
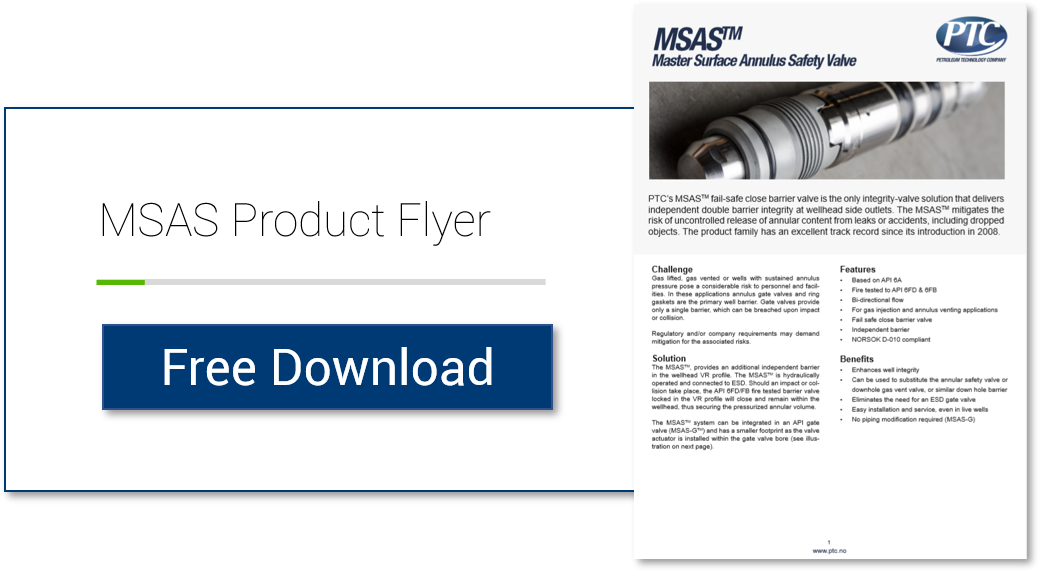
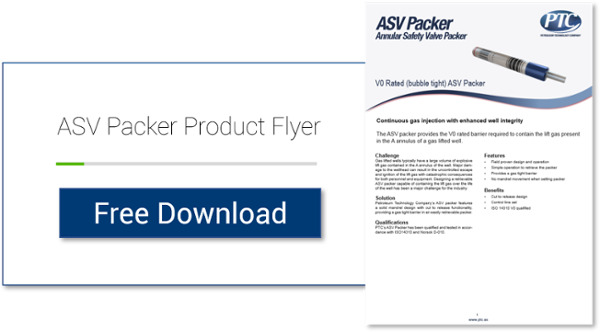
annular safety valve price

Annulus control safety valves from Baker Hughes prevent uncontrolled flow in your well’s annular space to ensure that your gas-lift operations run smoothly and safely.
You maintain downhole safety with non-elastomeric technology and a rod piston for long-term sealing durability that withstands high pressures and temperatures. Single control lines actuate the valve while a loss-of-control pressure line provides emergency closure.
Optimize production at lower operating costs. Maximize your well productivity with annulus valves designed with a large annular flow area that minimizes pressure drops
Reduce risk. Ensure safe and reliable operation with annulus safety valves configured to your operating conditions and proven in stringent prototype testing prior to deployment
Surface-controlled subsurface safety valves (SCSSVs) are critical components of well completions, preventing uncontrolled flow in the case of catastrophic damage to wellhead equipment. Fail-safe closure must be certain to ensure proper security of the well. However, this is not the only function in which it must be reliable—the valve must remain open to produce the well. Schlumberger surface controlled subsurface safety valves exceed all ISO 10432 and API Spec 14A requirements for pressure integrity, leakage acceptance criteria, and slam closure.
Through decades of innovation and experience, Schlumberger safety valve flapper systems are proven robust and reliable. The multizone dynamic seal technology for hydraulic actuation of subsurface safety valves is a further improvement in reliability performance when compared with traditional seal systems in the industry.
The multizone seal technology is currently available in the GeoGuard high-performance deepwater safety valves, which is validated to API Spec 14A V1 and V1-H.

The purpose of down hole safety systems is to protect personnel, the environment and the surface facilities from threats to safety caused by the hydrocarbons produced from the reservoir.
This concept is well established and field proven equipment and procedures are available. However, procedures are available. However, the majority of the effort in analysing, designing, testing and implementation of ever more performance down hole safety devices, performance down hole safety devices, has mainly been orientated towards tubing valves. Down hole safety devices are mainly dedicated to the tubing, ie SC-SSV"s acting as a back up of the safety equipment installed on Christmas-Trees.
Due to these communications, the tubing cannot be considered as a barrier between hydrocarbon in the reservoir and surface surroundings. Although the orifices or G-L valves are generally equipped with check valves preventing the tubing content to flow back in the annulus, it is our opinion that this equipment should not be regarded as a valid barrier.
Halliburton provides proven, high-performance tubing-retrievable and wireline-retrievable subsurface safety valves (SSSV) designed to reliably shut-in (fail safe) if a catastrophic event occurs, allowing operators to maintain safe operations.

SSSV: Subsurface Safety Valve: a valve installed in the tubing down the well to prevent uncontrolled flow in case of an emergency through the tubing when actuated. These valves can be installed by wireline or as an integral part of the tubing. Subsurface Valves are usually divided into the following categories.
SCSSV: Surface-Controlled Subsurface Safety Valves: SSSV which is controlled from the surface and installed by wireline or as an integral part of the tubing.
SSCSV (storm choke): Subsurface-Controlled Subsurface Safety Valve: SSSV which is actuated by the flow characteristics of the well, and is wireline retrievable.
ASV: Annulus Safety Valve: a valve installed in the well to prevent uncontrolled flow in the casing-tubing annulus when actuated. It consists of an annular safety valve packer with a by-pass. The opening in the by-pass is controlled by a safety valve, which can be an integral part of the packer on a wireline retrievable valve.
The tubing safety valve is installed to provide a flow barrier in the production tubing string, between the tail pipe and the surface or mudline. Such a valve consists of 3 main items:
Safety valve should not be considered as an extra barrier in the tubing when the well is closed-in for a long period of time. Sealing is not optimal because of design space limitations. They should not be used to regularly shut-in the well.
