
hacker rotary table manufacturer
All CategoriesBuildings (4)Drilling Equipment (162)Additional Drilling Equipment (1)Block (3)Centrifugal Pumps (2)Drilling Equipment - Misc. (1)Duplex Pumps (13)Power Swivels (15)Pump Parts (1)Pumps (54)Pumps - Misc. (10)Rotary Tables (7)Rotating Equipment (22)Sheaves (1)Traveling Equipment (4)Triplex Pumps (28)Drilling Equipment - Misc. (3)ENGINE (1)Fluid End Modules (2)Hoisting Equipment (5)Oilfield - Misc. (3)Additional Oilfield Equipment (1)Catwalks (2)Power Equipment (10)Air Compressors - Industrial (2)Engine Accessories (2)Engines - Other (3)Gear Boxes | Drives (1)Generators | Electric Power (2)Production Equipment (26)Compression Equipment (3)Gas Compressors (3)Tanks (6)Tanks - Misc. (4)Vessels - Horizontal | Vertical (2)Well Service Equipment (4)Well Service - Misc. (4)Pumps (69)Centrifugal Pumps (4)Duplex Pumps (12)Pump Packages (2)Pump Parts (3)Pumps - Misc. (18)Quintuplex Pumps (4)Triplex Pumps (24)Water Injection Pumps (1)Rig Structures (1)Rotating Equipment (28)Power Swivels (16)Rotary Tables (12)Support Equipment (36)Air Compressors - Industrial (4)Buildings (1)Catwalks (3)Doghouses (1)Engines - Other (8)Generators | Electric Power (2)Oilfield - Misc. (3)Power Equipment (14)Tanks & Vessels (15)Tanks - Horizontal | Vertical (1)Tanks - Misc. (12)Trailers (15)Traveling Equipment (16)Block & Hook Combos (4)Blocks (5)Sheaves (7)Triplex Pumps (4)Saltwater pumps (1)Trucks (2)Flatbed Trucks (1)Water Trucks (1)Well Service Equipment (9)Power swivels (1)Swabbing Unit (1)Triplex Pumps (1)
EP Resources, Inc. was established in 2002 with the primary focus on using decades of oilfield experience to supply the industry with the highest quality oilfield equipment solutions. Today EP Resources, Inc. is the parent Company to EP Brake Solutions Inc., Hacker International LLC, Rig Systems & Components and EMT Investments.
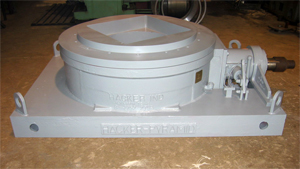
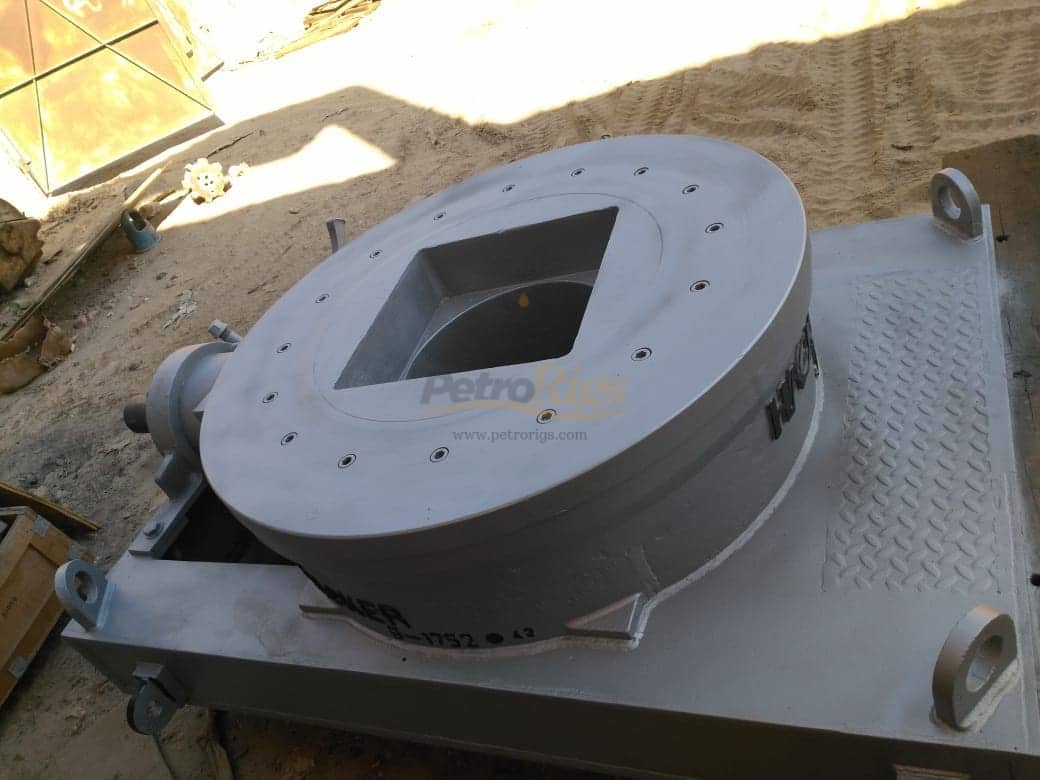
Manufacturer of drilling equipment; in-plant repair services; machine shop operations; threading per API specifications; rotary tables, kellys, drill collars, pipe straighteners, service & repair center, subs & API threading; API Spec 7 certified.
