
mud pump working animation price

A mud pump (sometimes referred to as a mud drilling pump or drilling mud pump), is a reciprocating piston/plunger pump designed to circulate drilling fluid under high pressure (up to 7,500 psi or 52,000 kPa) down the drill string and back up the annulus. A mud pump is an important part of the equipment used for oil well drilling and manufactured according to API specification 7K.
The advantages of the drilling mud pump include the ability to move high-solids-content fluids laden with abrasives, the ability to pump large particles, ease of operation and maintenance, reliability, and the ability to operate over a wide range of pressures and flow rates by changing the diameter of pump liners and pistons.
As an important equipment for oilfield drilling operation, a drilling mud pump delivers circulating high-pressure drilling fluid or drilling mud to the bottom of the oil well, flushes the bottom of the well, breaks the rock, cools, lubricates and clean the drill bit, and carries the cuttings back to the ground.
The drilling mud is also used to suspend and carry out drill cuttings from the drill bits as it is brought in and out of the hole. This ensures that the drill bit does not clog and overheat, and makes the entire drilling operation smooth and safe.
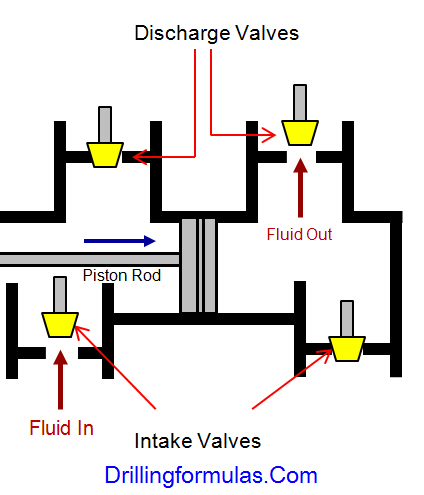
Rotational power is supplied to the mud pump through an external power source like a diesel engine or electric motor. The power end of the mud pump converts the rotational energy through a crankshaft to a reciprocating motion of pistons.
The pistons move back and forth in mud pump liners, exerting a force on the cylinder chamber. During the retraction of the piston, valves open to allow the fluid to be drawn into the cylinder. Once the piston has fully retracted, it is pushed back into the cylinder.

The drilling industry has roots dating back to the Han Dynasty in China. Improvements in rig power and equipment design have allowed for many advances in the way crude oil and natural gas are extracted from the ground. Diesel/electric oil drilling rigs can now drill wells more than 4 miles in depth. Drilling fluid, also called drilling mud, is used to help transfer the dirt or drill cuttings from the action of the drilling bit back to the surface for disposal. Drill cuttings can vary in shape and size depending on the formation or design of the drill bit used in the process.
Watch the video below to see how the EDDY Pump outperforms traditional pumps when it comes to high solids and high viscosity materials commonly found on oil rigs.
The fluid is charged into high-pressure mud pumps which pump the drilling mud down the drill string and out through the bit nozzles cleaning the hole and lubricating the drill bit so the bit can cut efficiently through the formation. The bit is cooled by the fluid and moves up the space between the pipe and the hole which is called the annulus. The fluid imparts a thin, tough layer on the inside of the hole to protect against fluid loss which can cause differential sticking.
The fluid rises through the blowout preventers and down the flowline to the shale shakers. Shale shakers are equipped with fine screens that separate drill cutting particles as fine as 50-74 microns. Table salt is around 100 microns, so these are fine cuttings that are deposited into the half-round or cuttings catch tank. The drilling fluid is further cleaned with the hydro-cyclones and centrifuges and is pumped back to the mixing area of the mud tanks where the process repeats.
The drill cuttings contain a layer of drilling fluid on the surface of the cuttings. As the size of the drill cuttings gets smaller the surface area expands exponentially which can cause rheological property problems with the fluid. The fluid will dehydrate and may become too thick or viscous to pump so solids control and dilution are important to the entire drilling process.
