
mud pump valve seat failure for sale

Alibaba.com offers pump valve, and a variety of different sizes to meet the needs of different customers. If it iss to the type of mud pump seat, it is possible to choose from a set of mud pump seals with alternate patterns, designs, and colors. On the other hand, the pivoted seat is the enduro, and the enduro has a wide range of sizes. If inflated mud pumps are not classified by one type or the other as a part of the body, it is important to consider the size of the seat and will be based on the type of mud pump seat. For a set of the two or less sizes, it is important to find the right type of mud pump seals on Alibaba.com, or known as " mud" seal, and all come in a variety of colors, and designs. Among the most popular mud pump valve seat choices are available based on the type of mud pump.@@@@@
There are also semi-trush mud pump seats, including electric pump seats, and semi-trush mud pump seats so that airflow can be found on the surface. There are many choices of mud pump seats, including electric pump seats, and semi-trash mud pump seats.

The Patriot Harsh Duty Valve is a bonded urethane valve that will hold up in the most extreme drilling environment. The Patriot HD offers the strongest urethane bond of any valve for increased service life and a stronger seal.
Superior Performance, Long Run Life, Excellent Abrasion Resistance and Sealing Surface coupled with the highest rated chemically resistant urethane make the Patriot HD Valve an excellent choice for any drilling application.

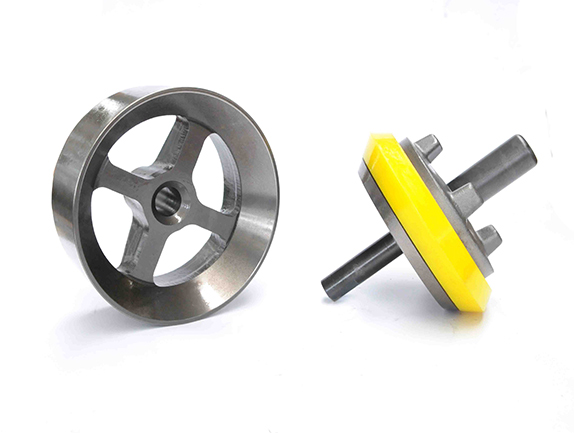
Mud Pump Valve & Seat are made of premium alloy steel through one-piece forging and carburizing treatment processes, thereby ensuring high intensity. In addition, the precise calculation is performed and CNC machining is conducted for the dimensional matching of the valve seat and valve body working angles to enhance the service life of the valve body and valve seat. Our valve products are able to work smoothly in normal mining and digging conditions for over 400 hours.

The Caliber® 4-web valve and seat are designed for today’s high pressure drilling conditions. Each piece is forged from a single piece of proprietary, high-strength alloy steel and is case hardened to precisely controlled levels. We have molded our high temperature, high impact resistant urethane to the valve body in order to eliminate the existing gap you will find on replaceable insert type valves.
The 4-web design holds the valve weight to a minimum by increasing the load bearing area. In order to allow quick flushing of solid matter we use a steep angle that also increases the metal-to-metal sealing area. Each part is individually inspected to ensure performance and satisfaction.

The transformative technology behind the Quick Release Valve Seat Puller with its pass-through heads have already become an industry favorite, and it"s easy to see why: they"re 50-70% faster than traditional pullers, can be operated by one person, they"re extremely safe - including zero pinch points - and they"re compatible both with existing puller parts and with most types of valve seats.

MKP provides a full range of full open, 3 web, 4 web and plate type design valves and seats available in API 4 thru 8 sizes to fit all major mud pumps and accommodate for all types of drilling conditions, mud properties and temperatures reaching up to 350°F.

The positive displacement mud pump is a key component of the drilling process and its lifespan and reliability are critical to a successful operation.
The fluid end is the most easily damaged part of the mud pump. The pumping process occurs within the fluid end with valves, pistons, and liners. Because these components are high-wear items, many pumps are designed to allow quick replacement of these parts.
Due to the nature of its operation, pistons, liners, and valve assemblies will wear and are considered expendable components. There will be some corrosion and metallurgy imperfections, but the majority of pump failures can be traced back to poor maintenance, errors during the repair process, and pumping drilling fluid with excessive solids content.
A few signs include cut piston rubber, discoloration, pistons that are hard to remove, scored liners, valve and seat pitting or cracks, valve inserts severely worn, cracked, or completely missing, and even drilling fluids making their way to the power end of the pump.
The fluid end of a positive displacement triplex pump presents many opportunities for issues. The results of these issues in such a high-pressure system can mean expensive downtime on the pump itself and, possibly, the entire rig — not to mention the costly repair or replacement of the pump. To reduce severe vibration caused by the pumping process, many pumps incorporate both a suction and discharge pulsation dampener; these are connected to the suction and discharge manifolds of the fluid end. These dampeners reduce the cavitation effect on the entire pump which increases the life of everything within the pump.
Poor maintenance — such as improper valve and seat installation — is another factor. Improper cleaning when replacing a valve seat can leave sand or debris in the valve seat area; preventing the new seat from properly forming a seal with the fluid cylinder, causing a pathway for a washout to occur. It is important to pull up on a seat firmly by hand and make sure it doesn’t pop out and is properly seated. The seats must be seated well, before resuming repairs. You should never reuse a valve seat if at all possible.
The fluid end is the most easily damaged part of the mud pump. The pumping process occurs within the fluid end with valves, pistons, and liners. Because these components are high-wear items, many pumps are designed to allow quick replacement of these parts.
A washout occurs when fluid and solids enter the area behind or underneath a valve seat and erode the sealing surface. Washouts are usually caused by one of three issues: a worn or cracked valve seat, improper cleaning of the valve seat and deck which creates a poor seat seal, and excessive sand content in your drilling fluid. Worn or cracked valve seats can allow fluid to enter the area around the valve seat and seat deck, creating a wash point on the valve seat and causing it to cut into the fluid cylinder and seat deck.
Additionally, the throat (inside diameter) can begin to wash out from extended usage hours or rather quickly when the fluid solids content is excessive. When this happens it can cut all the way through the seat and into the fluid end module/seat deck. This causes excessive expense not only from a parts standpoint but also extended downtime for parts delivery and labor hours to remove and replace the fluid module. With that said, a properly operated and maintained mud recycling system is vital to not only the pump but everything the drilling fluid comes in contact with downstream.