Looking for business intelligence data on Hacker International or other suppliers of Miscellaneous Product Manufacturer? Set up your free account with IndustrySelect.

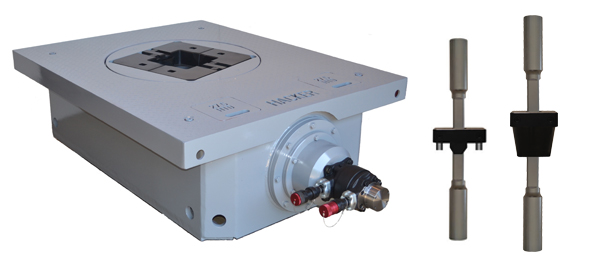
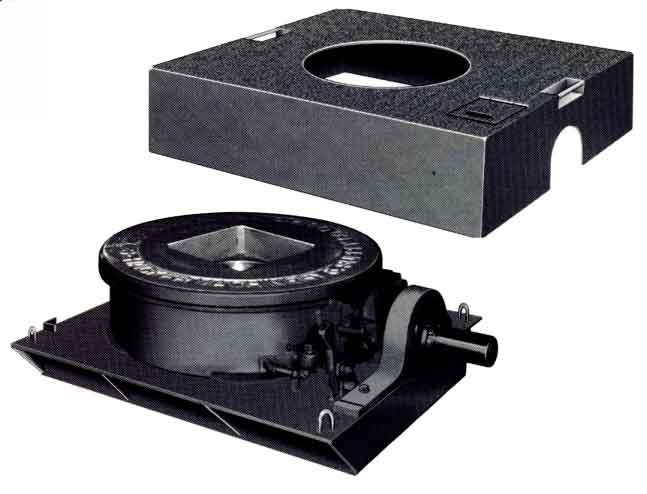
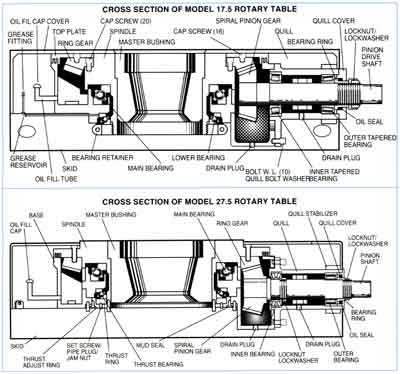
Dimensions and openings on rotary tables vary greatly from manufacturer to manufacturer. To assist you in measuring, we have provided drawings to guide you. Click on the type of rotary below. A new window will open displaying the rotary as well as the standard measurements for each size of that rotary. If your rotary is not a standard size, print out the drawing and fill in all necessary dimensions. Once completed, email us the drawing and we will work up a price quote for you. If you have any questions, please give us a call at 281-482-8668, and we would be happy to help you.
We are proud to endorse your product and your company. We purchased the first mats for our rigs over 25 years ago and have continued to do so for every one of our now 20 rigs. We tried an import mat made of some kind of recycled material about 5 years ago, but it quickly started curling and created a trip hazard on our rig floor. We have also purchased your racking mats and center mats which have held up as well as the rotary mats. At Scandrill Inc. we appreciate the long term relationship and your willingness to repair or replace lost sections or damaged mats years and years after the original purchase date.
