
dmg mori rotary table free sample

The nc tables typically have bellelville springs (washers) to both reduce backlash but-very importantly- to reduce gauling associated with frequent direction reversals by acting as shock absorber and minimizing wear on bronze gear. The most critical feature of the walter worm and gear system is that the worm is in fact a two piece design split precisely in middle. This configuration allows manual adjustment to virtually eliminate backlash. It is however subject to vagaries.
2. Where the two complimentary surfaces of the worm meet is critical. These surfaces are lapped; in fact razor sharp entry engaging surfaces are expected. Think of wire EDM cutting the tooth of a worm gear precisely in half. This is what you have with this form of nc rotary. These surfaces must mate perfectly to produce a blemish free driving device for the bronze gear attached to the table.
4. The manual tables tend to have one piece worm. Wear is compensated both by axial movement and eccentric motion which drives the worm deeper into gear root.
Presenting the ideal machining center. The NH4000 DCG is a high-precision horizontal machining center equipped with a 400 mm (15.7 in.) square pallet. It employs the DCG (Driven at the Center of Gravity) technology for vibration control and the Box-in-Box construction for excellent balance, and can achieve backlash-free rotary drive by using the optional direct drive motor. It is a high-performance machine incorporating all the features demanded of a horizontal machining center, including high speed, high precision, chip disposal and ease of maintenance, while achieving both a space saving...
CONTENTS 4 Principal mechanisms 12 Improved workability/ Maintenance MAPPS: Mori Advanced Programming Production System ● Figures in inches were converted from metric measurements.
Table A one-degree indexing table is standard, and a full indexing table equipped with DDM is available as an option. These have significant advantages for machining of workpieces that require high speed and high positioning accuracy. ■ Selection of tables Table type Minimum pallet indexing angle Pallet indexing time (90°) Direct Drive Motor Full 4th axis rotary table OP Original technology The world’s fastest rotary axis drive system, which achieves zero backlash. Until now, gears have been used to transmit the drive power to the rotary axes, but this drive system had a negative effect on...
Improved workability/Maintenance Improved workability For the NH4000 DCG, we have installed features throughout the machine to improve the operability based on the complete operator-centered concept. Swivel-type operation panel The operation panel which can swivel from 0° to 90° improves operability and visibility. Swivel range Setup station Single cover With excellent access to the table and a wide door opening, setup operations such as fixture adjustment can be done smoothly. A highly reliable design that prevents chip clogging. X-axis Distance from pallet * For the automatic door...
Peripheral equipment Peripheral equipment Chip conveyor The center conveyor discharges chips directly outside the machine, offering both outstanding chip disposal and space savings. ■ Scraper typedrum filter type Scraper type drum filter type Hinge type drum filter type Chip transport route Workpiece material and chip size Specifications Cast iron Aluminum/non-ferrous metal Scraper typedrum filter type Hinge typedrum filter type Chip size guidelines Short: chips 50 mm (2.0 in.) or less in length, bundles of chips A 40 mm (A 1.6 in.) or less Long: bigger than the above ● The options table...

But with so many ways to go about five-axis machining, how do know what is the best buy for your shop? DMG MORI’s general manager of Aerospace Center of Excellence, Jeff Wallace, offers some insight.
Particularly for job shops, five-axis machining enables complex parts to be cut from solid material that otherwise might have to be cast. This enables quick turnaround for short-run and prototype work on high-value parts. It’s a great opportunity to differentiate the shop from lower tech competitors and build a more profitable business.
For example, if the parts are small to medium size, with today’s technology, a tilting-table-type machine is going to be the best bet. If the parts are large and heavy, an articulating head—possibly on a gantry-style machine or a horizontal machining center—may be the only option. This consideration alone will narrow your choices and help you compare features of various machine models within the required range.
The simplest and least expensive way to get at five sides of a part is with a 3+2 machine configuration. For small to medium machines, that typically means a three-axis machining center with a tilting rotary table to position the part. This of course can be accomplished with an auxiliary two-axis table on a standard three-axis machining center. But a machine with an integrated tilt table offers better machining performance and is easier to set up and program.
