
haas 5th axis rotary table made in china

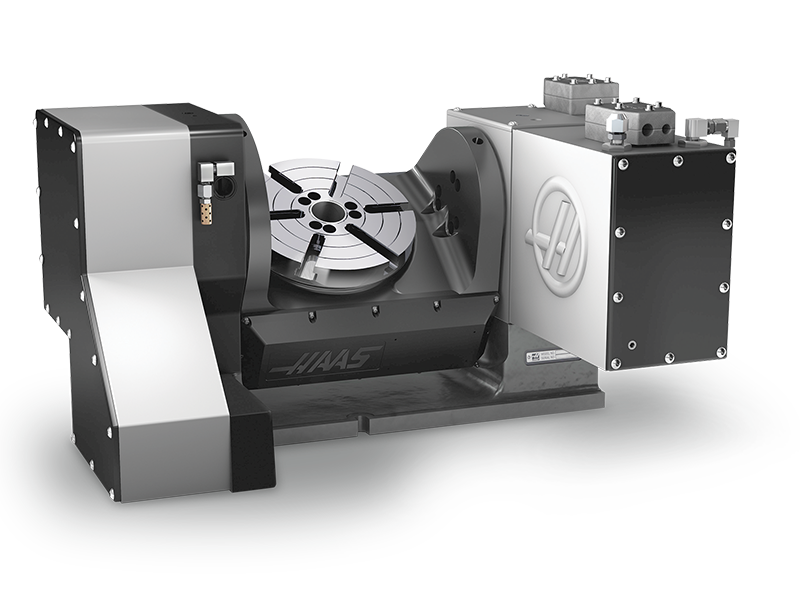
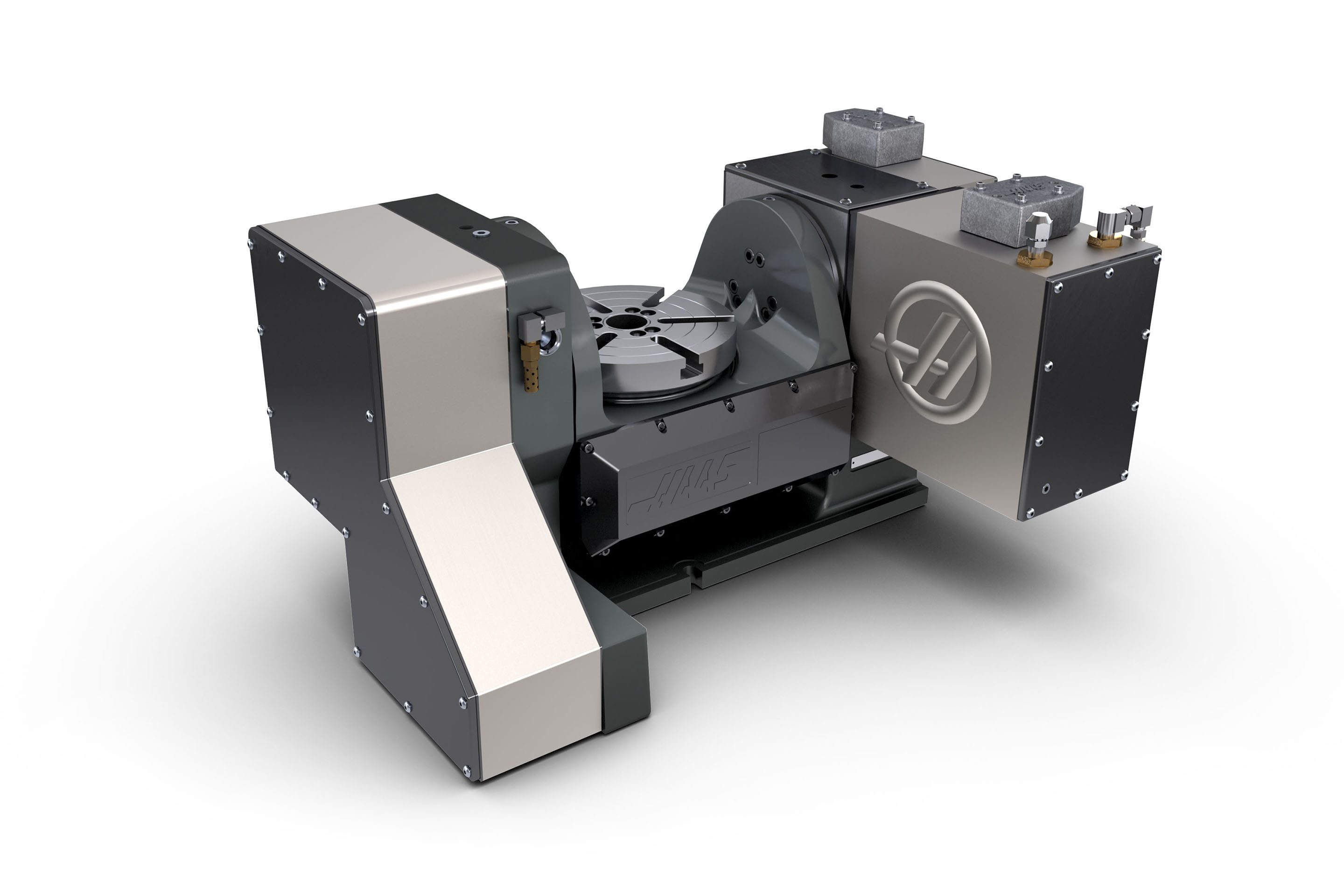
The TR200Y is a dual-axis trunnion rotary table that offers maximum rigidity and accurate performance for 3+2 and full 5-axis machining of small to medium parts. Scale feedback on the A (tilting) axis increases positioning accuracy and repeatability. The TR200Y is designed to be installed with the tilt axis parallel to the Y axis on VF-3 and larger VF Series machines, to allow more usable mill table space (extended Z-axis clearance options are highly recommended).
