
little machine shop rotary table quotation

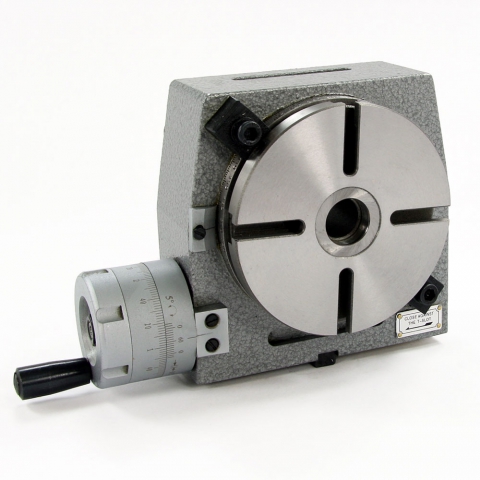
This 4" horizontal/vertical rotary table is perfect for indexing, circular cutting, angle setting, boring, and spot facing operations on a milling machine. This rotary table is made of precision machined cast iron and has a 2 Morse taper center hole. The table is graduated with a 360 degree scale. The rotary table is furnished with lock down clamps.
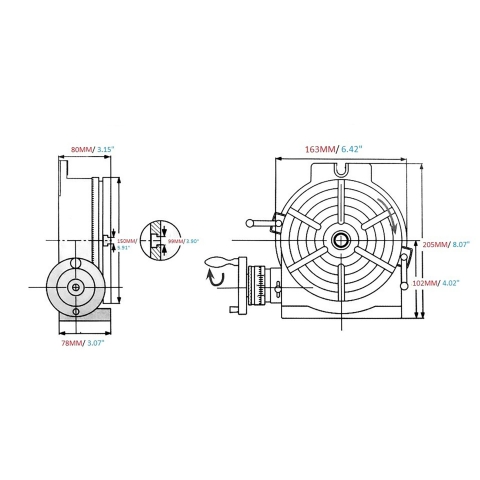
The model 1810 4” Precision Rotary Table is 2.87" high when horizontal, and the centerline is 2.68" above the table when in the vertical position. The body of the table is 5" (crank handle to back) by 5.5" (mounting slot to mounting slot).

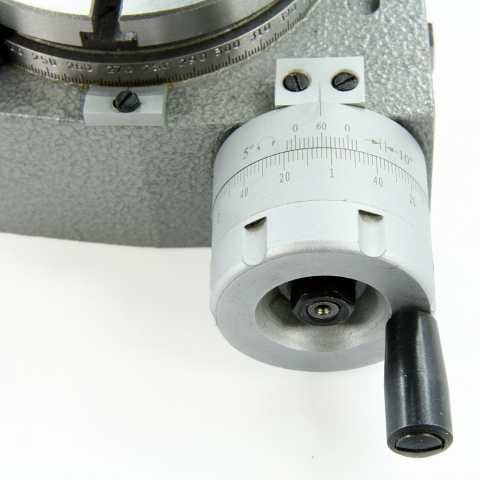
This horizontal / vertical rotary table is for indexing, circular cutting, angle setting, boring, and spot facing operations. The meehanite cast iron table is precision machined and has a 2 Morse taper center hole. The table is graduated with a 360° scale. A micro collar graduated to one minute with a ten second accuracy vernier scale is provided. The rotary table has lock down clamps and the crank can be disengaged.

This horizontal / vertical rotary table is made of precision machined cast iron and has a 2 Morse taper center hole. The rotary table is furnished with lock down clamps.
The table is 2.87" high when horizontal, and the centerline is 2.68" above the table when in the vertical position. The body of the table is 5" (crank handle to back) by 5.5" (mounting slot to mounting slot).

Fig. 4—On this tilting rotary table, one servo controls rotation, another controls tilt. Both servocontrols are slaves to the CNC with RS-232 communication, providing five-axis capability from a standard three-axis CNC.
Fig. 1—Modern rotary tables such as this one from SMW Systems have large, widely spaced spindle bearings, large diameter wormwheels and built-in spindle brakes.