Higher part precision requirements in production environments place higher demands on a machine’s construction and motion control system. Rising to these demands, DMG MORI’s
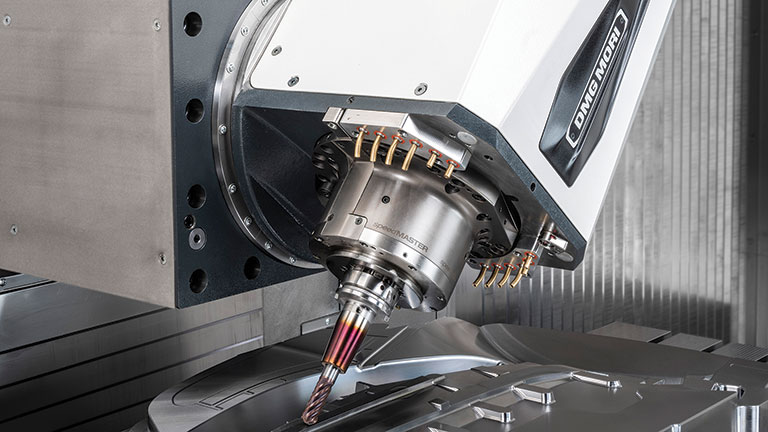
Critical to this machine’s performance is the use of direct drive motors on the B and C rotary axes, which sometimes can be a restriction if there is a high demand for rotary acceleration and deceleration during the machining process, such as in the manufacturing of blisks or impellers.
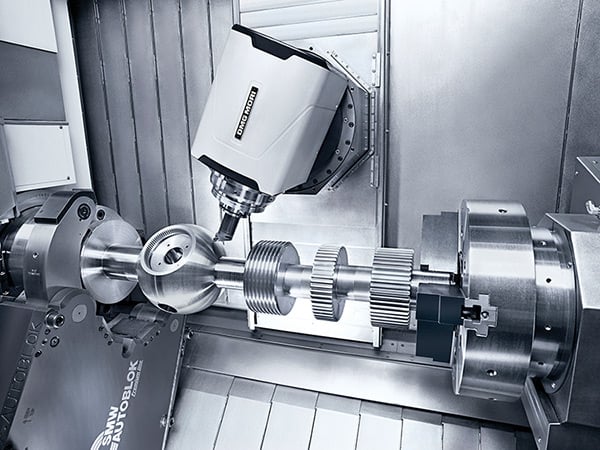
Even though this machining center series uses a tilt table design, it can handle surprisingly large workpieces. With a trunnion-style table supported and driven at each end, the largest model can handle workpieces up to 13,228 lbs. with X-Y-Z travels of 52.6" × 49.2" × 35.4". It can even be equipped with a higher speed table that permits vertical turning and five-axis machining on the same machine.
Handling Cycles aid part- and tool-oriented functions such as adjusting feed rate relative to table load, automatically sorting tools to minimize magazine indexing time, and more. There is also a cycle for B-axis plunging that automatically looks for tool interference which can be a danger point with big parts and long tools.
Machining Cycles include a module just for 5-axis milling and turn/mill with intelligent look-head, gear generation, and grinding. Automatic Tuning Cycle can adjust machining parameters based on user selectable requirements on speed, surface finish and accuracy. There are also a fleet of cycles for DMG MORI’s turning and multitasking machines.
For safety, the CNCs automatically check for interference in 3D for spindles, tables, tools, workpieces and fixtures. Once a problem is detected, the machine will stop operation, whether it is in automatic or manual mode.
Whether you think five-axis machining isn’t for your shop or you’re satisfied with ten-year-old technology, it’s time to take another look. To help visualize which type of machine tool might be best for your shop, browse DMG Mori’s
:quality(90)/p7i.vogel.de/wcms/13/a2/13a24ab64d3b11c54404fbb6f4adbce8/0107240881.jpeg)
Episode 73: Steve starts up about maintenance again. Ben reflects on a recent trip to Heidenhain and DMG Mori. Stephen looks forward to going back to Detroit. Benjamin introduces an article about software enabling communication between robots and building infrastructure. Steve is jealous that a college in Maine was given a Boston Dynamics Spot via donation. Ben talks about adding rotary axes to CMMs. Stephen closes with Forbes writing out of their element.