Rotary table in market mainly includes 4 kinds of mechanism that is worm gear, roller cam, DD driver and harmonic structure. The following is the introduction:
1. worm gear: it’s one of the most popular structrue in NC rotary table because of its irreversibility and costs.The worm is generally made of bronze, but the wear resistance is poor. In order to improve the service life, some manufacturers use the alloy steel.
3.DD motor: it’s the most efficient rotary table with the highest precision. It has the highest precision because it has no mechanical structure, which is directly driven by motor , no reducer. It has high technical difficulty and high price. It is generally used for five axis machine tools.

100 mm (3.9") High-Speed Tilting 2-Axis Rotary Table, with indexing up to 1000 deg/sec. Requires a Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Requires software version M18.24B or later. Not available for stand-alone operation.
5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
Dual-Spindle 5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
Triple-Spindle 5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
Quad-Spindle 5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
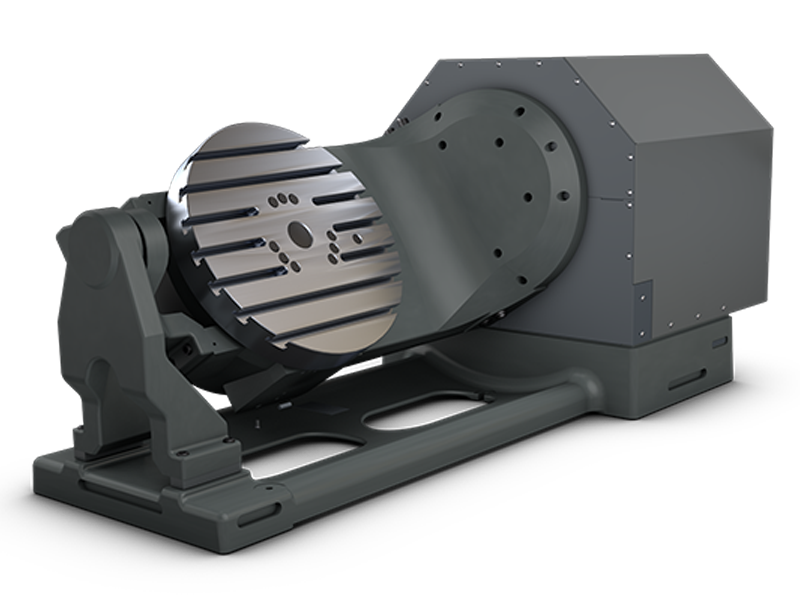
160 mm (6.3") Tilting 2-Axis Rotary Table. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. Requires a Haas mill with software version 18.00 or later.
160 mm (6.3") Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
160 mm (6.3") Dual-Spindle Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
200 mm (7.9") Compact Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Mounts along Y axis of VF- 3 and larger machines. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box.
210 mm (8.3") Tilting 2-Axis Rotary Table. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. Requires a Haas mill with software version 18.00 or later.