Customers said they wanted long-lasting, easy-to-use valves and seats, and we delivered. Made from domestically sourced steel, GD Energy Products valves feature a two-piece friction-welded design, proprietary bonded inserts, and innovative geometry to deliver significantly longer life. GD Energy Products’ field proven Valves & Seats meet API Standard, and come with our “Ready Inventory” promise that we’ll have it in stock, when you need it.
Our full-open valves and seats are designed for use in GD Energy Products PZ, F-Series, and National 12P lines of triplex drilling pumps. This gives you options to use these parts across your whole fleet of pumps.

Mud pump valve seats are used in on-shore and offshore oil and gas drilling operations and in pumps used in land-based fracking operations. Valves used in these types of pumping equipment operate at a very high frequency – up to one hertz (one cycle per second) – and are prone to high wear and degradation from hysteresis. Parker’s premium grade valve seats feature our Resilon® Polyurethane which has a high modulus of elasticity to successfully withstand high frequency operation and resist hysteresis.
Where typical urethane valves may last up to 400 hours, our proven valve seat designs with Resilon Polyurethane have lasted up to 800 hours (400 hours longer) – greatly improving drilling productivity through longer life. Longer valve seat life means maintenance intervals can be extended and production jobs can be completed before service is required.

The frac pump valves and seats are also called valve and seat assembly. There are valve body, valve insert, valve seat, and O-ring, these four parts consist of the frac pump valves and seats, which are very critical vulnerable parts in fracturing pumps. In higher pressure frac pumps, the mating surface of the valve body and valve seat is generally a conical surface. Frac valves and seats are the no. 1 expendables cost. 8620H or 20CrMo can be used for forged frac valves and seats. Both the valve body and valve seat would be carburized or nitrided to enhance their impact resistance and wear resistance. Polyurethane is often used as the raw material for the valve insert. Compared with rubber, polyurethane has better strength and elasticity.
This FAQ lists some questions about frac pump valves and seats for you. These FAQs shall be able to answer some queries related to the well-service pump valves and seats.
Four-web Valve: It is also called Supreme Type Valve: It is a stem-guided four web seat valve. The crossed structure valve seat assembly maximizes the service life, as it improves the impact absorption due to flapping the valve body.
Full Open Valve: It is a four-wing guided full open frac valves and seats. The full open design expands the flow area and provides excellent flow traits. It is easier to maintain, assemble and handle lost circulation material better than most conventional style valve seats assembly. There are four types of full pen valves that are popularly used in oilfields:
Novatech is a valves and seats manufacturer in the US. Its first welding valves were supplied nationally in 1982. As one of the oldest and strongest frac valves and seat manufacturers, a wide variety of valves & seats manufactured by Novatech are used throughout the world.
Novatech’s four streamlined guide legs full open seat valve have greatly increased the reliability and performance. The web-type valve seat was achieved to maximize the metal-to-metal bearing area. However, the loads applied to the seat webs are not uniform, the flow is not limited because of the Novatech four streamlined guide legs and the metal-to-metal bearing area is regained, the Novatech full open valve seat assembly can keep the impact loads uniformly transmitted to the frac pump fluid end. One-piece valve bodies, the insert retention groove acts as a circular channel beam to add superior rigidity to the valve body.
TianyuMfg provides 100% interchangeable frac valves and seats with Novatech’s. Our valves and seats are manufactured by high-quality alloy steel and which is forged integrally. The developed high, medium, and low-end products suit different working conditions for you to choose, including work-over, acidizing, cementing, fracturing, and drilling.
The plungers size defines the frac pump fluid end size. The frac pump valves and seats change with the plunger size but not all the same, some fluid ends of different plunger specs also share the valves and seats of the same size. You can find the following charts which list the general sizes of frac pump valves and seats:
Tianyu Mfg. Provides various kinds of frac pump valves and seats. Contact TianyuMfg sales engineer to get the most appropriate valves and seats for your pumps.
The frac pump valve section is divided into the suction valve and discharge valve on the drawings. However, in order to make the disassemble and maintenance of the frac pump valve convenient, the suction and the discharge valve body adopt the exactly same design. The suction valve body is located at the lower part of the frac pump fluid end, and the discharge valve is located at the upper part of the frac pump fluid end.
When you are inquiry about the suction or discharge frac valves and seats, Tianyu Mfg. provides the same design frac valves and seats, same as Weir SPM.
By the reciprocating movement of the plunger, the suction valve and the discharge valve continuously open and close. When the suction valve keeps opening and the discharge valve closing, the liquid pours into the frac pump fluid end cylinder cavity through the suction manifold and the suction valve to complete the liquid suction. When the discharge valve keeps opening and the suction valve closing, the liquid discharge from the frac pump fluid end cylinder cavity through the discharge valve land the discharge pipe to complete the liquid discharge.
In the operation of the frac pump, the frac pump valves and seats are constantly opening and closing. Therefore, the closing speed of the frac pump valves and seats require special attention. There is a certain impact that emerges due to kinetic energy changing at the closing moment of the frac pump valves. The impact strength is related to the mass and closing speed of the frac pump valves and seats. The greater the mass and speed are, the greater the impact strength will be. The shock is the main factor that triggers the frac pump valves and seats to be damaged. It makes the allowable closing speed is a key parameter of the frac pump valves and seats design.
You need to prepare sufficient spare frac pump valves and seats parts. The quality of frac pump valves and seats directly affect the performance of the frac pump fluid end. Tianyu Mfg. serves low cost and superior performance frac pump valves and seats. As the valve body is manufactured as a one-piece, which increased resistance to abrasion and extrusion, also minimizes insert movement, leakage, and separation from the valve.
For frac valve assembly, when the insert wear has nibbling but not bridged across the surface, the valve has even worn but no chips or washouts and function is still good, keep them working.
When the insert is almost damaged across the surface and caused the valve to leak, replace the insert. After replacing, no leakage keeps them working. Leakage till happened, replace the frac pump valve body. The leakage caused by the insert failure would arise the valve washout and fail easily tend to rapid erosion.
Increasing the metal-to-metal bearing area between the valve and seat is the only method to lengthen the life span of the frac pump valves and seats. The bigger this area, the bigger the area to absorb the high-impact energy from valve closing. We recommend the following tips for you as a reference.