Stephen LaMarca: So an alignment"s very important. I"ve had really nice alignments done to my car. I"ve even had a shop attempt to corner weight the suspension, which is not an adjustable suspension. So you can"t really corner weight something like that, but you can at least get it on a nice alignment rack and they took a lot of care for it. They tell you what your alignment was before they changed anything, and they also show you the after. So you can see the delta in what your alignment looks like in the event that you are not astute enough to actually notice what"s different in your alignment.
Benjamin Moses: AMT and NTMA got together and they hosted a joint meeting at two facilities. We stayed at DMG Mori and the next day we stayed at HEIDENHAIN. So the content was very good. We covered a lot of new forward-looking technology that"s available now. There was an interesting theme throughout the entire content where we look at how we can accelerate the manufacturing process through simulations. So instead of getting to a physical part right away or cutting the part or actually doing a lot in the more simulation world or the digital world where you can prove out your process and get to almost the first part correct mentality. But there"s a lot of interesting technologies that looked at integrated computational materials engineering.
Looked at FEA software and different predictive tools for additive. We looked at simulations and human-to-machine interactions on automation. So that was a very interesting look at how important the human side of automation is, right? Not just largely the equipment and things like that, but how do humans interact with this equipment going forward? I was really impressed with both facilities. So DMG Mori, it was a very clean environment, which is very on-brand for them, obviously there"s a lot of-
Stephen LaMarca: That"s really cool. That is something I haven"t seen before. Tell me about HEIDENHAIN. I know you posted it on LinkedIn that you were at HEIDENHAIN and then I commented asking if you had seen any rotary encoders, and you said you saw all of the encoders. But I"m semi-serious about that. I don"t know what a rotary encoder looks like. All I know is that HEIDENHAIN makes the rotary encoders that are on the James Webb Space Telescope.
Benjamin Moses: Let"s back up. DMG Mori is more of a tech center, so they"re showing off their equipment, it"s a wide variety of equipment. They do training there and obviously sales support. HEIDENHAIN, they do assembly there. So they actually are assembling their controllers. They"re assembling a variety of different things there. So, they got raw PCB boards that they"re making. They"re making their own wires.
Benjamin Moses: A hundred percent true. So, attaching a rotary head solves a lot of problems in terms of human breaking down for a second setup to get to other features. So the article is just a quick, a reminder of, hey, if you have a CMM that you"re moving from machine to machine, or if you have a quick setup, it may make sense to have a rotary head where you could free up a lot of time. So the article actually talks about in a lot of cases, they can reduce their inspection time by 40% by incorporating a rotary head like this. So I thought that was fascinating.
Stephen LaMarca: There"s some cool points from my perspective on this article. Number one, at Rapid recently, I happened to see one of the metrology companies. I forget who it was exactly. Not like I"m trying to hold back a name. Forget who it was, but somebody had a five axis CMM on display. So your standard CMM is three axis X, Y, and Z. CMM, coordinate measuring machine. Then they threw on a rotary table like you said, and then that rotary table is on another rotary table. So it can do A and B a axis, rotary axis. Saw it on display though, that"s at a show, shows aren"t producing. They might be doing actual demo parts and stuff like that. But-
Stephen LaMarca: Who"s going to demo a CMM at a show? Who"s going to be one of those nerds and just who has to sit- Nobody wants to sit next to that booth where somebody is displaying a CMM that"s booping the entire time,. But yeah, I would appreciate that, but I"d imagine other people wouldn"t. Before Rapid started, Nina Dayton and I got to tour LIFT Manufacturing USA Institute. Pretty sure I spoke about this last episode, don"t need to go in too much detail. They had a CMM there on display that had one of these rotary tables. So it was a four axis, but it had X, Y, Z, then rotary table. I was like, "This is really cool to see this in a production facility." They"re not churning out parts there at LIFT, but they are a production facility and it was really cool. I"d never seen one before, at least one in person at a facility.