If you want to make parts similar to the complex valve body (upper left), an indexer using M-code, RS-232, or “full fourth axis” control is appropriate. Only positioning and rotary cutting moves are required. The center workpiece is a cam that requires simultaneous rotary and linear moves. You’ll need full four-axis control for such workpieces. If you want to do parts similar to the impeller on the right, the contour cutting will require simultaneous five-axis machining.
Many plant managers and shop owners dream of having the latest horizontal machining center (HMC) with all its features, benefits and sophisticated capability. While typical HMC features such as an automatic pallet changer and a 100+ cutting tool magazine are valuable, perhaps the most valuable characteristic is the HMC’s ability to machine on more than one side of the workpiece due to a built-in indexer or full fourth axis.
The high cost of horizontal machining centers compared to the incredible values available today in vertical machining centers puts horizontals out of reach for many shops. Fortunately, today there are several suppliers of quality accessories that allow the VMC shop to equip its verticals with indexers, fourth axes and tombstones. These add-ons really work and give many of the benefits of an HMC at a fraction of the price.
Earlier rotary tables and indexers didn’t have the accuracy, rigidity or control flexibility of today’s models. Many shops that tried using indexers in the past had been disappointed in the performance of the older models and abandoned their use in favor of multiple operations, multiple holding fixtures and multiple handlings of the workpiece. They decided that the manual, multiple-operation process was better than trying to use ineffective early model indexers and rotary tables. Today, the situation is different. Manufacturers now offer units that are very accurate, very rigid and have a variety of control and interface options.
Terminology in the area of indexers is not standard. Terms such as fourth axis, indexer, rotary table and so on are used interchangeably by different machine tool and accessory companies. So, when selecting and buying, you must ask a few questions before assuming you know what you’re going to get. Also, beware of terms such as “precision,” “high precision,” “accurate,” and “rigid.” Is the “brake torque” specification some absolute break away spec or the torque at which some “unacceptable” amount of rotary deflection occurs? Is the “ten arc seconds” accuracy specification certified every one degree, or is it inspected only every 15 degrees? There are no industry standards for specifications and testing. So ask questions and deal with a supplier in which you have confidence, or buy with a guarantee of performance to make your parts.
We’ll start with the mechanical hardware and discuss the electronic control options later. There are at least three common mechanical indexer/rotary table types.
These tables provide infinite positioning as well as the possibility of rotary cutting. A servomotor controlled directly either by the CNC or by a secondary servocontrol rotates a wormscrew, which drives a wormwheel on the rotary table spindle.
The absolute position accuracy of these systems is a function of the quality (precision and accuracy) of the wormgear set (wormscrew and wormwheel), the accuracy and resolution of the servosystem, and the means of servoposition feedback. Most of these servosystems utilize an encoder to monitor the position of the motor rather than the rotary spindle directly. To eliminate any inaccuracies in the wormgears and servo system, some high-end systems use a glass scale or other encoder directly on the rotary spindle to monitor actual rotary spindle position. Figure 1 (at right) shows a typical wormgear rotary table cross section.
If controlled directly by the machine tool’s CNC, they are most commonly referred to as a “full fourth axis.” A full fourth axis has the advantages of having only one CNC program, no programming required by the operator on the shop floor, minimum chance of a crash due to operator error, and the ability to make simultaneous rotary and X, Y or Z moves to do true helical milling operations as required by some more exotic workpieces.
Claims of position accuracy are often misleading since there are no industry standards. Although some manufacturers test and certify absolute position accuracy every one degree, most do not state exactly what their specification means.For all except those few expensive systems with glass scales directly on the rotary spindle, any accuracy specification is for a new table before it has been subjected to any “crashes,” which are not uncommon. Even seemingly small crashes can damage wormgear sets.
Typical infinite positioning wormgear systems utilize a friction brake to hold position against cutting forces. When cutting forces are applied directly on the rotary spindle centerline, friction brakes are generally adequate for most work. However, when cutting forces are applied to workpieces far off centerline, such as on the edge of a part on a tombstone fixture, the resulting torque on the rotary spindle can cause it to deflect. This result is especially likely when heavy cuts produce high thrust forces.
These indexers offer discrete positioning only. Depending on the number of teeth on the face gear, the minimum increment of index might be 15 degrees, 5 degrees or 1 degree. Whatever the minimum increment, only workpieces with angles representing some multiple of the minimum can possibly be machined.