The annulus safety valve (ASV) provides a flow barrier in the casing-tubing annulus. It consists of an annular safety valve packer with a by-pass. The opening of the by-pass is controlled by a safety valve, which can be an integral part of the packer or a wireline retrievable valve. It is a surface controlled, fail-safe closed device for annular flow.
In general, the ASV is installed in gas lifted wells where the annulus is filled with compressed gas and serves as a barrier. Because of gas lift valves, the tubing cannot be considered as a barrier between the reservoir and the surface. Although the gas lift valves are commonly equipped with check valves, they are not a valid barrier. The ASV is normally located at a shallow depth to reduce the volume of the gas stored in the annulus between the ASV and the wellhead.
The valve body and connections should be at least as strong as the tubing. It should provide leak resistance to internal and external pressures and be compatible with the fluids.
During the installation of the tubing string, it is necessary to keep the valve open. This can be done by inserting a retrievable lock-open tool in the valve, without or in combination with the control signal from surface.
Multiple zone completions, where wireline jobs are frequent on equipment installed beneath the safety valve. The larger bore of a TR-SSSV facilitates the operations, where a WR-SSSV normally has to be retrieved.
The wireline retrievable safety valve (WR SCSSV) is run on wireline. A lock mandrel is screwed on top of the WR SCSSV that enables using a landing nipple. This nipple must hold the valve/mandrel assembly against pressure differentials loads. The nipple has a polished bores to seal the path between WR SCSSV and landing nipple by seals fitted to the outside of the valve/mandrel assembly.
With hydraulically operated WR SCSSVs, the external seals have also the function of containing the control fluid that is to be transmitted to the valve actuator.
The landing nipple for an electrically operated valve has a connection for an electric control line and an inductive coupler to transmit the signal to the WR SCSSV.
Trough Flowline retrievable safety valves use specially constructed mandrels and landing nipples. They must have a stronger hold-open force than SCSSVs, because the Trough Flowline tools are circulated upwards in the tubing string, which tends to drag the valve"s flow tube up, causing the valve to close. To overcome this problem the actuator hold-open force should be higher than the sum of the normal hold open force and the drag forces that can be experienced. Trough Flowline retrievable SSSVs can be used for subsea completions where wireline operations are difficult.
Another application is to install a SSSV in tubing without a landing nipple. Such a system consists of a production packer with an integral safety valve. The assembly is positioned by the coiled tubing and the packer is set by pressure from the coiled tubing.
Subsurface controlled valves are normally open and are designed to close with an abnormal change in well condition. They detect the flow or well pressure and close when the set limit is reached. Basically there are three different concepts:
Surface controlled valves utilise valve elements that are normally closed. This fail-safe mode requires that the valve is to be opened by a hydraulic control-line pressure. Loss of this pressure will result in the closing of the valve by a spring. The hydraulic pressure is supplied from a surface control panel to the valve and acts on the actuator. Typical for hydraulic operated SCSSVs is the hydrostatic head pressure, generated by the vertical column of control fluid, which additionally acts on the valve actuator.
the surface control line pressure and the time for valve operation will give an indication whether the valve opening and closing performance is satisfactory;
TR-SCSSVs of which the hydraulic actuator is damaged can be put back into function by inserting a back-up valve (insert valve), which can be operated with the existing hydraulic control system;
Electrically operated SCSSVs have in common with hydraulic SCSSVs that the differential pressure over the closed valve must be equalised before the valve can be opened and a means to keep the valve open must be permanently available from surface for fail safe operation.
With electric valves that means is an electrical signal, either dc or ac. Loss of this signal will result in closing of the valve. The force to close is always provided by expanding steel springs, which are precompressed by either electric power or by the well pressure.
One type of mechanically operated SSSV is the Go-Devil valve from Otis. This safety valve is a normally open valve. It is designed to close by an impact force on the head of the valve, provided by a heavy ball that is dropped from a ball-dropper assembly at surface. The impact force will activate the spring based mechanical linkage, that moves the valve to the closed position.
The ball-dropper assembly is flange mounted on top of the Christmas tree. The pocket of the ball dropper retains the ball, sized to activate the Go-Devil SSSV by falling against flow and impacting the head of the valve. The ball dropper assembly retains the ball until the loss of the control signal activates the release mechanism.
Three types of valve closure elements are commonly used for SSSV: the ball, the flapper and the poppet type. The flapper valve can further be divided in flat, contoured and curved flappers, while the poppet valve can be divided into closed body and sleeve type poppet valves. All types of closure elements pinch off the fluid stream by a pair of opposing surfaces rather than sliding surfaces. This principal method has the advantage that it can provide a good tight shut-off when the sealing surfaces are sound.
As noted the flapper valves may be flat, curved or contoured. The latter two were introduced to obtain a better OD/ID ratio, as they are shaped to fit when in the open position, more efficiently in the annular space of the valve housing.
The seat angle is the shape of the flapper sealing surfaces, which is an important parameter of the valve sealing performance. Traditional flapper valves have a seat angle of 45°, as the angled seat has the advantage that:
Due to the characteristics of the curved flapper design the seat angle may vary from 0° to 60° along the flapper circumference, thus requiring stringent alignment of the sealing faces. The contoured flapper design has an angled sealing surface over the full circumference of the flapper and thus has potential to provide good sealing. Field experience indicate that the flapper valve type is more reliable than the ball valve type.
When a SSSV is closed, a high differential pressure may be present across the valve closure element. Opening the valve under this condition will be difficult, if not impossible, because of the incapability of the relatively small valve mechanism to cope with the load working on the large diameter closure element. Insufficient equalising will introduce high loads that could deform critical valve parts. Also, erosive wash-out on the closure element by the sudden rush of well fluid through the partly opened valve can occur. Therefore, prior to opening a SSSV it is necessary to equalise the differential pressure.
The depth at which to set the subsurface safety valve depends upon a number of variables, such as hydrate and wax formation tendencies, deviation kick-off depth, scale precipitation, earthquake probabilities, etc. The OD of the safety valve may influence the casing/tubing string configuration and should be addressed at the conceptual design stage.