So that kind of had taken me aback. It was cool seeing that. But the other thing that I want to talk about is, expanding CMMs to four and five axis, adding rotary tables and other rotary axis, actual axis to a CMM makes sense. I mean, they did it with CNCs. Why not add it to CMMs too? It totally makes sense. If it can be maintained its degree of accuracy, why not? The only problem that I see is the same problem with going from a three axis CNC machine to a multi axis CNC machine. It becomes so much more complicated to program.
Benjamin Moses: Yeah, and you can have the program set up to re-zero after it"s moved, verify its new target and do all the verification again, that it is in the correct orientation, right? So, I think you can cut a few corners on the rotary table by building a more robust program in this software. I think that"s where, when you add equipment to the CMM, someone"s going to say, "Is it accurate enough?" Well, does it have to be? In this case I make the argument, no, it doesn"t have to be super accurate.
Japanese Machine Tool OEMs are known to manufacture their spindles in house and rebuild their own spindles. Mori Seiki was known for their industry leading metal removal rates with their in house manufactured spindles.
Mr. Kazutoyo Moriguchi the President of DMG Mori USA based out of Davis, CA and I discussed the questions above. At first I suspected his visit may be only a formality. Then as he began to explain their ongoing challenges to keep up with a growing demand for such a high volume of spindles I began to understand the severity of this situation made increasingly more difficult because of their successful sale and diversity of their product line. Bear in mind DMG Mori sells both CNC Machining Centers and Turning Centers with more than 160,000 machine tool installations worldwide.
As our conversation moved from our conference room to the shop floor of our 25,000 sq.ft Spindle Remanufacturing facility I understood their need for help was real. Mr. Moriguchi and I talked for hours about the ever present challenges of peaks and valleys both of our customers ever changing requirements create. Often people speak of “feast of famine” in the machine tool industry. For DMG Mori and Motor City Spindle Repair this is not the case. It’s more of a strategy on how to handle our continuous models of growth. There are no slow periods. Not even in this pandemic. Only periods of how to best manage customer demands. At Motor City Spindle we deal with challenges of processing 40 to 50 spindles in a slow month to processing multiple stages of spindle repair exceeding 100 spindles in a busy month. Imagine what DMG Mori is faced with keeping spindles on hand for all new CNC machine tool sales but also all “Legacy” machine tool spindles.
I learned the term “Legacy” spindles to describe Mori Seiki spindles from Edward Dee who I hired in 2018 to work in our Spindle Room. Ed worked for DMG Mori in their Dallas, TX Spindle Room. Years ago DMG Mori rebuilt their spindles in Dallas, TX before moving it Davis, CA. It is rumored there are several hundreds of spindles (I even heard 800 to 1000) at the Dallas, TX facility in need of repair but the need of what quantities are nearly impossible to calculate. I can’t help but think of the ending to Raiders of Lost Ark when they wheel that crate containing the “Ark” to its final resting place.
Really, several hundred broken spindles? 200? 500? 800? 1000? Will these broken spindles ever be rebuilt? Will DMG Mori ever load up semi trucks full of broken spindles and ship them to The Motor City Spindle Team? (I serious doubt it but that’s another topic for another day).
DMG/MORI SEIKI welcomed around 5,000 visitors in February to the Open House at DECKEL MAHO Pfronten, Germany. On top of the exhibition program with its 60 high-tech machines in operation, among them five world premieres, an attractive series of seminars and lectures was on offer. Russ Willcutt, editor of Wind Systems and Gear Solutions magazines, was numbered among the guests. “I was particularly impressed by the WindCarrier turbine developed by GILDEMEISTER that was featured prominently at the facility’s entrance,” he says (above).
As the largest supplier of the GILDEMEISTER group, DECKEL MAHO Pfronten GmbH provided the perfect setting for presenting the innovative machine program. Combining innovative technologies and the worldwide as well as highly qualified sales and service network, DMG/MORI SEIKI offers customers a unique range of services in the field of chip-producing manufacturing technologies. This is also demonstrated by the company exhibition at DECKEL MAHO Pfronten. Among the 60 machine tools, which will be presented live in operation by the manufacturer team, the trade visitors will come across numerous technological innovations.