Whether you select an infinite positioning wormgear rotary system or a facegear system as the best mechanical design for your work, your next decision involves how you will control the rotary axis.
With a pneumatic incremental indexer, you probably will have no choice. Your machine’s CNC will control the indexer by communicating with a special indexer control via an M-code.
If you select a system with a servodrive, you have three choices: 1.) direct “full fourth axis” using only the machine’s CNC, 2.) an M-code command from the CNC to a separate rotary control, or 3.) RS-232 communication between the machine’s CNC and a separate rotary control. Each of these choices has advantages and disadvantages.
A single, four-axis CNC is the easiest to use and provides the most control. Four-axis CNC is best for certain kinds of workpieces. Full four-axis control systems are usually ordered for delivery with a new machine. Systems can be retrofitted; however, retrofitting is complicated and expensive. The advantages of a single four-axis control are numerous, and the disadvantages are primarily related to cost.
The single CNC constantly tracks all three linear axes (X,Y,Z) and the rotary axis. This provides the ability to do precise helical cutting with simultaneous rotary and X, Y or Z moves.
While a few machine builders offer a full four-axis control with rotary table for about 10 percent of the base price of the machine, most charge more than 20 percent.
Very few machine builders make it easy to retrofit a full four-axis rotary table. For most builders, retrofitting is a complicated process, and the cost typically exceeds 30 percent of a base machine price.
The motor for the rotary axis must be matched to the servodrive of the CNC. Because cable connections are not standard from one machine builder to another, rotary tables can not generally be used on more than one machine.
Some applications may require the accuracy and rigidity of a face gear system. However, many machine builders don’t offer face gear systems with a full four-axis control, although such systems are feasible.
An M-code actuated system provides a fourth axis of motion by combining a standard three-axis CNC with a rotary table or face gear indexer that has its own separate rotary servocontrol. The rotary program is entered and stored in the separate rotary servocontrol. The CNC communicates with the rotary control via an M-code. When the rotary control receives the M-code signal, it executes the next rotary move stored in its memory, then sends a signal back to the CNC, telling it that the move has been completed.
Typically, the rotary program includes many separate rotary moves. One move might be a simple index to position at full rapid speed. Another might be a slower rotary move to machine a groove or other feature on the workpiece. Figure 3 (at right) shows a typical rotary servocontrol system.
High quality M-code controlled systems are available from several suppliers for a price of about 10 percent of a base machine price. (For example, a 5C rotary system at $6,000; a 6-inch faceplate system at $7,000; a 9-inch system at $10,000; and so on).
Requiring only one M-code, 110V power and an air line for operation, these systems can be retrofitted to almost any CNC machine, typically with less than a day of downtime.
Systems can be moved from one machine to another as long as the next machine can issue M-codes. A shop with multiple machines and multiple rotary systems can select the best system for each job regardless of the machine. For example, a small indexer can be used for small parts to avoid cutting tool interference problems and to minimize indexing times. A big indexer can be used for big parts. A face gear indexer can be used when the maximum in accuracy and rigidity are needed and the work can be accommodated by multiples of 5 degrees of index.
The machine operator needs to enter the rotary program into the rotary servocontrol, or select the right program if it’s already stored in the rotary control’s memory. This takes some time, and there is the chance of an error.
If the machining cycle is ever interrupted in mid-cycle, such as to inspect a workpiece feature or replace a worn cutting tool, the operator must be sure to back up the rotary program and the CNC program to a point that keeps the two programs in sync. This step can be confusing, and any error can result in a “crash,” with a cutting tool coming down to a workpiece rotated to the wrong position.
Although it is possible to perform simultaneous rotary and X, Y or Z moves, they are not recommended. If you have patience and can afford to scrap a few parts, you can use trial and error to find the right rotary speed to match the linear move and determine starting points that match.
Recently developed, RS-232 communication between a three-axis CNC and a rotary servocontrol offers advantages of full four-axis and M-code operation. RS-232 is the commonly used, standard electrical interface for connecting peripheral devices to a computer. Personal computers often use the RS-232 communication protocol to send information to a printer. Another common use for RS-232 communications is connecting a PC to an external modem.