For tubing safety valves it is obvious that the deeper the valve is set (closer to the hydrocarbon source) the more protection it will give to the completion. However, the application of a deep-set tubing SSSV generates some unfavourable conditions, namely:
the higher temperature further downhole effects the reliability and the longevity of non-metal valve parts, for instance polymeric seals in hydraulic valves and electric/electronic parts in electric valves;
the hydrostatic head pressure generated by the hydraulic control-line column will generate excessive forces on the valve operating mechanism. Hence, designing and manufacturing of these valves becomes more complicated.
Furthermore, the required control pressure to operate a single control line valve (the majority of SSSVs) could become too high and more than the pressure rating of standard well completion equipment.
The approach for determining the required hydraulic control pressure at surface to hold a valve open depends on the type of valve, viz. the single control line valve, the dual control line valve and the valve with a pressure chamber.
Due to friction in the valve mechanism and the spring characteristic, there is a certain spread between the valve opening pressure (Pvo) and closing pressure (Pvc).
To ensure that the valve is completely open, a safety factor or pressure margin (Pm) is added to the surface control pressure. Hence, the available control pressure at surface to open the valve must be at least:
The dual control line valve or the pressure balanced valve uses a second control line from surface to balance the generated hydrostatic head pressure in the control line. The forces acting to operate this type of valve are as follows:
Due to friction in the valve mechanism and the spring characteristic, there is a certain spread between the valve opening pressure (Pvo) and closing pressure (Pvc).
When the valve is in the fully open position and the control and the balance line are both filled with fluid of the same fluid gradient, the following force equilibrium exists:
To insure that the valve is completely open, a safety factor or pressure margin (Pm) is added to the surface control pressure. Hence, the available control pressure at surface to open the valve must be at least:
The dome charged valve uses a pressure in an integral dome to (partly) balance the generated hydrostatic head pressure in the control line. The forces acting to operate this type of valve are as follows:
Due to friction in the valve mechanism and the spring characteristic, there is a certain spread between the valve opening pressure (Pvo) and closing pressure (Pvc).
To ensure that the valve is completely open, a safety factor or pressure margin (Pm) is added to the surface control pressure. Hence, the available control pressure at surface to open the valve must be at least:
The theoretical maximum setting depth of a single control line SSSV depends on the capacity of the valve closing spring to overcome the generated hydrostatic head pressure in the control line. For fail safety it is essential that the tubing pressure is not taken into account for the assistance of valve closing, even though single control line valves are assisted by this pressure. Hence, the governing factors for the maximum valve setting depth are:
* For fail safety, the worst case must be assumed, one in which the control line ruptures near the valve and annulus fluid will enter the control line. Therefore, for any completion the heaviest fluid gradient, either from the control fluid or from the annulus fluid, is used as the minimum control line fluid gradient.
Because the hydrostatic head pressure in the control line is counteracted, the setting depths of the dual control-line and the dome-charged valves are theoretically not limited.

A safety valve is a valve that acts as a fail-safe. An example of safety valve is a pressure relief valve (PRV), which automatically releases a substance from a boiler, pressure vessel, or other system, when the pressure or temperature exceeds preset limits. Pilot-operated relief valves are a specialized type of pressure safety valve. A leak tight, lower cost, single emergency use option would be a rupture disk.
Safety valves were first developed for use on steam boilers during the Industrial Revolution. Early boilers operating without them were prone to explosion unless carefully operated.
Vacuum safety valves (or combined pressure/vacuum safety valves) are used to prevent a tank from collapsing while it is being emptied, or when cold rinse water is used after hot CIP (clean-in-place) or SIP (sterilization-in-place) procedures. When sizing a vacuum safety valve, the calculation method is not defined in any norm, particularly in the hot CIP / cold water scenario, but some manufacturers
The earliest and simplest safety valve was used on a 1679 steam digester and utilized a weight to retain the steam pressure (this design is still commonly used on pressure cookers); however, these were easily tampered with or accidentally released. On the Stockton and Darlington Railway, the safety valve tended to go off when the engine hit a bump in the track. A valve less sensitive to sudden accelerations used a spring to contain the steam pressure, but these (based on a Salter spring balance) could still be screwed down to increase the pressure beyond design limits. This dangerous practice was sometimes used to marginally increase the performance of a steam engine. In 1856, John Ramsbottom invented a tamper-proof spring safety valve that became universal on railways. The Ramsbottom valve consisted of two plug-type valves connected to each other by a spring-laden pivoting arm, with one valve element on either side of the pivot. Any adjustment made to one of valves in an attempt to increase its operating pressure would cause the other valve to be lifted off its seat, regardless of how the adjustment was attempted. The pivot point on the arm was not symmetrically between the valves, so any tightening of the spring would cause one of the valves to lift. Only by removing and disassembling the entire valve assembly could its operating pressure be adjusted, making impromptu "tying down" of the valve by locomotive crews in search of more power impossible. The pivoting arm was commonly extended into a handle shape and fed back into the locomotive cab, allowing crews to "rock" both valves off their seats to confirm they were set and operating correctly.
Safety valves also evolved to protect equipment such as pressure vessels (fired or not) and heat exchangers. The term safety valve should be limited to compressible fluid applications (gas, vapour, or steam).
For liquid-packed vessels, thermal relief valves are generally characterized by the relatively small size of the valve necessary to provide protection from excess pressure caused by thermal expansion. In this case a small valve is adequate because most liquids are nearly incompressible, and so a relatively small amount of fluid discharged through the relief valve will produce a substantial reduction in pressure.
Flow protection is characterized by safety valves that are considerably larger than those mounted for thermal protection. They are generally sized for use in situations where significant quantities of gas or high volumes of liquid must be quickly discharged in order to protect the integrity of the vessel or pipeline. This protection can alternatively be achieved by installing a high integrity pressure protection system (HIPPS).
In the petroleum refining, petrochemical, chemical manufacturing, natural gas processing, power generation, food, drinks, cosmetics and pharmaceuticals industries, the term safety valve is associated with the terms pressure relief valve (PRV), pressure safety valve (PSV) and relief valve.
The generic term is Pressure relief valve (PRV) or pressure safety valve (PSV). PRVs and PSVs are not the same thing, despite what many people think; the difference is that PSVs have a manual lever to open the valve in case of emergency.
Relief valve (RV): an automatic system that is actuated by the static pressure in a liquid-filled vessel. It specifically opens proportionally with increasing pressure
Pilot-operated safety relief valve (POSRV): an automatic system that relieves on remote command from a pilot, to which the static pressure (from equipment to protect) is connected
Low pressure safety valve (LPSV): an automatic system that relieves static pressure on a gas. Used when the difference between the vessel pressure and the ambient atmospheric pressure is small.
