
fourth axis rotary table free sample

With this extension, your CNC milling machine gets the 4th axis. That allows you, for example, to mill round parts or create engravings on rounded surfaces.
This rotary axis is made to order for us by a German precision mechanic. In this price segment, this rotation axis for CNC milling machines is unrivalled in Europe!
There are many rotary tables on the market. If possible, they have to be inexpensive. You can get a lot of them! Usefulness? That is where the wheat is separated from the chaff. For example, there are many CNC turntables with the cheapest belt transmission. The disadvantages are obvious: slippage due to the belt. If not in the belt drive itself, then on the load or idle side of the belt. Perhaps useful for engraving work. For milling, however, usually not or limited in the choice of material (aluminium 3D milling not possible).

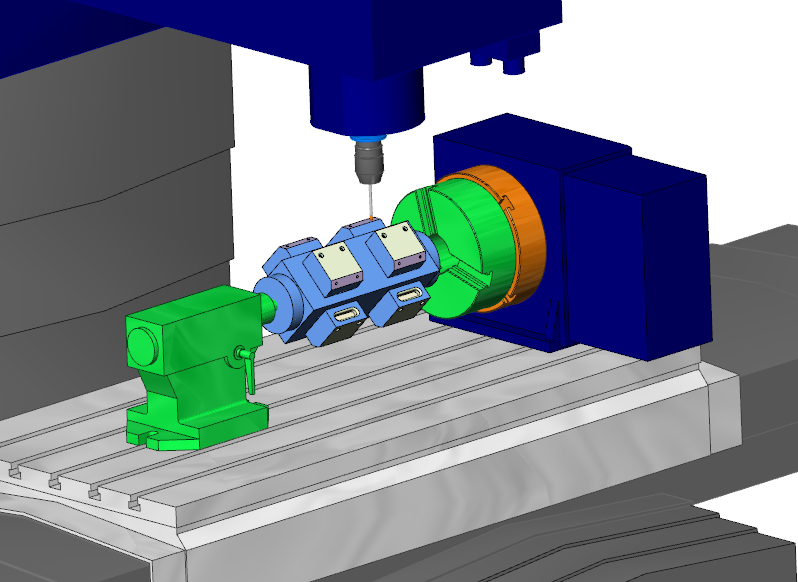
The 4-axis CNC milling machine cutting the sample parts with ball endmill tools. The 3-axis machining center attach the rotary table for cutting the sample parts.

