
mill rotary table with chuck quotation

All CategoriesAntiquesArtBabyBooks & MagazinesBusiness & IndustrialCameras & PhotoCell Phones & AccessoriesClothing, Shoes & AccessoriesCoins & Paper MoneyCollectiblesComputers/Tablets & NetworkingConsumer ElectronicsCraftsDolls & BearsMovies & TVEntertainment MemorabiliaGift Cards & CouponsHealth & BeautyHome & GardenJewelry & WatchesMusicMusical Instruments & GearPet SuppliesPottery & GlassReal EstateSpecialty ServicesSporting GoodsSports Mem, Cards & Fan ShopStampsTickets & ExperiencesToys & HobbiesTravelVideo Games & ConsolesEverything Else

The chuck is a specialized clamp-type used to hold objects with radial symmetry like drills or perforators. By fixing rotary table chuck on the front part of your rotary tools, you will be able to fix various tools and parts such as screws, nuts, drills, and cutters. Having a chuck in your toolkit will allow you to finish your jobs quickly thanks to its versatility and practicality.
rotary table chuck can also be used to fix a workpiece. This small tool facilitates the transition between different activities, like going from drilling to screwing. Furthermore, you can also use it as a rotating element in drawn glass manufacturing. Some chucks are composed of retractable keys, which give you more freedom in your work and improved performance.
You will find various types of wholesale rotary table chuck in our online collection. The jawed chucks are one of the popular types, and they often have three jaws. They are ideal for gripping circular or hexagonal cross-sections. The four-jawed chucks are also available, and they are generally suitable for gripping square or octagonal material.
We also have other modern types of rotary table chuck. For example, the collet chuck is perfect for small-sized bar stocks, and you can operate it by hand or by power. Another modern type is the magnetic chuck, which is perfect for holding ferromagnetic workpieces. Without forgetting to mention the vacuum chucks that you can use to hold non-ferrous materials such as plastic, aluminum, and stone.

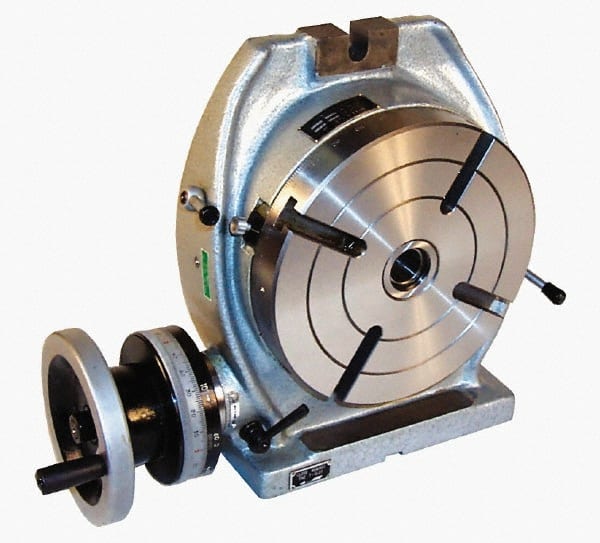
The H7506 Horizontal/Vertical Rotary Indexing Table has an indexing head, a precision adjustable 3-jaw chuck, and can be used in the horizontal or vertical position for a variety of milling applications.
The 24-slot main indexing plate is drilled with eleven holes so the position of the spacer plates can be changed during machining operations for different setups.
The H7506 manual was written by our U.S. based Technical Documentation Department and is packed with useful information. The complete and easy-to-read manual makes it easier to assemble and maintain your rotary table.
The Grizzly Customer Service and Technical Support Teams are U.S. based. Parts for the rotary table may be available online and shipped from the Grizzly parts warehouse in Springfield, MO.
Control is very accurate and precise thanks to the direct mount self-locating 3-jaw chuck, 4° table movement per handle rotation, and 20 second vernier scale.
The T1190 manual was written by our U.S. based Technical Documentation Department and is packed with useful information. The complete and easy-to-read manual makes it easier to assemble and maintain your rotary table.
The Grizzly Customer Service and Technical Support Teams are U.S. based. Parts for the rotary table may be available online and shipped from the Grizzly parts warehouse in Springfield, MO.

A serialized set of jaws are then finished, ground, and lapped on their designated chuck body which will be the same chuck body on the final assembly to achieve a greater accuracy
Before assembling the jaw to its designated chuck body, the jaw"s finish machining are performed on a closed tolerance state of the art CNC machine from Japan

ATS Systems is a national leading machine tool accessories and automation supplier delivering reliable solutions with unwavering support that increases manufacturing productivity and throughput leading to profitable results for its customers. For over 20 years, ATS has installed over 135K machine tool accessories and automation systems allowing customers to achieve productivity gains of over 50% and increasing profitability.