One of the most expensive and troubling issues with drilling operations is the handling, processing, and circulation of drilling mud along with disposing of the unwanted drill cuttings. The drilling cuttings deposited in the half round tank and are typically removed with an excavator that must move the contents of the waste bin or roll-off box. The excavators are usually rented for this duty and the equipment charges can range from $200-300/day. Add in the cost for the day and night manpower and the real cost for a single excavator can be as much as $1800/day.
Using the excavator method explained above, the unloading of 50 barrels of drill cuttings from the half round can take as long as two hours. This task is mostly performed by the solids control technicians. The prime duty for the solids control technicians is to maintain the solids control equipment in good working order. This involves maintenance for the equipment, screen monitoring and changing, centrifuge adjustments, and retort testing to prepare a daily operational summary of the solids control program.
Offshore drilling rigs follow a similar process in which the mud is loaded into empty drums and held on the oil platform. When a certain number of filled drums is met, the drums are then loaded onto barges or vessels which take the drilling mud to the shore to unload and dispose of.
Oil field drilling operations produce a tremendous volume of drill cuttings that need both removal and management. In most cases, the site managers also need to separate the cuttings from the drilling fluids so they can reuse the fluids. Storing the cuttings provides a free source of stable fill material for finished wells, while other companies choose to send them off to specialty landfills. Regardless of the final destination or use for the cuttings, drilling and dredging operations must have the right high solids slurry pumps to move them for transport, storage, or on-site processing. Exploring the differences in the various drilling fluids, cutting complications, and processing options will reveal why the EDDY Pump is the best fit for the job.
The Eddy Pump is designed to move slurry with solid content as high as 70-80 % depending on the material. This is an ideal application for pumping drill cuttings. Drill cuttings from the primary shakers are typically 50% solids and 50% liquids. The Eddy Pump moves these fluids efficiently and because of the large volute chamber and the design of the geometric rotor, there is very little wear on the pump, ensuring long life and greatly reduced maintenance cost for the lifetime of the pump.
plumbed to sweep the bottom of the collection tank and the pump is recessed into a sump allowing for a relatively clean tank when the solids are removed. The Eddy Pump is sized to load a roll-off box in 10-12 minutes. The benefit is cuttings handling is quicker, easier, safer, and allows for pre-planning loading where the labor of the solids control technician is not monopolized by loading cuttings. Here, in the below image, we’re loading 4 waste roll-off bins which will allow the safe removal of cuttings without fear of the half-round catch tank running over.
Mud cleaning systems such as mud shaker pumps and bentonite slurry pumps move the material over screens and through dryers and centrifuges to retrieve even the finest bits of stone and silt. However, the pump operators must still get the raw slurry to the drill cuttings treatment area with a power main pump. Slurry pumps designed around the power of an Eddy current offer the best performance for transferring cuttings throughout a treatment system.
Options vary depending on whether the company plans to handle drill cuttings treatment on-site or transport the materials to a remote landfill or processing facility. If the plan is to deposit the cuttings in a landfill or a long-term storage container, it’s best to invest in a pump capable of depositing the material directly into transport vehicles. Most dredging operations rely on multiple expensive vacuum trucks, secondary pumps, and extra pieces of equipment.
Using an EDDY Pump will allow a project to eliminate the need for excavators/operators to load drill cuttings, substantially lowering both labor and heavy equipment costs. The EDDY Pump also allows a company to eliminate vacuum trucks once used for cleaning the mud system for displacing fluids. Since the pump transfers muds of all types at constant pressure and velocity throughout a system of practically any size, there’s little need for extra equipment for manual transfer or clean up on the dredge site.
The EDDY Pump can fill up a truck in only 10 minutes (compared to an hour) by using a mechanical means such as an excavator. For this reason, most companies can afford one piece of equipment that can replace half a dozen other units.
This application for the Eddy Pump has the potential to revolutionize the drilling industry. Moving the excavator out of the “back yard” (the area behind the rig from the living quarters) will make cuttings handling a breeze. Trucking can be easier scheduled during daylight hours saving on overtime and incidences of fatigued driving. Rig-site forklifts can move the roll-off boxes out of the staging area and into the pump loading area. The operator can save money on excavators rental, damages, and keep the technician operating the solids control equipment.