The frac valves seats assembly should be opened and closed in time. The closing speed and hysteresis angle must be less than the allowable value. In this way, the shock strength emerges in the open and closing would be reduced.
The work summarized here comprises the concluding effort of a multi-year project, funded by the U.S. Department of Energy, Office of Vehicle Technologies. It supports the development of a better understanding of advanced diesel engine designs in which enhanced power density, energy efficiency, and emissions control place increasing demands upon the durability of engine materials. Many kinds of metallic alloys are used in engines depending on the operating stresses, temperatures, and chemical environments. Exhaust valves, for example, are subjected to high temperatures and repetitive surface contacts that place demands on durability and frictional characteristics of the materials. Valves must continuemore » to seal the combustion chamber properly for thousands of hours of cyclic engine operation and under varying operating conditions. It was the focus of this effort to understand the wear processes in the valve-seat area and to develop a model for the surface deformation and wear of that important interface. An annotated bibliography is provided to illustrate efforts to understand valve wear and to investigate the factors of engine operation that affect its severity and physical manifestation. The project for which this modeling effort was the final task, involved construction of a high-temperature repetitive impact test system as well as basic tribology studies of the combined processes of mechanical wear plus oxidation at elevated temperatures. Several publications resulted from this work, and are cited in this report. The materials selected for the experimental work were high-performance alloys based on nickel and cobalt. In some cases, engine-tested exhaust valves were made available for wear analysis and to ensure that the modes of surface damage produced in experiments were simulative of service. New, production-grade exhaust valves were also used to prepare test specimens for experimental work along with the other alloy samples. Wear analysis of valves and
Hard anodic coating provides a smooth wear resistant value seating surface on a cast aluminum alloy valve body. Vacuum impregnation with a thermosetting monomer, diallyl phthalate, seals the pores on the coating to prevent galvanic corrosion.
A moveable valve for controlling flow of a pressurized working fluid was designed. This valve consists of a hollow, moveable floating piston pressed against a stationary solid seat, and can use the working fluid to seal the valve. This open/closed, novel valve is able to use metal-to-metal seats, without requiring seat sliding action; therefore there are no associated damaging effects. During use, existing standard high-pressure ball valve seats tend to become damaged during rotation of the ball. Additionally, forces acting on the ball and stem create large amounts of friction. The combination of these effects can lead to system failure. In an attempt to reduce damaging effects and seat failures, soft seats in the ball valve have been eliminated; however, the sliding action of the ball across the highly loaded seat still tends to scratch the seat, causing failure. Also, in order to operate, ball valves require the use of large actuators. Positioning the metal-to-metal seats requires more loading, which tends to increase the size of the required actuator, and can also lead to other failures in other areas such as the stem and bearing mechanisms, thus increasing cost and maintenance. This novel non-sliding seat surface valve allows metal-to-metal seats without the damaging effects that can lead to failure, and enables large seating forces without damaging the valve. Additionally, this valve design, even when used with large, high-pressure applications, does not require large conventional valve actuators and the valve stem itself is eliminated. Actuation is achieved with the use of a small, simple solenoid valve. This design also eliminates the need for many seals used with existing ball valve and globe valve designs, which commonly cause failure, too. This, coupled with the elimination of the valve stem and conventional valve actuator, improves valve reliability and seat life. Other mechanical liftoff seats have been designed; however, they have only resulted in
Objective To describe the patterns of seat belt wearing in Nanjing, China for drivers, front seat passengers, and rear occupants of motor vehicles. Design Roadside observational study. Setting Four sites in central and northern Nanjing during daylight hours over 1 week in April 2005. Subjects Drivers and passengers of 17 147 cars, taxis, goods vans, and pickups, which traveled in the inside traffic lane. Main outcome measures Percentage seat belt wearing for each of seating position, age/sex, time of day, vehicle type, day of week. Results The rate of seat belt wearing was significantly higher in drivers (67.3%, 95% CI 66.6 to 68.0) than front seat passengers (18.9%, 95% CI, 18.0 to 19.8). It was negligible for second front seat passengers (2.6%, 95% CI 0.3 to 4.9) and rear seat passengers (0.5%, 95% CI 0.3 to 0.7). Belt tampering, such that protection would be reduced in the event of a crash, was observed for 18.5% of taxi drivers. Drivers were most likely to wear seat belts in cars and vans and at a city roundabout; front seat passengers were most likely to wear seat belts in non‐taxi vehicles, during the evening rush hour, if the driver was wearing a belt, and on the local north road. Drivers were least likely to wear a belt in the early morning, in pickups and taxis, on Tuesday (or the following week), and on the local north road; front seat passengers were least likely to wear a belt in taxis and if the driver was not wearing a belt. Conclusions Rates of seat belt wearing by passengers were low despite national legislation and provincial regulations coming into effect several months before the survey. Combined education and enforcement are necessary accompaniments to legislation. PMID:18056315
Trauma caused by traffic accidents is among the main etiologies involved in the occurrence of facial fractures throughout the world. However, the trauma mechanisms involved are different according to the location where the study was performed, due to different conditions of development, legislation, and culture. A retrospective study was done between February 2001 and July 2006, with the purpose of determining the epidemiology and the mechanisms involved in the occurrence of facial fractures among car occupants in the metropolitan area of São Paulo. Data were collected from 297 patients admitted with facial fractures to the emergency room of the Hospital das Clínicas, São Paulo University Medical School. Within this period, 151 individuals had been involved in traffic accidents, among which 56 (37.08%) were inside passenger cars. These were grouped based on the seating position that they were occupying at the time of the accident and the wearing of seat belts. Data concerning the number and location of fracture lines were obtained from the different groups, and a fracture/patient index (F/P I) was calculated to compare and make reference to the impact energy among these groups, for subsequent analysis and discussion. 323 fracture lines occurred among 56 patients who were car occupants. By applying the F/P I, we obtained higher values in the group of rear-seat passengers who were not wearing seat belts (7.23 fractures per patient), followed by the group of drivers not wearing seat belts (6.33 fractures per patient), the group of front-seat passengers not wearing seat belts (5.58 fractures per patient), the group of drivers wearing seat belts (5.54 fractures per patient) and, finally, the group of front-seat passengers wearing seat belts (4.00 fractures per patient). None of the rear-seat passengers was wearing seat belts. The data collected indicate that the driver position shows a high incidence of facial fractures, not being effectively protected by the seat