For a shop that’s looking to boost its vertical machining center capabilities, the addition of a rotary table can be a cost effective way to take productivity to new levels. One company—both a supplier of parts for bottling, automotive and other production processes and a prototype design services firm—found itself with an immediate need for fourth-axis capabilities to fulfill production for a contract it had been awarded.
“We were in desperate need of a rotary table to meet the production demands,” says Don Borman, co-founder of Borman Enterprises (Cleveland, Ohio). But he also saw another important reason to add the rotary table to the company’s equipment lineup. “The bigger part of our business is the manufacturing end, but that gives us the opportunity to house a training center that’s very functional,” he says. The rotary table was also to become a staple in the process of training the skilled CNC programmers, operators and setup people the company needed, allowing them to see fourth-axis machining at work.
In December 2009, Mr. Borman decided it was time to add fourth-axis capabilities. The company ordered a new vertical machining center with a rotary table so it could bring its fourth-axis work in-house and the training center would be able to incorporate fourth-axis machining into the curriculum. About the same time, the company landed a contract for fourth-axis work, but soon discovered the VMC on order wasn’t going to have the table.
“I found out 2 days before the machine was due here that it wasn’t going to have the fourth axis. That was part of the purchase of the VMC—the table.” That’s when he called CNC Indexing (Wakeman, Ohio).
“I was panicking because the machine had just been installed, and I had the job and material, but I couldn’t do the job because I didn’t have the rotary table,” Mr. Borman says. He checked his options through a distributor. Everyone he contacted said it would take 3 months to get the rotary table he needed. He checked into used equipment. No luck. Finally, his wife found CNC Indexing online.
He continues, “Unfortunately, we lost that job because I couldn’t get the rotary table that the machine tool distributor had promised me. Had I known earlier about the missing table, I know CNC Indexing would have been able to have it installed in time. They had the tables in stock, and they filled the void.”
Adding a rotary table (fourth axis) or a tilt table (fourth/fifth axes) to a three-axis machine gives a shop the ability to produce multiple face workpieces more easily and quickly. It also provides more flexibility on the type of work that can be produced. A rotary table opens the door for simultaneous rotating and milling of a workpiece, which is needed to perform complex contours and spirals. The most common reason for and the most obvious advantage of adding a rotary table is the ability to access odd angles (down to 0.001 degree) without designing complicated fixturing. Other not so obvious advantages make the rotary table a good choice for many applications:
Higher part accuracy. The more a workpiece is unclamped, rotated and clamped manually in a fixture to access other faces, the greater the buildup of tolerances. A rotary table allows multiple faces to be accessed without moving the workpiece out of a fixture, thus producing features on a part as accurate to each other as the capabilities of the machine and rotary table. This accuracy results in less scrap and higher profits.
Part production time reduction. By adding a rotary table, the cycle time per part is reduced because multiple operations are performed in one clamping. The machine does not need to be stopped so the part can be turned in the fixture. No time is wasted if the operator isn’t standing at the machine to manually rotate the part.
If the same tool is required on multiple faces of the workpiece, it is possible to do so in one tool change. In most cases, it is quicker to rotate the workpiece with the rotary table than to change tools. This reduces the amount of time required for changing tools over the workpiece’s entire production cycle. It may only be seconds, but added up over shifts, weeks, months and years, those seconds turn into hours of saved time. This time savings allows for more parts to be produced or for additional machine time for other work.
Labor savings. Adding a rotary table allows the workpiece to be in production, untouched, for longer periods of time. The operator, then, has time to walk away from the machine and perform other important jobs within the shop. Fewer employees are needed to produce the same amount of output, saving money for the company.
Non-dedicated machine time. The machining center does not have to be dedicated to rotary table work. In the majority of cases, a rotary table will be mounted to the right side of the machine table. The rotary table footprint is such that it leaves the majority of the machine table free to be used for other non-rotary table work. It also allows the machine to be set up for multiple jobs at the same time.
“When fourth-axis machining comes up in the classroom, we take the students right out to show a live presentation. It’s live—the chips are flying,” Mr. Borman says. “The instructor brings them up to the working environment to go over the slant bed design of the lathe, or he’ll go over to the rotary table and show them, ‘Here’s the fourth axis, and here’s how you machine with it.’
When it was originally installed, the Golden Sun 10-inch rotary table was set up as a typical fourth axis at a right angle for drilling 30 holes on nozzles designed and made by Borman for a large bottling customer.
The company now has the rotary table laid down on a sine bar at a 20-degree angle, which presents the nozzle at a 20-degree angle, and Borman compounds it another 14 degrees. Currently it is not cutting chips, but it’s set up for the next batch of nozzles. Meanwhile, the company has a vise on the other end of the machine table, which allows conventional VMC work.
CNC Indexing’s Jamie Schwarz says the compact design of the Golden Sun table helps in that regard. “It’s very easy to work with as far as space. It doesn’t take up the whole machining envelope.” That leaves ample open table space for maneuverability and flexible use.
Mr. Borman says he’s had a good track record with Golden Sun. And the new rotary table did not disappoint. “It’s just a user-oriented, price competitive table. That’s what I look at more than anything. I don’t think we’ve ever had a maintenance issue on the 10-inch table in 3 years. It keeps running and running.” The company has since gained still more capacity by purchasing a new 12.5-inch rotary table.
With 16 CNCs (two dedicated to training) and 20 operators during two shifts, students are scheduled on any machines with open time. “We schedule the students just like we would a job. Right now, both fourth-axis machines are not cutting chips, which is unusual,” Mr. Borman says. “Next week at this time, both will be busy, and we could almost use another one. If it weren’t for our added capacity, we would probably have had to turn down training folks.”