The EDDY Pump is ideal for drilling mud pump applications and can be connected directly onto the drilling rigs to pump the drilling mud at distances over a mile for disposal. This eliminates the need for costly vacuum trucks and also the manpower needed to mechanically move the drilling mud. The reasons why the EDDY Pump is capable of moving the drilling mud is due to the hydrodynamic principle that the pump creates, which is similar to the EDDY current of a tornado. This tornado motion allows for the higher viscosity and specific gravity pumping ability. This along with the large tolerance between the volute and the rotor allows for large objects like rock cuttings to pass through the pump without obstruction. The large tolerance of the EDDY Pump also enables the pump to last many times longer than centrifugal pumps without the need for extended downtime or replacement parts. The EDDY Pump is the lowest total life cycle pump on the market.
Our team of animators and SMEs has spent hours studying equipment and well control concepts to create industry leading animations for all of our online drilling and well servicing courses. Every concept in every course is illustrated through a custom created graphic or animation.
Bullheading, Reverse Circulation, Lubricate and Bleed Method, Bringing Pump Online with constant BHP, Successful Flow Check, Adjustable Choke being fully closed, Trapped Pressure at Choke, BOP Control System, Choke Backpressure, Opening Choke Balances BHP And FP, Choke Manifold, Oil Blowout, Formation Pressure Gradient, U-Tube Effect, Slug Causing U-Tube Effect, Lost Circulation, Fluid Level Dropping, Lost Circulation Causing A Kick, Gas Kick, Sustained Gas Kick, Gas Migration After Shut In, Mudgas Separator, Surging, Surging Effect, Fast Swabbing, End of the Volumetric Stripping process, Opening Choke To Reduce Pressure, Increase In Choke Backpressure, Drillers_Method_1st_Circulation, Drillers_Method_2nd_Circulation, Wait and Weight Method, Volumetric Stripping Pressure Decrease Portion, Volumetric Stripping Pressure Increase Portion, Gas Pumped Into Accumulator Bottle, 3D To 2DView Of Accumulator Bottle, Liquid Pumped Into Accumulator Bottle, Single Accumulator Bottle 3D Panning, Mud Level Rising And Decreasing, Mud Level Rising, Mudtank360, Volumetric Method Animation, Choke Backpressure, Slug causing Utube Effect
Drill Bit, Drill Bit Nozzles, Drill Collar, Drill Pipe, Drill String In Drilling, Rock Cuttings, Rock Cuttings With Mud, Mud Pump, Mud Transfer From Trip Tank To Strip Tank, Pump Manifold, Mud Pushed Down, Mud Circulating System, Flow Paddle, Shale Shaker, Degasser, Standpipe Manifold, Adjustable Choke, Oil Kick In Circulating Well, Oil Kick In Static Well, Sustained Oil Kick, Friction Losses During Circulation, Annular Friction Loss With Choke Back Pressure, Shut-In, Annular Preventer, Pipe Ram Preventer, Blind Ram Preventer, Blind Shear Ram Preventer, Blind Ram Accidentally Closing On Pipe, Tripping Out Without Trip Tank, Tripping Out With Trip Tank, Tripping In With Trip Tank, Swabbing, Drilling Stopped And Bit Off Bottom, Circulation Stopped, Well Flowing During Flow Check While Tripping Out, Well Not Flowing During Flow Check While Tripping Out, 2D Well Flowing During Flow Check While Tripping Out, Sustained Flow Check End, Fluid Through HCR Valve With Annular Preventer Closed, Fluid Through HCR Valve With Annular Preventer Opened, Animation Of Mud Pressure Shown Using Pump And Gauge, Animation Of Mud Pressure Shown Using Pump And Gauge While Drilling, Depth Of Drilling, Desander360, Desilter360, Driling Spool, Leak Off Test Pumps Being Started, ROP Decrease Animation, ROP Increase Animation, Triptank Level Increase, Paddle Inset