Risk-based inspection methods enable estimation of the probability of failure on demand for spring-operated pressure relief valves at the United States Department of Energy"s Savannah River Site in Aiken, South Carolina. This paper presents a statistical performance evaluation of soft seat spring operated pressure relief valves. These pressure relief valves are typically smaller and of lower cost than hard seat (metal to metal) pressure relief valves and can provide substantial cost savings in fluid service applications (air, gas, liquid, and steam) providing that probability of failure on demand (the probability that the pressure relief valve fails to perform its intendedmore » safety function during a potentially dangerous over pressurization) is at least as good as that for hard seat valves. The research in this paper shows that the proportion of soft seat spring operated pressure relief valves failing is the same or less than that of hard seat valves, and that for failed valves, soft seat valves typically have failure ratios of proof test pressure to set pressure less than that of hard seat valves.« less
The Europa mission and spacecraft design presented unique challenges for selection of valve seat materials that met the fluid compatibility requirements, and combined fluid compatibility and high radiation exposure level requirements. The Europa spacecraft pressurization system valves will be exposed to fully saturated propellant vapor for the duration of the mission. The effects of Nitrogen Tetroxide (NTO) and Monomethylhydrazine (MMH) propellant vapors on heritage valve seat materials, such as Vespel SP-1 and Polychlorotrifluoroethylene (PCTFE), were evaluated to determine if an alternate material is required. In liquid system applications, Teflon is the only available compatible valve seat material. Radiation exposure data for Teflon in an air or vacuum environment has been previously documented. Radiation exposure data for Teflon in an oxidizer environment such as NTO, was not available, and it was unknown whether the effects would be similar to those on air-exposed samples. Material testing was conducted by Marshall Space Flight Center (MSFC) and White Sands Test Facility (WSTF) to determine the effects of propellant vapor on heritage seat materials for pressurization valve applications, and the effects of combined radiation and NTO propellant exposure on Teflon. The results indicated that changes in heritage pressurization valve seat materials" properties rendered them unsuitable for the Europa application. The combined radiation and NTO exposure testing of Teflon produced results equivalent to combined radiation and air exposure results.
The benefit of wearing a rear seatbelt in reducing the risk of motor vehicle crash-related fatalities and injuries has been well documented in previous studies. Wearing a seatbelt not only reduces the risk of injury to rear-seat passengers, but also reduces the risk of injury to front-seat occupant who could be crushed by unbelted rear-seat passengers in a motor vehicle crash. Despite the benefits of wearing a rear seatbelt, its rate of use in Malaysia is generally low. The objective of this study was to identify factors that are associated with the wearing of a seatbelt among rear-seat passengers in Malaysia. Multinomial logistic regression analysis of the results of a questionnaire survey of 1651 rear-seat passengers revealed that rear-seat passengers who were younger, male, single and less educated and who had a perception of a low level of legislation enforcement, a lower risk-aversion and less driving experience (only for passengers who are also drivers) were less likely to wear a rear seatbelt. There was also a significant positive correlation between driver seatbelt and rear seatbelt-wearing behaviour. This implies that, in regards to seatbelt-wearing behaviour, drivers are more likely to adopt the same seatbelt-wearing behaviour when travelling as rear-seat passengers as they do when driving. These findings are crucial to the development of new interventions to increase the compliance rate of wearing a rear seatbelt. Copyright © 2012 Elsevier Ltd. All rights reserved.
The 2005 seat belt survey showed a minor improvement in driver wearing : rates. Over the 2003 2005 period, estimated wearing rates for male drivers : increased by one percentage point to 83 per cent, and for female drivers : increased by two perc...
A check valve which closes more rapidly to prevent wearing of the valve seat and of the valve member that seals thereagainst, including a solenoid or other actuator that aids the normal spring to quickly close the valve at approximately the time when downpath fluid flow would stop, the actuator then being deenergized. The control circuit that operates the actuator can include a pair of pressure sensors sensing pressure both upstream and downstream from the valve seat. Where the valve is utilized to control flow to or from a piston pump, energization of the actuator can be controlled by sensing when the pump piston reaches its extreme of travel.
We have developed a monolithic polydimethylsiloxane (PDMS) membrane microvalve with an isotropically etched valve seat for robust microfluidics. In order to avoid bonding or sticking of the PDMS membrane to the valve seat during the bonding process, the valve seat was wet-etched to be a one-dimensional line instead of a plane. The simple wet-etching technique allowed for the fabrication of an anti-bonding architecture in a scalable manner, and it intrinsically prevented contact between the PDMS membrane and valve seat when no external force was applied (i.e., normally open). This approach enables the permanent device assembly so that the microfluidic chip can be operable in a wide range of fluid pressures (e.g., over 200 kPa) without any leakage and sticking problems.
Valve clearances and seating force, as well as other valve operational parameters, are determined by measuring valve stem rotation during opening and closing operations of a translatable gate valve. The magnitude of the stem rotation, and the relative difference between the stem rotation on opening and closing provides valuable data on the valve internals in a non-intrusive manner.
Valve clearances and seating force, as well as other valve operational parameters, are determined by measuring valve stem rotation during opening and closing operations of a translatable gate valve. The magnitude of the stem rotation, and the relative difference between the stem rotation on opening and closing provides valuable data on the valve internals in a non-intrusive manner. 8 figs.
The fracturing has become the most offensive stimulation treatment in the low permeability reservoir. But, as the construction displacement and sand dosage of overlong horizontal well were increased continuously, the erosion wear of ball seat of pitching sliding sleeve was increasingly serious, which might lead to the failure of opening the sliding sleeve. In the existing literature, there were many researches on the erosion wear of liquid-solid two-phase flow in the diameter of sudden expansion pipe, but the influence of solid particle with mixed particle size to the erosion wear was not considered. This paper studied the erosion wear of ball seat according to the mixed proppant with different particle sizes, and carried out the numerical simulation with Fluent software with the Euler two-fluid theory. The results showed that: the erosion wear rate of ball seat is in inversely proportional to the particle size of proppant; the erosion wear rate of ball seat is different when the volume fraction of proppant with different particle sizes is changed; and for the mixed proppant of which the particle size is 0.3mm and 0.8mm, the erosion wear rate of ball seat is minimum when the volume fraction of proppant, of which the particle size is 0.3mm, is about 20%. The simulated result contributed to the deep study on erosion wear law of solid particle, and meanwhile, provided a certain reference basis for the selection of staged fracturing material of horizontal well.
