
cmm rotary table pricelist

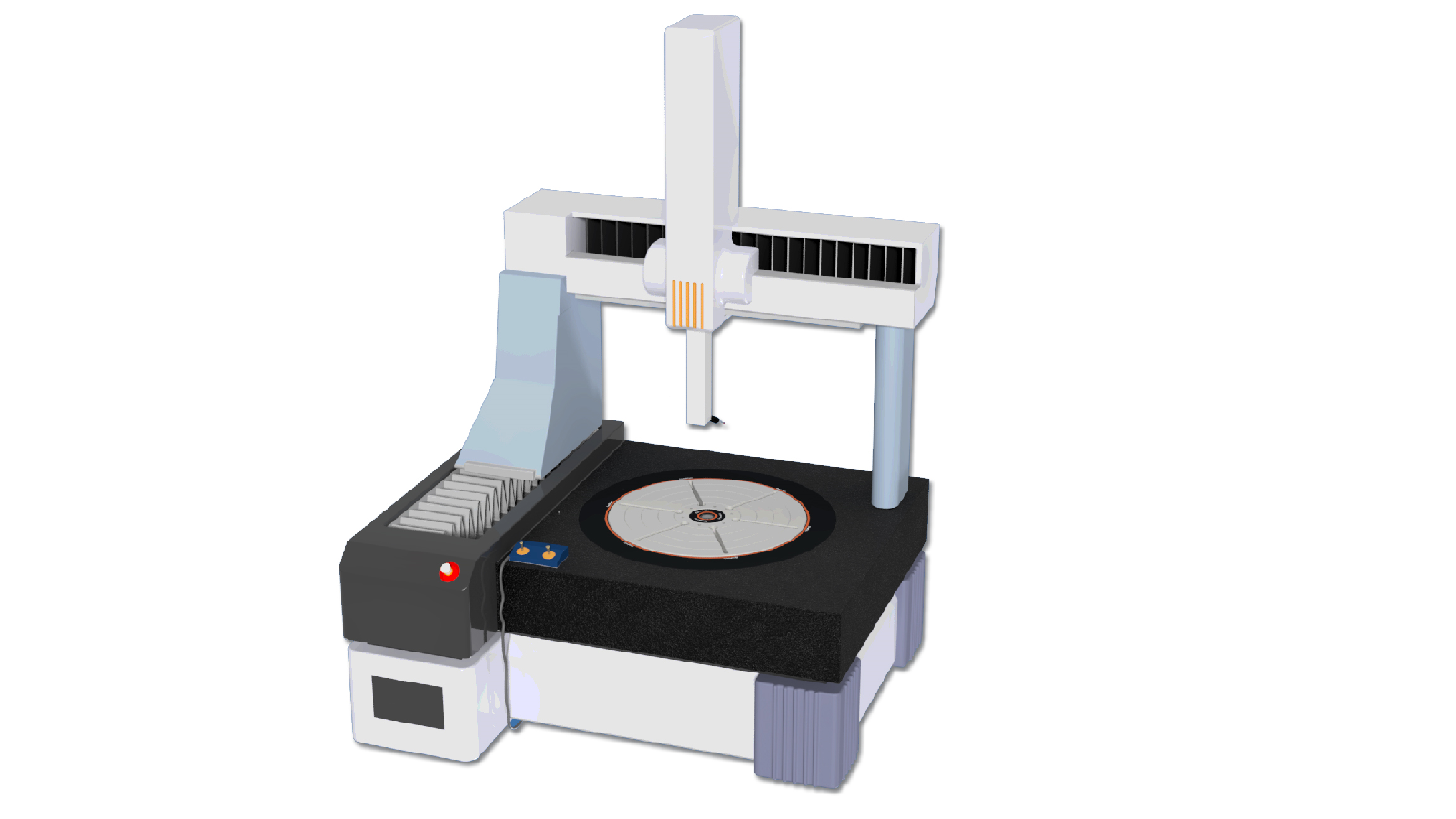
All measuring machines of the LH series can also be configured with an integrated rotary table. This enables both the precise 4-axis measurement of rotationally symmetrical components and the reliable measurement of the entire spectrum of prismatic components.