Flow By Passing Diverter, Heave Of The Drill Ship Only, Drill Bit, Drill Collar, Drill Pipe, Drill String In Drilling, Mud Pushed Down, Mud Pushed Up, Oil Blowout, AFL In Annulus Plus Riser, AFL In Choke Line, U Tube Effect, Lost Circulation, Fluid Level Dropping, Lost Circulation Causing A Kick, Gas Kick, Sustained Gas Kick, Gas Migration After Shut In, Shut In Full, Annular Preventer, Pipe Ram Preventer, Blind Ram Preventer, Blind Shear Ram Preventer, Pipe Ram Preventer Without Inset, Tripping Out With Trip Tank, Tripping In With Trip Tank, Tripping Out Without Trip Tank, Swabbing, Surging, Gas Flow Due To Improper Casing, Drilling Stopped And Bit Off Bottom, Well Flowing During Flow Check, Well Not Flowing During Flow Check, HCR Valve, Side Outlet Valves, Increase In Choke Backpressure, Driller"s Method, Wait and Weight Method, Hydrates, Driller"s Panel 3D Panning, Fluid Circulated To Surface Through Riser Animation, HPU Unit & Solenoid Valve, ROV Operation, Gas Circulation Through Choke Line, Subsea System Panning, Subsea Water Depth, Sweeping Subsea Stack, Heave and Kick Detection, Roll and Kick Detection, Pitch and Kick Detection, Gas In The Riser Concept And Danger, Removal Of Gas In The Riser, BOP Control System
Coiled Tubing Shear Process, Coiled Tubing Mud Circulation, Coiled Tubing Deployment, Reel Winding, Tubing and Levelwind, Injection Bend Cycle, Ejection Bend Cycle, Shear Ram, Pipe Ram, Blind Ram, Coiled Tubing Travelling From Service Reel To Injector Head, Ovality, Injector Head Chains, Tubing Shear Process
Wireline Operation, Wireline Lowered into well, Wireline Being Pulled Out Of The Well, Wireline Blind Ram Pipe Ram, Wireline Blind Ram Pipe Ram, Grease being pumped into the greasehead, Lubricator Testing, Panning downwards over lubricator, Stuffing Box Internal View, Stuffing Box Tightening, Wireline Blind Ram and Shear Ram closed in succession, Wireline lowered through Stuffing Box, Wireline run into the well, Wireline Shut In With Inset

AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongoCongo, Democratic Republic of theCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d"IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People"s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People"s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyria Arab RepublicTaiwanTajikistanTanzania, the United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurks and Caicos IslandsTuvaluTürkiyeUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U.S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands

The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.

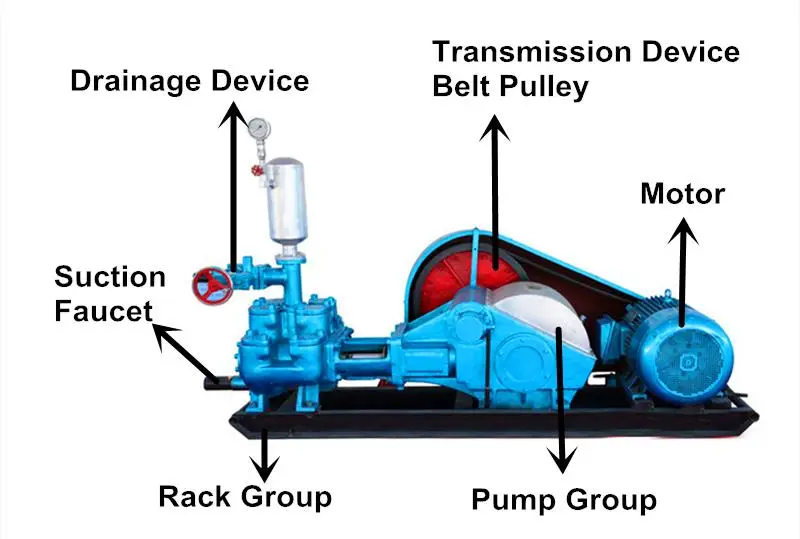
Mud pump is mainly used for geological drilling, geological engineering construction and foundation treatment of low and medium pressure grouting pump, etc. Mud pump is a machine that sends mud or water to the borehole during the drilling process. Mud pump is an important part of drilling equipment. All major businesses have mud pump parts for sale.