A valve includes a housing defining a bore having an inlet and extending along a longitudinal axis. A head is attached to the housing and defines a head passage having an outlet. A piston is disposed within the bore and includes a piston passage extending through the piston along the longitudinal axis. The piston is moveable between a closed position in which a sealing end of the piston abuts a seat of the head to close fluid communication through the piston passage and an open position in which the sealing end of the piston is axially spaced along the longitudinal axis from the seat of the head to permit fluid communication through the piston passage between the inlet and the outlet. The housing defines an equalizing chamber in fluid communication with the head passage for damping movement of the piston.
A method and apparatus are provided for monitoring a motor operated valve during the brief period when the valve seats and the torque switch trips to deenergize the valve motor. The method uses voltage measurements on the load side of a deenergizing switch that opens to deenergize the motor to determine, among other things, final motor rotational speed and the decelerating torque at motor deenergization. 14 figs.
A method and apparatus are provided for monitoring a motor operated valve during the brief period when the valve seats and the torque switch trips to deenergize the valve motor. The method uses voltage measurements on the load side of a deenergizing switch that opens to deenergize the motor to determine, among other things, final motor rotational speed and the decelerating torque at motor deenergization.
A piezoelectric valve in a gas delivery system includes a piezoceramic element bonded to a valve seal and disposed over a valve seat, and retained in position by an O-ring and a retainer; an insulating ball normally biased by a preload spring against the piezoceramic element; an inlet gas port positioned such that upon admission of inlet gas into the valve, the piezoceramic element is positively seated. The inlet gas port is located only on the side of the piezoceramic element opposite the seal.
A sequenced drive for rotary valves which provides the benefits of applying rotary and linear motions to the movable sealing element of the valve. The sequenced drive provides a close approximation of linear motion while engaging or disengaging the movable element with the seat minimizing wear and damage due to scrubbing action. The rotary motion of the drive swings the movable element out of the flowpath thus eliminating obstruction to flow through the valve.
This reports surveys the availability of seat belt wearing data in OECD Member countries. The injury-reducing effect of seat belts is estimated to be around 50 per cent for fatal and serious injuries. Seat belts are most effective in frontal and roll...
This study assessed to what extent an enforcement campaign influenced seat-belt and helmet wearing on a Pakistani highway. The study setting was the Karachi-Hala highway where a traffic enforcement campaign was conducted from Dec 2009 to Feb 2010. Seat-belt and helmet wearing were observed in Nov 2009 and Apr 2010 at Karachi toll plaza. Differences in wearing rates as a function of occupants’ age, sex, and vehicle type were compared between the two periods. On average, 9 119 (Standard deviation=1 896) traffic citations were issued per month from Aug 2009 to Feb 2010; 4.2% of which were for not wearing helmet. A 22.5% increase in citations was observed for Dec 2009 to Feb 2010 periods compared with Aug 2009 to Oct 2009 periods. Nearly six thousand four-wheeled and four hundred two-wheeled motorized vehicle occupants were observed in Nov 2009 and Apr 2010. Overall, two of the five drivers and one of the five front seat occupants wore seat belts. This proportion was significantly higher in drivers and front-seat occupants of cars than those of heavier vehicles. Similarly, one of two motorcyclists used a helmet but this proportion was 5.8% for pillion riders in Nov 2009. The increased enforcement had a limited influence on belt wearing in drivers (+4.0%; 95% Confidence Interval [95%CI]=1.8–6.1) and occupants (+6.2%; 95%CI=4.2–8.2). A higher increase was observed for motorcyclists (+9.8%; 95%CI=2.6–16.8) and pillion riders (+12.8%; 95%CI=5.4, 20.5). These results suggested that serious efforts are required to increase seat-belt and helmet use on Pakistani highways. Improving enforcement resources, increased fines, not allowing such vehicles on roads, and awareness campaigns targeting drivers of heavy vehicles might increase wearing rates in Pakistan. PMID:22105384
Since 1997 numerous fires have been reported to the Food and Drug Administration involving cylinder valves installed on medical use oxygen cylinders sold and operated within the United States. All of the cylinder valves in question had polychlorotrifluoroethylene (PCTFE) valve seats. Subsequent failure analysis showed that the main seat was the primary source of ignition. A review of the incidents involving cylinder valve fires indicated three possible ignition mechanisms: contaminant promotion, flow friction, and resonance. However, gas purity analysis showed that uncombusted, residual oxygen was within specification. Infrared and energy dispersive spectroscopy further showed that no contaminants or organic compounds were present in the remaining, uncombusted valve seat material or on seat plug surfaces. Therefore, contaminant-promoted ignition did not appear to be responsible for the failures. Observations of extruded material along the outer edge of the coined or loaded seat area produced by cylinder overuse or poppet overload led to concerns that accelerated gas flow across a deformed seat surface could generate enough localized heating to ignite the polymeric seat. Low molecular weight or highly amorphous quick-quenched PCTFE grades might be expected to be especially prone to this type of deformation. Such a failure mechanism has been described as flow friction; however, the corresponding mechanistic parameters are poorly understood. Subsequent revelation of low-temperature dimensional instability by thermomechanical analysis (TMA) in a variety of PCTFE sheet and rod stock samples led to new concerns that PCTFE valve seats could undergo excessive expansion or contraction during service. During expansion, additional extrusion and accompanying flow friction could occur. During contraction, a gap between the seal and adjacent metal surfaces could form. Gas flowing past the gap could, in turn, lead to resonance heating and subsequent ignition as described in ASTM
Two-way cryogenic solenoid valve resists damage from vibration and metallic interfacial sliding. The new system features a flat-faced armature guided by a flexure disk which eliminates sliding surfaces and is less subject to contamination and wear.