Under the guidance of Sh. Suresh Chandra Gupta, the company was started in 1975 with a small set up to start manufacturing the American type Turning and Parting Tool Holders to supply to the people exporting it in their name from India. Today after around four decades years of manufacturing experience & with his 2nd generation in business, WE are one of the leading manufacturers- Exporter from India of large variety of Machine Tools Accessories for Hobby Machinists, Model Makers, Wood Workers, Carpenters & Industrial applications supplying to the various renowned retailers of Europe, USA, Asia & Other parts of the Globe.
With the Help of our well developed production & tool room facilities, and by the ardent efforts of our experienced team who possess sound knowledge & experience of the industry, have enabled us in becoming one of the most reliable name in the market today. The company"s capabilities of manufacturing CUSTOM DESIGNED Items as per the customer"s specification has made ASSORTS Machine Tools Company, a trusted source for a wide & comprehensive range of Precision Tools of International Quality Standards at Competitive prices.
Our main Product line range includes Lathe"s Quick Change Tool Posts, Lathe Parting & Turning Tool Holders, Rotary Tables & Its accessories Like Clamp Kits, Dividing plates, Tailstocks, ER Collets Adaptors & Small Chucks with Back Plates, Knurling Tools, Lathe Alignment Test Bars, Vee Blocks, Revolving Centers, Vertical Milling Slides, Boring Heads, Fly Cutters, Arbors, Sleeves, Precision Vises For Milling, Drilling & Grinding, Bench Vises, HSS Lathe Form Tools & Carbide Brazed Tools Set, Lathe Chucks, Angle Plates, Surface Inspection Plates, Various DIY Hand tools, Punches, Jwelry Tools, Indexale Tools & many more.....

The AC-125 provides up to 12,000 lb (53,379 N) of draw force, with 0.060" (1.5 mm) of travel, allowing part diameter variation of 0.015" (0.38 mm) without readjusting the collet. Its design is similar to the AC-25, but uses two pistons, which more than doubles the available draw force. A large internal spring is used for part release. The AC-125 can be tightened from the rear, and provides a 5/16" (8 mm) through-hole. Its compact size allows it to be used with all models of HA5Cs, and with the use of a small spacer, it can be operated vertically. Clamping force is varied by regulating air pressure supplied to the unit. The AC-125 air collet closer can be used with all types of 5C collets, including step collets. Includes one closer for each head on multi-head units.125 pneumatic collet closer, collets can be clamped and unclamped with the flip of a lever.

A serialized set of jaws are then finished, ground, and lapped on their designated chuck body which will be the same chuck body on the final assembly to achieve a greater accuracy

Years ago, before I learned CNC, I owned a Phase II 8″ horizontal/vertical rotary table that I purchased from Kap Pullen’s Getmachinetools.com store. He has them at a good price, BTW, and he’s a darned nice fellow to deal with as well as being a frequent HSM contributor. Anyway, its a nice little table, but I hadn’t done a whole lot with it for quite a while after purchasing it. As is so often the case, one day, a project landed on my doorstep and I was glad to have it.
Before I could get started, however, I had to make some accessories for it. Basically, I needed some T-Nuts to fit the table, as well as a little fixture that makes it easy to hold a plate up off the table through a hole in the center so you can machine it. The latter, what I call a “plate machining fixture”, was inspired by something similar I saw the Widgitmaster of CNCZone fame using to make Dremel clamps for his mini-router:
The Plate Maching Fixture and 3 Homemade T-Nuts. T-Nuts are easy to make: square a block to the proper dimensions, mill the side reliefs, drill, and tap. These are much smaller than the mill’s Bridgeport standard T-slots, so I made them myself and I’m using 1/4-20 bolts with them. They’re made of mild steel.
I turned the round spigot using the 4-jaw on the lathe. I’m making the fixture out of MIC-6 aluminum plate, which is pre-ground very flat on the sides. This is a 5 inch by 3 inch piece. I’ve clamped it to the rotab using my T-nuts and the regular mill clamps and step blocks. It is sitting on parallels to make sure I don’t cut into the table. You can also see how I’ve clamped the rotary table to the mill table using a big cast iron V-block I have. You can never have to many blocks with precision faces hanging around!
Having a 4-jaw chuck on your rotary table is mighty handy! Because it’s a 4-jaw, you can dial in the workpiece by adjusting the jaws until it is perfectly concentric with the table’s axis of rotation. The best way is to make an adapter plate that attaches to the back of the chuck in the same way that your lathe does so you can exchange lathe tooling with the rotab. Here is an example:
For the example, the chuck is threaded onto the adaptor plate, and then the holes in the adapter plate’s flange are used to bolt down to T-nuts on the table.
In my case, I bought a 4-jaw from Shars brand new, and simply drilled some through-holes in the chuck to mount to the table directly without an adapter plate:
First, you want to make sure your part is properly centered on the table. To do that, I clamp the table down on the mill table (no special place is needed), put my Indicol indicator holder on the mill spindle, and find some round feature on the part to indicate on. For example, on the plate milling fixture above, indicate on the round boss, or on the center hole. Spin the table and bump the part in until spinning the table doesn’t move the indicator.
Second, locate the center of rotation directly under the mill spindle. You can simply use the X and Y table handwheels to do this. Use that Indicol to indicate off of a circular feature you want centered under the spindle. Turn the indicol around on the spindle and adjust the handwheels until the indicator stays put relative to the spindle position. A Blake Coaxial indicator will make this last even simpler.
When you’re rounding partially by cranking a part around on the rotary table, it’s really easy to go a little too far and screw things up. The answer is to drill the end points to make the exact stopping point on the rotab a lot less sensitive:
Centering with a Blake indicator is really fast, but what if you don’t have a Blake, or worse, what if your mill is too small to accomodate one? Here is a nice solution I found on a German site. This fellow has made an ER collect fixture for his rotary table, and has taken care that when installed on the table, the axis of the collet is aligned with the table’s axis. He can then place a dowel or other straight pin in the collet and line up until it will go into a similarly sized collet on the spindle. Nice trick! It’s similar to how Widgitmaster showed me to align a drill chuck on a QCTP to the lathe centerline with a dowel pin held in the lathe chuck.



 8613371530291
8613371530291