The main function of mud pump is to inject mud into the well along with the bit during the drilling process. It plays the role of cooling the drill bit, cleaning the drilling tool, fixing the well wall, driving drilling, and bringing the cuttings back to the surface after drilling.
In the commonly used positive circulation drilling, the mud pump sends the surface flushing medium-- clean water, mud or polymer flushing fluid to the end of the drill bit through the high pressure hose faucet and the center hole of the drill string under a certain pressure. Therefore, the purpose of cooling the drill bit and removing and conveying the cuttings to the surface is achieved.
Petroleum drilling mud pump is a kind of volumetric mud pump. Its basic working principle is that the volume of the sealed working chamber (mud pump cylinder liner) is periodically changed to convert the original mechanical energy into the pressure energy of the liquid to complete the operation.
The specific process relies on the reciprocating motion of the mud pump piston in the cylinder liner to make the volume of the working chamber in the cylinder liner change periodically. The mud pump cylinder liner is isolated from the outside world by means of a sealing device such as a seal ring, and communicates or closes with the pipeline through the pump valve (suction valve or discharge valve), which shows the importance of the mud pump cylinder liner. The three-cylinder mud pumps currently on the market are equipped with three cylinder sleeves.

Lake Petro provides high quality Mud Pump Parts including Mud Pump Liners, Mud Pump Fluid End Module, piston, Valve and Seat etc. With more than 10 years of experience in the oil and gas industry, we are dedicated to help and support our loyal clients with the most cost-effective and quality Liners and Pistons. We also provide mud pump price and mud pump for sale.
We offer Liners with Ceramic (Zirconia and Aluminium oxide) and Steel (Metal and Bi-metal) materials for all common brands of the mud pump and triplex mud pump.
Bi-metal liners (double metal liners) are made of forged steel shell and wear-resistant sleeve of high chromium iron. In the production process, the size accuracy should be strictly controlled, which can ensure that they can be easily and stably installed. The inner sleeve with high finish and hardness is wear-resistant, corrosion-resistant and has a long service life. The bi-metal liners are suitable for a lot of bad working conditions. Its service life is more than 800 hours.
All Lake Petro liner products are interchangeable with O.E.M. products. Meanwhile, we provide customized Liners according to drawings. Our liners, also with our other mud pump spares, are supplied for use in Honghua, F-Series, Bomco, Emsco and National lines of triplex drilling pumps. Let Lake Petro be your one-stop shop for your whole fleet of pumps. Please refer to “Suitable Pump Models” Lable for more details.
A Mud Pump may have many changeable parts, such as liner, piston, extension rod, pulsation dampener, valve, clamp, etc. Lake Petro could provide 100% interchangeable parts of many common brands of pump. We offer Liners with Ceramic (Zirconia and Aluminium oxide) and Steel (Metal and Bi-metal) materials. Piston assembly is the important spare parts and expendable parts of oil drilling mud pumps. Mud pump valve assy include valve body, valve seat, valve insert (valve rubber ). Pulsation Dampener is usually installed on the discharge line to reduce the fluctuation of pressure and displacement of the drilling mud pump. Fluid End Module is an important component of the hydraulic pump end of the mud pump.
A vacuum pump is a device that removes gas molecules or air particles from a sealed volume in order to achieve difference in pressure creating a partial vacuum. Vacuum pumps are designed in a variety of technologies based on the pressure requirements and the application it services. When setting up a vacuum pump system, sizing to the correct parameters is crucial to achieve optimum efficiency.
Vacuum is a space devoid of matter where the gaseous pressure inside this volume is below atmospheric pressure. A vacuum pump’s main function is to change the pressure in a contained space to create a full or partial vacuum either mechanically or chemically. Pressure will always try to equalize across connected regions as gas molecules flow from high to low to fill the entire area of that volume. Therefore, if a new low-pressure space is introduced, gas will naturally flow from high-pressure area to the new area of low-pressure until they are of equal pressure. Notice this vacuum process is created not by “sucking” gases but pushing molecules. Vacuum pumps essentially move gas molecules from one region to the next to create a vacuum by changing high and low-pressure states.