But most of the students aren’t quite ready for fourth-axis work. To date, learning fourth-axis methods is more lecture than hands-on. It can be incorporated into a class project during the standard 17-week program, but Mr. Borman says they can only cover so much.
But fourth-axis work? Mr. Schwarz says that’s an advanced process. “It’s a good thing for them to observe the work and get familiar with the basics. But I’d say the majority of machining trainees would need more time with the engineering side of it before they’d be ready.”
Mr. Borman agrees. “We might have one or two students out of a class of ten or 12 who can really appreciate what the fourth axis can do. For the others, it may be a little more complex than the intent of this program. But it’s available to them if they’re ready to progress beyond three axes.”
“We were happy to take that call from Borman for a lot of reasons,” Mr. Schwarz says of his first conversation with Mr. Borman about the rotary table. “But working with really knowledgeable engineers like Don and Tim, and seeing what they’re accomplishing with these training centers, it’s a great thing. It’s great for the industry, it’s great for this region, and it’s great for the guys in training who move on to good jobs.”
In a four-axis CNC router, there is an additional rotary axis (A-axis) that allows you to do rotary cutting and indexing for making cylindrical/round parts.
PRO4896 CNC uses a PRO rack and pinion system with linear guides to guide the X and Y-axis machine movement. Y-axis is driven by two stepper motors to prevent it from racking.
Avid provides many upgrade options for the PRO4896 CNC. The Rotary Axis attachment is the one you need to achieve fourth axis capability on this CNC router.
Their post-processor uses inverse time feed rates that prevent the production speed from slowing down during programs with combined linear and rotary motion.
The rotary axis is highly versatile, it can be mounted to the PRO4896 CNC router parallel to the X or Y-axis and can be recessed to the machine to help maximize the workpiece diameter.
The 49" rotary axis used in the Avid PRO4896 CNC router can be mounted with a maximum workpiece length of 34" if mounted parallel to Y-axis, and 28" if mounted parallel to X-axis.
Avid CNC"s post-processor for rotary control is available for all the Ventric software products and for the Autodesk Fusion 360 software. It can be downloaded either directly from the Avid CNC website.
They also have detailed instructions on assembly, different mounting options, and the electronics of the rotor axis. It is available on the website and in the user manual.
Avid offers various accessories like a leg kit, auto Z and corner finding touch plate, proximity sensor kit, composite nailer, dust shoe, plasma kit, and a rotary axis.
The chuck and tailstock of ShopSabre"s 4th axis system don"t come attached to a frame, so each can be mounted on the worktable in different configurations.
ShopSabre 23 has a wide list of accessories like the 4th axis kit, braille kit, computer mount, digitizing touch probe, laser sight, tool measure switch, tabletop, vacuum pump, warning light bar, and wireless pendant.
GDAE10 6040 CNC router is the best budget-friendly 4-axis CNC router on this list. It comes with a rotary axis that can be attached along the Y-axis to attain 4-axis control.
The fourth axis control in GDAE10 6040 CNC is achieved through a rotary system with a 3-jaw chuck and a tailstock. It comes with a belt, tailstock, rotary axis, and five wrenches.
There are a lot of videos on youtube on cutting different materials using GDAE10"s 4th axis, you can refer to them to get a visual idea of its operation.
The 6040 CNC router has a large user base because of its low price. It is a great introductory 4-axis CNC to many people trying to come into 4-axis CNC machining.
The iQ CNC router machine can be upgraded with the Laguna Fourth-Axis Attachment for achieving 4-axis control. It helps you machine complicated designs.
The 4th axis attached to Laguna iQ can work on workpieces having a length ranging from 12" - 26" and a maximum diameter of 7" depending on the optional table size you opted for.
You can use 4-axis G-codes generated from any G-code generator directly on Laguna iQ through a USB flash drive and iQ CNC can operate without a computer.
Next Wave CNC"s Shark HD520 is a popular choice among small businesses and many woodworkers. It can do 4-axis machining with a 4th axis rotary system installed in its work area.
The Shark HD520 CNC can be upgraded with the Shark Standard 4th axis rotary system. The rotary system provides 4-axis machining capability to your HD520 CNC router.
You can place the 4th axis driver board on the controller slot by facing the pins out of the box, then you"ll have to tighten it with provided screws to hold it in place.
The 4th axis post-processor can be downloaded from the Next Wave CNC"s website. These post-processors are used to process and convert designs and toolpaths to CNC readable G-Code.
In most cases, a 4-axis router kit is used to achieve 4-axis machine movement but to control this additional axis you"ll need to have a 4-axis compatible controller.
To put it in a simple form, the standard 3-axis together with the A-axis gives you a 4-axis setup. A-axis is the rotational axis that turns the workpiece.
4-axis machining brings in a great deal of flexibility to your CNC machining process, enabling you to create some of the complex designs that otherwise would not be possible.
4-axis CNC machines are costly because there is a lot of research and development going into building all these machines. You require 4-axis supported controllers, software, and CNC machines to do 4-axis machining.
Also, 4-axis designs require a high precision system to design those models. To make high precision systems you need to use a rigid machine built with well-calibrated electronics. As there are more moving parts in the machine, the operating complexity increases, and a lot of support systems are required to keep the machine running.
In 5-axis machining, two rotational axes operate separately to rotate the workpiece in many different angles with respect to the cutting tool. The machine may utilize either A-axis or B-axis with the C-Axis to achieve this feat, all these are rotational axes.
In 4-axis CNC machining only one rotational axis is there, but with 5-axis machining you can achieve two rotational axes that can operate independently. It brings in a great deal of flexibility in your CNC machining.
Yes, due to the advanced system, a 4-axis CNC requires specialized software to control the movement of the fourth axis. It requires CAM and control software that supports 4-axis machining. To control the machine properly, the software must understand the geometry of the 4th axis and how it relates to the other axes.