210 mm (8.27") Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
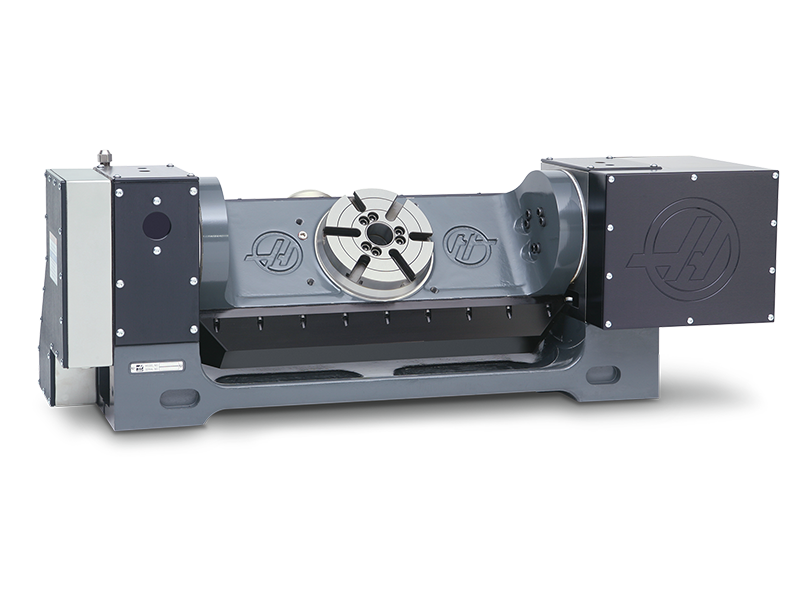
310 mm (12.2") Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
Haas Automation, Inc is an American machine tool builder headquartered in Oxnard, California. The company designs and manufactures lower cost machine tools and specialized accessory tooling, mostly computer numerically controlled (CNC) equipment, such as vertical machining centers and horizontal machining centers, lathes/turning centers, and rotary tables and indexers. Most of its products are manufactured at the company"s main facility in Oxnard.Haas F1 Team and in NASCAR the Stewart-Haas Racing Team.
Gene Haas founded Haas Automation in 1983machine tool accessory tooling. The company entered the machine tool industry with the first fully automatic, programmable collet indexer.
In 1987, Haas Automation began developing its first vertical machining center (VMC), the VF-1, a machine designed to perform operations such as milling, drilling, tapping, and boring. The first VF-1 prototypes were completed in 1988,Chicago, Illinois.
2019: Haas purchases 279 acres of land in Henderson, Nevada for $27.4 million to expand its business, planning to build 4.3 million square feet of commercial space with 2.3 million square feet intended for a $327 million manufacturing facility
VF series mills are a range of 3-axis vertical machining centers, which can be outfitted with 4th and 5th axis drives if so configured. These mills are available in different sizes, ranging from VF-1 to VF-14.
The VF in the name stands for "Very First" as the first machine Haas produced was the VF-1 ("Very First One"). One of these machines was restored by an employee, gifted to Gene Haas, and now resides in Haas"s demo room in Oxnard, CA.
The Haas DT series was originally introduced as a 30 taper high-speed machine, ideal for operations where high speed and small footprint are required, but the ability to handle large axial cutting loads is not needed. Eventually, the DM series was introduced as a 40 taper variant of the DT machine, but does not offer the 20,000 RPM spindle option.
The CM is focused on machining small parts where high accuracy is required. The CM is a 20 taper machine, with spindles from 30,000 to 50,000 RPM. Haas only offers one machine in this series, the CM-1.
Gantry Series mills feature a static bed, a bridge that moves along the Y axis, and a head that moves along the X axis. The two primary use cases for GM series machines are large molds. GM series machines feature a more substantial casting with improved chip management as opposed to the GR series. The GM-2-5AX is also available, which is simply a GM-2 featuring two extra axes affixed to the head.
VR Series machines are based on the VF series, but include a special head to allow A and B axis capabilities. VR machines are able to machine larger parts than would be possible on a VF machine outfitted with a 5th axis trunnion, as the head is able to span the entire X and Y axis travel, rather than being constrained by the smaller work envelope of a trunnion.
Haas Automation is an ISO 9001 certified company. All machine tools carry the ETL Listed mark, certifying that they conform to the NFPA 79 electrical standard for industrial machinery and the Canadian equivalent, CAN/CSA C22.2 No. 73.CE mark to its products.
Products are distributed worldwide through a network of independently owned franchised local "factory outlet" businesses that provide sales, service, and applications support for Haas machine tools. Introduced in 1999, with the first outlet established in Torrance, California, it was applied to the company"s existing worldwide network,Europe.

To enable the 4th and 5th axis code, set the right machine configuration for the ABC axis for the specific machine being used. The machine configuration can be found in the onOpen() function:
Range: Specifies the angular range for the axis in degrees as a 2-element array ("[-120, 120]"). You can also specify a single number to create an axis for an aggregate.
