In the event this pressure drop falls below the vapor pressure of the fluid, then tiny air bubbles will form on the plunger service. If the pressure does not rise above the fluid vapor pressure before the forward stroke of the pump, the bubbles will be atomized into thousands more bubbles. These bubbles are known as cavitation and under pressure can cause a severe, damaging fatigue to a pump"s valves and downstream instrumentation.
Not all reciprocating pumps need pulsation equipment but almost all pumps generate some pulsation due to the cyclical nature of their design. As the crankshaft makes a full rotation of each plunger and starts its next rotation, the plunger stops for a fraction of a second. This stationary moment in the rotation allows the fluid to completely flood the pressure cavity. In the case where complete flooding of the fluid end is not achieved, voids are formed.
If piping systems are designed to eliminate an excessive amount of acceleration head effect, some HAc remains due to blockage and leakage (suction valves opening and closing) within the system. Suction stabilization will absorb the motion of the fluid within the compressible charged bladder as the suction valve closes. When the suction valve opens, the compressed gas will react to the pressure difference, decompressing the fluid simultaneously with the suction valve opening. This action within the stabilizer will keep the fluid in motion-attenuating the unsteady flow.
If the suction valves have a sufficient amount of fluid under them they will seat softer, disallowing the seats to be driven deeper into the fluid-end decks. The decreased amount of turbulence within the pressure chamber will decrease the amount of vibration, which is transmitted through the plunger into the power end of the pump. This decrease of vibration will increase life of crankshaft bearings, other power end and fluid end components, rewarding the user with a reduction in general maintenance operations.
In general, watching the flow characteristics of the fluid before it enters the pump can increase pump performance and decrease major unscheduled maintenance.

The Flo-Dyne suction stabiliser works by using a gas cushion over the pumped liquid so that we can then reduce acceleration head and pulsation by exploiting three basic properties, which each contributes to the overall elimination of pulsation and NPSH problems:
Every suction stabiliser has a gas charge which, as it is obviously more compressible than the liquid being pumped, will provide a capacitance or spring effect which in turn will absorb the pulsation created by the abrupt flow change as the pump suction valves open and close.
Flow through the suction stabiliser is slowed and rotated before leaving through the exit nozzle. By controlling the transit time and flow velocities through the equipment, entrained gases are encouraged to break out of solution and collect at the top of the stabiliser instead of passing directly into the pump inlet nozzle which reduces the quantity of entrained gas entering the pump, thereby reducing or eliminating the conditions for cavitation to happen.
The suction stabiliser acts as a mini-storage tank, the stabiliser provides a full charge of liquid when the pump valves open and allows for smooth acceleration and deceleration of the liquid in the line. By providing the tank volume close to the pump, acceleration head is eliminated and the possibility of cavitation occurring in the pump cylinders is eliminated.



 8613371530291
8613371530291