Vacuum pressure safety valve (VPSV): an automatic system that relieves static pressure on a gas. Used when the pressure difference between the vessel pressure and the ambient pressure is small, negative and near to atmospheric pressure.
Low and vacuum pressure safety valve (LVPSV): an automatic system that relieves static pressure on a gas. Used when the pressure difference is small, negative or positive and near to atmospheric pressure.
In most countries, industries are legally required to protect pressure vessels and other equipment by using relief valves. Also, in most countries, equipment design codes such as those provided by the ASME, API and other organizations like ISO (ISO 4126) must be complied with. These codes include design standards for relief valves and schedules for periodic inspection and testing after valves have been removed by the company engineer.
Today, the food, drinks, cosmetics, pharmaceuticals and fine chemicals industries call for hygienic safety valves, fully drainable and Cleanable-In-Place. Most are made of stainless steel; the hygienic norms are mainly 3A in the USA and EHEDG in Europe.
The first safety valve was invented by Denis Papin for his steam digester, an early pressure cooker rather than an engine.steelyard" lever a smaller weight was required, also the pressure could easily be regulated by sliding the same weight back and forth along the lever arm. Papin retained the same design for his 1707 steam pump.Greenwich in 1803, one of Trevithick"s high-pressure stationary engines exploded when the boy trained to operate the engine left it to catch eels in the river, without first releasing the safety valve from its working load.
Although the lever safety valve was convenient, it was too sensitive to the motion of a steam locomotive. Early steam locomotives therefore used a simpler arrangement of weights stacked directly upon the valve. This required a smaller valve area, so as to keep the weight manageable, which sometimes proved inadequate to vent the pressure of an unattended boiler, leading to explosions. An even greater hazard was the ease with which such a valve could be tied down, so as to increase the pressure and thus power of the engine, at further risk of explosion.
Although deadweight safety valves had a short lifetime on steam locomotives, they remained in use on stationary boilers for as long as steam power remained.
Weighted valves were sensitive to bouncing from the rough riding of early locomotives. One solution was to use a lightweight spring rather than a weight. This was the invention of Timothy Hackworth on his leaf springs.
These direct-acting spring valves could be adjusted by tightening the nuts retaining the spring. To avoid tampering, they were often shrouded in tall brass casings which also vented the steam away from the locomotive crew.
The Salter coil spring spring balance for weighing, was first made in Britain by around 1770.spring steels to make a powerful but compact spring in one piece. Once again by using the lever mechanism, such a spring balance could be applied to the considerable force of a boiler safety valve.
The spring balance valve also acted as a pressure gauge. This was useful as previous pressure gauges were unwieldy mercury manometers and the Bourdon gauge had yet to be invented.
Paired valves were often adjusted to slightly different pressures too, a small valve as a control measure and the lockable valve made larger and permanently set to a higher pressure, as a safeguard.Sinclair for the Eastern Counties Railway in 1859, had the valve spring with pressure scale behind the dome, facing the cab, and the locked valve ahead of the dome, out of reach of interference.
In 1855, John Ramsbottom, later locomotive superintendent of the LNWR, described a new form of safety valve intended to improve reliability and especially to be tamper-resistant. A pair of plug valves were used, held down by a common spring-loaded lever between them with a single central spring. This lever was characteristically extended rearwards, often reaching into the cab on early locomotives. Rather than discouraging the use of the spring lever by the fireman, Ramsbottom"s valve encouraged this. Rocking the lever freed up the valves alternately and checked that neither was sticking in its seat.
A drawback to the Ramsbottom type was its complexity. Poor maintenance or mis-assembly of the linkage between the spring and the valves could lead to a valve that no longer opened correctly under pressure. The valves could be held against their seats and fail to open or, even worse, to allow the valve to open but insufficiently to vent steam at an adequate rate and so not being an obvious and noticeable fault.Rhymney Railway, even though the boiler was almost new, at only eight months old.
Naylor valves were introduced around 1866. A bellcrank arrangement reduced the strain (percentage extension) of the spring, thus maintaining a more constant force.L&Y & NER.
All of the preceding safety valve designs opened gradually and had a tendency to leak a "feather" of steam as they approached "blowing-off", even though this was below the pressure. When they opened they also did so partially at first and didn"t vent steam quickly until the boiler was well over pressure.
The quick-opening "pop" valve was a solution to this. Their construction was simple: the existing circular plug valve was changed to an inverted "top hat" shape, with an enlarged upper diameter. They fitted into a stepped seat of two matching diameters. When closed, the steam pressure acted only on the crown of the top hat, and was balanced by the spring force. Once the valve opened a little, steam could pass the lower seat and began to act on the larger brim. This greater area overwhelmed the spring force and the valve flew completely open with a "pop". Escaping steam on this larger diameter also held the valve open until pressure had dropped below that at which it originally opened, providing hysteresis.
These valves coincided with a change in firing behaviour. Rather than demonstrating their virility by always showing a feather at the valve, firemen now tried to avoid noisy blowing off, especially around stations or under the large roof of a major station. This was mostly at the behest of stationmasters, but firemen also realised that any blowing off through a pop valve wasted several pounds of boiler pressure; estimated at 20 psi lost and 16 lbs or more of shovelled coal.
Pop valves derived from Adams"s patent design of 1873, with an extended lip. R. L. Ross"s valves were patented in 1902 and 1904. They were more popular in America at first, but widespread from the 1920s on.
Although showy polished brass covers over safety valves had been a feature of steam locomotives since Stephenson"s day, the only railway to maintain this tradition into the era of pop valves was the GWR, with their distinctive tapered brass safety valve bonnets and copper-capped chimneys.
Developments in high-pressure water-tube boilers for marine use placed more demands on safety valves. Valves of greater capacity were required, to vent safely the high steam-generating capacity of these large boilers.Naylor valve) became more critical.distilled feedwater and also a scouring of the valve seats, leading to wear.
High-lift safety valves are direct-loaded spring types, although the spring does not bear directly on the valve, but on a guide-rod valve stem. The valve is beneath the base of the stem, the spring rests on a flange some height above this. The increased space between the valve itself and the spring seat allows the valve to lift higher, further clear of the seat. This gives a steam flow through the valve equivalent to a valve one and a half or twice as large (depending on detail design).