Resolution: Specifies the resolution. In degrees for rotational actuator. The default is 0. Note: If there"s only need for a 4 axis setup, delete the other axis beginning with "var bAxis” and “var cAxis” or disable them by typing two slashes “//” in front of the line that needs to be disabled.
This line creates a new machine configuration as defined previously by using the given variables for each axis (in that case: aAxis, cAxis). Only use the variables inside the parenthesis. If an axis has been removed or disabled earlier for a 4 axis machine setup, remember to remove the disabled axis variable here as well.

5) After Sales Service and Technology Assistance --- Company provides after sales service and technical assistance as per customers requirement and need Tilting Rotary Tables Contact us: Shandong Sishui OLI Machine Co. 4 Could you produce non-standard products9 Yes,we can 5. Why Choose Us 9 1) Cost Control---Lower your cost in products purchase and insurance 2) Quick Respond---offers & solutions send within 48 hours 3) Fast Delievery---universal & interchangeable parts delivery within 30days 4) Genuine Products with Excellent Quality---Company has always proved the 100% quality products it provides with genuine intent. 5) After Sales Service and Technology Assistance--- Company provides after sales service and technical assistance as per customers requirement and need 6)15 years OEM manufacture experience
Stop building custom adapters and subplates for every new job that comes into the shop. With the patented RockLock system job changeover becomes simple and repeatable, saving you time and money.
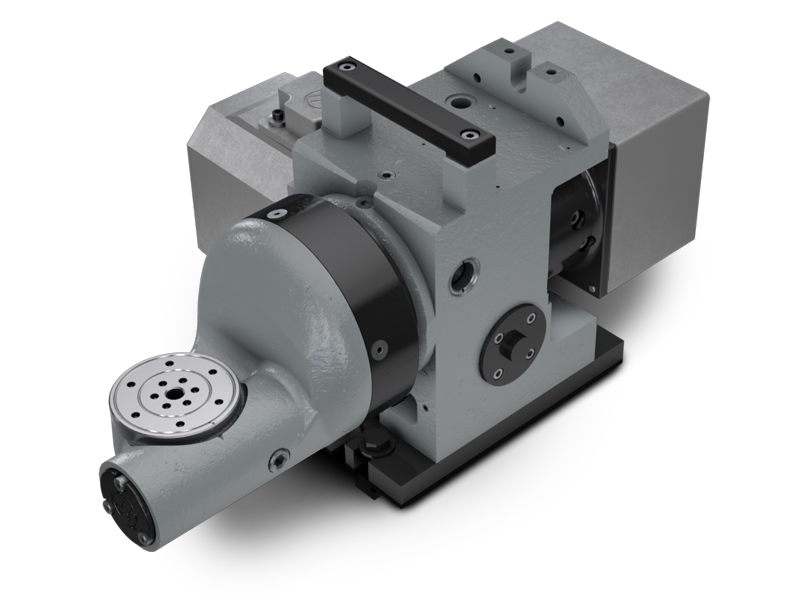
The TRT70 dual-axis rotary table from Haas Automation, Inc. (Oxnard, CA) delivers high speed and accurate positioning for 3+2 and full 5-axis machining of small, complex medical parts. The unit’s ultra-compact size and light weight make the TRT70 the perfect dual-axis solution for even the smallest machining center. The TRT70 uses powerful brushless servomotors to provide 60 ft-lb (81.3 Nm) of torque on the tilt axis and 40 ft-lb (54.2 Nm) on the rotary axis; indexing speeds of 410 deg/sec on the tilt axis and 620 deg/sec on the rotary axis ensure short cycle times. The unit provides ±120 deg of tilt and 360 deg of rotation to position parts to almost any angle for machining. The precision-ground 70 mm (2.76 in) platter features multiple bolt patterns and a precision through-bore for versatile fixturing. It will swing parts up to 4.0 in (102 mm) diameter. The maximum platter capacity is 3 lb (1.4 kg).
At just 18.5 in (470 mm) wide and 10 in (254 mm) deep, the TRT70 easily fits into even the smallest machining center or can be mounted on one end of a larger machine’s table, freeing up the remainder for additional fixtures or vises. It is the perfect complement for the new CM-1 Compact Mill or existing OM-Series Office Mills. The TRT70 can easily be removed when not needed. It is built in the U.S. and is backed by a worldwide network of Haas Factory Outlets for support and service.

The XR20 rotary axis calibrator works in conjunction with XL-80 and XM-60 laser systems providing highly accurate, repeatable rotary axis calibration for stages, jigs and machine tools.
It consists of an integrated angular retroreflector mounted on a precision servo-controlled axis. The angular position of the axis, and the optics relative to the main body housing, is controlled by a very high accuracy encoder system with the scale directly machined on the main bearing.