Hexagon Manufacturing Intelligence has extended the accessory range for the Optiv Performance 663 and Optiv Performance 664 coordinate measuring machines (CMMs) by adding two new computer numeric control (CNC) rotary tables and the Optiv Dual Rotary CNC stacked rotary tables as options, substantially widening the application potential of the multisensor machines.
The use of the fully-integrated CNC rotary axis increases the overall inspection performance, especially when measuring rotationally symmetrical parts. Such workpieces can be completely measured in a single setup as features distributed around the circumference of the part can be precisely rotated into a position which is optimal for the multisensor measurement. The PC-DMIS measuring software takes the rotation of the workpiece coordinate system relative to the machine coordinate system into account. The Optiv Dual Rotary option allows the entire rotary axis to swivel on an additional axis so the sensors can reach geometries that are inclined to the longitudinal axis of the workpiece.
The tactile measurement of prismatic workpieces on a rotary table or the stacked rotary tables also offers improved efficiency through the rotating and swivelling movement, which makes complex geometries easily accessible with only a few simple styli configurations. This reduces the necessary probe changes as well as the number of axis movements within the measuring volume.
The new mechanical bearing rotary tables for the Optiv Performance 663/664 provide high-precision rotational accuracy. Two sizes are available, offering different maximum torques (2 Nm or 10 Nm) and normal centred load capacities (900 N or 1800 N). Depending on the version, self-centring three-jaw precision chucks for diameters between 2 mm and 125 mm are optionally available. With the Optiv Dual Rotary option, two rotary tables are combined to enable two-axis rotations.
“We have extended the range of applications for the Optiv Performance 663/664 with the automatic workpiece rotation within one measurement routine,” says Wolfram Fröhlich, Business Unit Director PL sCMM for the Vision Unit at Hexagon Manufacturing Intelligence. “With up to two additional rotary axes, our customers can make optimum use of the available measuring volume of the machine and perform complete multisensor measurements of complex components without re-clamping.”
Both CNC rotary tables and the CNC stacked rotary tables are available worldwide from today and can be ordered from local Hexagon Manufacturing Intelligence commercial operations and dealers.
Translation? A very rigid, granite-based platform designed for an extended, stable life. Because of this, Wenzel CMM’s have achieved some of the lowest cost of ownership and longest (true precision) duration of use CMM’s in the industry.
The Wenzel range is one of the most complete in the world and includes Bridge, Gantry, and horizontal arm CMM systems. Learn more about our granite storyhere.

It’s widely used on virtually every major CMM brand to increase speed, capacity and performance, especially when measuring round, rotating or intricate parts. If you want more background in the benefits of adding a rotary table to a CMM, this short article should help you.
This one is a bit of a no brainer: The QuadProfile is designed to do exactly this! With a fast rotation speed of up to 10rpm, QuadProfile is ideal for scanning applications, allowing the option for rotary motion whilst scanning, enabling the fastest data collection possible.
Despite its high speed, accuracy remains a strong suit of the table, with angular accuracy as great as 2 arc seconds and angular repeatability of 0.5 arc seconds.
Geometric conditions of long or tall rotating parts can be challenging, because mounting them upright on a CMM can be difficult as a result of the amount of space required to do so. Mounting them horizontally is generally much easier, as it allows you to use the length of the CMM bed to better effect. It can cause problems with access of the underside of the part, though. That means that measurements can be slow and, in some cases, impossible without first repositioning the part.
If you want to perform tasks on the bed of the CMM without a rotary table, you can configure a QuadSlimline unit to allow you to do just that. By adding the air flotation option, you can simply slide it out of the way when necessary by just pressing a button and moving. This feature can also come in handy for loading and unloading cumbersome parts onto the CMM as an added bonus. You can find out more about the air flotation option here.
If you’re building a new CMM and want 4th axis capability out of the box, the best option is QuadMatic. It’s designed to be embedded into the granite of the CMM, meaning there’s almost zero footprint into the measurement space of the machine. It’s the most seamless design possible for creating a CMM that’s designed for whatever requirements are thrown at it.
If you’ve just bought a CMM and need to add a rotary axis to it, sadly sinking one into the granite is almost certainly not a feasible option. If that’s the situation you’re in, a QuadSlimline will add the same capacity whilst adding a profile as low as 150mm in height.
If you’ve got a small CMM, we’ve got you covered. Of course, everyone’s definition of “small” is different, and the size of the parts to be measured is a consideration, too. So, the three smallest options available in order from small to large are:
The Quadrant range excels in offering high and large load capacities without sacrificing accuracy, so if you’re trying to measure something particularly large, QuadSlimline is the best choice for you. Its largest configuration consists of a 1,500mm diameter tabletop, which can support loads of up to a remarkable 7,000kg (15,000lb) in mass.