Our first Safety Pad II was installed on Rig #13 in November 1981. Since then, Rig #13 has logged over 700 operating days and the pad is still providing an effective slip resistant working surface around the rotary table. As you are aware, we continued purchasing Safety Pad II until all 17 of our land based rigs were equipped.
I am convinced that the Safety Pad II has been one of the wisest and most cost effective rig safety equipment investments we have made. I have not identified a single injury where insecure footing around the rotary table was the primary cause or a contributing cause, where the Safety Pad II was in use. I believe the secure fotting that the pad provides has been an important contributing factor to the 69% reduction in our disabling injury incidents rate from 1981 to 1984.
First off, the Safety Pad II reduces slip and fall incidents to practically nil. Employees are able to maintain traction around the rotary table even though it may be wet or covered with drilling fluids. Trip time, both going in and coming out of the hole is reduced as much as thirty (30) minutes per trip which equates to one hour per round trip.
On board "WEST VANGUARD" it has been in use approximately 10 months. We may also add that during this period, there has not been a single slip-fall injury on the rotary table.
It must be some of the best to be found on the market. We are extremely satisfied with it, and it has not been damaged at all. Subjected to very rough treatment. The undersigned introduced it on "WEST VENTURE" having seen it in use on "VILDKAT" where they also use oil based mud. It gives a remarkably good "footgrip" and despite spills of oilbased mud, it has increased the safety to the workers. Use of other remedies, such as Wallnut shells etc, has not nearly the same effect. These are dissolving, and may cause problems to the ball bearings for the rotary. It is strongly recommended by the undersigned.
I wanted to write you to let you know how much we have enjoyed your product, Safety Pad II. I have talked to the toolpushers on both hitches and most of the men we have on the Gulfdrill who are using it. Everyone has told me it"s the best way that they have seen yet to control the problem of slipping down on a muddy rotary table. From a safety supervisors out look it"s working out better than I thought. We have almost eliminated all of our accidents on the floor due to falls or slipping down with the Safety Pad.
All crews on Continental Drilling Co. Rig #3 would like to thank the company for providing the rotary table mat on this rig, and would like to have these mats around floor as well.

I’ve got a couple of threads running where rotary tables have been mentioned (ok, mainly by me). One thing to put to bed straight away: I don’t really *need* one, but it would be handy for some jobs, and - primarily - good fun to play with.
Ive got an SX2P mill, and a 5” table was suggested as a good size for that. Soba was a brand mentioned, and one of the usuals has a set including table, tailstock, 4-jaw chuck and dividing plates. Cost is about £340 from Chronos, delivered. I understand that quality could be acceptable, but chances are it might need some fettling. I watched a review video, and it seemed as expected.
Is there a ‘rotary table 101’, for example what’s the correct way of centering the table under the spindle, and when using the 4-jaw chuck how do you subsequently centre the work in that?
Mine came with a 3 jaw and that gets used equally in both vertical and horizontal modes the 4-jaw SC would be similar. Also have a flange mount ER32 that gets used sometimes as it"s a bit shorter and also allows the spindle collet to get closer to small work when table is vertical.
To centre my rotary table I have a centered plug which fits into the rotary table centre. This allows put a centre into the mill spindle and just run it down to the rotary table to centre it to the spindle then bolt it to the mill table.
When I bought my (secondhand) rotary table I also bought a small import 3-jaw chuck. I"ve never fitted it and not missed it, so I never will fit it. I mount work direct on the table.
Andrew - the first part I’d use it for is the small (c.30 mm) diameter aluminium output shaft blank for my son’s rc car (as per earlier thread) The Chuck would seem the obvious choice to hold it, but the height restriction could be an issue. What would be the best way of centering and holding a piece like that direct to the table? Make a temporary base plate and screw the bar vertically to that, then clamp the plate to the rotary table? Or something like that?
To centre my rotary table I have a centered plug which fits into the rotary table centre. This allows put a centre into the mill spindle and just run it down to the rotary table to centre it to the spindle then bolt it to the mill table.
I was wondering if something like that is accurate enough. Sounds straightforward. I guess you could also turn and drill a tight fitting centre plug, then align the table so the drill presses straight into the hole?
For a more accurate set-up, mount a dial indicator on the mill spindle and use it to locate on the morse taper of the rotary table spindle. (or the machined recess on the end of some RT"s). Carefully turn the mill spindle by hand to achieve zero movement of the indicator. Bolt down the RT and check again to see if it has not moved.