The Cockburn Improved High Lift design has similar features to the Ross pop type. The exhaust steam is partially trapped on its way out and acts on the base of the spring seat, increasing the lift force on the valve and holding the valve further open.
To optimise the flow through a given diameter of valve, the full-bore design is used. This has a servo action, where steam through a narrow control passage is allowed through if it passes a small control valve. This steam is then not exhausted, but is passed to a piston that is used to open the main valve.
There are safety valves known as PSV"s and can be connected to pressure gauges (usually with a 1/2" BSP fitting). These allow a resistance of pressure to be applied to limit the pressure forced on the gauge tube, resulting in prevention of over pressurisation. the matter that has been injected into the gauge, if over pressurised, will be diverted through a pipe in the safety valve, and shall be driven away from the gauge.
There is a wide range of safety valves having many different applications and performance criteria in different areas. In addition, national standards are set for many kinds of safety valves.
Safety valves are required on water heaters, where they prevent disaster in certain configurations in the event that a thermostat should fail. Such a valve is sometimes referred to as a "T&P valve" (Temperature and Pressure valve). There are still occasional, spectacular failures of older water heaters that lack this equipment. Houses can be leveled by the force of the blast.
Pressure cookers usually have two safety valves to prevent explosions. On older designs, one is a nozzle upon which a weight sits. The other is a sealed rubber grommet which is ejected in a controlled explosion if the first valve gets blocked. On newer generation pressure cookers, if the steam vent gets blocked, a safety spring will eject excess pressure and if that fails, the gasket will expand and release excess pressure downwards between the lid and the pan. Also, newer generation pressure cookers have a safety interlock which locks the lid when internal pressure exceeds atmospheric pressure, to prevent accidents from a sudden release of very hot steam, food and liquid, which would happen if the lid were to be removed when the pan is still slightly pressurised inside (however, the lid will be very hard or impossible to open when the pot is still pressurised).

0 United States Patent 1 m1 3,757,816 a Price Sept. 11, I973 [54] DOWNHOLE SAFETY VALVE 2,799,292 7/l957 Pearce 137/498 [76] inventor: Frederick Price, 307% Boles St.,
" 57 ABSTRACT if 8" 23 2 An abrasion resistant flow control safety valve has a l 1 variably adjustable orifice or port for Passageof a de- [58] Field of Search 137/498, 497, 503,
137/505 38" 166/224 251/368 sired flow of a well fluid. The annular orifice lS defined by a tapered plug extending through a seat, and the cross-sectional area of the orifice is varied by moving [56] References Cited the plug relative to the seat. The valve operates respon- UNITED STATES PATENTS sive to a predetermined flow rate to close and shut in 2,588,715 3/1952 Garrett 137/498 X the well, 2,655,934 10/1953 Clair l37/498 2,781,775 2/1957 w Merrill 137/48 18 Claims, 2 Drawing Figures 14 l6 0 5 O x72 77 l I l PATENTEDVSEM i am FIG. 1
, DOWNHOLE SAFETY VALVE BACKGROUND OF THE INVENTION This invention relates to the safety devices for oil and gas wells, and, more particularly, to safety valves for shutting in such wells.
Downhole or tubing safety valves are commonly used in oil and gas wells to prevent environmental damage, product loss, property damage, and personal injury resulting from damage to wellhead equipment, such as being struck by a vehicle or vessel, storm damage, or land or snow slides. In addition, these valves are effective to protect against equipment failures, such as rupture of the well tubing, failure of the production choke, and other equipment malfunctions.
The most commonly used downhole safety vaves are those which may be set to close responsive to a predetermined flow rate through the valve. The Shut-in rate is set at a level in excess of the normal production flow rate of the well. This type of safety valve is particularly applicable to wells in the United States where production is prorated, as the flow rate of such wells is not limited by casing or tubing size. When the normal flow rate of a producing well is the Same as its maximum flow rate, more complex, remote controlled safety valves responsive to remotely sensed conditions at the wellhead, orother like safety devices, must be" used.
The reliability of the direct flow controlled downhole safety valves heretofore available has been questionable, in all but applications involving relatively short service intervals. This is especially true in well applications where quantities of sand or other abrasive materials are entrained in the production fluid. Such entrained abrasives can quickly render inoperative or unreliable those downhole safety valves which rely for their operation on packings, bellows, close fitting cylinders, or pistons. Even the common flow bean may be severely abraded under such conditions, increasing its internal diameter so"that a flow rate greater than the preset flow rate is required to actuate the device.
If the downhole safety valve is incorporated into the tubing string, its removal from a producing well for inspection or replacement is quite time consuming and expensive. Accordingly, the majority of the downhole safety valves are designed to be hung within the tubing and to be wireline retrievable. But eventhough-such valves can be pulled by wireline for inspection orreplacement, the expense is substantial. It is apparent that a reliable, trouble free downhole safety valve is highly desirable topermit longer service intervals between inspections or replacements.
SUMMARY OF THE INVENTION the Seat to close the valve. The tapered plunger forms one end of a floating Stem, which is the only moving part in the valve.
Well fluid flowing through the valve passes through an annulus defined between the tapered plunger and seat, producing a venturi effect tending to draw the plunger into the seat. The valve is biased open to perlevel, at which point the. venturi effect overcomes the open bias of the plunger, permitting the valve to close It is another object ofthe present invention to provide a downhole safety valve having improved resistance to abrasives entrapped in the well fluid.
It is a further object of the present invention to provide a downhole safety valve having a flow orifice which is readily variable from closed to fully open.
It is still another object of the present invention to provide a downhole safety valve having a longer useful service life than those heretofore available so that the expense of inspecting and replacing such valves may be substantially reduced.
Among the further objects of this invention is to provide a downhole safety valve of extremely simple design, having no packings, bellows, or close fitting cylinders or pistons.
Among the still further objects of the present invention is to provide a downhole safety valve which tends to reduce the abrasive wear on other tubing string elements due to the flow of abrasive well fluids.
mit flow until the flow rate reaches the preestablished FIG. 2 is a similar view of the .downhole safety valve of FIG. 1, showing the valve in the closed position.