Nearly all CNC units have an RS-232 port, and it is commonly used to exchange CNC programs between a computer system and the CNC. More recently, RS-232 connections have been used by CNCs to communicate with robots and rotary tables. To communicate with the rotary table’s control, a special line of code is inserted into the CNC program. This line of code sends a string of numbers and letters through the RS-232 port to the rotary table control, which translates the string of code into rotary moves.
RS-232 communication between a three-axis CNC and a rotary servocontrol provides much of the best of both worlds of full four-axis and M-code operation. Both the linear and rotary moves are stored in the CNC as part of the workpiece program. When a rotary move is required, the CNC sends the commands for that one move (rotary speed and angle of rotation) through an RS-232 line to the rotary control.
The rotary control executes that one move and sends back a signal to the CNC, indicating that this move has been completed. The CNC then commands its next linear move. The separate rotary servocontrol simply works as a slave to the CNC. The machine operator turns the rotary control on in the morning and does not need to attend to it the rest of the day. Figure 4 (at right) shows a tilting rotary table system utilizing two rotary servocontrols with RS-232, providing five-axis capability from a standard three-axis CNC.
Crashes are nearly as unlikely as with a full four-axis control. The correct rotary program is always selected because it is part of the total workpiece program stored in the machine’s CNC. Note: Rotary moves should be programmed in “absolute position” so that if the machining cycle is interrupted, the operator can back up the CNC program to just in front of a rotary move, then safely resume the program.
Retrofitting is easy provided the machine’s CNC has an RS-232 port and appropriate communication software, which may already reside in the CNC or be available from the machine builder.
With RS-232, two rotary controls can be operated by most three-axis CNCs with only one RS-232 port. Five-axis capability with a tilting rotary table setup can be retrofitted to a three-axis machine for about $25,000 (a new, full five-axis VMC option is typically priced at $95,000).
Both the work you need to do and the machines you own or intend to purchase will influence what you select for a rotary axis. These guidelines summarize what you should consider.
When buying a new machine, get prices on everything the builder offers, no matter what kind of workpieces you’ll be machining. If the builder offers a full four-axis system with a high-quality, infinite-positioning rotary table at a price of about 10 percent off the base machine, this system will probably be your best choice.
If you’re doing a variety of work that requires simultaneous rotary and linear helical moves, you’ll probably want a true four-axis system regardless of the cost. However, you should consider a more economically priced RS-232 or M-code system when you are retrofitting an existing machine and have only a couple of jobs requiring these moves, especially if these jobs are long run and you can afford some extra programming and setup time. These systems are worth considering if you simply can’t afford the price of a true fourth axis.
If you’re retrofitting existing machines, especially if you have several and want to do rotary work on more then one of them, check with the builder on the cost of upgrading to full four axis. You may conclude that the cost and flexibility advantages of RS-232 or M-code will make one of them the best choice.
Adding a rotary axis to a VMC is worthwhile whether you want to do full four-axis simultaneous machining of exotic workpieces, simple indexing of parts that need machining on surfaces not at 90 degrees from each other, or tombstone processing of rectangular parts that benefit from a longer unmanned machining cycle. Today, many good options exist. If you’re buying a new machine, have the builder quote the optional systems it offers. If you’re going to retrofit an existing machine, contact either the original supplier or the companies that offer complete indexer and rotary table systems. Retrofitting is highly affordable. (Systems from SMW Systems, for example, generally cost a little over $1,000 per inch of faceplate diameter, including installation and training.) MMS
The TR160 is a dual-axis trunnion rotary table that offers maximum rigidity and accurate performance for 3+2 and full 5-axis machining of small to medium parts. Scale feedback on the ...
The TR160-2 is a dual-axis trunnion rotary table that offers maximum rigidity and accurate performance for 3+2 and full 5-axis machining of small to medium parts. The dual-spindle design ...
The TR200Y is a dual-axis trunnion rotary table that offers maximum rigidity and accurate performance for 3+2 and full 5-axis machining of small to medium parts. Scale feedback on the ...
The base and circular positioning tables are made out of anodized aluminium alloy. The self-locking spindle is made from steel and its slide bearing is maintenance-free. The table has ...