That"s obviously an - ahem - suboptimal setup, but shows what can be done in the way of fitting quarts into pint pots. The work was ~1" diameter and the tool mounted in an ER25 collet chuck. I didn"t have problems with headroom - it was the size of the table which was problematic. Anyhow it worked:
Over the years I have built up a fair number of simple arbors which get reused or it"s not hard to knock up another and these just go into the chuck and the work screws to those. Not sure I would want to try clamping this 1/4" sq x 3/8" long part direct to the table and still be able to get at it will a 6mm cutter and not hit any clamps
As you don"t have any form of indexer like a 5C spin indexer you will end up using the R/T to cut square or hex shapes onto small parts which will again be quick and easy to hold in a chuck or collet fixed to the table
......the first part I’d use it for is the small (c.30 mm) diameter aluminium output shaft blank for my son’s rc car (as per earlier thread) The Chuck would seem the obvious choice to hold it, but the height restriction could be an issue. What would be the best way of centering and holding a piece like that direct to the table? Make a temporary base plate and screw the bar vertically to that, then clamp the plate to the rotary table? Or something like that?
I"d concede that a chuck might be the simplest solution, but not necessarily the most accurate. My rotary table has a 1" parallel hole in the centre, which is way more useful than a Morse taper. So I"d make a 1" spigot with a flange for clamping to the table and a recess to locate the work. There would also be a hole for a screw into the part to be machined.
If you could not get the chuck in then a 5mm pin held in your collet chuck and lowered into the central hole would locate the part and a couple of small clamps will hold it down by the flange. Zero DRO before raising head and changing to the cutter. Though as I said it could be done without a rotary table too.
My advice is not to get wrapped round the axle worrying about the quality of hobby tools. If the best possible rotary is really needed (and I suggest it"s not), then buy an industrial model. It will cost a few thousand pounds, and although it will be somewhat more robust, don"t expect it to be bullet proof. Many a well-made rotary table has been wrecked hacking out big wheels for model traction engines!
Most hobby rotary tables are of the HV6 design. A worm drives a cogged wheel and turns the table on a simple plain bearing. Though obviously made down to a price, they"re reasonably accurate and sufficiently sturdy for most amateur purposes. They"re aren"t high-technology, nowhere near as difficult to make as a computer hard disc.
Today the world is flooded with mid-range tools, affordable rather than excellent. Not intended to last forever, they are nonetheless generally acceptable for the light duty found in typical hobby workshops. Many products come from similar anonymous factories, and are rebranded by a local seller. But be aware that some versions are too cheap, or customer returns, or manufacturer rejects. The customer probably has no idea who made the item, or even which country or countries it came from. And for this class of kit, it rarely matters. The customer isn"t looking for "quality", he"s after "value for money" and "fit for purpose".
In this way, with the R T in a suitable position on the table, the Tailstock is clamped to the table, so that the Tailstock barrel can be inserted into the bored arbor.
The Tailstock barrel locates the R T.so that it can be clamped to the table. The Tailstock can then be repositioned wherever is suitable along that T slot, for the work in hand.
This is not present - it’s just a plain threaded collar, which in my table wasn’t true to the shaft. This makes preload and play impossible to get right, since if you remove the bind, you get clearance 180 degrees round. I tried to clean it up in the lathe, but with limited success. If the roller bearing was fitted as listed, it would be way better. Further to this, there’s a grub screw which is a limit stop for worm gear engagement with the main gear. This is just loose in its thread, and would be free to vibrate either way, changing the critical engagement adjustment preset. I substituted a cap head screw and locknut which can be seen in the image below (just above the silver engagement lever). Anyway, once adjusted to the best of my ability, I got about 3 minutes of backlash on the handwheel, and about 0.0035” play at the edge of the table:
The chuck is OK, very stiff, but no big deal. The supplied t-nuts clashed with the lock plates, and needed thinning on the linisher. Contrary to some reviews, my supplied chuck key is a perfect fit. I tried the table/chuck out by helping my son making some differential parts for his r/c car. This involved milling sectors from a small diameter shaft:
Pleased your generally happy with the Soba 5 inch table it should serve you well. I must have been lucky with mine I have 1.5 minutes backlash at the handwheel and 0.0015" at the table edge. In a full 360 degree rotation I have a couple of spots each about 15 degrees worth where it goes a tad light but hardly noticeable.