" DESCRIPTION OF PREFERRED EMBODIMENTS FIGS. 1 and 2 Show one embodiment of a downhole safety valve in accordance with the present invention, including valve" body 10 having a number of orifices 12 for passage of well fluid into the valve body. Interior to thevalve, body are an annular tapered seat 14 and a correspondingly tapered plug or plunger 16. When the valve is open, the plug 16 extends through the seat 14 to define an annular flow orifice or port through which well fluid may pass. The plug 16 is axially movable within the Seat to close the valve, bring the tapered surfaces ofthe two members into mating contact. In addition, seat 14 and plug 16 each include mating shoulders 15 ancl 17, respectively, defining annular surfaces which contact one another upon full movement of the plug 16 through the seat 14 to provide a second mating,
An adapter sub 18 is threadedly connected to the valve body 10 and includes a recessed annular groove containing an O-ring 20 to provide a fluid tight seal between the valve seat 14 and the adapter sub. Conventional apparatus may be connected to the adapter sub, as will be discussed below.
An actuating stem 22 extends axially from the plug l6,and has an externally threaded portion at its end remote from the plug. A coiled spring 24 coaxially surrounds the stem 22. A spring retainer 26 is threadedly connected to the lower end of the valve body and includes a downwardly facing shoulder 28 for retaining the upper end of the spring 24. The stem 22 passes through the retainer 26 and is adapted to slide up and down along its axis through the retainer. Below the spring retainer, a housing 30 is provided to enclose both the spring 24 and the stem 22. The housing 30 is threadedly connected to the spring retainer 26, as shown.
The lower end of the housing 30 includes internal threads 32 into which an orifice adjusting screw 34 is screwed. The head 35 of the orifice adjusting screw defines a stop against which the lower end of the stem 22 rests to variably define the maximum opening of the valve. The spring 24 biases the stem 22 downwardly to maintain the valve in the open position, the stem abutting the orifice adjusting screw head. The orifice adjusting screw 34 extends through the lower end of the housing 30 and is engaged by an orifice adjusting screw nut 36 and a jam nut 38. The head 35 may beraised or lowered as desired by rotation of the screw 34 in the appropriate direction, and the corresponding raising or lowering of the stem 22 adjusts the unobstructed cross section between the seat and the plug when the valve is in the open position. The screw 34 may be rotated as much or as little as desired to adjust the fully open position of the valve, resulting in an almost infinite capability for adjustment from a full closed to a full open position.
Near the lower end of the stem 22 are located a spring guide 44 and a spring adjustment nut 46. The spring guideis slideable along the stem and retains the lower end of the spring 24. Portions of the guide 44 are open so that fluid within the housing will not impede operation of the valve. By turning the spring adjustment nut, the compression of the spring may be increased or decreased as desired to control and predetermine the flow rate through the valve necessary to overcome the spring bias and close the valve. Provisions are made in the spring adjustment nut 46 and the lower portion of the stem 22 for engagement of a cotter pin 48 to prevent loosening of the spring adjustment nut.
Downhole safety valves in accordance"with the present invention are placed and held in well tubing strings by conventional methods well known to those skilled in the art. For example, the tubing string will usually contain one of a number of types of landing nipples, so that -be brought in, cleaned, and
- 4 A pressure equalizing sub is also commonly used in connection with the downhole safety valves of the present invention. The equalizing sub is located above the upper end of the safety valve. Equalizer subs and their operation are also well known in the art, and their use to selectively communicate well fluid pressure to the downstream, or top, side of the closed safety valve to open the valve is a standard practice.
In operation, a downhole safety valve in accordance I with the present invention is readied for use by adjusting screw 34 to the desired height to define, through the stem 22, the open position of the valve. The orifice adjusting screw nut 36 and the jam nut 38 are then tightened to hold the orifice adjusting screw in place. The spring adjustment nut 46 is then tightened or loosened on the stem 22 to vary the force biasing the valve in the open position. These adjustments establish the flow rate at which the valve will automatically close, as will be discussed below. The remainder of the valve components are then assembled in preparation for placing the valve in a well.
The valve"is then installed in the well tubing by conventional methods, using any type of mandrel orhanger desired, although the use of a landing nipple is preferred. It will be appreciated. that the well will usually potentialed before the downhole safety valve is set. v
The spring 24 biases the valve in the open position. Well fluid flows into the valve body 10 through a number of orifices 12 and out through the annulus. defined by the valve seat 14 and the plug 16. As the well fluid flows through this annular orifice or port, a venturi effect is created. This venturi effect lowers the pressure on the downstream side of the plug with respect to the pressure on the upstream side of the plug, urging the plug in the downstream, or upward direction. At the desired production flow rate for the valve, this venturi effect will"be insufficient to close the valve against the biasing force of the"spring. As the flow increases, the
A pressure equalizing sub is commonly used together with downhole safety valves in accordance with the present invention. When the condition that produced the increased flow rate which closed the valve has been a cooperating mandrel or hanger may be used to hold I relieved, as by repair of a broken line, an appropriate mandrel is run in the well to open one or more .valves in the pressure equalizing sub. When the pressure on the downstream side of the valve increases to a value sufficiently close to the upstream pressure, the spring acts to open the valve and well flow may be resumed. Of course, the valve might also be opened by pressurizing the tubing from the wellhead.
The adjustable flow orifice of valves in accordance with the present invention is particularly advantageous when drops in well pressure become sufficient to adversely affect production. Under such conditions these valves may be quickly retrieved by wireline and reset to provide a greater flow orifice area to bring production flow to the desired level. Corresponding adjustments in the compression of the biasing spring 24 may similarly be made as desired to control the flow differential at which the valve automatically closes. It will be appreciated that adjustments of the flow orifice and biasing force will be required as well flow conditions change and also as abrasive wear affects the plug and seat surfaces, and that such adjustments may readily be made in the valve of the present invention without replacement of parts, undue loss of time, or substantial difficulty.
Downhole safety valves in accordance with the present invention are particularly well suited to use in wells producing sand or other entrained abrasives in the well fluid. It is widely known that the presently available downhole safety valves have useful lifetimes in abrasive environments which are measured in terms of weeks. These known valves are quickly rendered inoperable by the abrasive action of the well fluid on the flow control surfaces and by the depositing of sand and the like in close filling areas such as sleeves, pistons, and such. After several weeks, such valves are often inoperative at any flow rate or at least unreliable at their preset shut in rates.