... X-RSW-E Series products are motorized rotary stages with built-in controllers. Rated for 2.25 N-m of torque, speed up to 75 rpm, and a load capacity of up to 20 kg, these stages are ...
... Series feature a 120 mm diameter table with a 50.8 mm (2 inch) aperture, and the ease of a built-in controller and motor encoder. With a compact footprint, low profile and load capability of 60 kg, these ...
... versions of TRV rotary table involve electric rotation via double Brushless motor with precision reducer instead. In these big TRV tables position and rigidity are granted by Hirth coupling ...
This is the smallest CNC Rotary Table manufactured by Nikken Kosaksuho in Osaka, Japan. With pneumatic clamping this rotary table is used by many on their small ...
The EGD series is a globoidal rotary table that has a rated repeatability and angular accuracy of 20 seconds. The unit has a zero backlash positioning function, and has an utmost load ...
The table top center bearing is extremely precise: concentricity is less than .0004 inches, typically as small as .0002 inches. This gives you ultra center positioning, makes your parts very ...

This 6" horizontal / vertical rotary table is for indexing, circular cutting, angle setting, boring, and spot facing operations. The cast iron table is precision machined in Taiwan and has a #2 Morse taper center hole. This 6" rotary table is graduated with a 360° scale. A micro collar graduated to one minute with a ten second accuracy vernier scale is provided. This horizontal/vertical rotary table has lock down clamps and the crank can be disengaged.

I agree with IronHorse. I purchased the 4" from Grizzly and was very disappointed, quality of the first one received was extremely poor so I returned it. Received a replacement but it was also of poor quality. I decided not to return this one and proceeded to remake the worm shaft. I will keep it for shop work, but nothing requiring any precision. I have not yet ordered a better one, but will look first to LMS. I have received nothing but quality from them. The Grizzly units are made in India, which is the new "old China". I"m not going back to Grizzly for metalworking items.
CNC rotary tables play a vital role in the performance of multi-axis machining centres. As table accuracy and reliability are of paramount concern throughout the product"s lifetime, Matsumoto Machine Corporation (MMK) has taken a pragmatic two-pronged approach to reducing indexing errors and improving performance. By enhancing both product calibration and encoder technologies the company has set new standards for rotary table accuracy.
Founded in Japan in 1948, Matsumoto Machine Corporation is a technology-leading provider of innovative, high quality jaw chucks and numerically controlled rotary tables used by industrial machine tool makers throughout the world. A key feature of MMK"s CNC rotary tables is a patented worm and wheel gear assembly developed by OTT GmbH, Germany. Unlike double lead worm gears, the OTT worm and wheel gear is able to minimise backlash, ensuring outstanding accuracy and long life, efficiency and durability.
A further advantageous characteristic of the MMK CNC rotary table is a large diameter through-hole in the table spindle. This greatly increases machine versatility and rigidity, supporting a wider variety of chucks and jigs and the machining of longer workpieces.
By enabling most metal-machining operations to be undertaken on a single machine, the benefits of MMK CNC rotary table are far-reaching. These include the time and cost saving of single machine set-up and single fixturing setup, reduced parts handling and the elimination of tolerance errors as workpieces pass from machine to machine.
Of critical importance in this one-hit machining centre scenario is ensuring the high accuracy of CNC rotary table indexing and control throughout its working lifetime.
As with any form of precision equipment that is integrated into a machining centre by a third party machine tool maker, and which in turn is used by an end user in any number of industrial sectors, assuring consistent accuracy and performance over time presents a challenge.
As with a machine tool"s linear XYZ axes, the rotary axis is just as susceptible to uncontrollable events that may introduce angular positioning or axis alignment errors. Risking the production of defects in finished parts, these errors can be due to a number of reasons including, mistakes made in the initial machine installation, impact damage caused by collision or general wear-and-tear in use.
With its global reputation for product quality and design innovation, MMK therefore sought to equip its CNC rotary tables with a highly accurate and reliable means of tracking and controlling the indexing of its product throughout its lifetime, irrespective of the type of machine tool, workpiece complexity and duty cycle.