Don"t forget you can gain around 40mm in Z if you use finger collets against using the collet chuck. I have a 6mm and 10mm which take most of my regular cutters. I mainly use the collet chuck but if you have a tall job plus a table mounted vice or chuck it could make all the difference to fitting the job and tooling in. The 40MM extra on mine is based on my finger collets against the collet chuck both from ARC.
My Tailstock has tappings for a key or dowels. Because my T slots differed in width from the keyway on the Tailstock, I made up two stepped dowels. One end is tight fit in the Tailstock keyway, and the other in the T slot of the Mill table.
Position the R T, loosely, on the Mill table so that it roughly aligns with the Tailstock, in the place where you wish to use it, with the 2MT alignment arbor in place...
The Centre barrel, being snugly located in the 2MT arbor will have aligned the Tailstock barrel vertically; and the R T along and across the Mill table, so both can be clamped.
Once the Tailstock centre barrel has been aligned, it is set up and should not need to be reset. It can be used, with the 2MT arbor to align the R T on the Mill table in the future.

No. There"s no substitute for rigidity in fixturing and of the machine itself. There will also be vibration motions that have unpredictable nodes, frequencies, and amplitudes.
The only issue I have with this design is that the accuracy decreases with the distance from the rotary axis, hence it is not uniform over the building volume.
Also, with a vertical spindle and CNC control, there is no reason to have a vertical rotary axis. The reduced motion doesn"t buy any capability upgrade. The 4th axis that is helpful would be angular. (you could put a horizontal spindle on this, I guess, but this machine is not up to the task.
Most positioning actuators you can buy are literally built to be attached to each other in a cross-slide configuration, and to have a rotary table attached to it. They also directly sell pre-built cross-slide actuators.
Also given that objects on the rotary table can not overhang without causing interference with the vertical axis column, there"s really no harm in adding another column and spanning the horizontal axis across, instead of cantilevering it. This will provide a substantial improvement in rigidity.
Unfortunately in my observations (as a user and CAM software purchaser, not a CAM dev) writing toolpathing engines seems to be a Hard Problem with most of the expertise concentrated within entrenched companies. There are a few smaller companies developing CAM software but most seem to build either on one of a couple licensed CAM engines or very old legacy software from back before the big players dominated the field. Lots of the functional requirements for a CAM system have been stable for years (decades even), so a casual observer would think it is ripe for an open source alternative. However I haven"t yet seen an open source alternative that could plausibly compete or even achieve feature parity with any of the commercial CAM software I use.
Currently I am improving the 3d printable version and preparing the v1 release. Once I finish it, I will start to work on a scalable lasercut sheet metal body one with block rails. I think you are talking about this kind of machine.
I think it is possible to build a 400mm diameter table with stepper motor. Any bigger table would require a slow operation or a high speed servo motor to get enough precision and speed. It is still not impossible.

Hacker Radio Limited manufactured domestic radio and audio equipment. The company was formed in Maidenhead by brothers Ron and Arthur Hacker in 1959, and traded successfully until 1977. Financial difficulties resulted in the company being sold and relaunched with the name Hacker Sound which closed in 1979.
The Hacker brothers, Ron (born 1908) and Arthur (born 1910), founded Dynatron in the late 1920s with help from their father Harry, but in 1955 Ekco took over the company, which at the time employed 150 people. By 1959, the number of employees had risen to 250, but the Hacker brothers were uncomfortable with the arrangements and decided to set up their own company, Hacker Radio Limited. In December 1960 Ekco merged with Pye, then Pye was bought by Philips in 1967. In 1981, Roberts Radio bought Dynatron from Philips.
The Hacker brothers acquired a factory in Cox Green, Maidenhead, and started producing a range of transistor portable radios, beginning with the RP10 Herald. Throughout the 1960s, profits were healthy and the workforce increased. In 1973, the company was awarded its first Royal Warrant of appointment, and gained a second in 1976. But financial difficulties experienced in the 1970s caused the company significant problems, and despite cost-cutting measures, the firm"s bankers called in the receivers in May 1977. The assets were bought by Pullmaflex and the company reformed as Hacker Sound; the Hacker brothers were retained as consultants. Arthur Hacker"s son John, who had been made a director in 1975, was made Technical Director. However, difficulties continued, and the company was bought by Motoradio, who moved the operation to Bournemouth. Finally, a fire put an end to activities, and the Hacker trademark was purchased by Roberts Radio.