RPI UK, a specialist developer and manufacturer of precision positioning devices for high accuracy rotary and angular inspection systems, has welcomed Mitutoyo as a new customer following the Japanese manufacturers decision to invest in 10 rotary tables.
Mitutoyo, one of the world’s leading manufacturers of precision measuring equipment, has integrated three QuadMatic and seven QuadSlimLine rotary tables into its high precision co-ordinate measurement machines (CMM) at its Japanese and UK operations. RPI engineers travelled to Japan to support Mitutoyo with training and maintenance and were also on hand to help integrate a two-axis rotary table at Mitutoyo in Halifax, UK.
Jim Palmer, RPI’s sales manager, said: “It’s great news that Mitutoyo has chosen to invest in 10 of our Quadrant range rotary tables. As well as significantly improving overall measurement accuracy and reducing uncertainty, our rotary tables also greatly increase measuring volume, thereby improving the flexibility, productivity and efficiency of our customers’ CMM.”
The addition of Mitutoyo to RPI’s customer base means the Bath-based manufacturer now supplies all the major CMM manufacturers which use rotary tables, from Hexagon to Renishaw and LK to Wenzel. RPI has been supplying the CMM market since 1977 and can boast more than 750 successful installations worldwide.
The QuadSlimLine and QuadMatic are part of RPI’s Quadrant range of CMM tables which also includes the QuadDualPurpose, QuadProfile and the QuadUniversal. They come in a wide size range; from Ø200mm to Ø1500mm and can be fully integrated to the host CMM machine controller.
RPI grew out of acquisitions from Optical Measuring Tools, Airmatic, Horstmannn and Eimeldingen. It is now one of the world’s largest designers and manufacturers of solution driven, highly accurate inspection systems and services that measure circular geometry and angular positioning. Using its 75 years of rotary expertise, RPI supplies progressive engineering industries, including the aerospace, gas turbine and dimensional metrology sectors, with exceedingly dependable, low maintenance products with a service life measured in decades, not just years.
ZEISS #HandsOnMetrology has introduced its new ZEISS T-SCAN hawk 2, developed and produced in Germany and certified for the highest industry standards. ZEISS T-SCAN hawk 2 is a portable, reliable
Creaform has announced the addition of the high-accuracy handheld scanner HandySCAN BLACK|Elite Limited to its HandySCAN 3D | BLACK series lineup, an ongoing reference in portable metrology. Developed over the
ZEISS #HandsOnMetrology has introduced its new ZEISS T-SCAN hawk 2, developed and produced in Germany and certified for the highest industry standards. ZEISS T-SCAN hawk 2 is a portable, reliable