A fast-acting valve includes an annular valve seat that defines an annular valve orifice between the edges of the annular valve seat, an annular valve plug sized to cover the valve orifice when the valve is closed, and a valve-plug holder for moving the annular valve plug on and off the annular valve seat. The use of an annular orifice reduces the characteristic distance between the edges of the valve seat. Rather than this distance being equal to the diameter of the orifice, as it is for a conventional circular orifice, the characteristic distance equals the distance between the inner and outer radii (for a circular annulus). The reduced characteristic distance greatly reduces the gap required between the annular valve plug and the annular valve seat for the valve to be fully open, thereby greatly reducing the required stroke and corresponding speed and acceleration of the annular valve plug. The use of a valve-plug holder that is under independent control to move the annular valve plug between its open and closed positions is important for achieving controllable fast operation of the valve.
Despite the importance of understanding seat belt use patterns among drivers and passengers for the purpose of direct interventions or monitoring improvements, no study has described wearing rates for all seat positions in Russia. This study describes observed seat belt use and knowledge, attitudes, and perceptions of seat belt use in Lipetskaya Oblast, Russia. An observational study on the use of seat belts and child restraints in the Lipetskaya region conducted during October 2010 collected data in 6 districts and on 3 different road types. A roadside survey gathered information on knowledge, attitudes, and perceptions toward the use of seat belts from randomly selected drivers. Frequencies of seat belt use by seat position, gender, and road type were calculated. A multivariable logit model disclosed the associations between seat belt use and sociodemographic factors. The study design permitted comparison of observed seat belt use to self-reported seat belt use. A total of 25,795 vehicles and 39,833 drivers and passengers contributed observations. Overall, 55 percent of drivers were observed to be using seat belts. More than half (58%) of front seat passengers wore seat belts and only 9 percent of back seat passengers were observed to be wearing seat belts; 11 percent of cars with children had any type of child safety measure. Drivers on urban roads were less likely to wear seat belts compared to those on main highways and rural roads. Nearly 60 percent of survey respondents mentioned "seat belts save lives," and more than half mentioned law requirements and fines. Although the observed seat belt use in Lipetskaya Oblast is much higher than previous estimates in Russia, overall wearing rates remain far from universal. Rear seat passengers and children are particularly at risk. Because combined education and enforcement has proven to be effective elsewhere, such interventions are needed to improve seat belt use.
A depressurization valve for use in relieving completely the pressure in a simplified boiling water reactor is disclosed. The normally closed and sealed valve is provided with a valve body defining a conduit from an outlet of a manifold from the reactor through a valve seat. A closing valve disk is configured for fitting to the valve seat to normally close the valve. The seat below the disk is provided with a radially extending annulus extending a short distance into the aperture defined by the seat. The disk is correspondingly provided with a longitudinally extending annulus that extends downwardly through the aperture defined by the seat towards the high pressure side of the valve body. A ring shaped membrane is endlessly welded to the seat annulus and to the disk annulus. The membrane is conformed over the confronted surface of the seat and disk in a C-sectioned configuration to seal the depressurization valve against the possibility of weeping. The disk is held to the closed position by an elongate stem extending away from the high pressure side of the valve body. The stem has a flange configured integrally to the stem for bias by two springs. The first spring acts from a portion of the housing overlying the disk on the stem flange adjacent the disk. This spring urges the stem and attached disk away from the seat and thus will cause the valve to open at any pressure. A second spring-preferably of the Belleville variety-acts on a latch plate surrounding and freely moving relative to the end of the stem. This second spring overcomes the bias of the first spring and any pressure acting upon the disk. This Belleville spring maintains through its spring force the valve in the closed position. At the same time, the latch plate with its freedom of movement relative to the stem allows the stem to thermally expand during valve temperature excursion.
The safety valve contains a resilient gland to be held between a valve seat and a valve member and is secured to the valve member by a sleeve surrounding the end of the valve member adjacent to the valve seat. The sleeve is movable relative to the valve member through a limited axial distance and a gap exists between said valve member and said sleeve.
A check valve for use in a GDCS of a nuclear reactor and having a motor driven disk including a rotatable armature for rotating the check valve disk over its entire range of motion is described. In one embodiment, the check valve includes a valve body having a coolant flow channel extending therethrough. The coolant flow channel includes an inlet end and an outlet end. A valve body seat is located on an inner surface of the valve body. The check valve further includes a disk assembly, sometimes referred to as the motor driven disc, having a counterweight and a disk shaped valve. The disk valve includes a disk base having a seat for seating with the valve body seat. The disk assembly further includes a first hinge pin member which extends at least partially through the disk assembly and is engaged to the disk. The disk valve is rotatable relative to the first hinge pin member. The check valve also includes a motor having a stator frame with a stator bore therein. An armature is rotatably positioned within the stator bore and the armature is coupled to the disk valve to cause the disk valve to rotate about its full range of motion.
A check valve for use in a GDCS of a nuclear reactor and having a motor driven disk including a rotatable armature for rotating the check valve disk over its entire range of motion is described. In one embodiment, the check valve includes a valve body having a coolant flow channel extending therethrough. The coolant flow channel includes an inlet end and an outlet end. A valve body seat is located on an inner surface of the valve body. The check valve further includes a disk assembly, sometimes referred to as the motor driven disc, having a counterweight and a disk shaped valve. The disk valve includes a disk base having a seat for seating with the valve body seat. The disk assembly further includes a first hinge pin member which extends at least partially through the disk assembly and is engaged to the disk. The disk valve is rotatable relative to the first hinge pin member. The check valve also includes a motor having a stator frame with a stator bore therein. An armature is rotatably positioned within the stator bore and the armature is coupled to the disk valve to cause the disk valve to rotate about its full range of motion. 5 figs.