Hacker Radio primarily marketed its products to the UK domestic market, and were priced towards the top of the market. This, plus the relatively short period of operation (only two decades) results in a lower brand awareness today compared to other household names such as Roberts Radio. However, Hacker products have a strong following among vintage radio enthusiasts and collectors. An active group on Yahoo
The stated Hacker philosophy was to focus on technical performance rather than cost, and words to this effect are frequently found in printed material from the time. Many examples of their products survive today, and it is widely accepted among vintage radio enthusiasts that the build quality is higher than most similar sets from the same era.
Hacker produced many products during their 19 years of trading. Some of their more notable models are described below - a full list is available on-line.
The first product launched was the RP10 Herald. In common with many of their 1960s designs, this was built into a wooden case covered in leathercloth, with foam padding under the front and rear panels and a turntable to enable the set to be rotated for best reception (the internal ferrite rod aerial being highly directional). It featured a large (5 inch by 8 inch) 30Ω loudspeaker, and was powered by two PP9 batteries. Initial sets used Ediswan transistors; later sets used Mullard devices, including the AF117, which unfortunately went on to suffer from tin whisker formation within the encapsulation.
The next Herald, the RP30, retained the same loudspeaker and grill, but had a restyled cabinet that retained the padded leathercloth, which was available in charcoal black, blue or red (the latter with brass trim). The electronic design was revised, and the audio amplifier was rather more complex, incorporating rotary bass and treble controls. Coverage was MW and LW as before, but a version including short wave (16.5 to 50 metres) was offered (the RP31SW). Later, another version offering Marine Band (70 to 200 metres) in addition to MW and LW was released (the RP32), but this sold in relatively small numbers, and few exist today. These sets continued to use the Mullard AF11x-series of transistors.
Another AM Herald, the RP82, was introduced towards the end of Hacker"s existence, but these are very scarce indeed. Electrically, they are based on the very basic AM-only RP70 Ranger.
The RP37 VHF Herald looked like a third-generation Herald, but the presence of a telescopic aerial indicated that this is an FM-capable receiver; indeed it was an FM-only radio. Like most Hacker sets from the 1960s and early 1970s, this set used two PP9 batteries. They were available in the same colour choices as the RP35 AM Herald, and there was a variant with a revised scale in royal blue that incorporated the Open University logo in place of the local stations. The terms of this arrangement are presently unclear.
This was Hacker"s premium portable model, featuring AM and FM reception, and the name was used for four generations of the receiver. The first three versions featured separate tuners and IF stages for the AM and FM sections. The first generation, the RP18 Sovereign, was released in 1964, and was slightly larger than the contemporary Herald. The case was leathercloth-covered wood with padding for the front and rear panels, and was only available in charcoal black. The same large loudspeaker was used. The FM front end was bought in from German company Görler, and the rest of the tuner sections used Mullard AF11x-series transistors. User-adjustable station markers were provided to indicate the position of three favourite stations - but as these could only be moved over the lower half of the FM band (which only extended to 101 MHz), they were intended to locate the three national BBC services available at the time.
The final Sovereign - the RP77MB Sovereign IV - was rather different. It used simpler and cheaper circuitry that no longer had separate AM and FM sections. The case was somewhat larger because it was originally designed to accommodate a cassette mechanism; the RP77MB Sovereign IV was a radio-only version of the RPC1 radio-cassette recorder. The styling was similar to the previous model, with a black anodised finish to the aluminium components. The turntable was dropped for this model. As with the Sovereign III, operation is from eight D-cells or the mains supply, and MW, LW and FM (to 104 MHz) bands are covered. The amplifier circuitry is simpler than the Sovereign III; in fact, it"s electrically very similar to that used in the Sovereign II - though with some component changes. The loudspeaker is a 5 by 8 inch model made by Elac.
There was a variation of the third-generation Sovereign called the RP75 Super Sovereign. This took the basic RP72 Sovereign and added two short wave bands - the only Hacker set to include both FM and SW. Coverage was 10.9 to 33 metres and 27.5 to 89 metres. Electronic fine-tuning (band-spread) was provided, and switchable ISM returned to the FM band; separate switches are provided for ISM and AFC, unlike the Sovereign II where these functions were combined on one switch. A signal-strength (and battery test) meter was provided. Echoing the development of the RP72, a mains power supply was added (the RP75MB), then the FM coverage was extended to 104 MHz. With the MB models, an ATU (aerial tuning unit) was included to improve short-wave reception. The speaker fitted to the RP75 and RP75MB was the same as the RP72, but with a larger magnet.