Well, maybe not, says John Fox, senior CMM software application engineer for Mitutoyo America Corporation. According to Fox, the time may be right to consider a coordinate measuring machine (CMM) for your gear inspection needs.
“We have many customers who are using a CMM for gear measurement, production and setup,” Fox says. “Customers including Honda, Kawasaki, Hitachi, Molon Motors, etc. use the CMM to measure purchased gears. And there are high-precision gear companies, such as Gear Manufacturers Inc., that incorporate our higher-accuracy CMM for setup and some production.”
A lower price tag is one of the main reasons to consider CMMs over conventional dedicated gear inspection equipment, Fox says. A single piece of today’s sophisticated, fully programmable, fully automated dedicated gear-checking equipment, limited to a single gear size range (gears up to 15 inch diameter, for example) plus software, might cost twice as much as a CMM machine equipped with a rotary table, high-speed scanning probe head and gear-checking software, Fox says. Of course, exact prices for either type of system depend on options and machine size.
The type of CMM used to measure gears depends mostly on the part’s size and weight. When measuring large gears—those with diameters of more than a meter or which are extremely heavy—a high-precision, horizontal-arm CMM with a rotary table would be required. This style of CMM is generally used for inspecting large-scale gears such as those used in ship and heavy equipment powertrains, turbine gearing and gears used in nuclear and thermal power plants and wind turbines. Inspection of large-scale gears is easier to perform with this style of CMM due to its open-access structure.
On the other hand, bridge CMMs are usually the right machine for measuring small or medium-size gears. Two styles of bridge-type CMM are available. One has a fixed table with moving bridge, and the other has a moving table with a fixed bridge. This second style of CMM offers greater accuracy. Some models of bridge CMMs have quite large capacities, overcoming the need for a horizontal arm machine.
In addition to replacing dedicated gear inspection equipment, CMMs can also replace many of the smaller, handheld and functional gages often used in gear inspection. “Handheld gages are subject to operator interpretation,” Fox says. “Repeatability between operators using manual inspection methods is lower. Speed of measurement is certainly slower. Written reporting is open to incorrect values being recorded. An automated CMM can be measuring parts, while the operator continues to produce parts. Once the CMM program is proven out, you know you will get good accuracy, repeatability and reporting.”
“The two major enemies for a CMM are rapid and dramatic temperature changes and vibration,” Fox says. “Even when on a shop floor, if the temperature is somewhat stable, there is no major noticeable error. Mitutoyo equipment has temperature sensors on each scale. Therefore, proper compensation is made for temperature fluctuations. Mitutoyo has many customers that place the CMMs on the shop floor and are very pleased with the repeatability and accuracy obtained. Mitutoyo manufactures a specific CMM, the Strato, which is made for use on a shop floor. The Strato scales incorporate non-expanding glass scales; the ways are completely protected with covers and bellows and active vibration dampening using auto leveling air spring units.”
“In the past 5-10 years, Mitutoyo CMMs have become much more precise with the incorporation of high-performance controllers, greater scanning technology, minimizing internal heat generation, faster servo drive mechanisms with accelerations of up to 2.598 mm/sec2,” Fox says.
With regard to precision, Mitutoyo makes both high-accuracy CMMs as well as commodity-level equipment. The commodity-level machines allow a maximum permissible error (MPEE) of 1.7+3L/1,000 microns, while Mitutoyo’s mid-range and high-accuracy machines allow 0.9+2.5L/1,000 microns and 0.6+1.5L/1,000 microns, respectively.
“It is because of the accuracy at the mid-range and high end that Mitutoyo CMMs are very well suited for the extremely tight tolerances required for gear measurement,” Fox says.
“One thing to be aware of is Mitutoyo manufactures every component that is used in all Mitutoyo equipment, including all of our CMMs,” Fox says. “We have excellent control over the quality of the components that go into our CMMs. This enables Mitutoyo CMMs to have the longest meantime between failures, which is from 25,000 to 30,000 hours.”
Some of the key ingredients to Mitutoyo machines’ accuracy include machine construction and precision components. “The Y axis is cut and ground from the same piece of granite as the plate,” Fox says. “The Y axis will never change because of this, unlike CMM manufacturers that use a separate piece of granite that is glued and attached by lag bolts. In addition, Mitutoyo has always produced the best scales, which have minimal to no expansion. Mitutoyo incorporates temperature compensation on each scale.”
Beyond the precision and accuracy of the machines, one of the keys to accurate gear measurement—whether on a CMM or a dedicated machine—is the software, Fox says. For example, calculation of whether an involute curve is correct based on data points extracted during measurement requires the use of high-level mathematical formulas and sophisticated algorithms. GEARPAK is very exact in these calculations, Fox says, and Mitutoyo has received certification of the algorithms from Physikalisch-Technische Bundesanstalt (PTB), Germany’s highest national technical certification authority.
The GEARPAK software is incorporated with Mitutoyo’s MCOSMOS software package (Mitutoyo Controlled Open System for Modular Operation Support). By combining intuitive icon-based programming with the ability to import native CAD models, MCOSMOS enables even novice users to easily import part and fixture models and “virtually” place them in the volume of their specific CMM. MCOSMOS graphically defines the CMM, racks, probes, and even styli. Selected graphically, all measurement points are clearly displayed on a 3-D graphic view which can be rotated, zoomed or panned to any convenient viewpoint. Animation enables offline running of a workpiece before ever placing it on the CMM, thus providing machine volume verification and collision avoidance. Then, MCOSMOS enables users to choose various software modules to analyze measurement results, to document and present results, and to archive the data in practical structures. Furthermore, MCOSMOSintegrates with networked systems for in-line process control applications as well as to enable true enterprise-wide functionality.
The other attractive feature of CMMs for gear inspection is that they can easily be used to inspect other features, Fox says. By incorporating high-level software, CMMs can measure virtually any type of geometry. For example, airfoils, compressor scrolls or turbine blade geometry can be inspected with the appropriate software. In addition, “the ability to incorporate components such as vision probes using edge detection technology and laser line scanning probes have made CMMs much more flexible and powerful,” Fox says.

CNC Indexing has both pneumatic and hydraulic tables in stock for immediate delivery! Looking for a TJR rotary table price? We have a range of cost-effective options to suit your needs!
For TJR’s pneumatic series of rotary tables, prices start at $5,685. The AR Series is offered in both right hand and left hand motor mount options, with face plate diameter ranges of 125mm – 255mm.
Both the pneumatic and hydraulic brake series TJR rotary table price includes standard features such as an anti-wearing worm gear, durable, high-tensile brass shafts, and braking systems with a large clamping range. For new TJR tables, a standard 3-year parts warranty is included.

Machine will be modernized with new controller, probe head, probes from Renishaw, PC and 3D software RationalDMIS. The equipment of the measuring machine is freely selectable and can be tailored to your individual requirements . We procure the requested components, such as controller , comp...
Manufacturer Carl Zeiss AG / Stiefelmayer, type System C, machine number 33810488, serial number 2579, last test 03/2018, with measuring table, length approx. 2,400 mm x 1,200 mm, belonging to it a PC with 19" TFT flat monitor, as well as an independent power supply, manufacturer APC, type Smart UPS 1000



 8613371530291
8613371530291