Users in the machining industry are faced with the challenge of increasing efficiency and productivity. For this reason, machine tools must be powerful as well as versatile and flexible. The highlight in the field of horizontal centers is the new DMC 60 H linear, which is characterized by high precision and is furthermore extremely fast and dynamic. Another interesting feature of this new development is the option to also perform give-axis machining with a swivel rotary table.
The impressive exhibition also features the new NHX 4000 in the field of horizontal centers from the cooperation partner Mori Seiki. The horizontal machining center can in future be optionally equipped with the Siemens 840D solutionline or the MAPPS IV control, whereby DECKEL MAHO Pfronten GmbH has in the meantime started production for the European market within the scope of DMG and Mori Seiki’s cooperation. Mori Seiki itself will emphasise the impressive range of new possibilities in the field of horizontal machining centres with its larger horizontal centres NHX5000, NHX5500, and NHX6300.
The cooperation partner Mori Seiki impressed its visitors above all with the performance of its turning and milling machines from the new X-class, which already caused a stir at the EMO in Hanover. The NLX2500SY/700 targets the field of classic universal turning, which is however complemented by the possibilities of complex milling with powered tools based on BMT® technology. Furthermore, turning without limits and milling with B-axis in one setup is the domain of the NTX series. Within this context, the NTX1000 focuses on highly accurate complete machining of smaller components for example in the field of medical engineering, while the NTX2000/1500SZ with counter spindle and bottom turret as second tool mount sets new standards in flexible machining of complex precision components.
However, the professional competence of DMG/MORI SEIKI is not just reflected in the machine tools presented at the open house. In 10 technology seminars, customers and trade visitors were introduced to future-oriented topics in more detail, amongst others from the fields of five-axis machining, aerospace, automotive HBZ, or LASERTEC.
The topic of energy efficiency additionally ran like a thread throughout the open house. More fuel-efficient machine technologies, energy-saving manufacturing processes, and automatic shutdown routines are just as popular as new software tools and service products for a sustainable increase of energy efficiency in developing, manufacturing, and using machine tools. DMG/MORI SEIKI regards itself as directly responsible to support and promote the trend toward environmentally oriented usage of resources together with their customers. Learn more at www.dmgmoriseiki.com.

Dmitriev said: “Until recently all micro compressors capable of producing pressures over 2-3bar were piston compressors, which produce a lot of vibration. Our rotary design is virtually vibration free, which is vital where the compressor is located next to delicate sensors. Example applications where there is a need for a vibration free compressor include satellites or medical devices. Our new 100W desktop compressor ‘VERT.04’ produces pressure of 8bar without vibration, and uses small, high accuracy rotors which need to be machined in 5-axis. We looked at a variety of machines and chose the DMG MORI HSC 20 linear 2nd generation. The machine has linear drives and scales unaffected by backlash and the composite granite frame gives exceptional temperature stability making it possible to achieve 5μm accuracy and very high quality surface finish of Ra 0.15µm.”
Other factors important in the choice of the DMG MORI HSC 20 linear included the minimal headroom and floor preparation required for the installation of the machine. Some of the other machines considered required the installation of extensive foundations under the machine to ensure accuracy. The DMG MORI machine has a footprint of 3.5m2, linear drives in X,Y and Z with 2g acceleration, a shaft cooled spindle for rapid warm-up and thermally stable machining, and a thermosymetrical gantry design with swivelling rotary table.
DMG MORI and Sauer collaborated with Vert Rotors in the development of the machining strategies, reducing machining times from four hours to just one hour. The machining of the helical surfaces is very challenging and uses 1mm and 3mm diameter tools and custom lollipop cutters operating at 30,000rpm. Tool life under these conditions is quite short, so this is an added incentive to reduce cycle times with the aim of keeping costs down.
Steve Finn, Managing Director of DMG MORI UK said: “This is the first HSC 20 linear to be installed in the UK and we are delighted to be involved in the development of Vert Rotors’ green compressor technology. We are working in partnership with them to develop local expertise in the UK for this level of high precision machining.”



 8613371530291
8613371530291