The 4-axis CNC milling machine cutting the sample parts with ball endmill tools. The 3-axis machining center attach the rotary table for cutting the sample parts.

Sherline’s CNC driver box comes equipped with an A-axis output cable ready to drive a 4th rotary axis. This rotary table is all you need to turn your Sherline CNC mill into a 4-axis machine. Just plug the A-axis cable from the external driver box or the built-in driver box in your Sherline computer into the matching plug on the stepper motor. The EMC2 software is already set up to handle G-code for the A-axis, and numbers entered after the letter “A” in your code are interpreted in degrees.
The same end result can be obtained by ordering a CNC ready rotary table and a stepper motor and attaching the motor, but this single part number does the same thing, making it easier to order and saving you the trouble of installing the motor on the rotary table.

In this three-part series, we’ll cover three key tools the Fusion 360 Machining Extension brings to the table that will make your process more efficient than ever. Next up is rotary strategy.
Business owners in the manufacturing industry face a plethora of decisions daily. Which new machine should I purchase? How can I produce this part? Who’s going to train our new hire? The Fusion 360 Machining Extension is designed to help you grow your business and hopefully take the decision of which CAD/CAM tool to use off your plate. This three-part series covers three essential tools the Fusion 360 Machining Extension brings to the table. Each tool will save you time, energy, and money. In this article, we’ll dive into Rotary Strategy and how, for those without 5-axis machine budgets or capabilities, this tool can achieve more complexity without the cost of a new machine.
When investing in new machines isn’t in the cards for your business, the next best thing is investing in rotaries for your existing machines. A rotary or 4th axis is a bolt-on piece of equipment that allows you to spin material along (most often) the X-axis so that you can reach multiple sides without repositioning or part flipping your stock material. Rotary Strategy plays a crucial role in honing your process to be as efficient as possible, and it allows you to use tombstone practices to help with batch manufacturing.
The Fusion 360 Machining Extension has built-in Rotary tools that give you access to additional functionality to maximize the efficiency of your machine. As a result, you gain more potential for revenue generation, part production, and batch processes.
The Rotary tools in the Fusion 360 Machining Extension allow complete 4-axis simultaneous machining of freeform shapes, with multiple pass options to best suit your geometry. They also give you the ability to set angular limits and offset the tool to improve cutting conditions.
The value add here, though, isn’t just in the 4th axis bolt-on rotaries. For folks who have grown past bolt-on rotaries and moved to the big-timers, the Rotary tools in the Fusion 360 Machining Extension are also powerful for multi-axis and turn-mill machines.
Finding a process that works for your business takes time, energy, and money. We get that it can be tough to invest in a new tool you haven’t tried yet. Your ultimate goal is for your workflow to be perfect, repeatable, and profitable, and we believe you shouldn’t have to make concessions to reach your goal. That’s why we offer a free 7-day trial of the Fusion 360 Machining Extension.

The robust geared rotary tables of the 500 series are extremely flexible to use and, thanks to the combiFLEX® modular system, can be converted or extended at any time to meet new machining tasks. The rotary tables are not only suitable for positioning operation, but can also be used for short simultaneous machining operations. The preloaded gear and the powerful bearings allow high long-term accuracies as well as large spindle loads. The maximum clamping force of up to 7,000 Nm leaves hardly anything to be desired.



 8613371530291
8613371530291