The valves ofthe present invention are exceptionally durable, long lived, and reliable under abrasive flow conditions for several reasons. By simplifying the valve,
design to incorporate a single moving part and to eliminate the bellows, packing, close fitting cylinders, and pistons which the prior art valves have found necessary, the problems arising from the deposition of particulate matter in the valve have been greatlydiminished. In addition, valves in accordance with the present invention have the majority of their areas out of the main well fluid flow path, and are therefore far less likely to experience abrasive wear and be affected by the settling outv or depositing of sand and the like. i
It will be noted that the fluid flow path through valves according to this invention is such that the fluidenters the valve body and moves toward theannular orifice at a relatively lower velocity than that occurring between the seat and the plug and is substantially parallel to the surfaces of the annular orifice where the more rapid flow occurs, Therefore the impingement of abrasive material on valve elements to produce wearoccurs to the greatest extent on the extended plug surface within the valve body and on the opposing plug and seat surfaces defining the narrowest flow restriction in the annular orifice. V
The unique arrangement of valve elementsin the present invention permits the use of sintered tungsten carbide seats and plugs for resistance to abrasion and resulting long life, but other materials may also be used with some sacrifice in total useful life under abrasive conditions. Particularlyeffective abrasion resistance is shown by the annular tapered surfaces 15 and 17 due to their locations with respect to the flow within the valve. In these locations the surfaces are not subject to severe impingement of abrasives or high rates of wear, and remain effective asvalve seating areas to effectively shut in a well even when the adjoining, extended tapered surfaces are relatively more abraded.
It has been found that the valves of the present invention not only experience surprisingly little internal wear in abrasive flows, but it also appears that their unique tapered plug design reduces abrasive wear on well equipment downstream of the valves themselves. As the abrasives entrained in the well fluid enter the valve body 10 through the laterally disposed orifices 12, they impinge upon the hardened plug 16. The plug absorbs the abrasive impact, but being of a hardened material is relatively insensitive to such abrasion. The abrasive material entrained in the-well fluid is believed to flow along the surface of the plug 16 and through the orifice defined between the plug 16 and the seat 14 without mixing back in the valve body. As a result the seat 14 suffers far less abrasion than would normally be expected. In addition, this concentration of abrasive material toward the center of the tubing string tends to protect equipment and elements downstream from the valve, at least those elements upstream of the first tubing turn or obstruction.
The flow patterns established for abrasive materials entrained in well fluids flowing through valves in accordance with the present invention combine with the dual seat design of the valves to produce outstanding and unexpected results as compared to previously known apparatus, as has been amply demonstrated in one series of tests of a downhole safety valve in accordance with the present invention. In one abrasive well the heretofore available valve had been used and found to have beenrendered inoperative or unreliable in as little as six-weeks in the well. A valve in accordance with the present invention was run in the. well and remained in service for seven weeks. It was then pulled and inspected. No significant wear was noted. The valve was then run back in the same well, where it remained for an additional fivemonthsThe valve was then pulled and inspected again/The valve was still completely operable, and, although demonstrating some abrasion, there was no abrasion to critical seatingareaslS and l7of the valve and the valvestill functioned reliably to close and seat at the predetermined and present flow rate. 1 i I The test well was a gas well from which a production flow of 1,000,000 cubic feet per day (CFD) was desired. The shut inflow desired wasv 1,300,000 CFD. A valve in accordance with the present invention was preset for these conditions, placed in the well, and packed off. A flow test was performed and the valve operated to shut in the well at a flow rate of 1,310,000 "CFD.
" After seven weeks and before pulling the valve for inliability of the valves of this invention, as well asthe accuracy with which the shut in flow rate can be preset. The valve used in the above test had a first plug and seat taper over their respective extended surfaces of eight degrees with respect to the valve axis, and a second taper at opposing surfaces 15 and 17 of 45 with respect to the valve axis. lt,will be appreciated that variations may be made in these respective taper angles, and that variations between the angles of taper of the extended surfaces of the seat and plug may be employed, and that the foregoing angles are illustrative of one embodiment of the present invention.
It will be appreciated by those familiar with flow control safety valves that numerous mechanical and other details may be modified without departing from the spirit and scope of the present invention as defined by the appended claims. For example, the spring adjustment and orifice adjustment nuts might be set with set screws rather than cotter pins and jam nuts as illustrated. Or biasing means might include a spring in tension rather than in compression. For this reason the embodiments disclosed herein should be regarded as illustrative and not as limiting of the present invention.
a plug extending through said seat, said plug being axially movable through said seat between a first position defining an annular port in combination with said seat and a second position in contact with said seat to shut in the well;
means resiliently urging said plug toward the first position to maintain said valve open when the flow of well fluid is at a rate not more than the predetermined rate; and
2. A safety valve as recited in claim 1, including means for variably adjusting the area of the annular port between said seat and said plug when said plug is in the first position.
4. A safety valve as recited in claim 3, wherein said seat and said plug have first mating tapered surfaces toward their respective downstream ends and second mating tapered surfaces upstream from said first surfaces and" intersecting said first surfaces .at an angle with respect thereto to define annular seating surfaces for preventing flow between said plug and said seat when said plug is in the second position.
5. A safety valve as recited in claim 1, wherein said urging means"is adjustable to selectively preestablish the flow rate above which the valve operates to shut in the well.
9. A downhole safety valve for insertion into a well flowing an abrasivewell fluid to shut in the wellin response to a flow of well fluid exceeding a predetermined rate, comprising:
a plug extending through said seat and having a taper corresponding to the taper of said seat, said plug being axially movable through said seat between a first position defining an annular port between said seat and said plug and a second position in sealing engagement with said seat to shut in the well, said plug being exposed to a pressure diflerential responsive to flow of well fluid through said annular port, the pressure differential urging said plug toward said seat; and
10. A downhole safety valve as recited in claim 9, including means for variably adjusting the areaof the annular port defined by the first position of said seat and said plug.
11. A downhole safety valve as recited in claim 9, including means for variably adjusting the force of said spring means to predetermine the pressure differential required to move said plug to the second position.
13. A downhole safety valve as recited in claim 9, wherein said seat and said plug include first mating tapered surfaces on their respective downstream ends and second mating tapered surfaces upstream from said.
14. -A downhole safety valve as recited in claim 13, wherein the angle of said first taper withrespect to-the axis of said plug is less than the angle of said second taper with respect to said axis.