The RP38 VHF Hunter was released in 1969, and was intended to be an "economy" set. It had MW, LW and VHF coverage. The cabinet was also cheaper to make and lacked a turntable. Initial models used the same 5" by 8" Goodmans loudspeaker as the contemporary RP35 Herald/RP25 Sovereign, but a model from Elac quickly replaced this.
An updated version followed a year later: the RP38A. This added bass and treble controls, using an amplifier that was electrically very similar to that in the RP35/RP25. This model was in production for many years, and went through several cosmetic changes before production ended in 1976. Initially available with side panels in finished hardwood or covered with black leathercloth, and black leathercloth covered front and rear panels (with no padding), the grill was thin aluminium perforated sheet which picks up dents rather easily. In 1973, a new grill was introduced - the same as the Sovereign III "family" - which was a heavy and thick aluminium extrusion. At some point afterwards, the handle is changed to a three-part unit that matches the rest of the Hacker range, and then towards the end of the run, the silver tone control knobs are replaced with black plastic versions. All versions of the Hunter have an FM band that is limited to 101 MHz (and non-switchable AFC).
In 1962, Hacker released the RV14 Mayflower; an FM-only valve table radio finished in striking veneers. Unusually for a Hacker, this set had coverage to 108 MHz - the FM front end was supplied by Görler. The audio sections were based around a pair of ECL86 triode/pentode valves that operated in push-pull, delivering around 7 watts in ultra-linear mode to a large (10 by 7 inch) loudspeaker. An EM84 "magic eye" tuning indicator valve was used.
Hacker made many mono record players, most of which could be converted to stereo with the purchase of a matching amplified loudspeaker; the GP15 Cavalier, GP42 Gondolier and GP45 Grenadier being commonly encountered examples. They also made a number of radiograms, and later music centres with matching loudspeakers and badge-engineered cassette decks from Japanese manufacturers including Sanyo and Nakamichi.
The term “hacker” is popularly associated with cybercriminals harboring malicious intentions, when in reality, it’s a lot more. A hacker can be anyone who utilizes their computer software and hardware knowledge to break down and bypass a computer, device, or network’s security measures. It’s popularly believed hacking is illegal on principle, which isn’t the case if a system owner willingly and knowingly grants access. In fact, many private entities and government agencies hire hackers to help maintain their system’s security.
There are two main factors that determine what type of hacker an individual is: their motives and legality of their actions. Hackers are divided into three types—white, black, and grey hat, a naming system that was derived from old western films, where the protagonists would always wear white hats and vice versa for villain characters.
Black hat hackers are normally responsible for creating malware, which is frequently used to infiltrate computerized networks and systems. They’re usually motivated by personal or financial gain, but can also participate in espionage, protests, or merely enjoy the thrill. Black hat hackers can be anyone from amateurs to highly experienced and knowledgeable individuals looking to spread malware, steal private data, like login credentials, along with financial and personal information. Upon accessing their targets and depending on their motives, black hat hackers can either steal, manipulate, or destroy system data.
Also known as “ethical hackers,” they’re often employed or contracted by companies and governmental entities, working as security specialists looking for vulnerabilities. While they employ the same methods as black hat hackers, they always have permission from the system’s owner, making their actions completely legal. White hat hackers implement strategies like penetration tests, monitor in-place security systems, along with vulnerability assessments. Ethical hacking, the term used to describe the nature of a white hat hackers’ actions, can even be learned through independent sources, training, conferences, and certifications.
As the name suggests, these individuals utilize aspects from black and white hat hackers, but will usually seek out vulnerabilities in a system without an owner’s permission or knowledge. While they’ll report any issues they encounter to the owner, they’ll also request some sort of compensation or incentive. Should the owner not respond or reject their proposition, a grey hat hacker might exploit the newfound flaws. Grey hat hackers aren’t malicious by nature, but do seek to have their efforts rewarded. Since grey hat hackers don’t have permission to access the system by its owner, their actions are ultimately considered illegal, despite any alarming findings they might reveal.



 8613371530291
8613371530291