At the same time, in an increasingly competitive global market for CNC rotary tables, MMK also wanted to further enhance its product quality inspection processes. Specifically, the company set itself the task of augmenting index angle measurement as a key component of pre-shipment quality assurance procedures.
To provide machine tool makers and users with the ability to accurately track and control CNC rotary table indexing, MMK elected to integrate Renishaw"s super-compact TONiC™ non-contact optical incremental encoder system. Simple to install and with a compact readhead measuring just 35 mm x 13.5 mm x 10 mm, the TONiC encoder presented MMK with a minimal footprint solution capable of supporting machine speeds up to 10 m/s and resolutions down to 1 nm.
The rotary table readhead was designed to be used in conjunction with Renishaw"s RESM, a one-piece stainless steel ring marked on its periphery with 20 µm pitch graduations and featuring the IN-TRAC™ optical reference mark. With its low profile, large internal diameter and wide choice of diameters from 52 mm to 550 mm, the high stability RESM ring provided MMK with a versatile and easy to integrate scale that is well-suited to the company"s wide range of CNC rotary tables.
MMK selected Renishaw"s compact and lightweight XR20-W rotary axis calibrator to verify the accuracy of its rotary tables during manufacturing and immediately prior to shipment. The XR20-W was used in conjunction with Renishaw"s XL-80 laser interferometer to provide a non-contact reference measurement, independent of the axis under test, with an accuracy of ±1 arc second.
Motorised by a servo-controlled drive and with data capture synchronised to axis movement, the XR20-W requires no operator intervention during measurement. Being lithium battery powered and Bluetooth enabled, it ensures quick and easy setup, and the avoidance of trailing cable hazards. The calibrator"s modular design and flexible mounting systems allow far easier setup than alternative solutions and can be readily configured for a wide variety of rotary tables, chucks and spindles.
By integrating Renishaw"s TONiC non-contact optical encoder system into its CNC rotary tables, MMK has further assured the accuracy and reliability of its products in the field, along with an overall superior motion control performance. For a wide range of different machine tools and end uses, the rotary tables" combination of compact readhead and one-piece stainless steel ring scale has delivered a higher level of tolerance to dust, scratches, grease and oil, and a reduction in indexing errors. The encoder system"s ability to output highly stable position signals of unrivalled purity and ultra-low sub-divisional error have provided smoother velocity control, improved scanning performance and increased positional stability.
MMK"s introduction of Renishaw"s XR20-W rotary axis calibrator and XL-80 laser interferometer has reduced product measurement times by a half compared to conventional autocollimator techniques. Measurement procedures have been simplified and automated. Capable of taking accurate measurements at any indexing angle pitch, the calibrator enables evaluation of the accuracy of the worm and wheel gear-driven table for ultra-fine pitch measurement movements as small as 0.001°. This has allowed any loss of motion control or worm and wheel gear efficiency to be evaluated in detail and addressed. Product performance is now backed by a thorough analysis meeting ISO quality standards.
CNC rotary tables play a vital role in the performance of multi-axis machining centres. As table accuracy and reliability are of paramount concern throughout the product’s lifetime, Matsumoto Machine Company has taken a pragmatic
two-pronged approach to reducing indexing errors and improving performance. By enhancing both product calibration and encoder technologies the company has set new standards for rotary table accuracy.
I have a mill made by Little Machine Shop. It is very similar to others such as those offered by Micro Mark, Harbor Freight and Grizzly, and - perhaps not in the same class - the Proxxon FF230. But just the same: they all have one thing in common: they use metric threads and that can cause some problems when interchanging accessories with those made on the basis of the US standard threads (for example Sherline).
After looking at the various options offered by Grizzly (their ‘two inch self-centering vise’), and the rotary table sold by Micro Mark at a much higher price, I went with the 4 inch rotary table and tilting table made by Sherline. The rotary table is a high quality tool and the tilting table is ok, but nothing fancy. However, the combination of the two gives me a lot of possible machining options.
I need to use metric bolts and T-nuts to hold the tilting table to my mill bed. But since the holes in the tilting base are US standard and don’t align with the mill table slots, I had to drill new holes in the tilting table base so it would. The four new holes are clearance holes for 6 mm cap screws and are spaced 1.78 inches apart.