FeaturesHigh accuracy- ±1 arc second using the XL-80 laser or ±1.2 arc second using the XM-60 multi-axis calibrator. (See error budget and uncertainty calculation below for further details).
A mounting ring adaptor plate enables the XR20 rotary axis calibrator to be fitted to rotary tables with unsuitable centre recesses. It can also be used to secure the XR20 rotary axis calibrator to the chuck (lathe) adaptor and custom mounts.
CARTO software suite is used for capturing data, analysis and rotary measurement using the XL-80 laser or XM-60 multi-axis calibrator. CARTO is made up of three applications:Capture to collect laser measurement data.
Off-axis rotary measurement mode in the CARTO software suite provides a single source for testing off-axis measurement using the XR20 rotary axis calibrator and XL-80 laser system. This streamlines the measurement of rotary positioning accuracy for 5-axis machine tools, where the XR20 rotary axis calibrator cannot always be mounted on the centre of rotation.
Off-axis rotary measurement application in the CARTO software suite allows the XR20 rotary axis calibrator to be used to measure the rotary positioning accuracy of an axis, even when the XR20 isn"t mounted on the centre of rotation (pivot point) of that axis. This extends the capability of XR20 to many five axis machine tools.
The mounting of the XR20 rotary axis calibrator relative to the axis under test is vital for accurate measurement. Renishaw has developed the XR20 90° bracket to remove complexity of manufacture for the user. This accessory is manufactured to extremely fine tolerances required to achieve accuracy of testing.
Flexible fixturing options are provided by removable magnetic feet and a variety of through holes for direct bolt attachment. The bracket is useful for meeting the mounting requirements of "off-axis" rotary measurements and resolving "on-axis" mounting difficulties on trunion type machines.
The mounting of the XR20 relative to the axis under test is vital for accurate measurement. Renishaw has developed the XR20 90 deg bracket to remove complexity of manufacture for the user.
The Renishaw XR20 rotary axis calibrator uses Bluetooth® wireless technology. In some territories the level of regulation varies. This table indicates the relevant standards or licensing authority that XR20 complies with, for indicated territories and the corresponding registration number, where applicable.[183kB]
One of the most obvious advantages of a 3 axis machine might require several different set-ups and more than five hours to complete, its 5 axis counterpart can complete the part in just a couple operations that take less than two hours from start to finish.
Some jobs are very complex profiled. Such as turbine impellers. Such jobs have features like curved vanes having back turns. So the tool cannot be positioned even by four axes to reach every nook and corner of the job. To machine such a job, a 5 Axes machine is required. A 5 axes machine has 3 regular axes of VMC machine as well as 2 rotary axes for most complex job machining, so people also call it a 5 axis machining center.
5 axis machining involves all the axes of 4 axis machining, with an additional rotational axis. 5 axis milling machines are the best CNC milling machines available today, capable of creating precise and intricate parts for artificial bones, aerospace products, titanium pieces, oil and gas machine parts, car molds, medical, architectural, and military products. The 5th axis in 5 axis milling machine is around the B-axis, which rotates around the Y-axis in the X-Y-Z plane. This multidimensional rotation and tool movement allows for B-axis unparalleled precision, finish and speed in the production of a piece. 5 axis machining can create very complex parts, which is why it is so important for high level uses, such as aerospace applications.
Some people mistakenly think five-axis technology is only for the most complex parts. While it certainly excels at that, a significant majority of the applications are simply used to enable the machining of five sides of a workpiece in a single setup. With three-axis machining, jobs might require two, three or more setups to get at all the features of the part.
With the done-in-one approach, those additional setups are eliminated in addition to the potential for error each time you reposition a part. The justification for a 5 axis machine on these grounds is simple, with dramatic reductions in total setup, machine time and reduced fixturing.
Another inherent advantage of 5 axis machining is it can use shorter tools because the tool/tool holder combination can be tipped away from otherwise interfering surfaces or features on the workpiece. This is particularly important in die and mold work where the use of toolholder extensions is common to reach deep cavity surfaces. A shorter tool results in less vibration, allowing for heavier or faster cutting, better surface finish and longer tool life.
5 axis CNC milling machines are different from 4 axis CNC milling machines. There are several types of 5 axis CNC milling machines. Their mechanical structures are different. Different types of 5 axis machining centers have their own advantages. Let"s take a look at their differences.
The simplest and least expensive way to get at five sides of a part is with a 3+2 machine configuration. For small to medium machines, that typically means a 5 axis machining center with a tilting rotary table to position the part. This, of course, can be accomplished with an auxiliary 2 axis table on a standard 3 axis machining center. But a machine with an integrated tilt table offers better machining performance and is easier to set up and program.