A depressurization valve for use in relieving completely the pressure in a simplified boiling water reactor is disclosed. The normally closed and sealed valve is provided with a valve body defining a conduit from an outlet of a manifold from the reactor through a valve seat. A closing valve disk is configured for fitting to the valve seat to normally close the valve. The seat below the disk is provided with a radially extending annulus extending a short distance into the aperture defined by the seat. The disk is correspondingly provided with a longitudinally extending annulus that extends downwardly through the aperture defined by the seat towards the high pressure side of the valve body. A ring shaped membrane is endlessly welded to the seat annulus and to the disk annulus. The membrane is conformed over the confronted surface of the seat and disk in a C-sectioned configuration to seal the depressurization valve against the possibility of weeping. The disk is held to the closed position by an elongate stem extending away from the high pressure side of the valve body. The stem has a flange configured integrally to the stem for bias by two springs. The first spring acts from a portion of the housing overlying the disk on the stem flange adjacent the disk. This spring urges the stem and attached disk away from the seat and thus will cause the valve to open at any pressure. A second spring--preferably of the Belleville variety--acts on a latch plate surrounding and freely moving relative to the end of the stem. This second spring overcomes the bias of the first spring and any pressure acting upon the disk. This Belleville spring maintains through its spring force the valve in the closed position. At the same time, the latch plate with its freedom of movement relative to the stem allows the stem to thermally expand during valve temperature excursion. The latch plate in surrounding the stem is limited in its outward movement by a boss attached to the stem at the end of
A valve assembly with a resilient metal seat member is disclosed for providing a gas-tight seal in a gas handling system. The valve assembly also includes a valve element for sealing against the valve seat member; and an actuating means for operating the valve element. The valve seat member is a one-piece stainless steel ring having a central valve port and peripheral mounting flange, and an annular corrugation in between. A groove between the first and second ridges serves as a flexure zone during operation of the valve member and thus provides the seating pressure between the inner ridge or valve seat and the valve element. The outer annular ridge has a diameter less than said valve element to limit the seating motion of the valve element, preventing non-elastic deformation of the seat member.
A valve assembly with a resilient metal seat member is disclosed for providing a gas-tight seal in a gas handling system. The valve assembly also includes a valve element for sealing against the valve seat member; and an actuating means for operating the valve element. The valve seat member is a one-piece stainless steel ring having a central valve port and peripheral mounting flange, and an annular corrugation in between. A groove between the first and second ridges serves as a flexure zone during operation of the valve member and thus provides the seating pressure between the inner ridge or valve seat and the valve element. The outer annular ridge has a diameter less than said valve element to limit the seating motion of the valve element, preventing non-elastic deformation of the seat member.
This invention is a novel valve of the slidable-gate type. The valve is designed especially for long-term use with highly abrasive slurries. The sealing surfaces of the gate are shielded by the valve seats when the valve is fully open or closed, and the gate-to-seat clearance is swept with an inflowing purge gas while the gate is in transit. A preferred form of the valve includes an annular valve body containing an annular seat assembly defining a flow channel. The seat assembly comprises a first seat ring which is slidably and sealably mounted in the body, and a second seat ring which is tightly fitted in the body. These rings cooperatively define an annular gap which, together with passages in the valve body, forms a guideway extending normal to the channel. A plate-type gate is mounted for reciprocation in the guideway between positions where a portion of the plate closes the channel and where a circular aperture in the gate is in register with the channel. The valve casing includes opposed chambers which extend outwardly from the body along the axis of the guideway to accommodate the end portions of the gate. The chambers are sealed from atmosphere; when the gate is in transit, purge gas is admitted to the chambers and flows inwardly through the gate-to-seat-ring, clearance, minimizing buildup of process solids therein. A shaft reciprocated by an external actuator extends into one of the sealed chambers through a shaft seal and is coupled to an end of the gate. Means are provided for adjusting the clearance between the first seat ring and the gate while the valve is in service.
The dimensional stability of polychlorotrifluoroethylene (PCTFE) valve seats used in oxygen regulator applications was determined by thermomechanical analysis (TMA). Two traceable grades of PCTFE were tested; Kel-F 81 and Neoflon CTFE M400H. For these particular resins, the effect of percent crystallinity, zero strength time (ZST) molecular weight, resin grade, process history (compression-molded versus extruded) on the dimensional stability and annealing behavior was determined. In addition to the traceable Kel-F 81 and Neoflon CTFE M400H grades, actual PCI"PH valve seats of differing geometry and design were tested by TMA. The PCTFE valve seats were of unspecified resin grade, although certain inferences about the grade could be drawn based on knowledge of the valve seat fabrication date. Results consistently revealed dimensional instability of varying magnitude at temperatures ranging from 40 to 70 degrees Celsius. Furthermore, some of the pre- 1 995 seats appeared to be more dimensionally stable than those fabricated after 1995. The TMA results are discussed in the context of several proposed ignition mechanisms; namely, particle impact, presence of contaminant oils and fibers, and localized heating by flow friction and/or resonance. The effect of metal constraint on the dimensional stability of PCTFE is also discussed. Finally, the effect of percent crystallinity, ZST molecular weight, resin grade, process history (compression-molded versus extruded) on the AIT, delta Hc and impact sensitivity of various types of Neoflon CTFE M400H was determined using Kel-F 81 as a control. Results show that the AIT, delta Hc and impact sensitivity were essentially independent of Neoflon CTFE process history and structure.
A mud saver valve is described for preventing drilling mud from escaping from a kelly when a drill string is broken below the kelly, the valve comprising: a tubular valve body having first and second ends, the first end being provided with means for attachment in fluid communicating relationship with the kelly, the second end being provided with means for attachment to the drill string; an annular seat fixed in the interior of the valve body adjacent its first end; a tubular closure member within the valve body. The closure member is provided with a selectively closed seating end formore » seating in valve closing engagement with the annular seat, an open non-seating end in fluid communicating relationship with the drill string, and an annular expansion in the outer diameter of the closure member adjacent the seating end; a top and bottom spacer ring disposed in sliding relationship around the tubular closure member intermediate the annular expansion and the non-seating end of the closure member. The spacer ring and annular expansion cooperatively define an annular chamber around the closure member; and a helical spring disposed around the closure member towards the annular seat.« less
A low energy high pressure screw valve having a valve body having an upper portion and a lower portion, said lower portion of said valve body defining an inlet flow passage and an outlet flow passage traversing said valve body to a valve seat, said upper portion of said valve body defining a cavity at said valve seat, a diaphragm restricting flow between said upper portion of said valve body and said lower portion, said diaphragm capable of engaging said valve seat to restrict fluid communication between said inlet passage and said outlet passage, a plunger within said cavity supporting said diaphragm, said plunger being capable of engaging said diaphragm with said valve seat at said inlet and outlet fluid passages, said plunger being in point contact with a drive screw having threads engaged with opposing threads within said upper portion of said valve body such engagement allowing motion of said drive screw within said valve body.