The rotary table is designed to clamp to the tilting table, so now I can use it without having to make new adapters to mount it to my mill table. So, far so good.
How about chucks for the rotary table. You can buy them from Sherline, but I also have a mini lathe that has a three and a four jaw chuck. Again they are metric and that is where the rub lies. I don’t use the four jaw chuck very often and decided to make an adapter plate that would allow me to bolt the chuck to the rotary table. I used a ¼ inch thick aluminum plate and drilled the holes as shown in the drawing below.
The reason for the slots is that the hole-pattern in the Sherline table is all screwy and not spaced uniformly across the base plate. The two threaded holes used for the brackets to the rotary table could have been moved to 1.29 inches from center (the same as those to the right) instead of the 1.16 inch as it appears now.
·Mount the rotary table and tilting table along with one of the two chucks (three or four jaws). This is where the adapter plate comes into the picture.
·To machine horizontal slots in shafts, spars or other parts I can take the tilting table (with chuck mounted) and tilt it to 90 degrees. Sherline makes a tailstock for their mill to do just that (it mounts on their mill bed, not mine). I like to keep my 4 inch vise where it is and I think I can make an adapter to serve as the ‘tailstock’ using wood. Besides, how often would I need that?
A RT doesn"t usually look all that high, but as soon as you have things growing out of it"s face, you can soon run into major clearance problems under the mill tooling. My mill has something like 14" throat from quill to table, but by the time I put the RT with adapter, a chuck onto it, the piece into the chuck, a collet holder and the cutter, that 14" soon reduces down to very little. Also the higher you go, the less rigid is the setup.

LittleMachineShop.com carries the SIEG X2D Mini Mill. This mini mill has a larger table than other mini mills in its size range and features a 350 Watt DC motor with two spindle speed ranges. The air spring head support gives it more Z-axis travel than most other mini mills. Grizzly Industrial, Inc. sells the Grizzly model G8689 mini mill.
Tool Post Mini Vertical Milling Slide for Lathe Machine-Metalworking Tool (U) 3.0 out of 5 stars 6. $59.98 $ 59. 98. 20% coupon applied at checkout Save 20% with coupon. Get it as soon as Tue, Nov 30. FREE Shipping by Amazon. Only 12 left in stock
3. Check the angle of the Vertical Support (68) for true vertical. Check all bolts for tightness. Operation This Mini Milling/Drilling Machine is capable of machining metal and nonmetallic stock by cutting, drilling, and milling. It can cut circular surfaces, both inside and out, cones, mill
Explore Vertical Milling Machine for sale Australia wide on Australia""s No1 online machinery classified. All Vertical Milling Machine posted here are either used Vertical Milling Machine or new Vertical Milling Machine. Browse more, so you can find Vertical Milling Machine that satisfy your needs!
Vertical CNC Engraver Features The Mini-X4 is small enough to fit directly into the box. In addition to a machine tool, the Mini-X4 has power cords, milling cutters, and blunt tools. It can be said that this set of equipment is sufficient for the craftsmen to make small crafts or proof the molds at home.
Grizzly G0727 Mini Horizontal/Vertical Mill. If your work requires both horizontal and vertical milling in a small footprint, this is the machine for you. Simple conversion to horizontal and vertical milling operations means there-Inchs very little set-up time. The DC motor also provides variable spindle speeds for matching material, tooling
Like the full-size milling machines, a mini mill machine is a smaller engineering mill that can sit on a workbench or table, and create or modify wooden, metal, or modern-composite material components. Although full-size mill machines can be horizontal or vertical, mini mill machines usually have a vertical orientation with the axis of the rotating shaft also being vertical.
Vertical CNC Engraver Features The Mini-X4 is small enough to fit directly into the box. In addition to a machine tool, the Mini-X4 has power cords, milling cutters, and blunt tools. It can be said that this set of equipment is sufficient for the craftsmen to make small crafts or proof the molds at home.
1. Best Horizontal and Vertical Mini Mill—Grizzly Industrial G0727 Mini Mill. Though able to tackle both vertical and horizontal milling, the Grizzly Industrial G0727 mini mill with 0.5 horsepower is still compact enough to mount on a stand or workbench. It’s made from a heavy-duty cast iron construction and has three-axis table movement
2014 Southwestern TRAK 2op Portable Vertical Machining Center Mini Mill #5996Wheeler Machines Sales, Inc. 247 Pacific St. Pomona, Ca. 91768www.wheelermachine...