In fact, the 3+2 5-axis CNC milling machine only adds a 5-axis CNC rotary table on the 3 axis CNC milling machine. This method is less cost-effective and can be modified by almost all 3 axis CNC machines.
The rotary axes in trunnion-style 5 axis CNC milling machine are expressed via the movement of the table, whereas swivel-rotate-style machines express their rotary axes by swiveling the spindle. Both styles have their own unique advantages. For instance, trunnion-style machines offer larger work volumes, since there’s no need to compensate for the space taken up by the swiveling spindle. On the other hand, swivel-rotate-style machines can support heavier parts, since the table is always horizontal.
swivel head-type 5 axis CNC milling machine has the following advantages:Heavier Parts: Because the table is stationary, the swivel head/rotary table machines are used with heavier parts.
Versatility. You can add a vise for greater versatility because of the large table size. Use the extra space to finish the sixth side of the part or do 3-axis work.
If you choose the 3+2 type 5 axis machining center, the biggest cost difference is the 5 axis CNC rotary table. The cost of the 5 axis CNC rotary table of different sizes is very different, and there is a big price difference between different 5 axis CNC controllers. These affect the cost of the 3+2 type 5 axis CNC milling machine.
It should be noted that the 5 axis CNC milling machine is a very expensive investment and requires very professional CNC skills. If you are a 5 axis machining amateur, you can choose the desktop mini 5 axis CNC milling machine, such as Pocket NC V2.
You can also consider buying a small 5 axis CNC milling machine. TAICNC"s 3+2 type small 5 axis CNC milling machine is also very economical and practical. Below is our small 5-axis machining center video:
The 5 axis machining center made in China has cost advantages and is precise and stable. Below is a demonstration video of a 5 axis machining center made in China. You can contact us if you have any needs.
For example, if the parts are small to medium size, with today’s technology, a tilting-table-type machine is going to be the best bet. If the parts are large and heavy, an articulating head—possibly on a gantry-style machine or a horizontal machining center—may be the only option. This consideration alone will narrow your choices and help you compare features of various machine models within the required range.

In order to participate in the auction, all BIDDERS must provide AUCTIONEER a 25% deposit in cash, cashier’s check, or company check accompanied by a bank letter of guarantee of unqualified payment to AUCTIONEER, or a wire transfer (with a wire transfer fee included) of BIDDER’S maximum expected spending inclusive of taxes and fees. Credit cards are not acceptable form of payment and will not be accepted.The final payment in full of BIDDER’S invoice must be received by AUCTIONEER within the first banking day 24 hours after the auction or BIDDER will be in default of AGREEMENT. AUCTIONEER will charge BIDDERS a taxable surcharge BUYERS PREMIUM on AUCTIONEER’S invoice to BIDDER. BIDDER shall provide proof satisfactory to AUCTIONEER of BIDDER’Sentitlement to claim exemption from sales tax. BIDDER’S proof of any claimed tax exemption must be representative of the same industry as the LOTS purchased. In the absence of proof satisfactory to AUCTIONEER, BIDDER shall pay all taxes. AUCTIONEER is not responsible for any Department of Motor Vehicle fees, taxes, registration, licensing, penalties, smog certificate, or any other fees. Certain vehicles as announced and/or noted in the auction catalog or on BIDDER’S invoice will be sold “AS IS” with a Bill of Sale only. Each titled item will be charged a $75 title transfer fee. If available to AUCTIONEER, titles will be sent to BIDDER approximately 7-30 business days after receipt of payment from BIDDER to AUCTIONEER. Sales tax on Motor Vehicles is the responsibility of BIDDER to be remitted to BIDDER’S appropriate state Department of Motor Vehicles. All vehicles are sold “AS IS, WHERE IS, WITH NO WARRANTIES EXPRESSED OR IMPLIED”. It is the BIDDER’S responsibility to inspect the vehicle to verify accurate description, model, year, mileage, condition and any and all details pertaining to the vehicle. AUCTIONEER is not responsible for any inaccuracies regarding LOTS of any kind INCLUDING THE DESCRIPTIONS ON THE FINAL INVOICE.
Should any pits, floor bolts or hazards of any type exist after removal of equipment, it is BIDDER’Sresponsibility, at BIDDER’S cost, to reasonably safe guard these areas using generally accepted safety practices, such as safety tapes, pipes or bars welded in place or suitable safety barriers acceptable to AUCTIONEER. All floor bolts and/or anchoring fasteners are to be cut flush to the floor and the area left broom clean and all debris removed. It is the responsibility of BIDDER to be sure that power to the LOTSis off and then to safely disconnect all electrical wiring and utility piping from the LOTSand to cap at the first electrical or air junction of the LOTS.