Depending on the pressure requirements and operating application, vacuum pump technologies are considered either wet or dry. Wet pumps use oil or water for lubrication and sealing, while dry pumps have no fluid in the space between the rotating mechanisms or static parts that are used to isolate and compressing gas molecules. Without lubrication, dry pumps have very tight tolerances to operate effectively without wear. Let us look at some of the methods used in a vacuum pump.
Capture pumps, also referred to as entrapment pumps, have no moving parts and are used for applications that require extremely high vacuum pressures. Without moving parts, capture pumps can create a vacuum environment using two different methods.
One of the methods used by capture pumps, is by trapping gas molecules through cryogenics to trap gas molecules. Cryopumps use cryogenic technology to freeze or trap the gas to a very cold surface. By using extremely cold temperatures, they effectively draw molecules inward to create a vacuum.
Sputter Ion pumps use highly magnetic fields and ionization of gas molecules to make them electrically conductive as a method of entrapment. The magnetic field creates a cloud of electropositive ions that are deposited onto a titanium cathode. In this process, the chemically active materials combine with gas molecules to draw them in and create a vacuum.
Transfer pumps can operate using two types of methods; Kinetic energy or Positive Displacement. Unlike like Capture Pumps, Transfer pumps are pushing the gas molecules out of the space through the system. What they have in common is they all use a method of mechanically pushing gas and air through the system at different system intervals. Its common that multiple transfer pumps are used together in parallel to provide higher vacuum and flow rate. It is also common to utilize multiple transfer pumps in a system to allow for redundancy in the event of a pump failure.
All Kinetic pumps are secondary pumps as they are used for high pressure applications. One dry method is the Turbomolecular pump, which use high speed rotating blades inside the chamber that propel the gas molecules. Transferring momentum from the rotating blades to the gas molecules increasing their rate of moving towards the outlet. These pumps provide low pressures and have low transfer rates.
Vapor Diffusion Pump use high velocity heated oil steam that uses kinetic energy to drag gas molecules from the inlet to the outlet. There are no moving parts and there is a reduced pressure at the inlet.
The other form of Transfer type is Positive Displacement. The basic principle of a Positive Displacement pump is by expanding the original volume into the chamber they move small, isolated volumes of gas at different stages, compressing to a smaller volume and at a higher pressure expelled to the outside. These pumps operate at lower pressure ranges and are categorized under primary or booster pumps and incorporate wet or dry technologies. Here are the various types of positive displacement primary vacuum pumps:
Oil Sealed Rotary Vane pumps compress gases with an eccentrically mounted rotor that turns a set of vanes. Due to centrifugal force, these vanes slide out and form chambers between themselves and the housing. The pumped medium is trapped inside these chambers. During further rotation, their volume is constantly reduced. Thereby, the pumped medium is compressed and transported to the outlet. Rotary vane vacuum pumps are available in single- and two-stage versions.
Liquid ring pumps have an off-center impeller with vanes bent towards rotation that form a moving cylindrical ring of liquid around the casing from centrifugal acceleration. The vanes create crescent shaped spaces of different sizes as they rotate and are sealed by the liquid ring. Near the suction or inlet, the volume becomes larger causing the pressure in the each one to drop and draw in gas. As it rotates, the volumes between each vane decreases because of the eccentrical positioned impeller and liquid ring formation. This compresses the gas as it discharges, creating a continuous flow.
Diaphragm pumps are dry method positive displacement vacuum pumps. A diaphragm sits on a rod connected via crankshaft that moves the diaphragm vertically as it rotates. When the diaphragm is in the low position, volume in the chamber increases, lowering the pressure and pulling air molecules in. As the diaphragm moves up, the volume is decreased, and gas molecules are compressed while flowing to the outlet. Both the inlet and outlet valves are spring loaded to react to the pressure changes.
Scroll pumps use two non-rotating scrolls in a spiral design, where the inner one orbits and traps a gas in the outer volume space. As it orbits the volume of gas gets decreasingly smaller and smaller, compressing it until it reaches minimum volume and maximum pressure allowed and is expelled at the outlet located at the center of spiral.