1. Best Horizontal and Vertical Mini Mill—Grizzly Industrial G0727 Mini Mill. Though able to tackle both vertical and horizontal milling, the Grizzly Industrial G0727 mini mill with 0.5 horsepower is still compact enough to mount on a stand or workbench. It’s made from a heavy-duty cast iron construction and has three-axis table movement
JET Vertical Milling Machines are manufactured for precision, reliability and durability. Table sizes ranging from 8” x 36” to 12” x 54” and drivetrains of step pulley, variable speed, and electronic variable speed allow for easy mill selection. Include installed accessories such as powerfeeds, digital readouts, or a power draw bar to customize a JET mill to fill a specific need. JET
Quick conversion from vertical milling to horizontal milling set up Accessories Recommended: H8177 Angle Work Table for Small Mills H6195 3" Rotary Table w/ Clamps T26485 58 pc. Clamping Kit for 7/16" T-Slots H5685 4" Rotary Table w/ Clamps T10253 2" Mini Self Centering Vise with Swivel Base H7661 Quick Vise
Now here is a Mini Milling Machine that has more features than some Mill/Drills and is affordable for everyone! This little brute will handle any kind of job up to 1/2" drilling, 1/2" end mills and 1" facing. No belt changes necessary! The variable speed control and gear drive saves you time and hassle—Truly a remarkable machine. Made in an ISO 9001 Factory Features: Safety shut-off switch
Vertical / Horizontal Knee Mills. With 2 spindles on the same machine, vertical and horizontal operations can be performed in one set up. This increase productivity and accuracy. It can be used for one-off pieces as well as small to medium size production runs. It is ideal for maintenance tool rooms, job shops or tool and die shops.
JET Vertical Milling Machines are manufactured for precision, reliability and durability. Table sizes ranging from 8” x 36” to 12” x 54” and drivetrains of step pulley, variable speed, and electronic variable speed allow for easy mill selection. Include installed accessories such as powerfeeds, digital readouts, or a power draw bar to customize a JET mill to fill a specific need. JET
LittleMachineShop.com carries the SIEG X2D Mini Mill. This mini mill has a larger table than other mini mills in its size range and features a 350 Watt DC motor with two spindle speed ranges. The air spring head support gives it more Z-axis travel than most other mini mills. Grizzly Industrial, Inc. sells the Grizzly model G8689 mini mill.
Quick conversion from vertical milling to horizontal milling set up Accessories Recommended: H8177 Angle Work Table for Small Mills H6195 3" Rotary Table w/ Clamps T26485 58 pc. Clamping Kit for 7/16" T-Slots H5685 4" Rotary Table w/ Clamps T10253 2" Mini Self Centering Vise with Swivel Base H7661 Quick Vise
Mini Vertical Milling Machine. We insist on offering premium quality creation with very good company concept, honest product sales along with the finest and fast assistance. it will bring you not only the premium quality item and huge profit, but the most significant is to occupy the endless market for Mini Vertical Milling Machine, 5 Axle Cnc
MicroLux® High-Precision Heavy-Duty R8 Miniature Milling Machine. LOWEST PRICE OF THE SEASON!!The only "TRUE INCH" machine of its kind on the market!The feature-packed design and robust construction of the MicroLux® Milling Machine makes it well-suited for your most demanding model shop projects. Its smooth operation lets you put fine finishes not only on machinable metals, but on non-metals
Best Selling. Klutch 2706S009 110V 350 Watts 3/4 HP Mini Milling Machine. 4.3 out of 5 stars. (9) Total Ratings 9, $869.99 New. Mini Milling Machine DIY Woodworking Soft Metal Processing Tool for Hobby US. $179.99 New. Grizzly G8689 2500 RPM 30in Mini Milling Machine.
BT16 550w mini portable vertical milling and drilling machine Deutsch Espanol Francais Italiano Portugues Japanese Korean Arabic Russian +86-0515-88663359 [email protected]



 8613371530291
8613371530291