Manufacturing is evolving every day with the aim of creating more complex parts on a smaller scale. Therefore, conventional machining processes are often not enough to accomplish the job. This is why professionals look towards intricate machining methods, such as the 5-axis CNC machining process.
Any multi-axis CNC method, such as the 5-axis machining, brings in a whole new dimension of capabilities and what can be produced. However, being a new technology for professionals, they often wonder about the basics of this process, such as what it is, its working process, what are the different types of 5-axis CNC machining options, its application, and many questions.
Before understanding the concept of 5-axis machining, it is necessary to understand what ‘Axis’ means in CNC machining. CNC stands for Computer Numerical Control, and in machining, it denotes computerized control over the movement of the cutting tool. ‘Axis’ refers to the freedom of movement of the cutting tool, i.e. the direction in which the cutting tool is capable of movement.
5-axis machining is a multiaxis machining process where the machine’s capabilities are present in five different axes. The cutting tool of the machine has five different freedom of movement, which allows it to create a highly complex geometry.
While modern-day 5-axis machining is entirely based on Computer Numerical Control technology, its early development happened independently, even before CNC technology was developed for the masses. This occurred in 1958 when Cincinnati Milling Machine Co. (now Milacron) worked on a US Air Force project of a 5-axis vertical milling machine.
Despite this early electronic tracing model, it took until the late 1990s for modern 5-axis machines to be available for mass usage due to the relatively slow progress of numerical control, software, and other required technologies.
To understand the fundamentals of 5-axis machining, it is important to understand how the cutting tool moves in the various axes in this technology. As mentioned earlier, the 5-axis denotes the number of freedom of movement in which the cutting tool can move. Every axis is denoted by a letter for the purpose of simplicity and standardization.
Additionally, another important point to remember is that a 4-axis machine contains all the axes of a 3-axis machine along with an additional axis, and a 5-axis machine contains all the axes of a 3-axis machine along with two additional fourth and fifth axes.
There are many variations of the 5-axis CNC machining process. The usage of any particular type depends on the final part geometry required and the performance characteristics desired.
Simultaneous 5-axis CNC machining is also called continuous 5-axis CNC machining. When the generic ‘5-axis CNC machining’ term is used, this is the technology it refers to. In this process, the cutting tools are capable of moving in all five axes simultaneously.
The 3+2 machining process is also known as positional 5-axis machining or indexed 5-axis machining. In this method, the cutting tool is locked in a tilted position in the A and B axis, and then the 3-axis CNC machining is carried out in the X, Y, and Z axis.
5-axis CNC Machining should not be confused with 3+2 machining as the capabilities of these two technologies vary significantly. While 3+2 machining has a locked cutting tool in the A and B axes, 5-axis machining involves the movement of the cutting tool in all five axes simultaneously.
Therefore, 5-axis CNC machining is able to do everything that a 3+2 machine can, but the vice versa is not true. There are many complex contour surfaces that can only be created with 5-axis CNC machining and 3+2 machining just won’t do. However, 3+2 machining can be used for plane processing, for a faster manufacturing process.
4+1 machining is another variation of 5-axis machining which locks one rotary axis while allowing movement in the 3 linear axes (X, Y, and Z) and any single rotary axis.
However, its application is not as popular as these other two methods. For the machining of complex geometry, simultaneous 5-axis CNC machining will produce parts of superior quality.
Mill-turn CNC machining provides increased efficiency and capability to the simultaneous 5-axis machines. In these machines, besides the 5-axis movements of the cutting tool, the block itself has the feature to rotate (similar to turning).
These types of CNC machines have a rotary table under the workpiece, which rotates in the B axis. The table is capable of 360-degree movements. The spindle itself is pivoted on the A-axis, capable of movements up to certain degrees.
A double rotary table form is present in the horizontal machining center configuration. The first rotary axis is the B axis on the rotary table. The second rotary axis is mounted as the A-axis on the main table. There are multiple setups involving the positioning of the A-axis on the table. Since the programmer has to know a fixed position, the A-axis is assumed on a particular point on the table. During machining, the operator then does the setup for positioning the A-axis according to the programmer’s instructions.
A trunnion-style machine is also termed as a table/table configuration. This is because the rotary axes of the machine are present in the trunnion table itself. It is an easy configuration from the perspective of programming for the part and the operation of the machine.