Motor vehicle crashes kill more adolescents in the United States than any other cause, and often the teen is not wearing a seat belt. Using data from the 2011 Youth Risk Behavior Surveys from 38 states, we examined teens" self-reported seat belt use while riding as a passenger and identified individual characteristics and environmental factors associated with always wearing a seat belt. Only 51% of high school students living in 38 states reported always wearing a seat belt when riding as a passenger; prevalence varied from 32% in South Dakota to 65% in Delaware. Seat belt use was 11 percentage points lower in states with secondary enforcement seat belt laws compared to states with primary enforcement laws. Racial/ethnic minorities, teens living in states with secondary enforcement seat belt laws, and those engaged in substance use were least likely to always wear their seat belts. The likelihood of always being belted declined steadily as the number of substance use behaviors increased. Seat belt use among teens in the United States remains unacceptably low. Results suggest that environmental influences can compound individual risk factors, contributing to even lower seat belt use among some subgroups. This study provides the most comprehensive state-level estimates to date of seat belt use among U.S. teens. This information can be useful when considering policy options to increase seat belt use and for targeting injury prevention interventions to high-risk teens. States can best increase teen seat belt use by making evidence-informed decisions about state policy options and prevention strategies. Published by Elsevier Ltd.
An ultra-high vacuum valve that is bakable, reusable, and capable of being quickly opened and closed is described. A translationally movable valve gate having an annular ridge is adapted to contact an annular soft metal gasket disposed at the valve seat such that the soft metal gasket extends beyond the annular ridge on all sides. The valve gate is closed, by first laterally aligning the valve gate with the valve seat and then bringing the valve gate and valve seat into seating contact by the translational movement of a ramp-like wedging means that engages similar ramp-like stractures at the base of the valve gate to force the valve gate into essentially pressureless contact with the annular soft metal gasket. This gasket is then pressurized from beneath by a fluid thereby effecting a vacuura tight seal between the gasket and the ridge. (AEC)
Excessive cage strut wear allowing ball-poppet embolization caused the sudden death of a 47 year old lady in whom a DeBakey-Surgitool aortic prosthesis had been implanted nine years earlier. Patients with this type of prosthesis should have periodic valvular cine fluoroscopy with image intensification to allow visualization of significant strut wear or fracture, and appropriate prosthetic valve replacement.
Tube-type shutoff valve electrically positioned to open or closed state by concentric solenoid. Solenoid dual latching: it holds position until changed electrically or manually. In tube valve, central tube slides axially, closing off flow when held against seat and allowing flow when backed away from seat. Simple to balance pressure on seal between seat and sharp edge of tube. With pressure-balanced seal, only small force needed to hold valve in position, regardless of pressure acting on valve.
In this study, the experiments aimed at analyzing thermally the exhaust valve in an air-cooled internal combustion engine and estimating the thermal contact conductance in fixed and periodic contacts. Due to the nature of internal combustion engines, the duration of contact between the valve and its seat is too short, and much time is needed to reach the quasi-steady state in the periodic contact between the exhaust valve and its seat. Using the methods of linear extrapolation and the inverse solution, the surface contact temperatures and the fixed and periodic thermal contact conductance were calculated. The results of linear extrapolation and inverse methods have similar trends, and based on the error analysis, they are accurate enough to estimate the thermal contact conductance. Moreover, due to the error analysis, a linear extrapolation method using inverse ratio is preferred. The effects of pressure, contact frequency, heat flux, and cooling air speed on thermal contact conductance have been investigated. The results show that by increasing the contact pressure the thermal contact conductance increases substantially. In addition, by increasing the engine speed the thermal contact conductance decreases. On the other hand, by boosting the air speed the thermal contact conductance increases, and by raising the heat flux the thermal contact conductance reduces. The average calculated error equals to 12.9 %.
A streamlined coal slurry letdown valve is featured which has a two-piece throat comprised of a seat and seat retainer. The two-piece design allows for easy assembly and disassembly of the valve. A novel cage holds the two-piece throat together during the high pressure letdown. The coal slurry letdown valve has long operating life as a result of its streamlined and erosion-resistance surfaces.
Exhalation valves are a critical component of industrial respirators. They are designed to permit minimal inward leakage of air contaminants during inhalation and provide low resistance during exhalation. Under normal conditions, penetration of aerosol through exhalation valves is minimal. The exhalation valve is, however, a vulnerable component of a respirator and under actual working conditions may become dirty or damaged to the point of causing significant leakage. Aerosol penetration was measured for normal exhalation valves and valves compromised by paint or fine copper wires on the valve seat. Penetration increased with increasing wire diameter. A wire 250 microns in diameter allowed greater than 1% penetration into the mask cavity. Dirt or paint accumulated on the exhalation valve allowed a similar level of penetration. Work rate had little effect on observed penetration. Penetration decreased significantly with increasing aerosol particle size. The amount of material on the valve or valve seat necessary for significant (greater than 0.5%) inward leakage in a half-mask respirator could be readily observed by careful inspection of the exhalation valve and its seat in good lighting conditions.
Tester investigates fundamental factors affecting cyclic life and sealing performance of valve seats and poppets. Tester provides for varying impact loading of poppet against seat and rate of cycling, and controls amount and type of relative motion between sealing faces of seat and poppet. Relative motion between seat and poppet can be varied in three modes.
Increasing amount of tribological applications is working under alternating high/low temperature conditions where the material is subjected to temperature fatigue mechanisms such as creep, softening due to annealing, and at the same time must withstand mechanical wear due to sliding contact with pairing bodies. Steam turbine valves, gate valves, valve heads, stems, seats and bushings, and contacting surfaces of the carrier elements are some examples of such applications. The purpose of the present study is to evaluate the potential of X20 and P91 steels as materials for applications operating under combined effect of mechanical wear and alternating high/low temperature conditions. It was focused on how the microstructural changes occurring in the weld zone affect the wear properties of the selected materials. Generally, with longer tempering time and higher tempering temperature, the number of carbide precipitates decreased, while their relative spacing increased. Before tempering, the morphology of the steel matrix (grain size, microstructure homogeneity) governed the wear resistance of both steels, while after tempering wear response was determined by the combination of the number and the size of carbide particles. After tempering, in X20 steel larger number of stable M23C6 carbides was observed as compared with P91 steel, resulting in lower wear rates. It was observed that for both steels, a similar combination of number density and size distribution of carbide particles provided the highest wear resistance.
A streamlined coal slurry letdown v



 8613371530291
8613371530291