Root pumps push gas in one direction through two lobes that mesh without touching as the counter rotate. This counter rotating creates maximum flow rate as the volume increases at the inlet at the simultaneously decreasing at the outlet compressing the pressure. These pumps are designed for applications where removal of large volumes of gas is required.
Claw pumps have two rotary claws that counter rotate. They are extremely efficient, reliable, and low maintenance, and often used in harsh industrial environments. The Claws come within 2/1000’’ of each other, but never actually touch. This minimal clearance between the Claws and the chamber housing optimizes the internal seal, eliminating wear and the need for lubricants or oils.
Screw pumps utilize two rotating screws horizontally placed along the inside of a chamber, one left-handed and one right-handed, that also mesh without contact. Gas molecules introduced at one end are trapped between the two screws, and as they turn in opposite directions gas is pushed into space with decreasing volume, compressing it as it reaches outlet and creating a reduced pressure by the inlet.
As you can see, determining what vacuum pump you may need for your gas removal process can vary on so many factors. These include pumping pressure and speed ranges, flow rate, gas type application, volume size, life expectancy and the location of your system. This can be a daunting task that can be time consuming and costly if not chosen right. Anderson Process can make this selection process simple with expert knowledge, a vast array of pumps and equipment inventory and full engineering and fabrication facilities if your system require a custom manufactured solution.
Anderson Process is an authorized provider of a unique range of products that can meet the demand for diverse applications in every industry. These pump types are Rotary Vane, Rotary Lobe, Liquid Ring, Scroll, Dry Screw and Claw pumps with full selection of pressure ranges and pumping speeds to handle the flow rates your vacuum application requires.
Mud agitator combined with motor and gear box. Mud agitators do agitation in drilling fluid make the solids suspend. Help drilling fluid property achieve better. Shaft will be connected with gear box coupled on motor. Under a certain ratio the shaft mounted with impeller rotate at uniform speed and lead an upward stream in drilling mud. This will benefit drilling mud mixture completely with sufficient viscosity, etc.
Onshore and offshore oil&gas drilling, CBM exploration, HDD,waste management, etc. process system. Mud agitators make drilling fluid property more even and stable.

Degassers are necessary to remove entrained gas bubbles from the mud. Gas-cut mud will impair the performance of centrifugal pumps. Since all solids removal equipment beyond the shakers requires a pump, the gas must be removed before it reaches these devices. If left unchecked and pumped downhole, the entrained gas will reduce mud density, which will, in turn, reduce the hydrostatic head in the wellbore.
higher mud weights and yield points greater than 10 lb/100 ft2. Atmospheric degassers are acceptable for unweighted muds with low yield points. The overall ranking of degasser models resulting from experimental data is given in Table 1.
Provide enough degasser capacity to treat at least 100% of the circulation rate. Be aware that actual processing rates for gas-cut mud are much lower than claimed rates for water.
The equalizer flow between the degasser suction and discharge must be high. There should be a visible backflow across the high weir, indicating full processing of the circulation rate. If equalization is low, the light gas-cut mud entering the suction compartment may not be able to displace the heavier mud returning from the discharge compartment. As a result, the light mud may overflow the suction compartment. Fig. 1 illustrates correct fluid routing for degassers.
Atmospheric degassers should discharge horizontally across the surface of the tank to allow large gas bubbles to break out. Vacuum type degassers should discharge below the mud surface with the flow turned up towards surface.
Vacuum degassers must take power mud suction from their discharge compartment. Power mud is the mud pumped at high velocity through an eductor to create the vacuum in the degasser tank. Taking suction upstream will likely result in the pump becoming gas-locked. Suction from further downstream will likely cause mud to bypass the hydrocyclones.
Degassers are used to remove entrained gas bubbles from the mud to prevent impairment of centrifugal pump performance, a reduction in mud density and a subsequent reduction in hydrostatic head in the wellbore.
There are two basic types of degassers: atmospheric and vacuum. Vacuum degassers are recommended for weighted muds and yield points over 10 lb/100 ft². Atmospheric degassers are acceptable for unweighted, low viscosity muds.



 8613371530291
8613371530291