Swivel head configuration is also known as articulating head configuration, double swivel head form, or head/head configuration. In the head/head setup, both rotary axes are present in the head itself. The workpiece is held stationary, allowing for a more stable work surface and the creation of heavier parts. Large parts can be made with this method. However, movement is limited in the rotary axes, placing some restrictions when it comes to complex parts.
Complex Designs: The ability to create complex parts is the reason that 5-axis machining is used over 3-axis or 4-axis options. These machines can create parts that traditional manufacturing methods took many machine tools to recreate.
Accuracy:5-axis machining can provide very high precision. This is mainly because of the fact that for these machines, manufacturing is a one-time process. When a part is removed and realigned, it alters the positioning slightly, lowering the precision. However, a single setup operation requires no part realignment, leading to high precision.
High Productivity: The high-speed operation coupled with high accuracy means that the productivity of the entire process is increased. This makes 5-axis machining a very efficient manufacturing process.
Costs:Investing in a 5-axis CNC machine is not a cheap affair. These machines can demand a high initial cost, along with skilled operators. However, a good way to avoid these high initial costs is to get a 5-axis machining service provider such as 3ERP.
Aerospace Industry: Aerospace industry constantly requires niche and complex parts at every stage, from prototyping to production. Only multi-axis CNC machining technologies like the 5-axis are able to fulfill these requirements.
Medical Industry: Industries in the healthcare sector heavily rely on the 5-axis CNC machining process. These machines are used to create medical devices, implants, prosthetics, and many other medical products.
Automobile Industry: In the automotive industry, 5-axis CNC technology allows the creation of complex geometries such as gearbox, drive axle, engine components, and more. It can also create custom parts required by automotive workshops.
Military: Multi-axis CNC machines are the backbone of innovation in the military and defense industries. This technology can create everything from parts of small weapons to large submarines and aircraft components.
There are many other applications of 5-axis CNC machines. The vast usage of this technology is mainly because of the large number of materials that it can process. Some of the common materials that undergo this machining technology are:
A 5-axis CNC machine on its own is a marvelous technology. Even so, there are certain steps that you can take to improve the quality of the parts and the performance of the machine even further.
2. Correct Tooling:Utilize tools that are designed for 5-axis CNC machining and support your particular equipment. The loading and unloading should be effortless. Ideally, the finished product should come off without using any physical force.
3. Understand the Machine:Before investing in the machine, understand your requirements and the capabilities of 5-axis CNC machining technology. After that, you can accurately judge whether or not 5-axis CNC machining is something you require. This helps in saving money for many people.
4. Better Programming:5-axis machining is capable of a higher degree of movement, so it can create the final part in lesser passes. For this purpose, it is important to create optimized programs. Hire skilled programmers for this purpose.
5-axis machining can improve the yield for any business. Not only does it increase production efficiency, it also provides high-quality surface finishes to the parts. Additionally, while the initial costs are high, the operational costs are actually lower due to the reduced labor costs.$50
The cost of a 5-axis CNC machine lies in a wide price bracket, mainly depending on the capability of the machine. Entry-level models can start at $200,000 and range up to $500,000. For production-level 5-axis CNC machines, the price will go upward of $500,000.
3ERP houses industry-leading multi-axis CNC machines, including the 5-axis machines. The benefit of outsourcing your manufacturing requirement to 3ERP is that you can use the capability of these machines without paying the high initial costs associated with the same.
Prototyping specialist 3ERP is one of the leading CNC machining companies, and one of a select number that can offer 5-axis machining services in addition to the more common 3-axis variety. Our HAAS CNC milling services are some of the best available, and the company’s engineers have many years of experience in the field. 3ERP also offers a wide range of materials, including plastics like ABS, Teflon and PEEK, and metals like Aluminum, Steel and Titanium.
5-axis machining is definitely one of the go-to technologies in modern manufacturing. There are countless benefits like faster production, reduced setup time, the possibility of making complex parts, and higher precision. The only drawback is the high initial investment, which can also be eliminated by outsourcing your manufacturing to experts like 3ERP.
3-axis machines allow the cutting tool movement in three linear axes, i.e. the X, Y, and Z axes. 5-axis machines contain an additional two rotational axes, the A-axis (rotating around X-axis) and the B-axis (rotating around Y-axis). In some forms, there is a C-axis that replaces either the A-axis or the B-axis.
3, 4, and 5-axis machines differ in the number of directions in which the cutting tool can move. 3-axis machining allows for only linear movement of the cutting head in the X, Y, and Z axes. 4-axis machines have one additional rotary axis added. Similarly, 5-axis CNC machining adds two rotational axes in addition to the three linear axes.



 8613371530291
8613371530291