16. An abrasion-resistant, adjustable downhole safety valve for wireline insertion into and retrieval from a well flowing an abrasive fluid for shutting in the well in response to a flow of well fluid exceeding a predetermined rate, comprising:
a plug extending through said seat and having a corresponding taper, said plug being axially movable between a first position defining an annular port between said seat and said plug and a second position in contact with said seat to shut in the well, said plug being exposed to a pressure differential increasing with flow rate to urge said plug toward said second position to shut in the well;
a coiled spring coaxially surrounding said stem and having a first end abutting a spring retaining means at a location fixed with respect to said valve body and a second end abutting means variably connected to said stem for adjustably predetermining the force urging said plug toward the first position, said spring force being adjusted to be greater than the pressure differential force responsive to flow rates less than the predetermined rate to maintain said plug in the first position and less than the pressure differential responsive to the predetermined flow rate to permit the pressure differential responsive to the predetermined flow rate to move said stream of said first surfaces and disposed at an angle of about to the axis of said plug to define opposed annular seating surfaces for shutting in the well when said plug is in the second position.

DHSV and ASV is mandatory on producing oil/gas wells on the Norwegian Continental shelf and many other regions throughout the world. The valve represents an important valve and is designed to shut in the producing valve automatically in case of an undesired event at the production platform. In situations where a valve is inoperable, i.e. due to leakages or blockings in the hydraulic control line, the well must remain shut in until the valve is operable.

The chances of uncontrolled flow in a wellhead are really high, so a subsurface valve is used to prevent this problem and it can prevent the damage in a wellhead. The subsurface valves are either ball valve type or flapper type and they can be either tubing retrievable or wire-line retrievable. These valves must be installed properly in order to protect the wellheads. These valves would automatically shut the well in case of any problem with the surface equipment. The subsurface valves can prevent the uncontrolled flow of hydrocarbons to the surface. The surface-controlled subsurface safety valves are controlled from the surface by applying and releasing hydraulic pressure to the valve.
Mostly all the wells have a surface safety valve and a surface-controlled subsurface safety valve. The primary means of shutting in the well is the surface safety valve and the secondary means will be the surface controlled subsurface safety valve.
The subsurface safety valves can be installed and retrieved by wireline or pump down method. The most common type is the wireline retrievable and it is set in a landing nipple or on a slip lock device. The subsurface safety valve will be attached to a mandrel which is located, locked, and sealed inside the landing nipple. A flow coupling must extend at least three feet above and below the landing nipple. Mostly this type of valve operates if there is an increase in pressure drop across the chock or decreased tubing pressure and this would cause the valve to shut. The subsurface safety valves are set to close on velocities higher than normal production rates and this is achieved by installing spacers and chokes in the valve. If improper spacers or chokes are installed then the valve won’t close at the required velocity. The depth at which the safety valves are installed is related to the well, environment like offshore or onshore, production characteristics, and also according to the safety valve characteristics.
A subsurface safety valve would operate if there is a change in operating conditions at the valve in order to do the closure mechanism. These valves are mostly unidirectional flapper valves and they are directed in a way that the flapper would open downwards if the pressure is applied from the upward direction. The flapper can only open in the downward direction on a safety valve it can remain close and this makes the subsurface valve fail-safe. In order to open the valve a hydraulic signal is sent from the surface control panel, the hydraulic pressure would open the flappers of this valve and the valve would close if there is no hydraulic pressure. There are two models of the subsurface safety valve.
The velocity type subsurface safety valve has an internal orifice and this will be specially sized to the flow characteristics of the well. So this type of safety valve would be normally open and it will be closed if there is an increase in flow rate across the orifice. So in this case there will be a pressure drop or differential pressure across the valve which causes it to close. This valve would reopen if the pressure is equalized across the valve.
There is another type of subsurface valve which is called the gas-charged, or the low-pressure valve. These valves are normally closed and the bottom hole pressure must be higher than the preset pressure value for the valve to remain open. If the well-flow rate becomes too high and the bottom hole pressure falls below the preset value of the valve, then the valve will close automatically. The valve can be opened by applying pressure to the tubing string. So subsurface valve would only work properly if the well is capable to flow at sufficient rates to close the valve.
This type of safety valves are hydraulically controlled from the surface and these valves would shut in the well automatically in case of failure or damage to the wellhead equipment, production facilities, or the flow lines. These valves are designed in a way that they can provide a wide range of protection and they are not affected by the changes in the flow rates. These valves are controlled only by the variables the system is monitoring, mostly pilots are installed to check all the variable conditions in case of any disaster or any event outside of predetermined limits and thus the well is shut in automatically.
The operation of this valve is done by using hydraulic pressure from the surface, there will be a control line that runs to the depth of the safety valve. The loss of hydraulic pressure will result in the closure of the valve. There will be some monitoring devices which is linked to the subsurface safety system. Each of these monitoring device will be linked to the subsurface safety system. These monitoring devices will be set to monitor various flowing and shut-in parameters and it would close the valve if there is any hazardous situation.
As the name indicate this valve is run on wireline and it is installed in a special safety valve landing nipple. The special valve landing nipple is made up of a part of the completion string. A control line that is attached to the completion string by clamps will provide hydraulic pressure to actuate the valve open.
Most gas wells use tubing retrievable valves and its inside diameter is the same as the tubing diameter. This type of safety valve is more robust and has a good internal flow diameter, due to this turbulence will be decreased and the production capacity can be increased. In order to open the valve, hydraulic pressure is used and this will be applied to the valve by using a control line and the control line will be attached to the completion string by means of a special clamp. The major benefit of this valve is that it provides full bore unrestricted flow through the flapper or the ball valve.
This type of valve would provide a flow barrier in the casing tubing annulus. It has an annular safety valve packer with a bypass. The bypass opening is controlled by a safety valve and it could be an integral part of a packer or a wireline retrievable valve. This valve is a surface-controlled fail-safe closed device for annular flow. These valves are installed in gas lifted wells where is the annulus is filled with compressed gas and serves as a barrier.

The F7000/F8000 series POSRV’s features the first direct mount pilot valve with integral porting. Design provides for easy conversion of orifice sizes through addition of annular flow plug (F8000 series), interchangeable pilot mounting (F100/F200/F300/F500), and field adjustability. Other features include a low profiles, inline repair, and minimal connections.



 8613371530291
8613371530291